 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

การเลือกบริษัทผลิตแผ่นโลหะแบบแม่นยำ: 8 ปัจจัยสำคัญที่ผู้ซื้อส่วนใหญ่มักมองข้าม

อะไรคือองค์ประกอบที่กำหนดบริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบความแม่นยำสูง
เมื่อคุณเริ่มค้นหาผู้ให้บริการด้านการผลิตชิ้นส่วนโลหะ คุณจะสังเกตเห็นอย่างรวดเร็วว่าร้านผลิตจำนวนมากอ้างว่าสามารถให้บริการงานแบบ "ความแม่นยำสูง" แต่สิ่งใดกันแน่ที่ทำให้บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบความแม่นยำสูง บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบความแม่นยำสูงที่แท้จริง แตกต่างจากผู้ผลิตทั่วไป? ความแตกต่างนี้ไม่ใช่เพียงแค่ภาษาเชิงการตลาดเท่านั้น — แต่ขึ้นอยู่กับข้อกำหนดเชิงปริมาณที่วัดค่าได้ ซึ่งส่งผลโดยตรงต่อความสามารถของชิ้นส่วนที่คุณสั่งผลิตในการทำงานตามที่ออกแบบไว้
การผลิตชิ้นส่วนโลหะแผ่นแบบความแม่นยำสูง หมายถึงกระบวนการผลิตระดับวิศวกรรมที่มีความแม่นยำและมาตรฐานคุณภาพสูงสุด โดยทั่วไปจะรักษาระดับความคลาดเคลื่อนไว้ระหว่าง ±0.005 นิ้ว ถึง ±0.010 นิ้ว (±0.13 มม. ถึง ±0.25 มม.) ทั่วทั้งรูปทรงเรขาคณิตที่ซับซ้อน
สิ่งนี้มีความสำคัญเพราะชิ้นส่วนที่ไม่เป็นไปตามข้อกำหนดที่ระบุอย่างแม่นยำอาจนำไปสู่ความล้มเหลวในการประกอบ ผลิตภัณฑ์ต้องถูกเรียกคืนกลับ และการปรับปรุงใหม่ซึ่งมีค่าใช้จ่ายสูง การเข้าใจว่าอะไรคือองค์ประกอบของงานที่มีความแม่นยำจะช่วยให้คุณสามารถตั้งคำถามที่เหมาะสมก่อนตัดสินใจเลือกผู้ให้บริการด้านการผลิต
สิ่งที่แยกความแม่นยำออกจากงานผลิตมาตรฐาน
ลองนึกภาพว่าคุณสั่งซื้อเคสแบบพิเศษสำหรับอุปกรณ์ทางการแพทย์ ด้วยกระบวนการผลิตทั่วไป คุณอาจได้รับชิ้นส่วนที่มีค่าความคลาดเคลื่อน (tolerances) อยู่ที่ ±1/16" ถึง ±1/8" (±1.6 มม. ถึง ±3.2 มม.) ความแปรผันนั้นอาจดูเล็กน้อย แต่เมื่อชิ้นส่วนหลายชิ้นจำเป็นต้องประกอบเข้าด้วยกันอย่างพอดีเป๊ะ ความคลาดเคลื่อนเหล่านั้นจะสะสมเพิ่มขึ้นอย่างรวดเร็ว
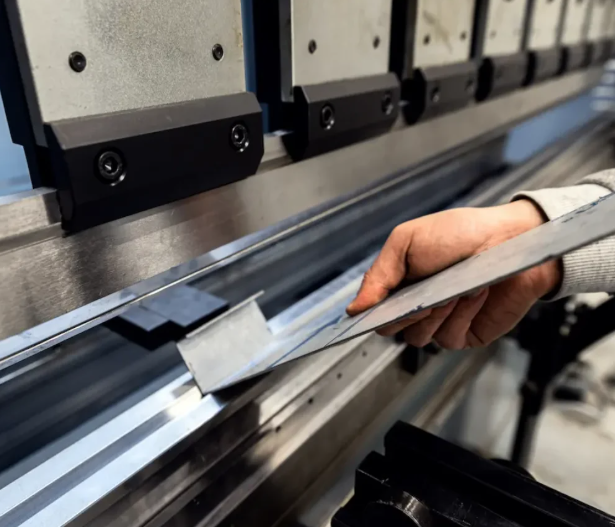
บริษัทผู้ให้บริการด้านการผลิตแผ่นโลหะแบบแม่นยำทำงานในระดับที่แตกต่างโดยสิ้นเชิง พวกเขาใช้ระบบเลเซอร์ไฟเบอร์ขั้นสูง เครื่องวัดพิกัด (Coordinate Measuring Machine: CMM) และระบบดัดอัตโนมัติที่มีเทคโนโลยีการปรับมุมอย่างแม่นยำ ที่สำคัญกว่านั้น พวกเขายังเข้าใจพฤติกรรมของวัสดุ—เช่น โลหะผสมแต่ละชนิดจะคืนตัว (spring back) หลังการดัดอย่างไร ทิศทางของเกรน (grain direction) มีผลต่อกระบวนการขึ้นรูปอย่างไร และการขยายตัวจากความร้อน (thermal expansion) ส่งผลต่อมิติสุดท้ายของชิ้นงานอย่างไร
ปัจจัยสำคัญที่ทำให้การผลิตแบบมาตรฐานแตกต่างจากการผลิตแบบความแม่นยำสูง ได้แก่:
- ระดับความทันสมัยของอุปกรณ์: ร้านผลิตแบบมาตรฐานใช้เวอร์เนียร์คาลิเปอร์พื้นฐานและการตรวจสอบด้วยสายตา ในขณะที่บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบความแม่นยำสูงใช้ระบบ CMM (Coordinate Measuring Machine), เครื่องเปรียบเทียบภาพแบบออปติคัล และเทคโนโลยีการวัดด้วยเลเซอร์
- ความเชี่ยวชาญด้านวัสดุ: ผู้ผลิตชิ้นส่วนแบบความแม่นยำสูงเข้าใจพฤติกรรมที่แตกต่างกันของเหล็กกล้าไร้สนิมเกรด 316L เมื่อเทียบกับเกรด 304 ระหว่างกระบวนการขึ้นรูป
- การลงทุนในเครื่องมือ (Tooling Investment): อุปกรณ์และอุปกรณ์ยึดจับเฉพาะสำหรับการใช้งานแต่ละประเภท ซึ่งอาจมีราคาสูงกว่าอุปกรณ์มาตรฐาน 3–5 เท่า แต่สามารถให้ความแม่นยำที่ทำซ้ำได้อย่างเชื่อถือได้
- ระบบคุณภาพ: การควบคุมกระบวนการด้วยสถิติ (SPC), การตรวจสอบชิ้นงานต้นแบบ (First Article Inspection) และการติดตามแหล่งที่มาของวัสดุอย่างครบถ้วน
ความเข้าใจในข้อกำหนดความคลาดเคลื่อน (Tolerance Specifications) สำหรับงานโลหะ
ความคลาดเคลื่อนทำหน้าที่เสมือน 'สัญญาความแม่นยำ' ที่ครอบคลุมตลอดวงจรชีวิตของผลิตภัณฑ์ของคุณ ทุกข้อกำหนดความคลาดเคลื่อนจะส่งผลต่อประสิทธิภาพในอนาคต ต้นทุนการผลิต และประสิทธิภาพในการประกอบ โปรดมองความคลาดเคลื่อนเสมือนเป็น 'ราวป้องกัน' ที่ล้อมรอบมิติที่ระบุไว้ (nominal dimensions) — หากคุณรักษามิติให้อยู่ภายในขอบเขตเหล่านี้ ชิ้นส่วนของคุณจะทำงานได้อย่างถูกต้อง
ตามมาตรฐานอุตสาหกรรม ระดับความคลาดเคลื่อน (tolerance grades) แบ่งออกเป็น 18 ระดับ บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำมักทำงานในระดับ IT5 ถึง IT7 สำหรับการใช้งานทางวิศวกรรม ในขณะที่โรงงานทั่วไปมักทำงานในช่วงระดับ IT12 ถึง IT14
นี่คือสิ่งที่หมายถึงในทางปฏิบัติ:
- การตัดเลเซอร์: ระบบเลเซอร์ไฟเบอร์สมัยใหม่สามารถรักษาระดับความคลาดเคลื่อนไว้ระหว่าง ±0.1 มม. ถึง ±0.3 มม. ซึ่งจะแปรผันตามความหนาของวัสดุ
- การดำเนินการดัด: เครื่องดัดโลหะแบบแม่นยำ (precision press brakes) สามารถบรรลุความคลาดเคลื่อนเชิงมุมได้ประมาณ ±0.5°
- การเเทกเหล็กแบบความแม่นยำ: สามารถควบคุมความคลาดเคลื่อนเชิงมิติได้ที่ ±0.05 มม. หรือแม่นยำยิ่งกว่านั้น
อุตสาหกรรมต่างๆ เช่น อวกาศ อุปกรณ์ทางการแพทย์ และกลาโหม จำเป็นต้องใช้ข้อกำหนดที่เข้มงวดเหล่านี้ เนื่องจากการล้มเหลวของชิ้นส่วนอาจก่อให้เกิดผลร้ายแรง ตัวอย่างเช่น ในงานอวกาศ การเบี่ยงเบนเพียง 0.020 นิ้วอาจทำให้ชิ้นส่วนนั้นไม่สามารถใช้งานได้เลย ส่วนในเปลือกหุ้มอุปกรณ์ทางการแพทย์ ความแม่นยำเชิงมิติส่งผลโดยตรงต่อการปฏิบัติตามข้อกำหนดของสำนักงานคณะกรรมการอาหารและยาสหรัฐอเมริกา (FDA) และความปลอดภัยของผู้ป่วย
ความท้าทายคืออะไร? การกำหนดค่าความคลาดเคลื่อน (tolerances) ที่เข้มงวดเกินความจำเป็นจะทำให้ระยะเวลาการผลิตยืดเยื้ออย่างมีนัยสำคัญและเพิ่มต้นทุนโดยไม่จำเป็น เป้าหมายคือการหาจุดสมดุล—นั่นคือ ค่าความคลาดเคลื่อนที่แน่นพอที่จะรักษาประสิทธิภาพการทำงานของชิ้นส่วน แต่ก็ยังคงปฏิบัติได้จริงในการผลิตอย่างมีประสิทธิภาพ การเข้าใจจุดสมดุลนี้คือขั้นตอนแรกของคุณในการเลือกผู้ให้บริการงานขึ้นรูปโลหะแผ่นแบบความแม่นยำสูงที่เหมาะสม
กระบวนการขึ้นรูปหลักและศักยภาพของอุปกรณ์
เมื่อคุณเข้าใจแล้วว่าอะไรคือปัจจัยที่แยกงานขึ้นรูปแบบความแม่นยำออกจากงานขึ้นรูปทั่วไป ต่อไปเราจะพิจารณากระบวนการเฉพาะที่ทำให้สามารถบรรลุค่าความคลาดเคลื่อนที่แน่นหนาได้ บริษัทผู้ให้บริการงานขึ้นรูปโลหะแผ่นแบบความแม่นยำสูงไม่ได้เพียงแค่ครอบครองอุปกรณ์ราคาแพงเท่านั้น แต่ยังเข้าใจด้วยว่าแต่ละกระบวนการมีส่วนช่วยในการรักษาความแม่นยำเชิงมิติ (dimensional accuracy) และคุณภาพพื้นผิวอย่างไร ดังนั้น เมื่อคุณประเมินผู้ให้บริการที่อาจร่วมงานด้วย การรู้ว่ากระบวนการเหล่านี้สามารถทำอะไรได้บ้างจะช่วยให้คุณตั้งคำถามที่ชาญฉลาดยิ่งขึ้น และสามารถระบุศักยภาพที่แท้จริงได้อย่างถูกต้อง
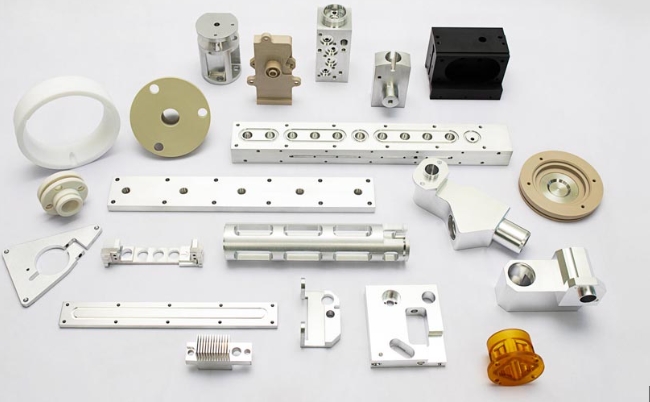
กระบวนการหลักที่ใช้โดย บริษัทผู้ให้บริการงานขึ้นรูปโลหะแผ่นแบบความแม่นยำสูง แบ่งออกเป็นหลายหมวดหมู่ โดยแต่ละหมวดมีวัตถุประสงค์เฉพาะในการเปลี่ยนวัสดุแผ่นเรียบให้กลายเป็นชิ้นส่วนสำเร็จรูป
- การตัดเลเซอร์: ใช้พลังงานแสงที่มีความเข้มข้นสูงเพื่อทำการตัดอย่างแม่นยำ โดยก่อให้เกิดการบิดเบือนของวัสดุน้อยที่สุด และให้คุณภาพขอบที่เหมาะสมสำหรับพื้นผิวที่มองเห็นได้
- การเจาะด้วย CNC: จัดวางวัสดุไว้ใต้ลูกสูบเจาะเพื่อสร้างรูและดำเนินการขึ้นรูปอย่างรวดเร็วในงานที่ต้องผลิตจำนวนมาก
- การดัดและการขึ้นรูป เปลี่ยนแผ่นวัสดุเรียบให้กลายเป็นรูปทรงสามมิติ โดยใช้เครื่องดัดแบบกด (press brake) และแม่พิมพ์เฉพาะทาง
- การปั่น: เชื่อมชิ้นส่วนหลายชิ้นเข้าด้วยกันโดยใช้ความร้อนและความดัน โดยมีวิธีการต่าง ๆ ที่เหมาะสมกับวัสดุและแอปพลิเคชันที่แตกต่างกัน
- การตัดด้วยน้ำพุ ใช้น้ำภายใต้แรงดันสูง (มักผสมสารกัดกร่อน) สำหรับวัสดุที่ไวต่อความร้อน หรือวัสดุแผ่นหนาที่ไม่สามารถยอมรับการบิดเบือนจากความร้อนได้
การตัดด้วยเลเซอร์และบทบาทของมันในการทำงานที่ต้องการความแม่นยำ
เมื่อคุณต้องการชิ้นส่วนที่มีขอบเรียบ ความแม่นยำของขนาดสูง และเขตที่ได้รับผลกระทบจากความร้อนน้อยที่สุด การตัดด้วยเลเซอร์จะกลายเป็นวิธีการผลิตหลักของคุณ บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำสมัยใหม่โดยทั่วไปจะใช้เทคโนโลยีเลเซอร์หลักสองประเภท ได้แก่ เลเซอร์ CO2 และเลเซอร์ไฟเบอร์
การตัดด้วยเลเซอร์ไฟเบอร์ได้กลายเป็นมาตรฐานอุตสาหกรรมสำหรับการใช้งานที่ต้องการความแม่นยำส่วนใหญ่ ตามแหล่งข้อมูลในอุตสาหกรรม เลเซอร์ไฟเบอร์ใช้ไดโอดเลเซอร์ที่ส่งผ่านเส้นใยแสงเพื่อสร้างรอยตัด ซึ่งให้กำลังเอาต์พุตสูงและประสิทธิภาพยอดเยี่ยม เทคโนโลยีนี้มีความสามารถโดดเด่นในการตัดวัสดุที่สะท้อนแสง เช่น อลูมิเนียมและโลหะผสมทองแดง ซึ่งเคยเป็นปัญหาสำหรับระบบเลเซอร์ CO2 รุ่นเก่า
ข้อกำหนดของอุปกรณ์มีความสำคัญอย่างยิ่งในที่นี้ โปรดพิจารณาว่าความสามารถของเลเซอร์แต่ละประเภทส่งผลตัวเลือกโครงการของคุณอย่างไร:
| ประเภทเลเซอร์ | ระยะกําลัง | เหมาะที่สุดสำหรับงานประเภท | ความสามารถในการตัดวัสดุตามความหนา |
|---|---|---|---|
| เลเซอร์ไฟเบอร์ 8 กิโลวัตต์ | พลังงานออกสูง | งานวิศวกรรมทั่วไป การตัดแผ่นโลหะหนา | เหล็กกล้าคาร์บอนต่ำสูงสุด 30 มม.; สแตนเลสสูงสุด 30 มม. |
| เลเซอร์ CO2 4 กิโลวัตต์ | กำลังเอาต์พุตระดับกลาง | ป้ายโฆษณา งานตกแต่ง และวัสดุบาง | เหล็กกล้าคาร์บอนต่ำ ความหนาสูงสุด 16 มม.; สแตนเลส ความหนาสูงสุด 12 มม. |
| เครื่อง EDM แบบลวด | การปล่อยประจุไฟฟ้า | ความแม่นยำสูงมาก วัสดุที่ผ่านการชุบแข็งแล้ว | จำกัดด้วยขนาดของอ่างแช่ ไม่ใช่ความแข็งของวัสดุ |
นอกเหนือจากเครื่องตัดด้วยเลเซอร์เองแล้ว ควรพิจารณาระบบการจัดการวัสดุแบบอัตโนมัติด้วย บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นความแม่นยำชั้นนำมักผสานระบบถอดขดลวด (decoil lines) ซึ่งป้อนวัสดุดิบเข้าสู่ระบบตัดโดยตรง ลดความเสียหายจากการจัดการวัสดุและเพิ่มอัตราการผลิต โต๊ะตัดพลาสม่าทำหน้าที่เป็นอุปกรณ์เสริมสำหรับวัสดุที่หนากว่า ซึ่งการตัดด้วยเลเซอร์จะมีต้นทุนสูงเกินไป
ความสามารถหนึ่งที่มักถูกมองข้าม? กระบวนการตัดด้วยลวด EDM (Wire EDM) ซึ่งใช้ลวดโลหะบางที่มีประจุไฟฟ้าสร้างประกายไฟฟ้าเพื่อหลอมวัสดุ โดยไม่สัมผัสกับชิ้นงานเลย ลวดนี้ไม่แตะต้องวัสดุโดยตรง แต่ประกายไฟฟ้าที่ควบคุมได้จะข้ามช่องว่างระหว่างลวดกับวัสดุ ขณะที่ของเหลวฉนวน (dielectric fluid) ทำหน้าที่ระบายความร้อนบริเวณรอยตัดและชะล้างเศษวัสดุส่วนเกินออกไป กระบวนการนี้สามารถบรรลุความแม่นยำที่ไม่สามารถทำได้ด้วยวิธีการตัดแบบทั่วไป
เทคนิคการดัด การขึ้นรูป และการเชื่อมอธิบายอย่างละเอียด
การตัดแผ่นวัสดุเรียบเป็นเพียงครึ่งหนึ่งของความท้าทายในการผลิตเท่านั้น การเปลี่ยนแผ่นวัสดุเหล่านี้ให้กลายเป็นชิ้นส่วนสามมิติจำเป็นต้องใช้ความสามารถในการดัดและขึ้นรูปที่ซับซ้อนไม่แพ้กัน
เทคโนโลยีเครื่องดัดด้วยแรงกดได้พัฒนาไปอย่างมาก เครื่องดัดด้วยแรงกดแบบ CNC รุ่นใหม่ เช่น Bystronic Xpert series มีแรงดัดสูงสุดถึง 150 ตัน ความเร็วในการทำงานสูงสุดถึง 20 มม./วินาที และความเร็วในการเคลื่อนที่แบบเร่งสูงสุดถึง 220 มม./วินาที ที่สำคัญกว่านั้น คือ มีระบบวัดและปรับมุมแบบเรียลไทม์—เครื่องจะวัดมุมการดัดระหว่างกระบวนการขึ้นรูปจริง และปรับค่าโดยอัตโนมัติเพื่อชดเชยการคืนตัวของวัสดุ (springback)
เหตุใดสิ่งนี้จึงมีความสำคัญต่อชิ้นส่วนของคุณ? วัสดุแต่ละชนิดมีพฤติกรรมการคืนตัวหลังการดัดที่แตกต่างกัน ตัวอย่างเช่น การดัดมุม 90 องศาในสแตนเลสเกรด 304 อาจจำเป็นต้องดัดเกินมุมที่ต้องการ (overbending) ไปถึง 88 องศา เพื่อให้ได้มุมสุดท้ายตามที่กำหนด หากไม่มีระบบปรับมุมอัตโนมัติ ผู้ปฏิบัติงานจะต้องอาศัยประสบการณ์และการทดลองซ้ำๆ ซึ่งทำให้ใช้เวลานานขึ้นและก่อให้เกิดความแปรปรวนระหว่างชิ้นส่วน
ความสามารถในการเชื่อมเสริมกระบวนการผลิตชิ้นส่วนให้สมบูรณ์แบบ บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำอย่างครบวงจรจะเสนอวิธีการเชื่อมหลายรูปแบบที่เลือกใช้ให้เหมาะสมกับการประยุกต์ใช้งานแต่ละประเภท:
- การเชื่อมแบบ TIG (Tungsten Inert Gas): ให้รอยเชื่อมที่สะอาดที่สุดสำหรับพื้นผิวที่มองเห็นได้และวัสดุบาง ๆ; นิยมใช้กับเหล็กกล้าไร้สนิมและอลูมิเนียม
- การเชื่อมแบบ MIG (Metal Inert Gas): เร็วกว่าการเชื่อมแบบ TIG เหมาะสำหรับรอยเชื่อมที่ยาวขึ้นและวัสดุที่หนากว่า
- การเชื่อมแบบจุดด้วยความต้านทาน (Resistance spot welding): สร้างจุดเชื่อมที่แยกจากกันโดยไม่ทิ้งรอยบนพื้นผิวที่มองเห็นได้; นิยมใช้กับเปลือกหุ้มและโครงยึด
- การเชื่อมเลเซอร์: ให้พลังงานความร้อนต่ำสุดและทำให้เกิดการบิดเบี้ยวน้อยที่สุด จึงเหมาะสำหรับชิ้นส่วนประกอบแบบแม่นยำที่ต้องควบคุมมิติอย่างเข้มงวด
นอกเหนือจากการผลิตหลักแล้ว ควรพิจารณาศักยภาพในการดำเนินงานขั้นที่สองซึ่งจะทำให้ชิ้นส่วนของคุณสมบูรณ์พร้อมใช้งาน บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำระดับมืออาชีพมักให้บริการติดตั้งอุปกรณ์เสริม (hardware installation) การขัดและขัดผิวเพื่อเตรียมพื้นผิว (grinding and sanding) การเคลือบผง (powder coating) หรือการทาสีแบบของเหลว (liquid painting) เพื่อป้องกันการกัดกร่อน รวมถึงบริการประกอบ (assembly services) ที่ส่งมอบผลิตภัณฑ์สำเร็จรูปแทนที่จะเป็นเพียงชิ้นส่วนเดี่ยว ๆ
อุปกรณ์ที่ผู้ผลิตชิ้นส่วนใช้งานจะบ่งบอกถึงขีดความสามารถสูงสุดของพวกเขา — แต่วิธีที่พวกเขาผสานกระบวนการเหล่านี้เข้าด้วยกันเป็นเวิร์กโฟลว์ที่มีประสิทธิภาพต่างหากที่จะกำหนดว่าพวกเขาสามารถส่งมอบผลลัพธ์ที่แม่นยำได้อย่างสม่ำเสมอหรือไม่ ซึ่งนำไปสู่อีกปัจจัยสำคัญหนึ่ง นั่นคือ วัสดุที่กระบวนการเหล่านี้ใช้ทำงาน และวิธีที่การเลือกวัสดุมีผลกระทบโดยตรงต่อผลลัพธ์เชิงความแม่นยำของคุณ
วัสดุและผลกระทบต่อผลลัพธ์เชิงความแม่นยำ
คุณได้เลือกผู้ผลิตชิ้นส่วนที่มีอุปกรณ์ที่น่าประทับใจและมีกระบวนการที่พิสูจน์แล้วว่าได้ผล แต่สิ่งที่ผู้ซื้อหลายคนมองข้ามคือ วัสดุที่คุณเลือกนั้นมีอิทธิพลต่อความแม่นยำด้านมิติมากเท่ากับเครื่องจักรที่ใช้ในการผลิตเลยทีเดียว บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำเข้าใจดีว่าโลหะผสมแต่ละชนิดมีพฤติกรรมที่แตกต่างกันภายใต้การตัด การดัด และการเชื่อม — และพฤติกรรมเหล่านี้เองที่กำหนดโดยตรงว่าชิ้นส่วนของคุณจะสอดคล้องตามข้อกำหนดหรือไม่
ลองพิจารณาในแง่นี้: อลูมิเนียมมีแนวโน้มคืนรูปหลังการดัดน้อยกว่าเหล็กกล้าคาร์บอนต่ำอย่างไม่แน่นอน สแตนเลสสตีลเกิดการแข็งตัวจากการขึ้นรูป (work-hardens) ระหว่างการขึ้นรูป เปลี่ยนคุณสมบัติของวัสดุระหว่างกระบวนการผลิต โลหะผสมทองแดงนำความร้อนได้อย่างมีประสิทธิภาพสูงมาก จนการเชื่อมต้องใช้พารามิเตอร์ที่แตกต่างโดยสิ้นเชิง เหล่านี้ไม่ใช่รายละเอียดเล็กน้อย—แต่เป็นตัวแปรที่ซ่อนอยู่ ซึ่งทำหน้าที่แยกแยะโครงการที่ประสบความสำเร็จออกจากงานที่ต้องแก้ไขใหม่ซึ่งส่งผลให้เกิดค่าใช้จ่ายสูง
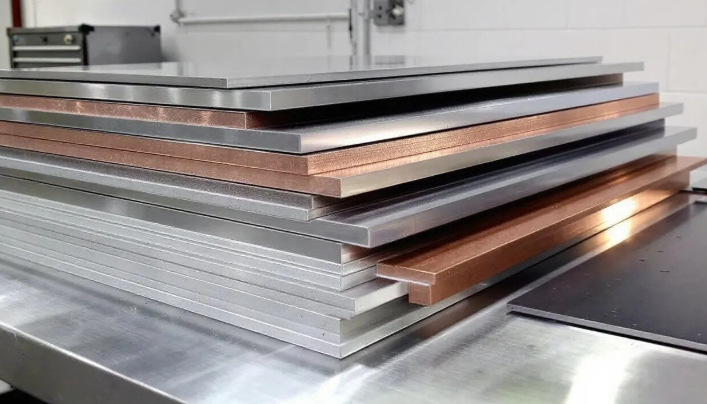
เหล็กกล้าไร้สนิม อลูมิเนียม และโลหะผสมพิเศษ
บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำมักทำงานกับกลุ่มวัสดุหลักจำนวนหนึ่ง ซึ่งแต่ละชนิดถูกเลือกมาเพื่อคุณสมบัติในการใช้งานเฉพาะทาง การเข้าใจตัวเลือกวัสดุเหล่านี้จะช่วยให้คุณสามารถจับคู่คุณสมบัติของวัสดุกับข้อกำหนดการใช้งานของคุณได้อย่างเหมาะสม
สแตนเลส ยังคงเป็นวัสดุหลักสำหรับการใช้งานที่ต้องการทั้งความแข็งแรงและความต้านทานการกัดกร่อน ตาม การวิเคราะห์วัสดุจากผู้เชี่ยวชาญด้านการผลิตแบบแม่นยำ โลหะผสมเหล็กกล้าไร้สนิมแต่ละชนิดมีวัตถุประสงค์การใช้งานที่แตกต่างกัน:
- เกรดออสเทนนิติก (304, 316): มีความต้านทานการกัดกร่อนได้ดีเยี่ยม ไม่มีคุณสมบัติแม่เหล็กเมื่อผ่านกระบวนการอบอ่อน (annealing) มีความเหนียวและสามารถขึ้นรูปได้ดีมาก—เหมาะสำหรับอุปกรณ์ทางการแพทย์และอุปกรณ์แปรรูปอาหาร
- เกรดเฟอร์ริติก (430, 446): มีคุณสมบัติแม่เหล็ก ทนความร้อนได้ เหมาะสำหรับการใช้งานที่อุณหภูมิสูง เช่น เตาอุตสาหกรรมและระบบไอเสีย
- เกรดมาร์เทนซิติก (410, 420): สามารถทำให้แข็งผ่านกระบวนการอบร้อนได้ มีความแข็งแรงสูงและทนต่อการสึกหรอได้ดีเยี่ยม — มักถูกกำหนดใช้ในชิ้นส่วนอากาศยานและเครื่องมือความแม่นยำ
โลหะผสมอลูมิเนียม ให้อัตราส่วนความแข็งแรงต่อน้ำหนักที่ดีที่สุดสำหรับการใช้งานที่ต้องลดมวล อลูมิเนียมเกรด 6061 เป็นที่นิยมใช้ในการทำงานความแม่นยำสูง เนื่องจากสามารถกลึงได้อย่างสะอาด รักษาระดับความคลาดเคลื่อนได้ ±0.01–0.02 มม. ภายใต้การตั้งค่าที่มั่นคง และสามารถชุบออกไซด์เพื่อให้ได้พื้นผิวที่มีคุณภาพสูง สำหรับเปลือกหุ้มอุปกรณ์อิเล็กทรอนิกส์ อุปกรณ์เสียง และอุปกรณ์พกพา อลูมิเนียมจึงมอบทั้งประสิทธิภาพและความสวยงาม
โลหะผสมพิเศษ เข้ามาเป็นตัวเลือกเมื่อวัสดุมาตรฐานไม่สามารถตอบสนองความต้องการที่รุนแรงได้ ไทเทเนียมมีอัตราส่วนความแข็งแรงต่อน้ำหนักที่โดดเด่นและทนต่อการกัดกร่อนอย่างยอดเยี่ยม จึงเหมาะสำหรับการใช้งานในอุปกรณ์ฝังในร่างกายและอุตสาหกรรมการบินและอวกาศ — แม้กระนั้น ความสามารถในการนำความร้อนต่ำและการเกิดการแข็งตัวจากการขึ้นรูป (work-hardening) ของไทเทเนียมก็จำเป็นต้องอาศัยความเชี่ยวชาญพิเศษในการผลิต ขณะที่ทองแดงและทองเหลืองให้สมบัติการนำไฟฟ้าและนำความร้อนได้เหนือกว่ามากสำหรับการใช้งานด้านอิเล็กทรอนิกส์ แต่น้ำหนักและต้นทุนที่สูงจำกัดการใช้งานไว้เฉพาะชิ้นส่วนที่มีความสำคัญต่อการทำงานเท่านั้น
ผลกระทบของสมบัติวัสดุต่อความแม่นยำในการผลิต
นี่คือจุดที่การเลือกวัสดุมีความสำคัญในทางปฏิบัติ คุณสมบัติแต่ละประการที่ปรากฏบนแผ่นข้อมูล (datasheet) จะส่งผลโดยตรงต่อความท้าทายหรือข้อได้เปรียบในการผลิต บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบความแม่นยำสูงจะประเมินปัจจัยเหล่านี้ก่อนเสนอราคาโครงการของคุณ
| วัสดุ | ความคลาดเคลื่อนโดยทั่วไปที่สามารถทำได้ | รัศมีการงอต่ำสุด | ความสามารถในการเชื่อม | เหมาะที่สุดสำหรับงานประเภท |
|---|---|---|---|---|
| สายสแตนเลส 304/316 | ±0.01–0.02 มม. | ≥1.5–2× ความหนา | เชื่อมได้ง่ายด้วยกระบวนการ TIG/ MIG | อุปกรณ์ทางการแพทย์ อุปกรณ์สำหรับแปรรูปอาหาร และสภาพแวดล้อมทางทะเล |
| อลูมิเนียม 6061 | ±0.01–0.02 มม. | ≥1× ความหนา | เชื่อมได้ แต่สูญเสียความแข็งแรง 30–50% ในโซนที่ได้รับความร้อน (heat-affected zone) | ตัวเรือนน้ำหนักเบา แผ่นกระจายความร้อน และโครงสร้างสำหรับอวกาศ |
| เหล็กอ่อน | ±0.05 มม. (มีแนวโน้มบิดงอ) | ≥1× ความหนา | ดีเยี่ยม—เหมาะสำหรับการเชื่อมมากที่สุด | โครงยึดเชิงโครงสร้าง โครงถัก และชิ้นส่วนที่มีข้อจำกัดด้านต้นทุน |
| ทองแดง/ทองเหลือง | ±0.02–0.05 มม. | ≥0.5–1 เท่าของความหนา | ยากต่อการเชื่อม; แนะนำให้ใช้การประสานโลหะแทน | ขั้วต่อไฟฟ้า, เครื่องแลกเปลี่ยนความร้อน และองค์ประกอบตกแต่ง |
| ไทเทเนียม | ±0.02–0.05 มม. | ≥1.5 เท่าของความหนา | ต้องใช้บรรยากาศเฉื่อยแบบพิเศษ | อุปกรณ์ฝังในทางการแพทย์ อุตสาหกรรมการบินและอวกาศ และการใช้งานที่ต้องการสมรรถนะสูง |
สังเกตว่าเหล็กกล้าคาร์บอนต่ำ—ซึ่งมักเป็นทางเลือกที่ประหยัดที่สุด—แสดงค่า "มีแนวโน้มบิดงอ" ในคอลัมน์ความคลาดเคลื่อน นี่ไม่ใช่ข้อจำกัดของอุปกรณ์ แต่เป็นพฤติกรรมตามธรรมชาติของวัสดุ แผ่นเหล็กกล้าคาร์บอนต่ำที่มีความหนาน้อยมักจะบิดเบี้ยวระหว่างการกลึงหรือการเชื่อม ทำให้ความคลาดเคลื่อน ±0.05 มม. เป็นค่าที่สมเหตุสมผลมากกว่าความคลาดเคลื่อนที่แคบกว่านั้นซึ่งสามารถบรรลุได้ด้วยอลูมิเนียมหรือสแตนเลส
ข้อกำหนดเกี่ยวกับรัศมีการดัดเผยให้เห็นอีกปัจจัยสำคัญหนึ่ง ผู้เชี่ยวชาญด้านการผลิตชิ้นส่วนระบุว่า ผู้ออกแบบที่ระบุการดัดมุม 90 องศาแบบคมชัดในสแตนเลสโดยไม่มีรัศมีเพียงพอ มักจะพบว่าขอบของชิ้นงานแตกร้าวระหว่างกระบวนการขึ้นรูป ค่าเริ่มต้นที่ปลอดภัยคือ กำหนดรัศมีการดัดให้เท่ากับหรือมากกว่าความหนาของวัสดุสำหรับโลหะที่มีความเหนียวดี และเพิ่มขึ้นเป็น 1.5–2 เท่าสำหรับโลหะผสมที่ให้ความยืดหยุ่นน้อยกว่า เช่น สแตนเลส
สภาพแวดล้อมก็มีอิทธิพลต่อการเลือกวัสดุในลักษณะที่ผู้ซื้อมักมองข้าม วัสดุสแตนเลสเกรด 304 หรือ 316 จึงกลายเป็นสิ่งจำเป็นสำหรับการใช้งานกลางแจ้ง การใช้งานในบริเวณชายทะเล หรือการใช้งานที่ต้องผ่านกระบวนการฆ่าเชื้ออย่างเข้มงวด เนื่องจากมีความเสี่ยงต่อการกัดกร่อนอย่างต่อเนื่อง อลูมิเนียมสามารถต้านทานการกัดกร่อนได้ดีในการใช้งานทั่วไป แต่จำเป็นต้องผ่านกระบวนการอะโนไดซ์หรือเคลือบสารป้องกันเมื่อใช้งานในสภาพแวดล้อมที่มีน้ำเค็ม เหล็กกล้าคาร์บอนต่ำสามารถใช้งานภายในอาคารได้หากมีการเคลือบผิวอย่างเหมาะสม แต่จะเกิดสนิมอย่างรวดเร็วหากสัมผัสกับความชื้นโดยไม่มีการป้องกัน
บทสรุปคือ? การเลือกวัสดุไม่ได้แยกขาดจากข้อกำหนดด้านความแม่นยำของคุณ—แต่เป็นส่วนหนึ่งที่ขาดไม่ได้ของข้อกำหนดเหล่านั้น ความคลาดเคลื่อน ±0.010 นิ้วเดียวกันนี้จะมีต้นทุนสูงกว่ามากเมื่อต้องผลิตในไทเทเนียมที่เกิดการแข็งตัวจากการขึ้นรูป (work-hardening) เมื่อเทียบกับอลูมิเนียมเกรด 6061 ซึ่งมีพฤติกรรมดีต่อการขึ้นรูป บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำที่มีศักยภาพจะช่วยให้คุณประเมินและจัดการกับข้อแลกเปลี่ยนเหล่านี้ได้อย่างเหมาะสม โดยจับคู่คุณสมบัติของวัสดุให้สอดคล้องกับความต้องการด้านการใช้งานจริงและข้อจำกัดด้านงบประมาณของคุณ
เมื่อเข้าใจวัสดุที่ใช้แล้ว ความท้าทายขั้นต่อไปของคุณคือการประเมินว่าผู้ผลิตที่อาจร่วมงานกับคุณสามารถส่งมอบความแม่นยำตามที่พวกเขาให้คำมั่นสัญญาได้จริงหรือไม่ การประเมินนี้ไม่เพียงพิจารณาจากรายการเครื่องจักรเท่านั้น แต่ยังรวมถึงใบรับรอง ระบบควบคุมคุณภาพ และแนวทางการผลิตที่ทำให้ผู้ร่วมงานที่เชื่อถือได้แตกต่างจากตัวเลือกที่มีความเสี่ยง

วิธีประเมินและเลือกผู้ให้บริการด้านโลหะแผ่นความแม่นยำ
คุณได้ทบทวนกระบวนการ ตรวจสอบข้อกำหนดของอุปกรณ์ และเปรียบเทียบตัวเลือกวัสดุแล้ว แต่นี่คือจุดที่ผู้ซื้อส่วนใหญ่พลาด: การแปลงความรู้เชิงเทคนิคเหล่านั้นให้กลายเป็นกรอบการประเมินที่เชื่อถือได้ แล้วคุณจะตรวจสอบอย่างแท้จริงได้อย่างไรว่าบริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นความแม่นยำแบบเฉพาะตามสั่งสามารถส่งมอบผลลัพธ์ที่สม่ำเสมอได้ตลอดระยะเวลาหลายเดือนหรือหลายปีของการผลิต
คำตอบอยู่ที่การเข้าใจว่าใบรับรองคุณภาพนั้นพิสูจน์อะไรได้จริง วิธีประเมินแนวทางการผลิตที่เกินกว่าเพียงแค่รายการอุปกรณ์ และตัวชี้วัดการดำเนินงานใดบ้างที่ทำให้ผู้ให้บริการด้านความแม่นยำระดับโลกแตกต่างจากผู้ให้บริการทั่วไป ลองมาสร้างรายการตรวจสอบเชิงปฏิบัติที่คุณสามารถนำไปใช้ประเมินผู้รับจ้างผลิตที่เป็นไปได้ทุกราย
ใบรับรองคุณภาพและสิ่งที่มันหมายถึง
ใบรับรองไม่ใช่เพียงแค่ป้ายแขวนไว้บนผนังโถงทางเข้าเท่านั้น — แต่ยังแสดงถึงระบบการจัดการคุณภาพที่ผ่านการรับรองแล้ว ซึ่งมีอิทธิพลต่อชิ้นส่วนทุกชิ้นที่ผู้จัดจำหน่ายของคุณผลิตขึ้น อย่างไรก็ตาม ใบรับรองแต่ละประเภทไม่มีน้ำหนักเท่ากันสำหรับทุกการประยุกต์ใช้งาน การเข้าใจลำดับชั้นของใบรับรองจะช่วยให้คุณตั้งความคาดหวังที่เหมาะสม
ISO 9001 เป็นพื้นฐาน ตาม ผู้เชี่ยวชาญด้านใบรับรองการผลิต มาตรฐานสากลนี้ได้รับการยอมรับในระดับสากล และกำหนดข้อกำหนดสำหรับการประกันคุณภาพอย่างสม่ำเสมอในทุกอุตสาหกรรม บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นความแม่นยำที่ได้รับการรับรองตามมาตรฐาน ISO 9001 ได้แสดงให้เห็นถึงระบบการจัดการคุณภาพอย่างเป็นทางการ ซึ่งมุ่งเน้นไปที่ "การตอบสนองความพึงพอใจของลูกค้า การปรับปรุงกระบวนการให้มีประสิทธิภาพและแม่นยำยิ่งขึ้น และการสร้างแรงจูงใจรวมทั้งมีส่วนร่วมจากพนักงานทุกระดับ" การรับรองนี้ต้องผ่านการตรวจสอบอย่างละเอียดทุกสามปี จึงถือเป็นการแสดงถึงความมุ่งมั่นอย่างต่อเนื่อง ไม่ใช่เพียงแค่ความสำเร็จครั้งเดียว
AS9100 นำข้อกำหนดของมาตรฐาน ISO 9001 มาประยุกต์ใช้และขยายขอบเขตให้เฉพาะเจาะจงยิ่งขึ้นสำหรับการใช้งานในอุตสาหกรรมการบินและอวกาศ การบิน และการป้องกันประเทศ หากชิ้นส่วนของท่านอาจส่งผลกระทบต่อความปลอดภัยของมนุษย์—เช่น โครงสร้างอากาศยาน อุปกรณ์ทางการแพทย์ หรือระบบป้องกันประเทศ—การรับรองนี้จึงกลายเป็นสิ่งจำเป็น มากกว่าจะเป็นเพียงทางเลือกเท่านั้น มาตรฐาน AS9100 เพิ่มมาตรการที่เข้มงวดยิ่งขึ้นสำหรับ:
- การจัดการความเสี่ยง โดยมีการมอบหมายความรับผิดชอบให้กับแผนกที่เกี่ยวข้องอย่างชัดเจน
- การป้องกันและตรวจสอบชิ้นส่วนปลอม
- ขั้นตอนการจัดเก็บอุปกรณ์ พร้อมกำหนดตารางการบำรุงรักษาที่ชัดเจน
- การตรวจสอบข้อมูลผ่านการทดสอบและการตรวจสอบอย่างเป็นอิสระ
IATF 16949 เป็นมาตรฐานการจัดการคุณภาพของอุตสาหกรรมยานยนต์ ซึ่งเน้นการป้องกันข้อบกพร่องและการลดของเสียตลอดห่วงโซ่อุปทาน สำหรับชิ้นส่วนแชสซี ชิ้นส่วนระบบกันสะเทือน หรือชุดโครงสร้าง การรับรองนี้แสดงว่าผู้ผลิตมีความเข้าใจในข้อกำหนดเฉพาะของอุตสาหกรรมยานยนต์
คุณควรพิจารณาอะไรในสถานการณ์เฉพาะของคุณ? ใช้กรอบแนวคิดนี้:
| การประยุกต์ใช้งานของคุณ | ใบรับรองขั้นต่ำ | ใบรับรองที่แนะนำ | เหตุ ใด จึง สําคัญ |
|---|---|---|---|
| ผลิตภัณฑ์เชิงพาณิชย์ทั่วไป | ISO 9001 | ISO 9001 | รับประกันว่ามีกระบวนการด้านคุณภาพที่จัดทำเอกสารไว้อย่างชัดเจน และมีการปรับปรุงอย่างต่อเนื่อง |
| ชิ้นส่วนสำหรับอวกาศหรือกลาโหม | AS9100 | AS9100 + NADCAP | จำเป็นสำหรับผู้ผลิตรายใหญ่ (OEM) ด้านอวกาศส่วนใหญ่; แสดงถึงความสามารถในการผลิตชิ้นส่วนที่เกี่ยวข้องกับความปลอดภัยอย่างยิ่ง |
| ส่วนประกอบรถยนต์ | ISO 9001 | IATF 16949 | สอดคล้องกับข้อกำหนดของห่วงโซ่อุปทานจากผู้ผลิตรายใหญ่ (OEM) และเน้นการป้องกันข้อบกพร่อง |
| อุปกรณ์ทางการแพทย์ | ISO 9001 | ISO 13485 | ที่อยู่อาศัยเกี่ยวกับข้อกำหนดด้านการปฏิบัติตามกฎระเบียบของหน่วยงานกำกับดูแลและการติดตามแหล่งที่มา |
การประเมินการลงทุนด้านอุปกรณ์และเทคโนโลยี
ใบรับรองรับรองระบบและกระบวนการ แต่แล้วความสามารถในการผลิตจริงล่ะ? นี่คือจุดที่คุณจำเป็นต้องมองลึกกว่ารายการอุปกรณ์ และเข้าใจว่าบริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นความแม่นยำจัดวางการผลิตอย่างไร
การจัดวางโรงงานแบบเซลล์ (Cellular manufacturing layouts) ถือเป็นหนึ่งในตัวบ่งชี้ที่ชัดเจนที่สุดของความเชี่ยวชาญในการดำเนินงาน แทนที่จะจัดเรียงอุปกรณ์ตามประเภทของกระบวนการ—เช่น เครื่องเลเซอร์ทั้งหมดอยู่ในพื้นที่หนึ่ง เครื่องดัดโลหะ (press brakes) ทั้งหมดอยู่อีกพื้นที่หนึ่ง—การจัดวางแบบเซลล์จะจัดกลุ่มเครื่องจักรให้ให้บริการครอบคลุมผลิตภัณฑ์เฉพาะกลุ่ม ตามที่ ผู้เชี่ยวชาญด้านการผลิตแบบลีน (lean manufacturing specialists) ระบุไว้ การดำเนินการแบบนี้ช่วยลดสินค้าคงคลังระหว่างกระบวนการ (work-in-process inventory) และระยะเวลาการผลิต (lead times) ได้อย่างมาก ขณะเดียวกันก็ยกระดับความสม่ำเสมอของคุณภาพด้วย
เหตุใดสิ่งนี้จึงมีความสำคัญต่อความแม่นยำ? เมื่อชิ้นส่วนเดินทางระยะทางสั้นลงระหว่างขั้นตอนการผลิต ความเสียหายที่เกิดจากการจัดการจะลดลง เมื่อทีมงานชุดเดียวกันรับผิดชอบผลิตภัณฑ์ในกลุ่มเดียวกันอย่างครบวงจร ทีมงานนั้นจะพัฒนาความเชี่ยวชาญลึกซึ้งในเรื่องค่าความคลาดเคลื่อน (tolerances) และพฤติกรรมของวัสดุที่ใช้ในผลิตภัณฑ์กลุ่มนั้น ผลลัพธ์ที่ได้คือ ข้อบกพร่องลดลง การผลิตไหลผ่านได้รวดเร็วขึ้น และคุณภาพที่คาดการณ์ได้แม่นยำยิ่งขึ้น
วินัยในการกำหนดจังหวะการผลิต (Takt time discipline) เป็นอีกหนึ่งตัวชี้วัดคุณภาพ โรงงานที่สามารถคำนวณและรักษาจังหวะการผลิต—อัตราที่ผลิตภัณฑ์ต้องเสร็จสมบูรณ์เพื่อตอบสนองความต้องการของตลาด—แสดงให้เห็นถึงระดับความสุกงอมของการควบคุมกระบวนการ ดังที่ผู้เชี่ยวชาญในอุตสาหกรรมท่านหนึ่งกล่าวไว้ว่า "ชิ้นส่วนที่นอนนิ่งอยู่ไม่สร้างรายได้" ปริมาณงานระหว่างดำเนินการ (work-in-process) จำนวนมากที่วางเรียงอยู่บนชั้นเก็บสินค้า บ่งชี้ถึงการไหลของกระบวนการที่ไม่แน่นอน ซึ่งมักสัมพันธ์โดยตรงกับความไม่สม่ำเสมอของคุณภาพ
เมื่อประเมินเครื่องจักรและอุปกรณ์ ควรตั้งคำถามที่เปิดเผยแนวคิดเชิงปฏิบัติการ:
- คุณแยกงานรับจ้างผลิตจำนวนมากออกจากงานต้นแบบที่สั่งผลิตในปริมาณน้อยอย่างไร?
- ระดับสินค้าคงคลังระหว่างดำเนินการ (work-in-process inventory) โดยทั่วไปของคุณคือเท่าใด เมื่อวัดเป็นจำนวนวันของการผลิต?
- คุณสามารถตอบสนองต่อการเปลี่ยนแปลงด้านวิศวกรรมระหว่างการผลิตได้เร็วเพียงใด
- สัดส่วนของชิ้นส่วนที่ต้องนำกลับมาปรับปรุงหรือทิ้งมีเท่าไร
คำตอบเหล่านี้เปิดเผยข้อมูลเกี่ยวกับความสามารถด้านความแม่นยำได้มากกว่าเอกสารข้อมูลจำเพาะของอุปกรณ์ใดๆ
รายการตรวจสอบพันธมิตรของคุณ
ก่อนตัดสินใจร่วมงานกับผู้ให้บริการงานโลหะแผ่นแบบแม่นยำ โปรดดำเนินการตามรายการตรวจสอบอย่างละเอียดนี้ ไม่ใช่ทุกรายการที่จะเกี่ยวข้องกับทุกโครงการ แต่การตรวจสอบประเด็นเหล่านี้จะช่วยป้องกันไม่ให้เกิดความประหลาดใจที่ส่งผลเสียต่อต้นทุน
- การตรวจสอบใบรับรอง: ขอสำเนาใบรับรองที่มีผลบังคับใช้ในปัจจุบันและตรวจสอบวันหมดอายุ ซึ่งใบรับรองต้องผ่านการตรวจสอบทุกสามปี
- เอกสารระบบควบคุมคุณภาพ: ขอรายงานการตรวจสอบตัวอย่าง ขั้นตอนการตรวจสอบชิ้นงานต้นแบบ (First Article Inspection) และตัวอย่างการดำเนินการแก้ไข
- ขีดความสามารถของอุปกรณ์: ยืนยันว่าเครื่องจักรเฉพาะที่ระบุสามารถรองรับประเภทวัสดุ ความหนา และข้อกำหนดด้านความคลาดเคลื่อนของคุณได้
- การย้อนกลับต้นทางของวัสดุ: ตรวจสอบว่าผู้ให้บริการเก็บบันทึกอย่างครบถ้วนเพื่อเชื่อมโยงชิ้นส่วนที่ผลิตเสร็จแล้วกับใบรับรองวัสดุต้นทาง
- อุปกรณ์ตรวจสอบ: มองหาเครื่องมือวัดที่ผ่านการสอบเทียบแล้ว ระบบ CMM และเครื่องเปรียบเทียบแบบออปติคัล ซึ่งเหมาะสมกับข้อกำหนดด้านความคลาดเคลื่อนของคุณ
- การควบคุมกระบวนการทางสถิติ: สอบถามว่าบริษัทตรวจสอบความสามารถของกระบวนการ (ค่า Cpk) สำหรับมิติที่สำคัญหรือไม่
- ความโปร่งใสด้านระยะเวลาในการผลิต: ขอเวลาที่เป็นจริงและทำความเข้าใจปัจจัยที่ส่งผลต่อระยะเวลาดังกล่าว — ได้แก่ ข้อจำกัดด้านกำลังการผลิต ความพร้อมของวัสดุ หรือความซับซ้อนของกระบวนการ
- ความรวดเร็วในการสื่อสาร: สังเกตความรวดเร็วในการตอบกลับคำขอใบเสนอราคาและคำถามเชิงเทคนิคในระหว่างการประเมิน
- ความพร้อมของตัวอย่างหรือต้นแบบ: พิจารณาขอชิ้นส่วนตัวอย่างก่อนตัดสินใจผลิตในปริมาณมาก
- บัญชีอ้างอิง: ขอรายชื่อลูกค้าที่ใช้บริการในอุตสาหกรรมของคุณ หรือลูกค้าที่มีข้อกำหนดด้านความแม่นยำที่ใกล้เคียงกัน
บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบความแม่นยำสูงที่ดีที่สุดยินดีต่อระดับการตรวจสอบอย่างเข้มงวดนี้ พวกเขาได้ลงทุนในระบบและศักยภาพเฉพาะเพื่อแสดงให้เห็นถึงคุณภาพที่ผ่านการรับรองแล้ว — และเข้าใจดีว่า การประเมินอย่างละเอียดรอบคอบจะเป็นรากฐานสำคัญของการสร้างความร่วมมือระยะยาวที่ประสบความสำเร็จ
เมื่อกำหนดเกณฑ์การประเมินแล้ว คุณก็พร้อมที่จะพิจารณาอีกปัจจัยหนึ่งซึ่งเป็นตัวแยกระหว่างโครงการที่ประสบความสำเร็จกับโครงการที่น่าหงุดหงิด: นั่นคือ การตัดสินใจด้านการออกแบบของคุณส่งผลต่อผลลัพธ์เชิงความแม่นยำที่คุณต้องการอย่างไร—ไม่ว่าจะเป็นการสนับสนุนหรือจำกัดความสามารถในการบรรลุผลลัพธ์ดังกล่าว
การออกแบบเพื่อการผลิตในโครงการแผ่นโลหะ
นี่คือความจริงที่มักทำให้ผู้ซื้อหลายคนรู้สึกประหลาดใจ: การตัดสินใจด้านการออกแบบของคุณมีอิทธิพลต่อผลลัพธ์ของการขึ้นรูปมากเท่ากับอุปกรณ์ที่ใช้ในการทำงานนั้นเอง บริษัทผู้ให้บริการขึ้นรูปแผ่นโลหะแบบความแม่นยำสูงที่มีศักยภาพสมบูรณ์แบบอาจประสบความยากลำบากกับชิ้นส่วนที่ละเลยข้อจำกัดพื้นฐานด้านการผลิต ในขณะที่การออกแบบที่เรียบง่ายสามารถผ่านกระบวนการผลิตได้อย่างราบรื่น พร้อมคุณภาพที่สม่ำเสมอและต้นทุนที่ต่ำกว่า
การออกแบบเพื่อการผลิต (Design for Manufacturability: DFM) คือสะพานเชื่อมระหว่างสิ่งที่คุณจินตนาการไว้บนหน้าจอ กับสิ่งที่สามารถสร้างขึ้นจริงได้ในรูปแบบของโลหะ ตาม ผู้เชี่ยวชาญด้านการออกแบบเพื่อการผลิตชิ้นส่วนโลหะแผ่น แนวคิดนี้หมายถึงการออกแบบชิ้นส่วนของคุณให้สามารถผลิตได้ง่าย—และด้วยเหตุนั้นจึงมีต้นทุนต่ำ ถ้ามองข้ามหลักการเหล่านี้ คุณจะประสบกับสิ่งที่ผู้ผลิตเรียกว่า "แรงเสียดทานในการผลิต" ซึ่งส่งผลให้ราคาสูงขึ้น เวลาการรอคอยยาวนานขึ้น และความเสี่ยงต่อข้อผิดพลาดเพิ่มสูงขึ้น
ไม่ว่าคุณจะเป็นวิศวกรผู้มีประสบการณ์หรือเจ้าของธุรกิจที่กำลังพัฒนาต้นแบบ การเข้าใจหลักการ DFM พื้นฐานเหล่านี้จะช่วยให้คุณสื่อสารกับพันธมิตรผู้ผลิตของคุณได้อย่างมีประสิทธิภาพ และระบุปัญหาที่อาจเกิดขึ้นได้ก่อนที่จะกลายเป็นปัญหาที่สร้างค่าใช้จ่ายสูง
องค์ประกอบการออกแบบที่เอื้อต่อการผลิตด้วยความแม่นยำ
ลองนึกภาพโลหะแผ่นเหมือนกระดาษแข็ง แต่มีกฎการพับที่เฉพาะเจาะจงมาก ทุกการพับ รูเจาะ และช่องตัดจะมีปฏิสัมพันธ์กับคุณสมบัติของวัสดุในลักษณะที่คาดการณ์ได้—หากคุณรู้ว่าควรสังเกตอะไร หลักการ DFM สำคัญเหล่านี้เป็นแนวทางสำหรับการออกแบบที่บริษัทผู้ผลิตโลหะแผ่นด้วยความแม่นยำสามารถผลิตได้อย่างเชื่อถือได้:
- ขนาดรัศมีการพับ: ความโค้งด้านในของรอยพับควรมีค่าไม่น้อยกว่าความหนาของวัสดุ ตามที่ผู้เชี่ยวชาญด้าน DFM อธิบายไว้ หากคุณพยายามพับโลหะให้แหลมเกินไป ขอบด้านนอกจะแตกร้าว หรือเกิดลักษณะ "การแตกร้าวแบบละเอียด (crazing)" การออกแบบรอยพับทั้งหมดให้มีรัศมีเท่ากันจะช่วยให้ผู้ผลิตสามารถใช้เครื่องมือเพียงชิ้นเดียวสำหรับทุกการพับ — ซึ่งช่วยลดเวลาในการตั้งค่าเครื่องและลดต้นทุนของคุณ
- ระยะห่างจากรูถึงแนวโค้ง: รักษาตำแหน่งของรูให้อยู่ห่างจากเส้นพับอย่างน้อย 2.5 เท่าของความหนาของวัสดุ บวกกับรัศมีการพับหนึ่งค่า รูที่วางใกล้กับเส้นพับมากเกินไปจะยืดออกเป็นรูปไข่ระหว่างกระบวนการขึ้นรูป ทำให้ไม่สามารถใส่สกรูหรือหมุดได้อย่างเหมาะสม
- คุณลักษณะการลดแรงที่บริเวณรอยพับ: เมื่อรอยพับสิ้นสุดที่ขอบเรียบ ให้เพิ่มช่องตัดรูเล็กๆ รูปสี่เหลี่ยมผืนผ้าหรือวงกลมบริเวณจุดที่เส้นพับพบกับขอบ เพื่อป้องกันการสะสมแรงและความเครียดสูงเกินไป ซึ่งอาจนำไปสู่การแตกร้าวที่บริเวณรอยต่อของรอยพับ
- ความยาวชายพับต่ำสุด: ทำฟลานจ์ให้มีความยาวอย่างน้อยสี่เท่าของความหนาของวัสดุ เครื่องพับแบบกด (Press brakes) จำเป็นต้องมีพื้นที่ผิวเพียงพอในการยึดจับวัสดุระหว่างกระบวนการขึ้นรูป ฟลานจ์ที่สั้นเกินไปจำเป็นต้องใช้แม่พิมพ์พิเศษที่มีราคาแพง ซึ่งอาจทำให้ต้นทุนการผลิตเพิ่มขึ้นเป็นสองเท่า
- ความสำคัญของทิศทางเม็ดโลหะ: แผ่นโลหะมีลักษณะ "เม็ดเกรน" ที่เกิดขึ้นจากกระบวนการรีดที่โรงหลอม เมื่อพับแผ่นโลหะในแนวขนานกับทิศทางของเกรน จะมีโอกาสแตกร้าวสูงกว่ามาก ดังนั้นควรออกแบบชิ้นส่วนให้การพับเกิดขึ้นข้ามแนวเกรนเท่าที่เป็นไปได้
- ความกว้างของช่องเปิดและรูตัด: รักษาความกว้างของรูตัดแคบๆ ให้ไม่น้อยกว่า 1.5 เท่าของความหนาของวัสดุ การตัดด้วยเลเซอร์สร้างความร้อนอย่างรุนแรง—ช่องเปิดแคบและส่วนยื่นที่บางจะบิดหรือโก่งตัวจากความเครียดเชิงความร้อน ซึ่งส่งผลต่อความเรียบและความพอดีของการประกอบ
การเข้าใจค่า K-factor มีความสำคัญอย่างยิ่งสำหรับชิ้นส่วนที่มีการพับหลายจุด ตามเอกสารอ้างอิงทางเทคนิค ค่า K-factor แสดงอัตราส่วนระหว่างตำแหน่งของแกนกลาง (neutral axis) กับความหนาของวัสดุ โดยมีค่าอยู่ระหว่าง 0.25 ถึง 0.50 ขึ้นอยู่กับชนิดของวัสดุและวิธีการพับ การระบุค่านี้อย่างถูกต้องในซอฟต์แวร์ CAD ของคุณจะทำให้ได้รูปแบบแผ่นเรียบที่แม่นยำ และป้องกันไม่ให้เกิดการสะสมของความคลาดเคลื่อน (tolerance stack-up) ในการประกอบชิ้นส่วนที่ซับซ้อน
ข้อผิดพลาดทั่วไปในการออกแบบที่ส่งผลต่อคุณภาพ
แม้แต่นักออกแบบที่มีประสบการณ์ก็ยังอาจเกิดข้อผิดพลาดที่ส่งผลให้การผลิตเป็นไปอย่างยากลำบาก โปรดระวังกับข้อผิดพลาดทั่วไปเหล่านี้ ซึ่งบริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นความแม่นยำมักพบเจอเป็นประจำ:
- การกำหนดค่าความคลาดเคลื่อนเกินความจำเป็นสำหรับคุณลักษณะที่ไม่สำคัญ: การระบุค่าความคลาดเคลื่อน (tolerance) ที่ ±0.005 นิ้ว สำหรับมิติที่ไม่มีผลต่อการทำงานอย่างมีนัยสำคัญ จะทำให้เวลาและต้นทุนในการตรวจสอบเพิ่มขึ้นอย่างมาก ดังนั้นควรใช้ความยืดหยุ่นกับค่าความคลาดเคลื่อนในจุดที่ไม่จำเป็น—โดยการยึดตามค่าความคลาดเคลื่อนมาตรฐานสำหรับชิ้นส่วนโลหะแผ่น จะช่วยควบคุมงบประมาณของโครงการไว้ได้ ขณะเดียวกันก็รักษาระดับคุณภาพไว้ในส่วนที่สำคัญ
- ขนาดรูที่ไม่ใช่มาตรฐาน: การระบุขนาดรูเจาะที่เป็นค่าเช่น 5.123 มม. อาจจำเป็นต้องใช้สว่านพิเศษ แต่หากใช้ขนาดรูที่มีจำหน่ายทั่วไป (เช่น 5 มม., 6 มม., 1/4 นิ้ว) ผู้ผลิตจะสามารถเจาะหรือตอกชิ้นงานของท่านด้วยเครื่องมือที่มีอยู่แล้ว ทำให้สามารถส่งมอบงานได้เกือบในทันทีผ่านอุปกรณ์ความเร็วสูง
- ไม่คำนึงถึงการเด้งกลับของโลหะ โลหะมีลักษณะยืดหยุ่นเล็กน้อย ดังนั้นเมื่อขึ้นรูปให้โค้งเป็นมุม 90 องศา ชิ้นงานจะมีแนวโน้มคืนตัวกลับไปเป็นมุม 88 หรือ 89 องศาโดยธรรมชาติ ผู้ผลิตชิ้นส่วนความแม่นยำจะคำนึงและปรับค่าชดเชยปรากฏการณ์นี้ไว้ล่วงหน้า อย่างไรก็ตาม หากกำหนดค่าความคลาดเคลื่อนมุมที่เข้มงวดเกินไปโดยไม่คำนึงถึงการคืนตัวของวัสดุ ก็อาจนำไปสู่ความล้มเหลวในการตรวจสอบ
- ระยะห่างระหว่างรูไม่เพียงพอ: รูควรอยู่ห่างจากขอบประมาณ 1.5 เท่าของความหนาของวัสดุ และห่างจากกันประมาณสองเท่าของความหนา ถ้าระยะห่างระหว่างรูแคบเกินไป จะทำให้วัสดุบิดเบี้ยวระหว่างการเจาะรู
- ข้อพิจารณาเกี่ยวกับการเคลือบผิวที่ขาดหายไป: การเคลือบผง (Powder coating) และการชุบออกซิเดชัน (anodizing) จะเพิ่มความหนาเชิงมิติ ดังนั้นการออกแบบต้องคำนึงถึงการเปลี่ยนแปลงนี้ โดยเฉพาะบริเวณพื้นผิวที่สัมผัสกัน (mating surfaces) และลักษณะโครงสร้างที่มีเกลียว (threaded features) นอกจากนี้ ชิ้นส่วนจำเป็นต้องมีจุดแขวนในระหว่างกระบวนการเคลือบผิว — โปรดแจ้งให้ทราบว่าบริเวณใดสามารถคงสภาพไม่มีการเคลือบได้
คุณลักษณะที่สามารถจัดตำแหน่งตัวเองได้ (Self-locating features) ถือเป็นโอกาสที่มักถูกมองข้ามบ่อยครั้ง ดังนั้น ควรมีการออกแบบชิ้นส่วนให้สามารถจัดแนวตัวเองได้โดยอัตโนมัติในระหว่างการประกอบ เพื่อลดความจำเป็นในการใช้แม่พิมพ์หรืออุปกรณ์ยึดจับ (jigs and fixtures) ทั้งนี้ การใช้แหวนยึดแบบ PEM หรือหมุดย้ำ (rivets) แทนการเชื่อมโลหะอาจช่วยประหยัดเวลาและต้นทุนได้อย่างมาก ทั้งนี้ขึ้นอยู่กับข้อกำหนดด้านการใช้งาน — เนื่องจากการเชื่อมโลหะต้องอาศัยแรงงานที่มีทักษะสูง และก่อให้เกิดการบิดเบี้ยวจากความร้อน ในขณะที่การยึดด้วยวิธีเชิงกล (mechanical fastening) สามารถควบคุมความแม่นยำเชิงมิติได้ดีกว่า
ผลกระทบทางธุรกิจของแนวคิด DFM ที่ดีนั้นขยายออกไปไกลกว่าเพียงประสิทธิภาพในการผลิตเท่านั้น ชิ้นส่วนที่ออกแบบโดยยึดหลักการเหล่านี้มักผ่านการตรวจสอบตัวอย่างแรก (first article inspection) ได้โดยไม่ต้องปรับปรุงซ้ำ รักษาระดับคุณภาพให้สม่ำเสมอตลอดทุกชุดการผลิต และมีต้นทุนต่ำลง เนื่องจากผู้ผลิตสามารถใช้อุปกรณ์และกระบวนการมาตรฐานได้ เมื่อคุณนำเสนอแบบแปลนที่แสดงถึงความเข้าใจในหลัก DFM บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นความแม่นยำสูงจะมองเห็นคุณในฐานะลูกค้าที่เข้าใจข้อเท็จจริงและข้อจำกัดของการผลิต—ซึ่งมักนำไปสู่ราคาที่ดีกว่า การเสนอราคาที่รวดเร็วขึ้น และการจัดลำดับความสำคัญในการผลิต
เมื่อกำหนดหลักการออกแบบแล้ว ขั้นตอนต่อไปในเส้นทางการผลิตชิ้นส่วนความแม่นยำของคุณคือการเข้าใจว่ากระบวนการต้นแบบ (prototyping) และการแนะนำผลิตภัณฑ์ใหม่ (new product introduction) นั้นช่วยยืนยันความถูกต้องของแบบแปลนก่อนที่จะดำเนินการผลิตในปริมาณเต็มรูปแบบอย่างไร
บริการต้นแบบและการแนะนำผลิตภัณฑ์ใหม่
คุณได้ออกแบบชิ้นส่วนของคุณโดยคำนึงถึงความเหมาะสมสำหรับการผลิตแล้ว แต่คุณจะรู้ได้อย่างไรว่ามันจะทำงานได้จริงก่อนที่จะลงทุนหลายพันดอลลาร์ไปกับแม่พิมพ์สำหรับการผลิต? นี่คือจุดที่บริการต้นแบบโลหะแผ่นความแม่นยำเข้ามามีบทบาทอย่างยิ่ง—เปลี่ยนแบบดิจิทัลให้กลายเป็นชิ้นส่วนจริงที่คุณสามารถจับถือ ทดสอบ และปรับปรุงได้
การแนะนำผลิตภัณฑ์ใหม่ (NPI) คือกระบวนการที่มีโครงสร้างชัดเจน ซึ่งนำแนวคิดของคุณผ่านขั้นตอนต่าง ๆ ตั้งแต่ไอเดียเริ่มต้นจนถึงความพร้อมในการผลิตที่ผ่านการตรวจสอบและยืนยันแล้ว ตามที่ผู้เชี่ยวชาญด้านการผลิตระบุไว้ NPI ครอบคลุมทั้งกระบวนการตั้งแต่การสร้างแนวคิด การพัฒนา ไปจนถึงการผลิตสินค้าสำเร็จรูป—ลดความเสี่ยงต่าง ๆ ให้น้อยที่สุด ขณะเดียวกันก็เปิดโอกาสให้เกิดความสำเร็จอย่างเต็มที่
สำหรับผู้ซื้อที่กำลังประเมินบริษัท NPI ด้านโลหะแผ่นความแม่นยำ การเข้าใจกระบวนการนี้จะช่วยให้คุณแยกแยะได้ว่าคู่ค้ารายใดสามารถเร่งระยะเวลาดำเนินงานของคุณได้จริง หรือรายใดเพียงแค่รับคำสั่งซื้อโดยไม่เพิ่มมูลค่าใด ๆ
จากแนวคิดสู่การอนุมัติชิ้นส่วนต้นแบบชิ้นแรก
ลองนึกภาพว่าคุณกำลังพัฒนาเคส (enclosure) ใหม่สำหรับอุปกรณ์อุตสาหกรรม คุณมีไฟล์ CAD ข้อกำหนดวัสดุ และข้อกำหนดความคลาดเคลื่อน (tolerance) อยู่แล้ว — แต่ยังคงมีคำถามที่ค้างคาอยู่ เช่น การดัดจะให้มุมตามที่คาดไว้หรือไม่? รูสำหรับยึดติดจะจัดตำแหน่งตรงกับชิ้นส่วนที่เชื่อมต่อกันอย่างถูกต้องหรือไม่? กระบวนการประกอบจะเปิดเผยปัญหาการขัดขวาง (interference) ที่ไม่ได้คาดการณ์ไว้หรือไม่?
กระบวนการทำงานต้นแบบ (prototyping workflow) ช่วยตอบคำถามเหล่านี้อย่างเป็นระบบ ตามแนวทางปฏิบัติในอุตสาหกรรม กระบวนการทั่วไปจะผ่านขั้นตอนต่อไปนี้:
- ระบุและกำหนดวัตถุประสงค์: พาร์ทเนอร์ด้านการผลิตของคุณจะร่วมมือกับคุณเพื่อทำความเข้าใจข้อกำหนดหลัก ได้แก่ ข้อกำหนดด้านฟังก์ชัน ความคาดหวังด้านรูปลักษณ์ โปรโตคอลการทดสอบ และข้อจำกัดด้านระยะเวลา ขั้นตอนนี้เป็นรากฐานสำคัญสำหรับทุกกิจกรรมที่จะตามมา
- ทบทวนการออกแบบและการปรับปรุงเพื่อความเหมาะสมในการผลิต (DFM optimization): วิศวกรจะวิเคราะห์ข้อมูล CAD ของคุณเพื่อประเมินความเหมาะสมในการผลิต (manufacturability) และเสนอแนะการปรับเปลี่ยนที่จะช่วยยกระดับความแม่นยำของผลลัพธ์โดยไม่กระทบต่อประสิทธิภาพการทำงาน ระยะเวลานี้ซึ่งเป็นระยะที่เกิดการร่วมมือกัน มักสามารถตรวจจับปัญหาที่อาจก่อให้เกิดความล่าช้าในการผลิตในขั้นตอนต่อไปได้
- การผลิตต้นแบบ: ผู้ผลิตใช้อุปกรณ์เดียวกันกับที่ใช้ในการผลิตจริงเพื่อสร้างต้นแบบเบื้องต้น วิธีนี้ช่วยให้มั่นใจได้ว่าต้นแบบจะสะท้อนผลลัพธ์ของการผลิตในระดับเต็มรูปแบบได้อย่างแม่นยำ
- การทดสอบและการตรวจสอบ: ต้นแบบจะผ่านการทดสอบด้านการทำงาน การตรวจสอบความพอดีกับชิ้นส่วนที่ต้องประกอบร่วมกัน และการประเมินประสิทธิภาพภายใต้สภาวะการใช้งานจริง อาจใช้การวิเคราะห์องค์ประกอบจำกัด (FEA) เพื่อจำลองรูปแบบแรงกดดัน ขณะที่การทดสอบทางกายภาพจะยืนยันพฤติกรรมในโลกแห่งความเป็นจริง
- การออกแบบซ้ํา จากผลการทดสอบ แบบการออกแบบจะได้รับการปรับปรุง และสร้างต้นแบบใหม่ตามความจำเป็น ดังที่ผู้เชี่ยวชาญในอุตสาหกรรมท่านหนึ่งกล่าวไว้ว่า "ไม่ใช่แนวคิดทุกแบบที่ประสบความสำเร็จ — คุณควรเรียนรู้อย่างรวดเร็วว่าสิ่งใดใช้งานได้จริงและสิ่งใดต้องปรับปรุง"
- การอนุมัติการออกแบบและการเสนอราคาการผลิต: เมื่อต้นแบบผ่านเกณฑ์ข้อกำหนดทั้งหมดแล้ว การออกแบบจะถูกล็อก และจัดทำใบเสนอราคาการผลิตแบบละเอียดขึ้น ผู้ผลิตที่สร้างต้นแบบให้คุณสามารถเสนอราคาได้อย่างแม่นยำ เนื่องจากพวกเขาได้ทดลองกระบวนการผลิตมาแล้ว
- การตรวจสอบมาตราแรก (FAI): ชิ้นส่วนที่ผลิตในขั้นตอนเริ่มต้นจะผ่านการตรวจสอบมิติอย่างละเอียดตามข้อกำหนด เพื่อสร้างหลักฐานที่เป็นลายลักษณ์อักษรยืนยันว่ากระบวนการผลิตสามารถจัดส่งชิ้นส่วนที่สอดคล้องกับข้อกำหนดได้
แนวทางเชิงระบบแบบนี้ช่วยลดความเสี่ยงจากปัญหาที่ไม่คาดคิดซึ่งอาจก่อให้เกิดค่าใช้จ่ายสูงในระหว่างการผลิตเต็มรูปแบบอย่างมาก เมื่อประเมินบริการต้นแบบโลหะแผ่นความแม่นยำ ควรเลือกพันธมิตรที่ให้การสนับสนุน DFM อย่างครอบคลุมในระยะทบทวนการออกแบบ — การร่วมมือกันในขั้นตอนนี้มักเป็นตัวกำหนดว่าโครงการจะประสบความสำเร็จหรือล้มเหลว
การผลิตต้นแบบแบบเร่งด่วน เทียบกับการผลิตจำนวนมาก
ความเร็วมีความสำคัญต่างกันไปในแต่ละขั้นตอนของการพัฒนาผลิตภัณฑ์ ในการผลิตต้นแบบ ความรวดเร็วในการส่งมอบช่วยให้สามารถปรับปรุงแบบได้อย่างรวดเร็ว ซึ่งสอดคล้องกับแนวคิด "ล้มเหลวให้เร็วที่สุด" ที่ช่วยให้คุณเรียนรู้อย่างรวดเร็วว่าแบบที่ออกแบบนั้นสามารถทำงานตามวัตถุประสงค์ได้หรือไม่ ผู้เชี่ยวชาญด้านการผลิตต้นแบบอธิบายว่า หากแบบหนึ่งๆ ไม่สามารถนำไปใช้งานได้ การระบุข้อเท็จจริงนี้โดยเร็วจะประหยัดทรัพยากรได้มากกว่าการลงทุนเวลาและแรงงานอย่างต่อเนื่อง
สิ่งที่ทำให้การสร้างต้นแบบอย่างรวดเร็ว (Rapid Prototyping) แตกต่างจากช่วงเวลาการผลิตแบบมาตรฐานคืออะไร? บริษัทผู้เชี่ยวชาญด้านโลหะแผ่นความแม่นยำชั้นนำมักจัดตั้งแผนกสร้างต้นแบบโดยเฉพาะ แยกออกจากตารางการผลิตจริง ซึ่งการแยกนี้ช่วยให้งานสร้างต้นแบบไม่ต้องแข่งขันกับคำสั่งซื้อขนาดใหญ่เพื่อแย่งเวลาใช้งานเครื่องจักร — นี่คือความแตกต่างที่สำคัญอย่างยิ่งเมื่อคุณกำลังเร่งดำเนินการตรวจสอบและยืนยันการออกแบบก่อนที่หน้าต่างโอกาสทางการตลาดจะปิดลง
พิจารณาดูว่าความสามารถในการสร้างต้นแบบอย่างรวดเร็วจริง ๆ แล้วมีลักษณะเป็นอย่างไรในทางปฏิบัติ คู่ค้าระดับแนวหน้า เช่น Shaoyi (Ningbo) Metal Technology สามารถส่งมอบบริการสร้างต้นแบบอย่างรวดเร็วภายใน 5 วัน พร้อมการสนับสนุน DFM อย่างครอบคลุม และให้ใบเสนอราคาภายใน 12 ชั่วโมง — ซึ่งเป็นระดับของความคล่องตัวที่ช่วยเร่งวงจรการพัฒนาได้อย่างมีนัยสำคัญ การรับรองมาตรฐาน IATF 16949 ของพวกเขาแสดงให้เห็นถึงระบบการควบคุมคุณภาพที่จำเป็นสำหรับชิ้นส่วนโครงสร้างรถยนต์ ระบบรองรับตัวถัง (Chassis) ระบบกันสะเทือน (Suspension) และชิ้นส่วนโครงสร้างอื่น ๆ ที่ต้องการความแม่นยำในค่าความคลาดเคลื่อนอย่างเข้มงวด
การเปลี่ยนผ่านจากขั้นตอนการสร้างต้นแบบสู่ขั้นตอนการผลิตจริงนั้นนำมาซึ่งลำดับความสำคัญที่ต่างออกไป:
| ปัจจัย | การสร้างต้นแบบอย่างรวดเร็ว | การผลิตแบบต่อเนื่อง |
|---|---|---|
| เป้าหมายหลัก | ความเร็วในการยืนยันการออกแบบและการปรับปรุงซ้ำ | คุณภาพที่สม่ำเสมอในปริมาณการผลิตจำนวนมาก |
| ระยะเวลาโดยทั่วไป | 3–10 วันสำหรับตัวอย่างเบื้องต้น | 2–6 สัปดาห์ ขึ้นอยู่กับความซับซ้อนและปริมาณงาน |
| แนวทางการจัดทำแม่พิมพ์และอุปกรณ์ยึดจับ | แม่พิมพ์แบบอ่อนหรือการผลิตโดยตรง | แม่พิมพ์ระดับการผลิตเพื่อความสม่ำเสมอในการผลิตซ้ำ |
| โครงสร้างต้นทุน | ต้นทุนต่อชิ้นสูงกว่า แต่การลงทุนรวมต่ำกว่า | ต้นทุนต่อชิ้นต่ำกว่า แต่การลงทุนในแม่พิมพ์สูงกว่า |
| ช่วงปริมาตร | โดยทั่วไปผลิต 1–50 ชิ้น | ผลิตหลายร้อยถึงหลายพันชิ้น |
การผลิตนำร่อง (Pilot production) ทำหน้าที่เป็นสะพานเชื่อมระหว่างสองขั้นตอนนี้ ก่อนจะขยายการผลิตไปสู่ปริมาณเต็มรูปแบบ ผู้ผลิตจะผลิตชุดย่อยๆ จำนวนประมาณ 50–200 ชิ้น เพื่อยืนยันว่ากระบวนการผลิตสามารถทำซ้ำได้และมีเสถียรภาพ ขั้นตอนนี้ช่วยระบุปัญหาด้านความสามารถในการผลิต (manufacturability issues) ที่อาจไม่ปรากฏชัดในระยะต้นแบบ และยืนยันว่าระบบควบคุมคุณภาพสามารถรักษาคุณลักษณะเฉพาะตามข้อกำหนดได้ตลอดการผลิตในปริมาณมาก
เมื่อเลือกบริษัทผู้ผลิตเครื่องป้อนแผ่นโลหะความแม่นยำแบบเซอร์โว หรือพันธมิตรด้านการขึ้นรูปแผ่นโลหะสำหรับต้นแบบอย่างรวดเร็ว ควรประเมินศักยภาพโดยรวมของพวกเขาอย่างรอบด้าน พันธมิตรที่ดีที่สุดจะให้คำแนะนำตลอดกระบวนการโครงการ ตั้งแต่แนวคิดเบื้องต้นจนถึงการผลิตที่ผ่านการตรวจสอบแล้ว โดยใช้ระบบควบคุมคุณภาพที่สม่ำเสมอในทุกขั้นตอน พวกเขาเข้าใจดีว่าการสร้างต้นแบบไม่ได้หมายถึงเพียงการผลิตชิ้นส่วนอย่างรวดเร็วเท่านั้น แต่ยังเกี่ยวข้องกับการเรียนรู้อย่างรวดเร็วเพื่อตัดสินใจได้ดียิ่งขึ้นก่อนที่การลงทุนสำหรับการผลิตจะทำให้การตัดสินใจด้านการออกแบบกลายเป็นข้อผูกมัดที่เปลี่ยนแปลงไม่ได้
เมื่อคุณเข้าใจกระบวนการสร้างต้นแบบแล้ว คุณก็พร้อมที่จะพิจารณาหัวข้อหนึ่งซึ่งผู้รับจ้างขึ้นรูปส่วนใหญ่มักหลีกเลี่ยงการพูดคุยอย่างเปิดเผย นั่นคือ ปัจจัยใดบ้างที่แท้จริงแล้วกำหนดราคาในการขึ้นรูปแผ่นโลหะความแม่นยำ และคุณจะสามารถปรับปรุงต้นทุนให้เหมาะสมได้อย่างไรโดยไม่ลดทอนคุณภาพ
การเข้าใจปัจจัยกำหนดราคาและแรงขับเคลื่อนต้นทุน
นี่คือบทสนทนาที่ผู้ผลิตส่วนใหญ่มักหลีกเลี่ยง: อะไรกันแน่ที่กำหนดต้นทุนโครงการของคุณจริงๆ? แม้การขอใบเสนอราคาสำหรับงานขึ้นรูปแผ่นโลหะตามแบบจะรู้สึกเหมือนได้รับตัวเลขลึกลับจากกล่องดำ แต่ความจริงแล้วเรื่องนี้ตรงไปตรงมากว่าที่คุณอาจคาดไว้ ด้วยการเข้าใจปัจจัยที่ส่งผลต่อต้นทุนในการขึ้นรูปแผ่นโลหะด้วยความแม่นยำ คุณจะสามารถตัดสินใจอย่างมีข้อมูล—and อาจลดค่าใช้จ่ายได้โดยไม่กระทบต่อคุณภาพ
ตามที่ผู้เชี่ยวชาญด้านการขึ้นรูปแบบแม่นยำระบุ ปัจจัยหลายประการที่เกี่ยวข้องกันส่งผลต่อการกำหนดราคา ประเด็นสำคัญคือการเข้าใจว่าปัจจัยใดบ้างที่คุณสามารถควบคุมได้ ปัจจัยใดบ้างที่จำเป็นต้องมีการแลกเปลี่ยน (trade-offs) และปัจจัยใดบ้างที่เป็นเพียงความจริงคงที่ซึ่งเกิดจากหลักฟิสิกส์ของการผลิต
ต้นทุนวัสดุและปัจจัยด้านความซับซ้อน
เรามาเริ่มต้นด้วยปัจจัยที่ส่งผลต่อต้นทุนงานขึ้นรูปโลหะด้วยความแม่นยำที่จับต้องได้มากที่สุด นั่นคือ วัสดุที่ชิ้นส่วนของคุณทำขึ้นจากอะไร และความซับซ้อนของการผลิตชิ้นส่วนเหล่านั้นเป็นอย่างไร
การเลือกวัสดุ เป็นหนึ่งในตัวแปรที่มีผลกระทบมากที่สุดต่อใบเสนอราคาของคุณ ตามที่แหล่งข้อมูลในอุตสาหกรรมอธิบาย โลหะต่างๆ เช่น อลูมิเนียม เหล็กกล้าไร้สนิม และเหล็กคาร์บอน มีทั้งราคาต่อกิโลกรัมและคุณสมบัติในการขึ้นรูปที่แตกต่างกัน:
- อลูมิเนียม มีน้ำหนักเบาและทนต่อการกัดกร่อน แต่ต้องใช้ความระมัดระวังเป็นพิเศษในระหว่างกระบวนการขึ้นรูปและการเชื่อม
- สแตนเลส ให้ความแข็งแรงและความทนทานสูงมาก แต่มีราคาต่อกิโลกรัมสูงกว่าอย่างมีนัยสำคัญ และมักต้องใช้กระบวนการตกแต่งพิเศษ
- เหล็กกล้าคาร์บอน ยังคงมีราคาไม่สูงและใช้งานได้หลากหลาย แต่โดยทั่วไปจำเป็นต้องเคลือบผิวด้วยสารป้องกันเพื่อป้องกันการกัดกร่อน
ความหนาของวัสดุยิ่งทำให้ต้นทุนเหล่านี้เพิ่มขึ้นโดยตรง วัสดุที่หนากว่าจะใช้เวลานานขึ้นในการตัด ต้องใช้แรงมากขึ้นในการดัด และต้องใช้เวลาเชื่อมนานขึ้น — ทั้งหมดนี้ส่งผลให้ชั่วโมงการผลิตเพิ่มขึ้นและราคาสูงขึ้น
ความซับซ้อนของการออกแบบ สร้างตัวคูณต้นทุนหลักประการที่สอง ชิ้นส่วนที่มีการดัดหลายจุด รูปทรงตัดที่ซับซ้อน หรือมีความคลาดเคลื่อนที่แคบมาก จะต้องใช้เวลาในการเขียนโปรแกรมนานขึ้น การปรับตั้งเครื่องเพิ่มเติม และรอบการตรวจสอบบ่อยครั้ง ความแตกต่างระหว่างโครงยึดแบบง่ายที่มีการดัดเพียงสองจุด กับตู้หุ้มที่มีการดัดถึงสิบสองจุด พร้อมชิ้นส่วนยึดแบบฝัง (hardware inserts) และการประกอบแบบเชื่อม (welded assemblies) อาจมีความแตกต่างอย่างมาก — แม้จะใช้วัสดุชนิดเดียวกันก็ตาม
นี่คือกรอบแนวปฏิบัติที่เป็นรูปธรรม เพื่อทำความเข้าใจว่าปัจจัยต่าง ๆ ที่มีผลต่อราคาการผลิตชิ้นส่วนโลหะแผ่นแต่ละประเภทส่งผลกระทบต่อผลกำไรสุทธิของคุณอย่างไร
| ปัจจัยต้นทุน | ระดับผลกระทบ | อะไรคือปัจจัยที่ขับเคลื่อนต้นทุนนี้ | วิธีการเพิ่มประสิทธิภาพ |
|---|---|---|---|
| ประเภทวัสดุ | สูง | ราคาตลาดวัตถุดิบ ข้อกำหนดของโลหะผสม | ระบุโลหะผสมมาตรฐาน; พิจารณาทางเลือกอื่นที่มีสมรรถนะใกล้เคียงกัน |
| ความหนาของวัสดุ | ปานกลาง-สูง | ความเร็วในการตัด แรงที่ใช้ในการขึ้นรูป เวลาในการเชื่อม | ใช้ความหนาขั้นต่ำที่ตอบสนองข้อกำหนดด้านโครงสร้าง |
| ความซับซ้อนทางเรขาคณิต | สูง | การเขียนโปรแกรม การเปลี่ยนการตั้งค่าเครื่อง การใช้แม่พิมพ์หรืออุปกรณ์พิเศษ | ทำให้การออกแบบเรียบง่ายขึ้น; ใช้รัศมีการดัดและขนาดรูที่เป็นมาตรฐาน |
| ความต้องการความคลาดเคลื่อน (Tolerance) | สูง | ความเร็วในการกลึงลดลง ต้องตรวจสอบบ่อยครั้ง มีความเสี่ยงสูงที่จะต้องแก้ไขงาน | กำหนดความคลาดเคลื่อนที่แคบเฉพาะสำหรับมิติที่สำคัญเท่านั้น |
| การ📐ตกแต่งผิว | ปานกลาง | ขั้นตอนการดำเนินการเพิ่มเติม วัสดุเคลือบ และระยะเวลาในการอบแห้ง | ระบุพื้นผิวสำเร็จรูปเฉพาะเมื่อมีความจำเป็นเชิงหน้าที่ |
| การประกอบ | ปานกลาง-สูง | จำนวนชั่วโมงแรงงาน ต้นทุนฮาร์ดแวร์ และจุดตรวจสอบ | ออกแบบให้การประกอบง่ายขึ้น โดยใช้คุณลักษณะที่สามารถจัดตำแหน่งตัวเองได้ |
| การตั้งค่าและเขียนโปรแกรม | ปานกลาง | การกำหนดค่าเครื่องเบื้องต้น การเตรียมอุปกรณ์ตัด | ออกแบบกลุ่มชิ้นส่วนที่มีความต้องการอุปกรณ์ตัดร่วมกัน |
โปรดสังเกตว่าข้อกำหนดด้านความคลาดเคลื่อนมีระดับผลกระทบอยู่ในระดับ "สูง" ตามความเห็นของผู้เชี่ยวชาญด้านการผลิต ยิ่งกำหนดความคลาดเคลื่อนให้แคบลงเท่าใด ต้นทุนก็จะยิ่งสูงขึ้นเท่านั้น — การบรรลุข้อกำหนดด้านมิติที่เข้มงวดนั้นจำเป็นต้องมีการตรวจสอบบ่อยขึ้น ความเร็วในการกลึงลดลง และต้องใช้เครื่องมือวัดขั้นสูง เช่น เครื่องวัดพิกัด (CMM) และระบบตรวจสอบแบบเลเซอร์
พิจารณาปริมาณการผลิตและทางเลือกระหว่างระยะเวลานำส่ง
ปริมาณการผลิตมีผลต่อราคาการผลิตชิ้นส่วนความแม่นยำทั้งหมด การผลิตต้นแบบเพียงชิ้นเดียวหรือการผลิตเป็นล็อตเล็ก ๆ จะมีต้นทุนต่อหน่วยสูงกว่าการสั่งผลิตจำนวนมากอย่างมาก เนื่องจากเวลาในการตั้งค่าและเขียนโปรแกรมจะถูกกระจายไปบนจำนวนชิ้นงานที่น้อยกว่า
ลองพิจารณาอย่างเป็นรูปธรรม: ไม่ว่าคุณจะสั่งซื้อชิ้นส่วน 10 ชิ้น หรือ 1,000 ชิ้น ผู้ผลิตชิ้นส่วนก็ยังคงต้องเขียนโปรแกรมเลเซอร์ ตั้งค่าเครื่องดัดโลหะ (press brake) และกำหนดขั้นตอนการตรวจสอบคุณภาพอยู่ดี ต้นทุนคงที่เหล่านี้จะถูกแบ่งเฉลี่ยแตกต่างกันไป ขึ้นอยู่กับขนาดของคำสั่งซื้อของคุณ:
- ปริมาณต้นแบบ (1-10 ชิ้น): ต้นทุนการตั้งค่ามีน้ำหนักมากที่สุด; คาดว่าราคาต่อชิ้นจะสูงที่สุด แต่การลงทุนรวมจะต่ำที่สุด
- การผลิตปริมาณน้อย (50-500 ชิ้น): ต้นทุนการตั้งค่าจะถูกกระจาย (amortize) ได้ดีขึ้น; ราคาต่อชิ้นลดลงอย่างมีนัยสำคัญ
- การผลิตในปริมาณมาก (1,000 ชิ้นขึ้นไป): ประสิทธิภาพเพิ่มสูงสุด; การจัดการแบบอัตโนมัติและการจัดวางชิ้นงานให้เหมาะสมที่สุด (optimized nesting) ช่วยลดของเสียและแรงงาน
ระยะเวลาในการผลิต (lead time) เพิ่มมิติของต้นทุนอีกด้านหนึ่ง ซึ่งผู้ซื้อหลายคนประเมินต่ำเกินไป ตาม ผู้เชี่ยวชาญด้านการประมาณราคาการผลิตชิ้นส่วน (fabrication estimating specialists) คำสั่งซื้อเร่งด่วนหรือโครงการที่ต้องการส่งมอบภายในเวลาที่สั้นกว่าปกติ มักจำเป็นต้องทำงานล่วงเวลา หรือปรับเปลี่ยนตารางการผลิต—ซึ่งทั้งสองกรณีนี้ล้วนทำให้เกิดค่าใช้จ่ายเพิ่มเติม
ความสัมพันธ์ระหว่างระยะเวลาในการผลิตกับต้นทุนสร้างทางเลือกที่สำคัญในการตัดสินใจ:
| สถานการณ์ระยะเวลาในการผลิต | ผลกระทบต่อต้นทุน | ระยะเวลาโดยทั่วไป | ดีที่สุดสําหรับ |
|---|---|---|---|
| การผลิตมาตรฐาน | ราคาพื้นฐาน | 2-4 สัปดาห์ | การผลิตตามแผนที่มีความต้องการที่สามารถคาดการณ์ได้ |
| การจัดส่งด่วน | มีค่าธรรมเนียมพิเศษเพิ่มเติม | 1-2 สัปดาห์ | กำหนดเวลาที่สำคัญอย่างยิ่ง แต่มีความยืดหยุ่นด้านงบประมาณ |
| เร่งด่วน/ฉุกเฉิน | ค่าพรีเมียมที่สูงอย่างมีนัยสำคัญ | ใช้เวลาเป็นวัน ไม่ใช่เป็นสัปดาห์ | เหตุฉุกเฉินจริงๆ ซึ่งต้นทุนถือเป็นเรื่องรอง |
| ยืดหยุ่น/จัดตารางล่วงหน้าได้ | อาจได้รับส่วนลด | 4–6 สัปดาห์ขึ้นไป | คำสั่งซื้อที่ไม่เร่งด่วน โดยสามารถเจรจาเรื่องระยะเวลาได้ |
ตามที่ผู้เชี่ยวชาญด้านระยะเวลานำส่งชี้แจงไว้ ยิ่งการออกแบบของคุณเรียบง่ายและยิ่งใช้วัสดุมาตรฐานมากเท่าใด ชิ้นส่วนของคุณก็จะมาถึงเร็วขึ้นเท่านั้น — และการจัดส่งที่รวดเร็วมักหมายถึงต้นทุนที่ต่ำลง เนื่องจากคุณหลีกเลี่ยงค่าธรรมเนียมสำหรับงานเร่งด่วน
ปัจจัยด้านต้นทุนที่มักถูกมองข้ามบ่อยครั้งคืออะไร? ค่าขนส่งและโลจิสติกส์ ตามแหล่งข้อมูลในอุตสาหกรรม การผลิตอาจเสร็จสิ้นตามกำหนดเวลา แต่การขนส่งยังคงส่งผลกระทบต่อตารางงานของคุณได้ บริการโลจิสติกส์แบบเร่งด่วนผ่านผู้ให้บริการชั้นนำสามารถลดระยะเวลาการจัดส่งได้ แต่มักมีค่าใช้จ่ายสูงกว่าปกติ สำหรับคำสั่งซื้อระหว่างประเทศ โปรดพิจารณาขอจัดส่งแบบแยกส่วนหากความเร็วในการจัดส่งมีความสำคัญมากกว่าการลดค่าขนส่งให้น้อยที่สุด
แนวทางที่มีประสิทธิภาพด้านต้นทุนมากที่สุดคือการผสมผสานการตัดสินใจด้านการออกแบบอย่างชาญฉลาดเข้ากับการวางแผนระยะเวลาอย่างสมจริง ควรร่วมมือกับพันธมิตรผู้เชี่ยวชาญด้านการขึ้นรูปแผ่นโลหะความแม่นยำตั้งแต่ระยะเริ่มต้น—กล่าวคือ ระหว่างขั้นตอนการออกแบบ ไม่ใช่หลังจากแบบแปลนเสร็จสมบูรณ์แล้ว ผู้ผลิตที่มีประสบการณ์สามารถระบุโอกาสในการปรับปรุงประสิทธิภาพด้านต้นทุนที่คุณอาจมองข้ามได้ ไม่ว่าจะเป็นการแนะนำขนาดรูมาตรฐานเพื่อลดจำนวนการเปลี่ยนเครื่องมือ หรือเสนอทางเลือกของวัสดุที่ให้สมรรถนะเทียบเท่ากันแต่มีต้นทุนต่ำกว่า
เมื่อคุณเข้าใจปัจจัยที่ส่งผลต่อราคาแล้ว คุณจะสามารถประเมินใบเสนอราคาได้อย่างชาญฉลาด และมีการสนทนาอย่างมีข้อมูลกับพันธมิตรด้านการผลิตที่อาจร่วมงานกับคุณเกี่ยวกับแหล่งที่มาของต้นทุน — และจุดที่คุณอาจค้นพบโอกาสในการประหยัดต้นทุนโดยไม่กระทบต่อความแม่นยำที่แอปพลิเคชันของคุณต้องการ
การตัดสินใจเลือกชิ้นส่วนโลหะแผ่นแบบความแม่นยำที่เหมาะสม
คุณได้ศึกษาเนื้อหาที่สำคัญไปแล้ว — ตั้งแต่การเข้าใจว่าความคลาดเคลื่อนเชิงความแม่นยำ (precision tolerances) หมายถึงอะไรจริง ๆ ไปจนถึงการประเมินใบรับรอง หลักการ DFM (Design for Manufacturability) กระบวนการสร้างต้นแบบ (prototyping) และปัจจัยที่ส่งผลต่อต้นทุน ตอนนี้ถึงเวลาที่จะรวบรวมข้อมูลเชิงลึกเหล่านี้ให้เป็นคำแนะนำที่นำไปปฏิบัติได้ เพื่อช่วยให้คุณดำเนินการต่อไปด้วยความมั่นใจ
ไม่ว่าคุณจะเป็นผู้กำหนดข้อกำหนดเชิงเทคนิคที่เปรียบเทียบความสามารถในการผลิต หรือผู้บริหารระดับสูงที่ประเมินพันธมิตรในห่วงโซ่อุปทานที่อาจร่วมงานกับคุณ เกณฑ์การเลือกชิ้นส่วนโลหะแผ่นแบบความแม่นยำที่เราได้กล่าวถึงนี้ล้วนมีจุดร่วมเดียวกัน: ความสามารถที่ได้รับการยืนยันแล้วมีความสำคัญมากกว่าคำกล่าวอ้างทางการตลาด
ประเด็นสำคัญสำหรับโครงการความแม่นยำครั้งต่อไปของคุณ
ก่อนขอใบเสนอราคาหรือจัดกำหนดการทัวร์สถานที่ โปรดพิจารณาประเด็นการประเมินที่สำคัญเหล่านี้เป็นอันดับแรก:
บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นความแม่นยำที่ดีที่สุดจะแสดงคุณลักษณะสามประการที่ไม่อาจต่อรองได้ ได้แก่ ใบรับรองที่สอดคล้องกับอุตสาหกรรมซึ่งได้รับการยืนยันแล้วผ่านเอกสารที่มีผลบังคับใช้อยู่ในปัจจุบัน ความสามารถของอุปกรณ์ที่สอดคล้องกับข้อกำหนดด้านความคลาดเคลื่อนเฉพาะของคุณ และการสนับสนุนด้านวิศวกรรมแบบร่วมมือที่ช่วยปรับปรุงการออกแบบของคุณก่อนเริ่มการผลิต
นี่คือกรอบการประเมินพันธมิตรผู้ให้บริการงานขึ้นรูปความแม่นยำแบบย่อสำหรับคุณ:
- ตรวจสอบใบรับรองอย่างกระตือรือร้น: ขอใบรับรองที่มีผลบังคับใช้อยู่พร้อมวันหมดอายุ ใบรับรอง ISO 9001 ใช้ได้กับการประยุกต์ใช้ทั่วไป ใบรับรอง AS9100 เป็นข้อบังคับสำหรับอุตสาหกรรมการบินและอวกาศ ส่วนใบรับรอง IATF 16949 แสดงถึงความพร้อมในการเข้าร่วมห่วงโซ่อุปทานของอุตสาหกรรมยานยนต์
- จับคู่ความสามารถให้สอดคล้องกับข้อกำหนด: อย่าจ่ายแพงเกินไปสำหรับความสามารถที่คุณไม่จำเป็นต้องใช้ แต่ก็อย่าลดทอนความคลาดเคลื่อนที่แอปพลิเคชันของคุณต้องการ
- ประเมินความร่วมมือด้าน DFM (Design for Manufacturability): พันธมิตรที่ช่วยปรับปรุงการออกแบบของคุณระหว่างขั้นตอนการสร้างต้นแบบ จะช่วยป้องกันปัญหาการผลิตที่มีค่าใช้จ่ายสูงในภายหลัง
- ประเมินความพร้อมในการตอบสนองตั้งแต่เนิ่นๆ: ความรวดเร็วที่คู่ค้าที่เป็นไปได้ตอบกลับคำขอใบเสนอราคา บ่งชี้ถึงรูปแบบการสื่อสารของพวกเขาในช่วงที่เกิดปัญหาในการผลิต
- ทำความเข้าใจปัจจัยที่ส่งผลต่อต้นทุน: การเลือกวัสดุ ความซับซ้อนของรูปทรงเรขาคณิต ข้อกำหนดด้านความคลาดเคลื่อน และระยะเวลาจัดส่ง ล้วนมีอิทธิพลต่อราคา — ควรปรับแต่งให้เหมาะสมในจุดที่มีความยืดหยุ่น
ก้าวไปข้างหน้าด้วยความมั่นใจ
ขั้นตอนต่อไปของคุณขึ้นอยู่กับตำแหน่งของคุณในเส้นทางการตัดสินใจซื้อ หากคุณยังอยู่ในขั้นตอนกำหนดข้อกำหนด ให้มุ่งเน้นที่ข้อกำหนดด้านความคลาดเคลื่อนและการเลือกวัสดุ เนื่องจากการตัดสินใจเหล่านี้จะส่งผลกระทบต่อการเลือกทุกขั้นตอนที่ตามมา หากคุณกำลังเปรียบเทียบผู้จัดจำหน่ายอยู่ ให้ให้ความสำคัญกับการตรวจสอบใบรับรอง และขอชิ้นส่วนตัวอย่างเพื่อแสดงศักยภาพด้านความแม่นยำของผู้จัดจำหน่าย
โดยเฉพาะสำหรับการใช้งานในอุตสาหกรรมยานยนต์ การเลือกพันธมิตรด้านความแม่นยำที่เหมาะสมยิ่งมีความสำคัญมากยิ่งขึ้น ตามที่ผู้เชี่ยวชาญด้านการตีขึ้นรูปความแม่นยำระบุไว้ ใบรับรอง เช่น IATF 16949 แสดงให้เห็นว่าผู้ผลิตเข้าใจข้อกำหนดเฉพาะของอุตสาหกรรมยานยนต์ ซึ่งรวมถึงการป้องกันข้อบกพร่อง การติดตามแหล่งที่มาของชิ้นส่วน และแนวทางการปรับปรุงอย่างต่อเนื่อง
พิจารณาว่าพันธมิตรด้านความแม่นยำในอุดมคติควรเป็นอย่างไรในทางปฏิบัติ Shaoyi (Ningbo) Metal Technology สอดคล้องกับเกณฑ์ที่เราได้กล่าวถึงไว้ตลอดคู่มือนี้ ได้แก่ การรับรองมาตรฐาน IATF 16949 สำหรับชิ้นส่วนโครงสร้างรถยนต์ ระบบกันสะเทือน และชิ้นส่วนโครงสร้าง; การผลิตต้นแบบอย่างรวดเร็วภายใน 5 วัน ซึ่งช่วยเร่งระยะเวลาการพัฒนาของคุณ; การสนับสนุน DFM อย่างครอบคลุม ซึ่งช่วยตรวจจับปัญหาในการออกแบบก่อนเข้าสู่ขั้นตอนการผลิต; และการให้ใบเสนอราคาภายใน 12 ชั่วโมง ซึ่งทำให้โครงการของคุณดำเนินไปอย่างต่อเนื่อง ชุดคุณลักษณะที่ประกอบด้วยระบบควบคุมคุณภาพที่ผ่านการรับรองแล้ว การให้บริการที่ตอบสนองอย่างรวดเร็ว และการร่วมมือด้านเทคนิคอย่างใกล้ชิดนี้ คือสิ่งที่คุณควรแสวงหาจากพันธมิตรด้านการขึ้นรูปแผ่นโลหะแบบแม่นยำ
ภูมิทัศน์ของการผลิตชิ้นส่วนโลหะแบบแม่นยำให้รางวัลกับผู้ซื้อที่มีความรู้อย่างแท้จริง ด้วยกรอบการประเมิน ความรู้ด้าน DFM และความเข้าใจด้านต้นทุนที่คุณได้รับจากคู่มือนี้ คุณจะสามารถเลือกพันธมิตรที่ส่งมอบคุณภาพอย่างสม่ำเสมอ — ไม่เพียงแต่ในคำสั่งซื้อแรกเท่านั้น แต่ยังรวมถึงความร่วมมือในการผลิตที่ยาวนานหลายปีด้วย
คำถามที่พบบ่อยเกี่ยวกับบริษัทผู้ผลิตชิ้นส่วนโลหะแบบแม่นยำ
1. การผลิตชิ้นส่วนโลหะแผ่นความแม่นยำคืออะไร?
การขึ้นรูปโลหะแผ่นแบบความแม่นยำสูง คือ กระบวนการผลิตชิ้นส่วนและองค์ประกอบจากโลหะแผ่นให้มีความแม่นยำสูงมาก โดยทั่วไปจะรักษาระดับความคลาดเคลื่อน (tolerance) ไว้ระหว่าง ±0.005 นิ้ว ถึง ±0.010 นิ้ว (±0.13 มม. ถึง ±0.25 มม.) ซึ่งกระบวนการนี้ต้องใช้อุปกรณ์พิเศษ เช่น ระบบเลเซอร์ไฟเบอร์ เครื่องดัดโลหะแบบ CNC ที่มีเทคโนโลยีปรับมุมอัตโนมัติ และเครื่องวัดพิกัดสามมิติ (CMM) สำหรับการตรวจสอบคุณภาพ อุตสาหกรรมที่ต้องการข้อกำหนดทางมิติที่แม่นยำเป็นพิเศษ—เช่น อุตสาหกรรมการบินและอวกาศ อุปกรณ์ทางการแพทย์ และอุตสาหกรรมยานยนต์—จึงพึ่งพาการขึ้นรูปแบบความแม่นยำสูง เนื่องจากความผิดพลาดของชิ้นส่วนที่เกิดจากความคลาดเคลื่อนด้านมิติอาจนำไปสู่ปัญหาในการประกอบ สินค้าต้องเรียกคืน และปัญหาด้านความปลอดภัย
2. ผู้ขึ้นรูปโลหะที่ดีที่สุดในโลกคือใคร?
ผู้ผลิตชิ้นส่วนที่ดีที่สุดขึ้นอยู่กับความต้องการเฉพาะของแอปพลิเคชันคุณ ใบรับรองอุตสาหกรรมที่จำเป็น และความแม่นยำในระดับที่กำหนดไว้ สำหรับงานด้านยานยนต์ ให้เลือกพันธมิตรที่ได้รับการรับรองตามมาตรฐาน IATF 16949 เช่น Shaoyi (Ningbo) Metal Technology ซึ่งให้บริการสร้างต้นแบบอย่างรวดเร็วภายใน 5 วัน การสนับสนุน DFM อย่างครอบคลุม และการเสนอราคาภายใน 12 ชั่วโมง สำหรับชิ้นส่วนโครงแชสซี ระบบกันสะเทือน และโครงสร้าง สำหรับงานด้านการบินและอวกาศ ใบรับรอง AS9100 ถือเป็นสิ่งจำเป็นอย่างยิ่ง โปรดประเมินพันธมิตรที่อาจร่วมงานโดยพิจารณาจากศักยภาพของอุปกรณ์ ระบบควบคุมคุณภาพ ความเชี่ยวชาญด้านวัสดุ และความรวดเร็วในการตอบสนอง แทนที่จะอาศัยการจัดอันดับทั่วไป
3. ค่าใช้จ่ายในการติดตั้งแผ่นโลหะอยู่ที่เท่าไร?
ต้นทุนการผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำมีความผันแปรสูงอย่างมาก ขึ้นอยู่กับปัจจัยหลายประการ ได้แก่ ประเภทและขนาดความหนาของวัสดุ ความซับซ้อนของรูปทรงเรขาคณิต ข้อกำหนดด้านความคลาดเคลื่อน (tolerance) ความต้องการการตกแต่งพื้นผิว และปริมาณการสั่งซื้อ แม้ว่าโครงการที่เรียบง่ายอาจมีต้นทุนเพียงไม่กี่ร้อยดอลลาร์สหรัฐฯ แต่ชิ้นส่วนที่ต้องการความแม่นยำสูงซึ่งมีข้อกำหนดด้านความคลาดเคลื่อนที่เข้มงวดอาจมีราคาสูงถึงหลายพันดอลลาร์สหรัฐฯ ต้นทุนการตั้งค่าเครื่องจักรและการเขียนโปรแกรมยังคงค่อนข้างคงที่ไม่ว่าจะผลิตจำนวนเท่าใด ทำให้ต้นทุนต่อหน่วยสำหรับต้นแบบ (prototypes) สูงกว่าการผลิตจำนวนมากอย่างมาก เพื่อเพิ่มประสิทธิภาพด้านต้นทุน ควรระบุความคลาดเคลื่อนที่เข้มงวดเฉพาะมิติที่สำคัญเท่านั้น ใช้ขนาดรูและรัศมีการดัดตามมาตรฐานทั่วไป และวางแผนระยะเวลาการนำส่งที่สมเหตุสมผลเพื่อหลีกเลี่ยงค่าธรรมเนียมเพิ่มเติมสำหรับงานเร่งด่วน
4. บริษัทผู้ผลิตชิ้นส่วนโลหะแผ่นแบบแม่นยำควรมีใบรับรองอะไรบ้าง?
ใบรับรองที่จำเป็นขึ้นอยู่กับอุตสาหกรรมของคุณ ใบรับรอง ISO 9001 เป็นพื้นฐานสำหรับการใช้งานเชิงพาณิชย์ทั่วไป ซึ่งแสดงให้เห็นถึงระบบการจัดการคุณภาพที่มีการจัดทำเอกสารอย่างเป็นทางการ มาตรฐาน AS9100 ขยายข้อกำหนดของ ISO สำหรับการใช้งานในอุตสาหกรรมการบิน อวกาศ และกลาโหม ซึ่งจำเป็นต้องมีการผลิตที่เกี่ยวข้องโดยตรงกับความปลอดภัย มาตรฐาน IATF 16949 แสดงถึงความพร้อมในการเป็นผู้จัดจำหน่ายในห่วงโซ่อุปทานยานยนต์ โดยเน้นการป้องกันข้อบกพร่องและการปรับปรุงอย่างต่อเนื่อง ส่วนมาตรฐาน ISO 13485 ครอบคลุมการปฏิบัติตามข้อกำหนดด้านกฎระเบียบสำหรับอุปกรณ์ทางการแพทย์ ท่านควรขอใบรับรองฉบับปัจจุบันพร้อมระบุวันหมดอายุเสมอ เนื่องจากใบรับรองเหล่านี้จำเป็นต้องผ่านการตรวจสอบทุกสามปีเพื่อรักษาสถานะความถูกต้องไว้
5. ฉันจะเลือกผู้ให้บริการงานโลหะแผ่นความแม่นยำที่เหมาะสมได้อย่างไร?
เริ่มต้นด้วยการตรวจสอบใบรับรองที่สอดคล้องกับอุตสาหกรรมซึ่งตรงกับข้อกำหนดการใช้งานของคุณ ประเมินศักยภาพของอุปกรณ์เทียบกับความต้องการด้านความคลาดเคลื่อนเฉพาะของคุณและประเภทวัสดุที่ใช้ ประเมินการสนับสนุนการออกแบบเพื่อการผลิต (DFM) ของผู้ร่วมงานในช่วงระยะการออกแบบ — ผู้ร่วมงานที่ช่วยปรับปรุงแบบก่อนเข้าสู่กระบวนการผลิตจะช่วยป้องกันปัญหาที่ก่อให้เกิดค่าใช้จ่ายสูงในภายหลัง ตรวจสอบความรวดเร็วในการตอบกลับระหว่างขั้นตอนการขอใบเสนอราคา ซึ่งเป็นตัวบ่งชี้คุณภาพของการสื่อสารในอนาคต ขอชิ้นส่วนตัวอย่างหรือรายชื่อลูกค้าอ้างอิงจากลูกค้าที่มีข้อกำหนดด้านความแม่นยำคล้ายคลึงกัน พิจารณาศักยภาพด้านการสร้างต้นแบบ (prototyping) หากคุณต้องการการพัฒนาแบบอย่างรวดเร็ว และตรวจสอบให้แน่ใจว่าระบบควบคุมคุณภาพของผู้ร่วมงานรวมถึงการติดตามแหล่งที่มาของวัสดุ (material traceability) และการควบคุมกระบวนการด้วยสถิติ (statistical process control) สำหรับมิติที่มีความสำคัญสูง