 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

เกรดอลูมิเนียมปลอมหล่อสำหรับรถยนต์: เลือกโลหะผสมที่เหมาะสมกับทุกชิ้นส่วน

ทำไมเกรดอลูมิเนียมแบบหล่อถึงสำคัญต่อสมรรถนะของยานยนต์
เมื่อคุณพิจารณาสิ่งที่ทำให้รถยนต์อลูมิเนียมรุ่นใหม่ทำงานได้อย่างเต็มประสิทธิภาพ คำตอบมักอยู่ลึกลงไปในโครงสร้างของโลหะนั้นเอง อลูมิเนียมแบบหล่อ (Forged aluminum) ได้กลายเป็นส่วนสำคัญในการผลิตรถยนต์ ใช้ในทุกอย่างตั้งแต่ชิ้นส่วนระบบกันสะเทือนไปจนถึงล้อประสิทธิภาพสูง แต่มีคำถามสำคัญที่วิศวกรและผู้เชี่ยวชาญด้านจัดซื้อหลายคนต้องเผชิญ คือ เมื่อมีเกรดอลูมิเนียมหลายประเภทให้เลือก จะทราบได้อย่างไรว่าควรเลือกโลหะผสมใดให้เหมาะสมกับชิ้นส่วนแต่ละชนิด
การเข้าใจความสัมพันธ์ระหว่างการเลือกโลหะผสมและการทำงานของชิ้นส่วน อาจเป็นตัวแยกระหว่างยานพาหนะที่โดดเด่นกว่า และยานพาหนะที่เพียงแค่ผ่านเกณฑ์ขั้นต่ำ แล้วโลหะผสมอลูมิเนียมคืออะไร และทำไมวิธีการขึ้นรูปจึงมีความสำคัญมากนัก
เหตุใดการหล่อขึ้นรูปจึงเปลี่ยนแปลงสมรรถนะของอลูมิเนียม
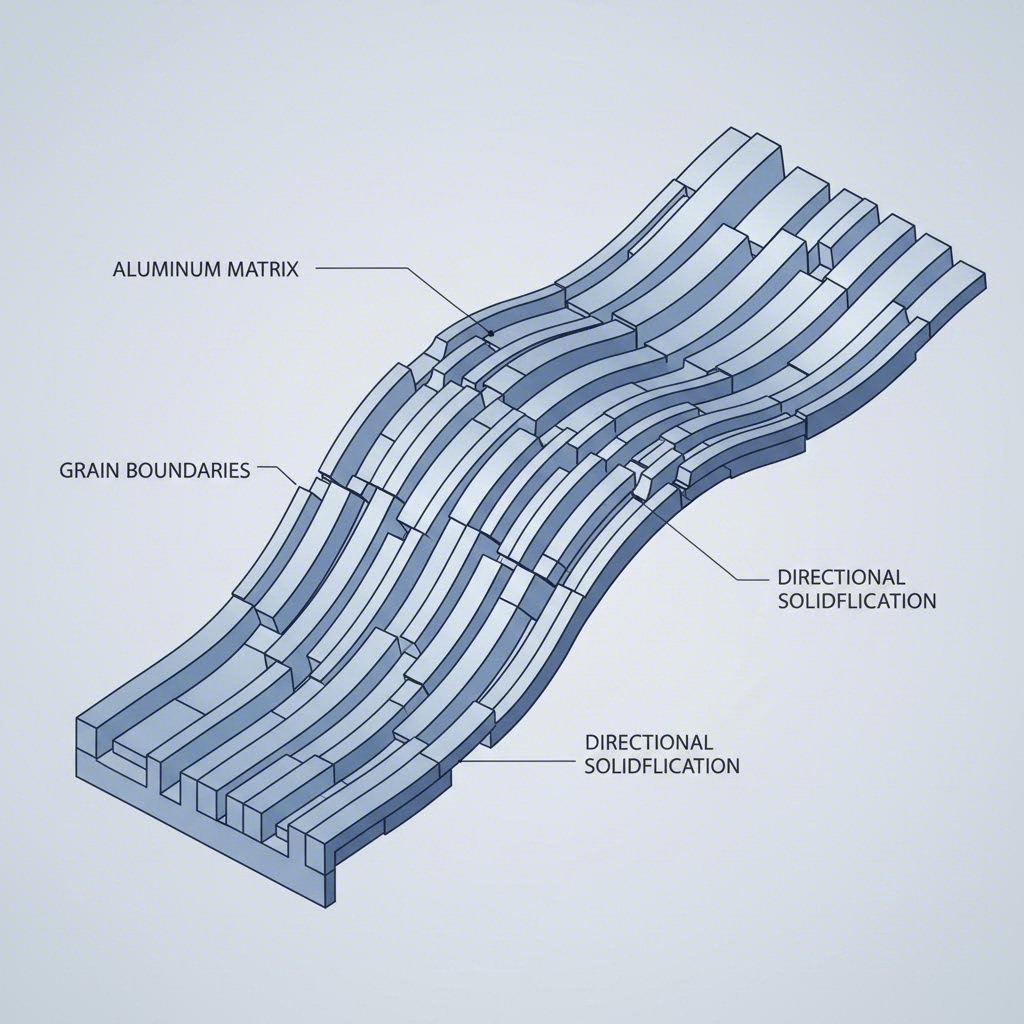
ต่างจากการหล่อ ซึ่งเทอลูมิเนียมเหลวลงในแม่พิมพ์ หรือการอัดรูปร่าง ที่บีก้อนโลห้อนุ่มผ่านแม่พิมพ์ forging ใช้แรงดันสูงเพื่อรูปขึ้นอลูมิเนียมที่อุณหภูมิสูง ส่งผลให้โครงสร้างภายในของวัสดูเปลี่ยนแปลงอย่างพื้นฐาน ผลลัพธ์คือ เม็ดผลึกที่แน่นขึ้นและต่อเนื่อยกว่า ซึ่งไหลตามรูปร่างของชิ้นส่วนสำเร็จรูป
ตามความเห็นของผู้เชี่ยวเชี่ยวในด้านการผลิต การโกหกบดโครงสร้างเมล็ดของอลูมิเนียม ซึ่งเพิ่มความแข็งแรงและความเหนียวอย่างมีนัยสำคัญเมื่ีเทียบกับวิธีการหล่อ โครงสร้างจุลภาคที่ละเอียดยิ่งขึ้นนี้ยังช่วยเพิ่มความต้านทานต่อการล้าและความสามารถในการดูดซับแรงกระแทก—คุณสมบัติที่จำเป็นอย่างเข้มงวดสำหรับการใช้ในชิ้นส่วนยานยนต์ที่ทำจากอลูมิเนียมและเกี่ยวข้องกับความปลอดภัย
Forging ปรับปรุงโครงสร้างเม็ดผลึกของอลูมิเนียมโดยบีบและจัดเรียงเส้นใยภายใน ทำให้มีคุณสมบัติเชิงกลที่วิธีการหล่อไม่สามารถเทียบได้—โดยเฉพาะในชิ้นส่วนที่ต้องรับภาระความเครียดซ้ำเป็นรอบๆ
นี่คือเหตุผลที่รถยนต์อลูมิเนียมที่สร้างด้วยชิ้นส่วนแบบหล่อขึ้นรูปในพื้นที่สำคัญแสดงให้เห็นถึงความทนทานที่เหนือกว่าภายใต้สภาวะการขับขี่จริง การขึ้นรูปด้วยวิธีการตีขึ้นรูปจะช่วยกำจัดโพรงภายในและรูพรุนที่พบได้ทั่วไปในชิ้นงานหล่อ ทำให้มั่นใจได้ว่าชิ้นส่วนยานยนต์อลูมิเนียมแต่ละชิ้นสามารถทนต่อแรงที่เกิดขึ้นจากยานยนต์สมัยใหม่ได้อย่างเข้มงวด
ความท้าทายในการเลือกเกรดอลูมิเนียมในการผลิตยานยนต์
ตรงนี้เองที่ทำให้เรื่องราดน่าสนใจ—และซับซ้อน ไม่ใช่ว่าอลูมิเนียมทุกเกรดจะเหมาะกับการตีขึ้นรูปเท่ากัน และไม่ใช่ทุกเกรดที่ผ่านการตีขึ้นรูปจะเหมาะสมกับการใช้งานทุกประเภท การเลือกโลหะผสมที่ผิดอาจนำไปสู่ปัญหาในการผลิต ชิ้นส่วนเสียเร็วกว่ากำหนด หรือต้นทุนที่ไม่จำเป็น
วิศวกรต้องพิจารณาสมดุลหลายปัจจัยที่ขัดแย้งกันเมื่อเลือกเกรดอลูมิเนียมสำหรับชิ้นส่วนยานยนต์:
- ข้อกำหนดเรื่องความแข็งแรง: ชิ้นส่วนต้องการความต้านทานแรงดึงสูงสุดหรือความสามารถในการขึ้นรูปที่ดี?
- สภาพแวดล้อมการทำงาน: ชิ้นส่วนจะต้องเผชิญกับสภาวะกัดกร่อนหรืออุณหภูมิสุดขั้วหรือไม่?
- ข้อจำกัดด้านการผลิต: รูปร่างของชิ้นส่วนซับซ้อนแค่ไหน และอุณหภูมิที่ใช้ในการตีขึ้นรูปเหมาะสมอย่างไร?
- การพิจารณาเรื่องต้นทุน: การใช้งานดังกล่าวจำเป็นต้องใช้อัลลอยระดับพรีเมียมหรือไม่ หรือเกรดทั่วไปจะเพียงพอ
บทความนี้เป็นคู่มือการเลือกใช้งานที่เหมาะสมสำหรับคุณ โดยจะแนะนำเกรดอะลูมิเนียมที่ผ่านกระบวนการปั้นขึ้นรูปซึ่งใช้ในยานยนต์ยุคปัจจุบันอย่างละเอียด คุณจะได้เรียนรู้ว่าอัลลอยใดเหมาะกับชิ้นส่วนแต่ละประเภท เข้าใจบทบาทสำคัญของการอบความร้อน และรู้วิธีหลีกเลี่ยงข้อผิดพลาดทั่วไปในการเลือกวัสดุ ไม่ว่าคุณจะกำหนดวัสดุสำหรับชิ้นส่วนระบบกันสะเทือน ล้อ หรือชิ้นส่วนระบบส่งกำลัง การเลือกเกรดที่เหมาะสมกับการใช้งานแต่ละประเภทจะช่วยให้มั่นใจได้ทั้งสมรรถนะและการคุ้มค่า
กลุ่มอัลลอยอะลูมิเนียมและศักยภาพในการปั้นขึ้นรูป
ก่อนที่คุณจะสามารถเลือกโลหะผสมที่เหมาะสมกับชิ้นส่วนยานยนต์ได้ คุณจำเป็นต้องเข้าใจว่าโลหะผสมอลูมิเนียมถูกจัดกลุ่มอย่างไร สมาคมอลูมิเนียม (The Aluminum Association) ได้กำหนดระบบการกำกับหมายเลขเพื่อจัดหมวดหมู่โลหะผสมอลูมิเนียมแบบขึ้นรูปออกเป็นชุดต่างๆ ตามธาตุโลหะผสมหลัก ระบบการจำแนกนี้—ซึ่งมีตั้งแต่ 1xxx ถึง 7xxx—บ่งบอกข้อมูลจำนวนมากเกี่ยวกับพฤติกรรมของโลหะผสมขณะขึ้นรูปด้วยแรงและการทำงานในลักษณะสุดท้าย
แต่นี่คือสิ่งที่ข้อกำหนดวัสดุหลายฉบับไม่ได้อธิบาย: ทำไมโลหะผสมอลูมิเนียมบางชนิดจึงขึ้นรูปได้อย่างสวยงาม ในขณะที่บางชนิดกลับแตกร้าว บิดเบี้ยว หรือไม่สามารถขึ้นรูปได้เลย? คำตอบอยู่ที่วิทยาศาสตร์ทางโลหะวิทยา และการเข้าใจพื้นฐานเหล่านี้จะเปลี่ยนแปลงวิธีที่คุณเลือกเกรดสำหรับการใช้งานในยานยนต์
การเข้าใจระบบชุดอลูมิเนียม
แต่ละชุดของโลหะผสมอลูมิเนียมถูกกำหนดโดยธาตุโลหะผสมหลัก ซึ่งเป็นตัวกำหนดคุณสมบัติพื้นฐานของโลหะผสม ให้คิดเหมือนกับต้นไม้ครอบครัว ที่สมาชิกในครอบครัวมีลักษณะบางอย่างที่คล้ายคลึงกัน
- ซีรีส์ 1xxx: อลูมิเนียมที่แท้จริงเกือบบริสุทธิ์ (99%+ Al) มีความต้านทานการกัดกร่อนและการนำไฟฟ้าได้ดีเยี่ยม แต่อ่อนนุ่มเกินไปสำหรับชิ้นส่วนหล่อโครงสร้างยานยนต์
- ซีรีส์ 2xxx: ทองแดงเป็นสารเติมแต่งหลัก อัลลอยด์เหล่านี้ให้ความแข็งแรงสูงและความต้านทานการเหนื่อยล้าได้ดีเยี่ยม เหมาะอย่างยิ่งสำหรับการใช้งานด้านอากาศยานและระบบขับเคลื่อนยานยนต์ที่ต้องการสมรรถนะสูง
- 3xxx Series: อัลลอยด์แมงกานีส มีความแข็งแรงปานกลางและรูปร่างได้ดี แต่แทบไม่ถูกใช้ในการหล่อเพราะไม่สามารถทำให้แข็งแรงขึ้นด้วยการอบความร้อน
- ซีรีส์ 4xxx: ซิลิคอนเป็นองค์ประกอบหลัก ซิลิคอนในปริมาณสูงช่วยเพิ่มความต้านทานการสึกหรอได้ดีเยี่ยม ทำให้อัลลอยด์เหล่านี้เหมาะสำหรับลูกสูบ แม้จะมีความท้าทายในการกลึง
- 5xxx Series: อัลลอยด์แมกนีเซียม มีความต้านทานการกัดกร่อนและการเชื่อมได้ดีเยี่ยม โดยทั่วไปจะถูกหล่อสำหรับการใช้งานทางทะเลและแอปพลิเคชันที่อุณหภูมิต่ำมาก มากกว่าชิ้นส่วนยานยนต์ทั่วไป
- 6xxx Series: รวมแมกนีเซียมและซิลิคอนเข้าด้วยกัน เคมีที่สมดุลนี้ให้ความหลากหลายในการใช้งาน ทำให้อัลลอยด์ซีรีส์ 6xxx เป็นวัสดุหลักในการหล่อยานยนต์จากอลูมิเนียม
- ซีรีส์ 7xxx: สังกะสีร่วมกับแมกนีเซียมและทองแดง สร้างเป็นโลหะผสมที่มีความแข็งแรงสูงมาก ซึ่งถือเป็นโลหะผสมอลูมิเนียมที่แข็งแรงที่สุดที่มีอยู่ในปัจจุบัน และจำเป็นต่อโครงสร้างอากาศยานและยานยนต์สมรรถนะสูงที่ต้องการลดน้ำหนัก
ตาม เอกสารอุตสาหกรรมจากสมาคมอลูมิเนียม อนุสัญญานี้เกิดขึ้นหลังสงครามโลกครั้งที่สอง เพื่อจัดระเบียบแคตตาล็อกของวัสดุอลูมิเนียมที่เพิ่มจำนวนมากขึ้น การเข้าใจเกรดของโลหะผสมอลูมิเนียมภายใต้กรอบนี้ จะช่วยให้คุณสามารถจำกัดตัวเลือกได้อย่างรวดเร็วสำหรับการใช้งานใดๆ ก็ตาม
ปัจจัยความสามารถในการขึ้นรูปแบบปลอมแปลงในกลุ่มโลหะผสมต่างๆ
นี่คือจุดที่ความเข้าใจเชิงวิศวกรรมที่แท้จริงเข้ามามีบทบาท ไม่ใช่ทุกโลหะผสมอลูมิเนียมที่สามารถขึ้นรูปแบบปลอมแปลงได้เหมือนกัน และความแตกต่างเหล่านี้ไม่ได้เกิดขึ้นโดยพลการ—แต่มีรากฐานมาจากการที่องค์ประกอบทางเคมีของแต่ละโลหะผสมมีผลต่อพฤติกรรมภายใต้แรงกดและอุณหภูมิอย่างไร
ความสามารถในการขึ้นรูปแบบปลอมแปลงขึ้นอยู่กับหลายปัจจัยที่เชื่อมโยงกัน:
- ความต้านทานต่อการ distort: โลหะผสมต้องใช้แรงเท่าใดในการไหลเติมช่องในแม่พิมพ์?
- ความไวต่ออุณหภูมิ: คุณสมบัติเปลี่ยนแปลงไปมากน้อยเพียงใดในช่วงอุณหภูมิการขึ้นรูปแบบปลอมแปลง?
- แนวโน้มการแตกร้าว: โลหะผสมนี้สามารถทนต่อการเปลี่ยนรูปร่างอย่างรุนแรงได้โดยไม่เกิดข้อบกพร่องที่ผิวหรือภายในหรือไม่
- ความสามารถในการอบความร้อน: ชิ้นส่วนที่ขึ้นรูปด้วยการหลอมสามารถเสริมความแข็งแรงได้ผ่านกระบวนการทางความร้อนตามมาหรือไม่
การวิจัยจาก ASM International แสดงให้เห็นว่าความสามารถในการขึ้นรูปด้วยการหลอมจะดีขึ้นเมื่ออุณหภูมิของโลหะเพิ่มขึ้นสำหรับอลูมิเนียมทุกชนิด — แต่ระดับผลกระทบแตกต่างกันอย่างมาก โลหะผสมซีรีส์ 4xxx ที่มีซิลิคอนสูงแสดงความไวต่ออุณหภูมิมากที่สุด ในขณะที่โลหะผสมซีรีส์ 7xxx ที่มีความแข็งแรงสูงกลับมีช่วงอุณหภูมิที่ใช้งานได้แคบที่สุด นี่คือสาเหตุที่โลหะผสมซีรีส์ 7xxx ต้องการการควบคุมอุณหภูมิอย่างแม่นยำ: เพราะมีข้อผิดพลาดที่ยอมได้น้อยมาก
โลหะผสมซีรีส์ 6xxx โดยเฉพาะอย่างยิ่งเช่น 6061 มีชื่อเสียงในเรื่อง "ความสามารถในการขึ้นรูปได้ดี" เนื่องจากให้คุณสมบัติที่เหมาะสมระหว่างแรงไหลปานกลางและช่วงการทำงานที่คลาดเคลื่อนได้ ตรงข้ามกับโลหะผสมซีรีส์ 2xxx และ 7xxx ที่มีแรงไหลสูงกว่า — บางครั้งสูงกว่าเหล็กกล้าคาร์บอนที่อุณหภูมิการขึ้นรูปทั่วไป — ทำให้การขึ้นรูปทำได้ยากกว่า แต่จำเป็นสำหรับชิ้นส่วนที่ต้องการสมรรถนะสูง
| ซีรีส์โลหะผสม | ธาตุผสมหลัก | การจัดอันดับความสามารถในการขึ้นรูปแบบตี | การประยุกต์ใช้งานในรถยนต์โดยทั่วไป | ลักษณะสําคัญ |
|---|---|---|---|---|
| 2xxx | ทองแดง | ปานกลาง | ลูกสูบ ก้านสูบ ชิ้นส่วนประกอบเครื่องยนต์ | ความแข็งแรงที่อุณหภูมิสูง ความต้านทานต่อการเหนี่ยวนำพังทลายได้ดีเยี่ยม สามารถชุบแข็งด้วยความร้อนได้ |
| 5xxx | แมกนีเซียม | ดี | ชิ้นส่วนโครงสร้างที่ใช้ในสภาพแวดล้อมกัดกร่อน ชิ้นส่วนเกรดสำหรับเรือเดินทะเล | ไม่สามารถชุบแข็งด้วยความร้อนได้ มีความต้านทานการกัดกร่อนจากน้ำทะเลได้ดีเยี่ยม มีความแข็งแรงสูงหลังจากการเชื่อม |
| 6xxx | แมกนีเซียม + ซิลิคอน | ยอดเยี่ยม | แขนระบบกันสะเทือน แขนควบคุม ล้อ ชิ้นส่วนโครงสร้างทั่วไป | มีความแข็งแรงและสามารถขึ้นรูปได้ดีสมดุล ทนต่อการกัดกร่อนได้ดี สามารถชุบแข็งด้วยความร้อนได้ และมีต้นทุนที่คุ้มค่า |
| 7xxx | สังกะสี (+ แมกนีเซียม ทองแดง) | ระดับปานกลางถึงยาก | ชิ้นส่วนแชสซีที่รับแรงเครียดสูง ล้อสมรรถนะสูง ชิ้นส่วนยานยนต์เกรดอากาศยาน | ความแข็งแรงสูงมาก ทนทานต่อการเหนื่อยล้าได้ดีเยี่ยม ต้องควบคุมกระบวนการอย่างระมัดระวัง สามารถขึ้นรูปด้วยความร้อนได้ |
เหตุใดองค์ประกอบทางเคมีจึงมีความสำคัญมากสำหรับการหล่อขึ้นรูปเปรียบเทียบกับวิธีการขึ้นรูปอื่น ๆ? เมื่ออัลูมิเนียมถูกหล่อ โลหะจะกลายเป็นของแข็งจากสถานะของเหลว มักกักเก็บช่องว่างไว้ภายในและพัฒนาโครงสร้างเม็ดผลึกหยาบ ในขณะที่การอัดรีดจะดันโลหะที่ให้ความร้อนแล้วผ่านช่องตายที่คงที่ ทำให้จำกัดความซับซ้อนของรูปร่าง ส่วนการปลอมชิ้นงานจะอัดโลหะภายใต้แรงดันมหาศาล ทำให้โครงสร้างเม็ดผลึกละเอียดขึ้นและกำจัดโพรงภายในออกไป แต่ก็ต่อเมื่อโลหะผสมนั้นสามารถทนต่อการเปลี่ยนรูปอย่างรุนแรงโดยไม่แตกร้าว
โลหะผสมอลูมิเนียมที่นิยมใช้ในงานปั้นขึ้นรูปรถยนต์—ส่วนใหญ่มาจากกลุ่ม 2xxx, 6xxx และ 7xxx—มีคุณลักษณะสำคัญร่วมกันอย่างหนึ่ง คือ สามารถนำมายืดอายุด้วยความร้อนได้ ซึ่งหมายความว่าความแข็งแรงของพวกมันสามารถเพิ่มขึ้นอย่างมากหลังจากการปั้น โดยผ่านกระบวนการให้ความร้อนแบบละลาย (solution treatment) และการอบชราภาพ (aging processes) ส่วนโลหะผสมที่ไม่สามารถยืดอายุด้วยความร้อน เช่น กลุ่มซีรีส์ 5xxx จะถูกใช้ในงานปั้นรถยนต์อย่างจำกัด เพราะไม่สามารถให้ระดับความแข็งแรงตามที่ชิ้นส่วนยานยนต์ส่วนใหญ่ต้องการได้
ด้วยพื้นฐานความรู้เกี่ยวกับเกรดโลหะผสมอลูมิเนียมและพฤติกรรมในการปั้นขึ้นรูปนี้ คุณจะพร้อมที่จะศึกษาเกรดเฉพาะที่มีการใช้กันแพร่หลายในอุตสาหกรรมการผลิตรถยนต์ และเข้าใจอย่างถ่องแท้ว่าทำไมวิศวกรจึงเลือกใช้แต่ละเกรดนี้ในงานประยุกต์ต่างๆ
เกรดอลูมิเนียมปั้นขึ้นรูปที่จำเป็นสำหรับชิ้นส่วนยานยนต์
ตอนนี้คุณเข้าใจแล้วว่าตระกูลโลหอัลลอยอลูมิเนียมต่างๆ แตกต่างกันอย่างไรในด้านพฤติกรรมการตีขึ้นรูป ต่อไปเราจะพิจารณาเกรดเฉพาะที่มีการใช้กันอย่างแพร่หลายในอุตสาหกรรมยานยนต์อย่างเด่นด้า โลหอัลลอยห้าชนิดนี้—6061, 6082, 7075, 2024 และ 2014—เป็นตัวแทนของทางเลือกวัสดูหลักที่คุณจะพบเมื่อระบุส่วนที่ต้องตีขึ้นรูป แต่ละชนิดมีข้อได้เปรียบเฉพาะที่แตกต่าง และการเข้าใจความต่างระหว่างพวกนี้จะช่วยคุณตัดสินใจอย่างมีข้อมูลที่สามารถสมดุลระหว่างสมรรถนะ ต้นทุน และความสามารถในการผลิต
เหตุใดเกรดวัสดูอลูมิเนียมเหล่านี้จึงถูกใช้กันอย่างแพร่หลายในยานพาหนะ? คำตอบอยู่ในความสมดุลที่ถูกปรับให้เหมาะสมระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และคุณสมบัติเฉพาะตามการใช้งาน ซึ่งได้รับการพัฒนาอย่างต่อเนื่องตลอดหลายทศวรรษจากประสบการณ์ทางวิศวกรรมยานยนต์
6061 และ 6082 สำหรับส่วนโครงสร้าง
ซีรีส์ 6xxx ครองตำแหน่งผู้นำในงานปั้นชิ้นส่วนยานยนต์ด้วยเหตุผลที่ดี โลหะผสมแมกนีเซียม-ซิลิคอนเหล่านี้มอบความหลากหลายที่วิศวกรต้องการสำหรับการใช้งานเชิงโครงสร้างหลายประเภท โดยไม่ต้องจ่ายราคาแพงหรือเผชิญกับความท้าทายในการผลิตเหมือนกับทางเลือกที่มีความแข็งแรงสูงกว่า
อะลูมิเนียม 6061 ถือเป็นโลหะผสมอลูมิเนียมที่ใช้กันอย่างแพร่หลายที่สุดในการผลิตทั่วไป และการใช้งานในอุตสาหกรรมยานยนต์ก็ไม่ใช่ข้อยกเว้น ตามข้อมูลการเปรียบเทียบโลหะผสมจาก ข้อมูลการเปรียบเทียบโลหะผสมของ Protolabs 6061 มักถูกเลือกใช้ในกรณีที่ต้องการการเชื่อมหรือบัดกรี หรือเพื่อความต้านทานการกัดกร่อนที่ดีเยี่ยมในทุกสภาพอุณหภูมิ" ซึ่งทำให้มันเหมาะสำหรับชิ้นส่วนยานยนต์ ท่อ สิ่งของเฟอร์นิเจอร์ อุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค และชิ้นส่วนโครงสร้างที่อาจต้องมีการต่อประสานกันในขั้นตอนการประกอบ
คุณลักษณะสำคัญของ 6061 ได้แก่:
- ประกอบ: ธาตุผสมหลักคือแมกนีเซียม (0.8–1.2%) และซิลิคอน (0.4–0.8%) พร้อมด้วยการเติมทองแดงและโครเมียมในปริมาณเล็กน้อย
- ความสามารถในการเชื่อม: ดีเยี่ยม—แม้ว่าการเชื่อมอาจทำให้โซนที่ได้รับผลกระทบจากความร้อนอ่อนตัวลง จึงจำเป็นต้องมีการบำบัดหลังการเชื่อมเพื่อกู้คืนความแข็งแรง
- ความต้านทานการกัดกร่อน: ดีมากในทุกสภาวะอุณหภูมิ
- การใช้งานโดยทั่วไปในอุตสาหกรรมยานยนต์: โครงสร้างหลัก กรอบยึด ชิ้นส่วนที่กลึงด้วยเครื่อง CNC โดยทั่วไป ชิ้นส่วนที่ต้องการเชื่อมต่อในขั้นตอนถัดไป
อะลูมิเนียม 6082 เป็นความก้าวหน้าที่สำคัญในงานปั๊มอลูมิเนียมสำหรับยานยนต์ในยุโรป ซึ่งข้อกำหนดจำนวนมากจากอเมริกาเหนือมักมองข้ามไป อัลลอยด์นี้ได้รับการใช้งานเกือบแต่เพียงอย่างเดียวสำหรับชิ้นส่วนระบบกันสะเทือนและโครงแชสซีในโครงการยานยนต์ของยุโรป — และด้วยเหตุผลทางโลหะวิทยาที่ชัดเจน
ตาม เอกสารทางเทคนิคจากสมาคมอลูมิเนียมแห่งยุโรป "เนื่องจากมีความต้านทานการกัดกร่อนที่ยอดเยี่ยม อัลลอยด์ EN AW-6082-T6 จึงถูกใช้เกือบแต่เพียงอย่างเดียวสำหรับชิ้นส่วนระบบกันสะเทือนและโครงแชสซีในยานยนต์" เอกสารดังกล่าวแสดงให้เห็นว่าผู้ผลิตยานยนต์รายใหญ่ของยุโรปใช้ 6082-T6 สำหรับแขนควบคุม (control arms), ข้อต่อพวงมาลัย (steering knuckles), ข้อต่อ (couplings), กระบอกคลัตช์ (clutch cylinders), และชิ้นส่วนเพลาขับ
อะไรทำให้ 6082 เหมาะสมโดยเฉพาะสำหรับการใช้งานอลูมิเนียมในยานยนต์?
- ประกอบ: มีปริมาณซิลิคอน (0.7-1.3%) และแมงกานีส (0.4-1.0%) สูงกว่า 6061 รวมทั้งมีแมกนีเซียม (0.6-1.2%)
- ข้อดีของความแข็งแรง: ความแข็งแรงมากกว่า 6061 นิดหน่อยในความร้อน T6 ด้วยผลงานที่ดีกว่าภายใต้ภาระจักร
- ความสามารถในการเกรด: ความต้านทานต่อการกัดกรองทั่วไปถือว่าดีมาก โดยการทําความสะอาดด้วยการระเบิดโดยใช้กระสุนอลูมิเนียมที่ให้การป้องกันพื้นผิวเพิ่มเติม
- พฤติกรรมจากการรับแรงกระทำซ้ำ (Fatigue behavior): องค์ประกอบ 6082-T6 ที่โกงทนทานความยืดหยุ่นประมาณสองเท่าของตัวแทนที่โยงสําหรับอายุการใช้งานที่เท่าเทียมกัน
การวิจัยของ European Aluminium Association แสดงว่าเครื่องโกหก 6082-T6 รักษาคุณสมบัติความเหนื่อยล้าของพวกเขา แม้หลังจากการเผชิญกับการกัดกรองที่ปานกลาง
7075 และ 2024 สําหรับการใช้งานความเครียดสูง
เมื่อข้อกำหนดด้านโครงสร้างสูงเกินกว่าที่โลหะผสมซีรีส์ 6xxx จะสามารถตอบสนองได้ วิศวกรจะหันไปใช้โลหะผสมซีรีส์ 7xxx และ 2xxx โลหะผสมเหล่านี้มีต้นทุนสูงกว่าและต้องการกระบวนการผลิตที่ระมัดระวังมากขึ้น แต่ให้ระดับความแข็งแรงที่จำเป็นสำหรับชิ้นส่วนยานยนต์ที่มีความต้องการสูงที่สุด
อะลูมิเนียม 7075 เป็นที่ยอมรับอย่างกว้างขวางว่าเป็นโลหะผสมอลูมิเนียมที่แข็งแรงที่สุดซึ่งมีใช้โดยทั่วไปสำหรับการขึ้นรูปชิ้นงาน ข้อกำหนดของอุตสาหกรรม , 7075 "เพิ่มโครเมียมลงในส่วนผสมเพื่อพัฒนาความสามารถในการต้านทานการแตกร้าวจากความเครียดและสารกัดกร่อน" และถือเป็น "โลหะผสมที่นิยมใช้ในชิ้นส่วนอากาศยาน การประยุกต์ใช้งานทางทหาร อุปกรณ์จักรยาน อุปกรณ์ตั้งแคมป์ และอุปกรณ์กีฬา เนื่องจากคุณสมบัติที่เบาแต่แข็งแรง"
ข้อพิจารณาสำคัญสำหรับ 7075 ในการประยุกต์ใช้งานด้านยานยนต์:
- ประกอบ: ธาตุโลหะผสมหลัก ได้แก่ สังกะสี (5.1-6.1%) แมกนีเซียม (2.1-2.9%) และทองแดง (1.2-2.0%) โดยมีโครเมียมเพื่อเพิ่มความต้านทานการกัดกร่อนจากความเครียด
- อัตราความแข็งแรงต่อความหนักเบา: อยู่ในระดับสูงที่สุดเมื่อเทียบกับโลหะผสมอลูมิเนียมอื่น ๆ — มีความจำเป็นอย่างยิ่งสำหรับการประยุกต์ใช้งานที่ต้องการประสิทธิภาพสูงและควบคุมน้ำหนัก
- ความสามารถในการเชื่อม: ไม่ดี — โลหะผสมนี้เชื่อมได้ไม่ดีและอาจเปราะมากเมื่อเทียบกับทางเลือกอื่นที่มีความแข็งแรงต่ำกว่า
- การใช้งานโดยทั่วไปในอุตสาหกรรมยานยนต์: ชิ้นส่วนโครงแชสซีที่รับแรงสูง ล้อเพื่อการใช้งานสมรรถนะสูง ชิ้นส่วนระบบกันสะเทือนสำหรับการแข่งขัน และชิ้นส่วนที่ต้องการความแข็งแรงสูงสุดเพื่อคุ้มค่ากับต้นทุนวัสดุ
สำหรับการใช้งานที่ต้องการสมรรถนะความแข็งแรงสูงในลักษณะคล้ายกัน วิศวกรบางครั้งพิจารณา alu 7050 เป็นทางเลือกแทน 7075 โดยโลหะผสมที่ใกล้เคียงกันนี้มีข้อดีเรื่องความต้านทานการกัดกร่อนจากแรงเครียดและความเหนียวได้ดีเยี่ยม ทำให้มีคุณค่าอย่างยิ่งต่อการใช้งานชิ้นส่วนลงจอด เสริมโครงสร้าง และการใช้งานอื่น ๆ ที่มีปัญหาเรื่องความล้า ซึ่งข้อจำกัดของ 7075 อาจกลายเป็นปัญหา
อลูมิเนียม 2024 มีคุณสมบัติที่แตกต่างออกไปสำหรับการใช้งานภายใต้แรงกดสูง โลหะผสมที่ใช้ทองแดงเป็นหลักนี้โดดเด่นในด้านความต้านทานต่อการล้า ซึ่งเป็นคุณสมบัติที่ทำให้มีค่ามากสำหรับชิ้นส่วนที่ต้องรับภาระแบบหมุนเวียนซ้ำ ๆ
ตามข้อมูลจากการผลิต อลูมิเนียม 2024 มี "อัตราส่วนความแข็งแรงต่อน้ำหนักสูง ความต้านทานต่อการล้าได้ดี การกลึงได้ง่าย และสามารถชุบแข็งด้วยความร้อนได้" อย่างไรก็ตาม วิศวกรต้องคำนึงถึงข้อจำกัดของมัน ได้แก่ "ความสามารถต้านทานการกัดกร่อนต่ำ และไม่เหมาะสำหรับการเชื่อม"
คุณลักษณะสำคัญของอลูมิเนียม 2024 ได้แก่:
- ประกอบ: ทองแดง (3.8-4.9%) เป็นธาตุผสมหลัก โดยมีแมกนีเซียม (1.2-1.8%) และแมงกานีสเป็นส่วนเติมแต่ง
- สมรรถนะการต้านทานความล้า: มีความต้านทานต่อแรงกระทำแบบรอบซ้ำได้ดีเยี่ยม—สิ่งสำคัญสำหรับชิ้นส่วนที่หมุนหรือเคลื่อนที่กลับไปมา
- ความสามารถในการตัดเฉือน: ดี ช่วยให้สามารถตกแต่งผิวของชิ้นงานปั๊มขึ้นรูปได้อย่างแม่นยำ
- การใช้งานโดยทั่วไปในอุตสาหกรรมยานยนต์: ใช้ในลูกสูบ ก้านสูบ และชิ้นส่วนระบบส่งกำลังที่รับแรงสูง โดยเน้นความต้านทานต่อความล้าเป็นหลักมากกว่าความกังวลเรื่องการกัดกร่อน
อลูมิเนียม 2014 จัดเป็นโลหะผสมสำหรับปั๊มขึ้นรูปหลักอีกชนิดหนึ่ง ให้ความแข็งแรงสูงพร้อมความสามารถในการปั๊มขึ้นรูปที่ดีกว่าโลหะผสมตระกูล 7xxx บางชนิด โลหะผสมนี้ใช้ในงานโครงสร้างที่ต้องการคุณสมบัติความแข็งแรงจากทองแดงแบบเดียวกับซีรีส์ 2xxx
ตารางเปรียบเทียบคุณสมบัติทางกล
การเลือกใช้วัสดุแต่ละเกรดจำเป็นต้องเข้าใจถึงการเปรียบเทียบคุณสมบัติทางกลภายใต้เงื่อนไขที่เทียบเคียงกันได้ ตารางต่อไปนี้สรุปการจัดอันดับสมรรถนะสัมพัทธ์ตามข้อกำหนดอุตสาหกรรมและข้อมูลจากผู้ผลิต:
| เกรด | ความต้านทานแรงดึง (อุณหภูมิ T6) | ความต้านทานแรงคราก (อุณหภูมิ T6) | การยืดตัว | ความแข็งสัมพัทธ์ | ข้อได้เปรียบหลัก |
|---|---|---|---|---|---|
| 6061-T6 | ปานกลาง | ปานกลาง | ดี (8-10%) | ปานกลาง | เชื่อมได้ดีเยี่ยมและทนต่อการกัดกร่อนได้ดี |
| 6082-T6 | ปานกลาง-สูง | ปานกลาง-สูง | ดี (8-10%) | ปานกลาง-สูง | ประสิทธิภาพเหนือกว่าในการรับแรงกระทำซ้ำในสภาพแวดล้อมที่กัดกร่อน |
| 7075-T6 | สูงมาก | สูงมาก | ปานกลาง (5-8%) | สูง | อัตราส่วนความแข็งแรงต่อน้ำหนักสูงที่สุด |
| 2024-T6 | สูง | สูง | ปานกลาง (5-6%) | สูง | มีความต้านทานต่อการเหนี่ยวนำแรงกระแทกได้อย่างยอดเยี่ยม |
| 2014-T6 | สูง | สูง | ปานกลาง (6-8%) | สูง | การขึ้นรูปได้ดีพร้อมความแข็งแรงสูง |
โปรดสังเกตข้อแลกเปลี่ยนที่มีอยู่ในการเปรียบเทียบนี้ อลูมิเนียมอัลลอยที่แข็งแรงที่สุด—7075 และเกรด 2xxx—ต้องแลกมาด้วยความเหนียวและความต้านทานการกัดกร่อนที่ลดลงเพื่อให้ได้ความแข็งแรงที่เหนือกว่า ขณะที่เกรด 6xxx มีคุณสมบัติที่สมดุลมากกว่า ซึ่งเหมาะสมกับการใช้งานโครงสร้างในรถยนต์ส่วนใหญ่
เมื่อปริมาณการผลิต ข้อจำกัดด้านต้นทุน และข้อกำหนดของการใช้งานสอดคล้องกัน 6082-T6 มักปรากฏเป็นตัวเลือกที่เหมาะสมที่สุดสำหรับชิ้นส่วนระบบกันสะเทือนและแชสซีตามมาตรฐานของยุโรป สำหรับการใช้งานที่ต้องการความแข็งแรงสูงสุดโดยไม่คำนึงถึงปัจจัยอื่น ๆ 7075-T6 เป็นผู้ให้คำตอบ ในขณะที่การออกแบบที่เน้นความต้านทานต่อการสึกหรอจากแรงกระทำซ้ำ ๆ อลูมิเนียม 2024 ยังคงเป็นทางออกที่พิสูจน์แล้ว
การเข้าใจลักษณะเฉพาะของแต่ละเกรดนี้ จะช่วยเตรียมความพร้อมให้คุณตัดสินใจขั้นตอนสำคัญต่อไป นั่นคือ การเลือกอัลลอยให้เหมาะสมกับประเภทของชิ้นส่วนต่าง ๆ ตามความต้องการด้านสมรรถนะที่แตกต่างกัน

การจับคู่เกรดกับข้อกำหนดของชิ้นส่วนยานยนต์
คุณได้เรียนรู้เกรดอลูมิเนียมที่ผ่านกระบวนการหล่อขึ้นรูปและคุณสมบัติทางกลเบื้องต้นไปแล้ว แต่คำถามเชิงปฏิบัติที่วิศวกรและผู้เชี่ยวชาญด้านการจัดซื้อทุกคนต่างถามก็คือ เกรดใดควรใช้ในส่วนใดของรถยนต์ การจับคู่โลหะผสมเฉพาะกับประเภทชิ้นส่วนต่างๆ จะเปลี่ยนความรู้เชิงทฤษฎีให้กลายเป็นข้อกำหนดที่นำไปปฏิบัติได้ — และนั่นคือสิ่งที่ส่วนนี้นำเสนอ
ลองพิจารณาความต้องการที่หลากหลายในรถยนต์ยุคใหม่ แขนระบบกันสะเทือนต้องทนต่อแรงเครียดหลายล้านรอบขณะวิ่งบนถนนขรุขระ พินตันต้องเผชิญกับอุณหภูมิสูงและความดันระเบิด ล้อต้องมีความแข็งแรง น้ำหนักเบา และมีดีไซน์ที่สวยงาม แต่ละประเภทชิ้นส่วนมีความท้าทายเฉพาะตัวที่ทำให้เกรดอลูมิเนียมบางชนิดเหมาะสมกว่ากัน
การเลือกเกรดสำหรับชิ้นส่วนระบบกันสะเทือนและแชสซี
ชิ้นส่วนระบบกันสะเทือนและแชสซีเป็นหนึ่งในแอปพลิเคชันที่ใหญ่ที่สุดสำหรับชิ้นส่วนอลูมิเนียมในรถยนต์ ชิ้นส่วนเหล่านี้ต้องสามารถดูดซับแรงกระแทกจากถนน รักษาเรขาคณิตที่แม่นยำภายใต้แรงโหลด และต้านทานการกัดกร่อนจากเกลือถนนและความชื้น—ซึ่งมักเกิดพร้อมกัน โครงรถอลูมิเนียมและองค์ประกอบโครงสร้างที่เกี่ยวข้องต้องการวัสดุที่สามารถส่งมอบประสิทธิภาพอย่างสม่ำเสมอตลอดหลายล้านรอบการรับน้ำหนัก
แขนควบคุมและลิงค์ระบบกันสะเทือน
แขนควบคุมทำหน้าเชื่อมต่อฮับล้อกับแชสซีของยานพาหนะ โดยจัดการการเคลื่อนไหวของล้อในแนวดิ่งและแรงด้านข้างในขณะเข้าโค้ง ตาม เอกสารของสมาคมยุโรปเพื่อการใช้อลูมิเนียม แขนควบคุมแบบปลั๊วที่ผลิตจากวัสดู 6082-T6 ได้กลายเป็นมาตรฐานในโครงการยานยนต์ของยุโรป เนื่องจากมีประสิทธิภาพเหนือชั้นในการต้านทานการล้าเมื่ออยู่ในสภาพแวดล้อมที่กัดกร่อน
- 6082-T6: ตัวเลือกที่ได้รับความนิยมจากผู้ผลิตยานยนต์ในยุโรป—มีความต้านทานการกัดกร่อนที่ดีเยี่ยมร่วมกับอายุการใช้งานที่ยาวนานภายใต้แรงโหลดแบบไซคลิก; รักษาคุณสมบัติแม้หลังจากการสัมผกับพ่นเกลือน้ำเกลือ
- 6061-T6: ทางเลือกที่คุ้มค่าเมื่อต้องการความสามารถในการเชื่อม; มีสมรรถนะการทนต่อความล้าต่ำกว่า 6082 เล็กน้อย แต่ยังเพียงพอสำหรับการใช้งานหลายประเภท
- 7075-T6: ใช้สำหรับงานประสิทธิภาพสูงและงานแข่งขัน โดยที่อัตราส่วนความแข็งแรงต่อน้ำหนักสูงสุดสามารถชดเชยกับต้นทุนที่สูงขึ้นและความต้านทานการกัดกร่อนที่ลดลงได้
Steering knuckles
สเตียริงนัคเคิล—จุดหมุนที่เชื่อมต่อระบบกันสะเทือนกับล้อ—ต้องรับแรงที่ซับซ้อนจากหลายทิศทาง ชิ้นส่วนเหล่านี้จะต้องคงเสถียรภาพของมิติไว้ ขณะที่ส่งผ่านแรงบังคับเลี้ยวและรองรับน้ำหนักรถยนต์ นัคเคิลอลูมิเนียมแบบหล่อขึ้นมักมีน้ำหนักเบากว่าแบบเหล็กหล่อ 40-50% ในขณะที่ให้สมรรถนะการทนต่อความล้าที่ดีกว่า
- 6082-T6: มาตรฐานในอุตสาหกรรมสำหรับรถยนต์ผลิตเชิงพาณิชย์; โลหะผสมนี้มีคุณสมบัติที่สมดุล สามารถรองรับทั้งแรงคงที่และแรงพลศาสตร์ได้อย่างมีประสิทธิภาพ
- 6061-T6: เหมาะสำหรับการใช้งานที่ต้องการการเชื่อมหลังกระบวนการขึ้นรูป หรือกรณีที่การประหยัดต้นทุนเป็นปัจจัยสำคัญที่สุด
- 2014-T6: พิจารณาใช้ในงานที่ต้องการความแข็งแรงสูงกว่าที่โลหะผสมกลุ่ม 6xxx จะสามารถให้ได้
โครงย่อยและชิ้นส่วนโครงสร้าง
เมื่อพิจารณาว่าตัวถังรถยนต์ในยานยนต์สมัยใหม่ทำมาจากอะไร คุณจะพบว่ามีการใช้อะลูมิเนียมเพิ่มขึ้นในโครงย่อยและชิ้นส่วนโครงสร้างแนวกว้าง ชิ้นส่วนเหล่านี้เป็นแกนหลักของสถาปัตยกรรมยานยนต์ ทำหน้าที่รองรับระบบขับเคลื่อนและเชื่อมต่อจุดยึดหลักของระบบกันสะเทือน
- 6061-T6: เป็นทางเลือกที่ยอดเยี่ยมเมื่อการออกแบบโครงย่อยรวมถึงข้อต่อแบบเชื่อม โดยสามารถคงคุณสมบัติที่ดีในเขตที่ได้รับผลกระทบจากความร้อน หากรองรับด้วยกระบวนการหลังการเชื่อมที่เหมาะสม
- 6082-T6: เหมาะสำหรับชิ้นส่วนโครงย่อยแบบปั๊มขึ้นรูปที่มีลักษณะเป็นช่องปิด ซึ่งต้องการความต้านทานการกัดกร่อนและสมรรถนะทนต่อการเหนี่ยวนำเสียหายจากการใช้งานซ้ำๆ เป็นสิ่งสำคัญ
การประยุกต์ใช้กับระบบขับเคลื่อนและล้อ
ชิ้นส่วนระบบขับเคลื่อนทำงานภายใต้สภาวะแวดล้อมที่มีความเครียดทางความร้อนและกลศาสตร์สูง จึงจำเป็นต้องเลือกโลหะผสมเฉพาะทาง ในขณะเดียวกัน ล้อต้องตอบสนองข้อกำหนดด้านวิศวกรรม พร้อมทั้งตรงตามความคาดหวังด้านรูปลักษณ์ภายนอก — ความต้องการที่ผสมผสานกันอย่างลงตัวนี้เองที่กำหนดการเลือกวัสดุ
ลูกสูบ
ลูกสูบต้องเผชิญกับสภาพแวดล้อมที่รุนแรงที่สุดในเครื่องยนต์อย่างแท้จริง แต่ละรอบการเผาไหม้จะทำให้ลูกสูบต้องรับมือกับแรงดันระเบิด อุณหภูมิที่เปลี่ยนแปลงอย่างรุนแรง และการเคลื่อนไหวแบบหมุนกลับด้วยความเร็วสูง ตามการวิจัยของอุตสาหกรรม อลูมิเนียมเป็นวัสดุเพียงชนิดเดียวที่ใช้สำหรับลูกสูบสมัยใหม่ โดยส่วนใหญ่ผลิตด้วยกระบวนการหล่อแม่พิมพ์แรงโน้มถ่วงหรือขึ้นรูป
- 2618 (โลหะผสม Al-Cu-Mg-Ni ต่ำซิลิคอน): มาตรฐานสำหรับลูกสูบขึ้นรูปประสิทธิภาพสูง; รักษากำลังไว้ได้ที่อุณหภูมิสูงและทนต่อการเหนื่อยล้าจากความร้อน
- 4032 (โลหะผสม Al-Si แบบยูเทคติก/ไฮเปอร์ยูเทคติก พร้อม Mg, Ni, Cu): ให้การขยายตัวจากความร้อนต่ำกว่าและทนต่อการสึกหรอได้ดีขึ้นสำหรับการใช้งานเฉพาะที่มีอุณหภูมิสูง
- 2024-T6: เลือกใช้สำหรับลูกสูบแข่งรถ ที่ซึ่งความสามารถในการทนต่อการเหนื่อยล้าภายใต้แรงกระทำแบบไซเคิลรุนแรงเป็นปัจจัยสำคัญในการออกแบบ
เมื่อ เอกสารอ้างอิง บันทึก: "ลูกสูบแบบตีขึ้นรูปที่ผลิตจากโลหะผสมยูเทคติกหรือไฮเปอร์ยูเทคติกมีความแข็งแรงสูงกว่า และถูกใช้ในเครื่องยนต์สมรรถนะสูง ซึ่งลูกสูบต้องทนต่อแรงเครียดที่มากกว่า ลูกสูบแบบตีขึ้นรูปที่มีองค์ประกอบของโลหะผสมเดียวกันจะมีโครงสร้างจุลภาคที่ละเอียดกว่าลูกสูบแบบหล่อ และกระบวนการตีขึ้นรูปให้ความแข็งแรงที่ดีกว่าในอุณหภูมิต่ำ ทำให้สามารถออกแบบผนังลูกสูบที่บางลงและลดน้ำหนักลูกสูบได้"
เครื่องเชื่อมต่อ
ก้านสูบทำหน้าที่ถ่ายโอนแรงจากการเผาไหม้จากลูกสูบไปยังเพลาข้อเหวี่ยง โดยต้องรับแรงดึงและแรงอัดในความถี่สูง ข้อมูลทางวิศวกรรมสมรรถนะ การเลือกวัสดุขึ้นอยู่กับการใช้งานเครื่องยนต์โดยตรง
- 2024-T6: ความต้านทานการเหนี่ยวนำที่ยอดเยี่ยม ทำให้วัสดุอลูมิเนียมชนิดนี้เป็นตัวเลือกที่เหมาะสำหรับเครื่องยนต์ที่หมุนรอบสูงแบบธรรมชาติ (naturally aspirated) โดยเฉพาะเมื่อต้องการลดน้ำหนักเป็นสำคัญ
- 7075-T6: ให้ความแข็งแรงสูงสุดของอลูมิเนียมสำหรับการใช้งานที่มีระบบอัดอากาศ (forced-induction) แม้ว่าผู้สร้างหลายคนจะชอบใช้โลหะผสมเหล็ก (4340, 300M) สำหรับระดับแรงอัดที่สูงมาก
สำหรับการใช้งานที่ต้องการสมรรถนะสูงส่วนใหญ่ วัสดุอ้างอิงระบุว่า "ก้านอลูมิเนียม ซึ่งมักสงวนไว้สำหรับการแข่งรถลากจูง มีคุณสมบัติในการดูดซับแรงกระแทกได้ดีเยี่ยม และสามารถรองรับพละกำลังสูงในช่วงเวลาสั้นๆ ได้อย่างยอดเยี่ยม ธรรมชาติที่เบามือของมันช่วยเพิ่มความเร่งของเครื่องยนต์สูงสุด อย่างไรก็ตาม อลูมิเนียมมีความต้านทานต่อการเหนื่อยล้าค่อนข้างต่ำและอายุการใช้งานสั้นกว่า ทำให้ไม่เหมาะสำหรับรถยนต์ที่ใช้ในชีวิตประจำวันหรือการแข่งขันระยะยาว"
ล้อหล่อ
ล้อเป็นจุดตัดกันที่โดดเด่นระหว่างวิศวกรรมโครงสร้างกับด้านความสวยงามที่นำเสนอต่อผู้บริโภค การรวมกันของตัวถังและล้อรถยนต์จากอลูมิเนียมมีผลอย่างมากทั้งต่อสมรรถนะของรถและความรับรู้ของผู้ซื้อ ล้อแบบหล่อขึ้นรูปให้น้ำหนักที่เบาลงอย่างมากเมื่อเทียบกับล้อแบบหล่อธรรมดา โดยทั่วไปจะเบากว่า 15-30% ในขณะที่ยังคงให้ความแข็งแรงและความทนทานต่อแรงกระแทกที่ดีกว่า
- 6061-T6: ทางเลือกที่พบบ่อยที่สุดสำหรับล้อผลิตภัณฑ์ที่ผลิตโดยการหล่อขึ้นรูป; มีความสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และความคุ้มค่า; พื้นผิวที่ได้มีคุณภาพดีเยี่ยมสำหรับการใช้งานเชิงความงาม
- 6082-T6: การนำเข้ามาใช้เพิ่มขึ้นในโปรแกรมล้อของยุโรป; มีความแข็งแรงสูงกว่า 6061 เล็กน้อย พร้อมคุณสมบัติในการผลิตที่เทียบเคียงได้
- 7075-T6: สงวนไว้สำหรับการใช้งานในกีฬามอเตอร์สปอร์ตและรุ่นพรีเมียมสุดพิเศษ; อัตราส่วนความแข็งแรงต่อน้ำหนักที่สูงที่สุดสามารถชี้แจงต้นทุนวัสดุและกระบวนการผลิตที่สูงกว่ามากได้
The ข้อมูลอุตสาหกรรม ยืนยันว่า "A365 เป็นโลหะผสมอลูมิเนียมสำหรับหล่อ ที่มีคุณสมบัติการหล่อที่ดี และประสิทธิภาพเชิงกลโดยรวมสูง ใช้กันอย่างแพร่หลายสำหรับล้ออลูมิเนียมแบบหล่อทั่วโลก" อย่างไรก็ตาม ล้อแบบหลอม (forged) ที่ใช้โลหะผสมซีรีส์ 6xxx และ 7xxx จะให้ความแข็งแรงที่เหนือกว่าและน้ำหนักที่เบาลง สำหรับการใช้งานที่เน้นสมรรถนะ
ชิ้นส่วนโครงสร้างตัวถัง
รถยนต์ที่ใช้ตัวถังอลูมิเนียมในปัจจุบันเริ่มนำเอาโหนดโครงสร้างและชิ้นส่วนเสริมแรงแบบหลอมมาใช้มากขึ้นภายในสถาปัตยกรรมตัวถังอลูมิเนียมของรถ ชิ้นส่วนเหล่านี้ทำหน้าที่เป็นเส้นทางรับแรงสำคัญและช่วยจัดการพลังงานจากการชนในออกแบบยานยนต์ที่ใช้อลูมิเนียมเป็นหลัก
- 6061-T6: เป็นที่ต้องการในกรณีที่ชิ้นส่วนต้องทำการเชื่อมกับโครงสร้างตัวถังอลูมิเนียมแบบแผ่นหรือแบบอัดขึ้นรูป
- 6082-T6: เลือกใช้สำหรับจุดเชื่อมที่รับแรงสูงในการสร้างโครงถักอวกาศ; ผู้ผลิตรถยนต์รายใหญ่ในยุโรปให้ความนิยมเกรดนี้สำหรับการประยุกต์ใช้งานโครงสร้างแบบบูรณาการ
- ซีรีส์ 7xxx: ใช้อย่างคัดสรรสำหรับชิ้นส่วนที่เกี่ยวข้องกับการชน โดยต้องการการดูดซับพลังงานสูงสุด
เมื่อสถาปัตยกรรมของยานพาหนะพัฒนาไปสู่การใช้อัลูมิเนียมในสัดส่วนที่เพิ่มขึ้น การเลือกเกรดอะลูมิเนียมที่ผ่านกระบวนการหล่อขึ้นรูปสำหรับการใช้งานเชิงโครงสร้างจึงมีความสำคัญมากยิ่งขึ้น เพื่อตอบสนองข้อกำหนดด้านความปลอดภัยจากการชน ขณะเดียวกันก็ลดน้ำหนักได้อย่างมีประสิทธิภาพ
เมื่อมีคำแนะนำเกี่ยวกับเกรดที่ชัดเจนสำหรับแต่ละหมวดหมู่ของชิ้นส่วนแล้ว สิ่งที่ต้องพิจารณาเป็นลำดับถัดไปคือ การบำบัดด้วยความร้อนจะเปลี่ยนแปลงสมบัติของอลูมิเนียมที่ผ่านการหล่อขึ้นรูปอย่างไร เพื่อให้สามารถตอบสนองเป้าหมายด้านสมรรถนะเฉพาะได้
การบำบัดด้วยความร้อนและการเลือกเทมเพอร์สำหรับชิ้นส่วนที่หล่อขึ้นรูป
คุณได้เลือกเกรดอลูมิเนียมที่เหมาะสมสำหรับชิ้นส่วนยานยนต์ของคุณแล้ว—แต่งานของคุณยังไม่เสร็จสมบูรณ์ การอบความร้อนหลังจากการขึ้นรูปจะเป็นตัวกำหนดว่าโลหะผสมที่คุณเลือกอย่างพิถีพิถันจะสามารถแสดงศักยภาพเต็มที่ หรือจะทำได้ไม่ดีเท่าที่คาดหวัง สิ่งนี้คือจุดที่อลูมิเนียมชนิดต่างๆ เปลี่ยนจากวัสดุที่มีศักยภาพ กลายเป็นชิ้นส่วนยานยนต์ประสิทธิภาพสูง
ฟังดูซับซ้อนใช่ไหม? ให้ลองมองการอบความร้อนเป็นขั้นตอนการปรับแต่งขั้นสุดท้าย ที่จะปลดล็อกศักยภาพที่ซ่อนอยู่ของโลหะผสม เหมือนกับที่กีตาร์ต้องได้รับการตั้งสายให้ถูกต้องเพื่อผลิตโน้ตเสียงที่ถูกต้อง เช่นเดียวกัน อลูมิเนียมที่ผ่านการขึ้นรูปก็จำเป็นต้องได้รับกระบวนการทางความร้อนอย่างแม่นยำ เพื่อให้ได้คุณสมบัติตามที่กำหนดไว้ การเข้าใจประเภทและคุณสมบัติของอลูมิเนียม จำเป็นต้องเข้าใจว่าการระบุสภาพ (temper designations) กำหนดการเปลี่ยนแปลงสำคัญนี้อย่างไร
สภาพ T6 สำหรับการใช้งานที่ต้องการความแข็งแรงสูงสุด
เมื่าวิศวกรยานยนต์ต้องการความแข็งแรงสูงสุดจากโลหะผสมอลูมิเนียมที่สามารถอบความร้อนได้ พวกเขามักจะระบุสภาพ T6 เอกสารของ ASM International เกี่ยวกับการระบุสถานะอลูมิเนียม , T6 หมายถึง โลหะผสมที่ได้รับการ "ให้ความร้อนแบบโซลูชัน แล้วไม่ผ่านการขึ้นรูปเย็นอย่างมีนัยสำคัญ และให้ความร้อนเทียมเพื่อให้เกิดการตกตะกอนแข็งตัว"
กระบวนการสองขั้นตอนนี้เกี่ยวข้องกับอะไรบ้าง
- การอบความร้อนเพื่อละลาย ชิ้นส่วนที่หล่อขึ้นรูปจะถูกให้ความร้อนที่อุณหภูมิสูง—โดยทั่วไปอยู่ที่ 480-540°C ขึ้นอยู่กับชนิดของโลหะผสม—และคงไว้เป็นระยะเวลาหนึ่งเพื่อให้ธาตุผสมละลายเข้าไปในแมทริกซ์ของอลูมิเนียมอย่างสม่ำเสมอ
- การดับความร้อน: การระบายความร้อนอย่างรวดเร็ว มักใช้น้ำเป็นตัวระบายความร้อน จะทำให้ธาตุที่ละลายไว้ถูกล็อกอยู่ในสารละลายของแข็งที่อิ่มตัวเกิน
- การให้ความร้อนเทียม: ชิ้นส่วนจะถูกคงไว้ที่อุณหภูมิปานกลาง (150-175°C สำหรับโลหะผสมส่วนใหญ่) เป็นเวลาหลายชั่วโมง เพื่อให้อนุภาคขนาดเล็กที่เสริมความแข็งแรงสามารถตกตะกอนกระจายตัวทั่วโครงสร้างของโลหะได้
ในฐานะที่ ข้อมูลการผลิตเชิงเทคนิค อธิบายว่า "การบำบัดความร้อนแบบ T6 ทำให้อลูมิเนียมธรรมดาเปลี่ยนเป็นชิ้นส่วนที่มีความแข็งแรงสูงผ่านขั้นตอนการให้ความร้อนและการทำเย็นอย่างระมัดระวี กระบวนการนี้สร้างโลหะที่มีความสมดุลที่เหมาะสมระหว่างความแข็งแรงและความสามารถในการแปรรูป สำใช้ในหลากหลายอุตสาหกรรม"
สำหรับการใช้งานในยานยนต์ วัสดู T6 ให้ระดับความแข็งแรงที่ตรงกับความต้องการของชิ้นส่วน เช่น แขนกันสะเทือน ดุมล้อ และชิ้นส่วนโครงสร้างต่างๆ เอกสารยืนยันว่า ตัวอย่างเช่น อลูมิเนียมเกรด 6061 มีความต้านแรงดึงเริ่มต้นเพิ่มขึ้นมากกว่าสามเท่า จากประมาณ 55 MPa ในสภาวะที่ผ่านการอบอ่อน (annealed) เป็นประมาณ 275 MPa หลังการบำบัดความร้อนแบบ T6
อย่างไรก็ตาม การเพิ่มความแข็งแรงนี้มาพร้อมกับข้อเสีย โดยค่าการยืดหยุ่น (Elongation) มักลดลงจากประมาณ 25% เหลือประมาณ 12% เนื่อง้วัสดุกลายเป็นแข็งและแข็งแรงมากขึ้น สำหรับส่วนใหญ่ของการใช้งานโครงสร้างในยานยนต์ การลดความเหนียวแบบนี้ถือว่ายอมรับได้—ชิ้นส่วนถูกออกแบบโดยอิงคุณสมบัติของวัสดู T6 แทนที่ต้องการความสามารถในการขึ้นรูปสูงสุด
วัสดูอื่นๆ สำหรับความต้องการเฉพาะ
แม้ว่า T6 จะครองสเปกการตีขึ้นรูปในอุตสาหกรรมยานยนต์ แต่ก็มีชื่อเรียกชนิดอื่นๆ อีกหลายแบบที่มีบทบาทสำคัญเมื่อข้อกำหนดของการใช้งานเกินกว่าความแข็งแรงสูงสุด
ชนิด T651: คลายความเครียดเพื่อความคงตัวทางมิติ
เมื่อคุณเห็น T651 บนแผนภูมิเกรดอลูมิเนียม หมายถึงคุณสมบัติของ T6 ที่ผสานเข้ากับการคลายความเครียด โดยอ้างอิงตาม เอกสารอ้างอิงระบบระบุชนิดวัสดุ ASM คำลงท้าย "51" บ่งชี้ว่าผลิตภัณฑ์ได้รับการคลายความเครียดโดยการยืดออก 1.5-3% หลังจากดับ (quenching) แต่ก่อนที่จะให้แก่ตัว (aging)
ทำไมสิ่งนี้จึงสำคัญต่อชิ้นส่วนยานยนต์? การดับทำให้เกิดความเครียดตกค้างอย่างมากในชิ้นส่วนที่ตีขึ้นรูป หากไม่มีการคลายความเครียด ความเครียดภายในเหล่านี้อาจก่อให้เกิด:
- การเปลี่ยนแปลงมิติระหว่างกระบวนการกลึงขั้นต่อไป
- อายุการใช้งานก่อนพังจากการเหนี่ยวนำลดลง เนื่องจากผลรวมของความเครียด
- ความไวต่อการแตกร้าวจากความเครียดและกัดกร่อนเพิ่มขึ้นในบางสภาพแวดล้อม
สำหรับชิ้นส่วนที่ต้องการความแม่นยำสูง เช่น แอกเพลาเลี้ยว หรือแขนระบบกันสะเทือนที่มีรูปทรงซับซ้อน T651 ให้ความคงตัวของมิติที่จำเป็นต่อค่าที่ยอมได้แคบๆ
อุณหภูมิแบบ T7: เพิ่มความสามารถในการต้านทานการกัดกร่อน
เมื่อความเสี่ยงจากการแตกร้าวเนื่องจากความเครียดและการกัดกร่อนมีสูง โดยเฉพาะในโลหะผสมซีรีส์ 7xxx วิศวกรจะกำหนดให้ใช้สภาพอุณหภูมิแบบ T7 เอกสารจาก ASM อธิบายว่า T7 หมายถึง โลหะผสมที่ผ่านกระบวนการ "ให้ความร้อนจนละลายเนื้อโลหะแล้วอบอุณหภูมิอย่างเทียมเพื่อให้อยู่ในสภาพเก่ากว่า (เลยจุดแรงดึงสูงสุด)"
การอบเก่าเกินโดยเจตนาจะทำให้สูญเสียความแข็งแรงบางส่วน—โดยทั่วไปต่ำกว่าระดับ T6 ประมาณ 10-15% แต่เพิ่มประสิทธิภาพในการต้านทานการแตกร้าวจากความเครียดและการกัดกร่อนได้อย่างมาก มีสองชนิดย่อยที่สำคัญ ได้แก่
- T73: มีความต้านทานการแตกร้าวจากความเครียดและการกัดกร่อนสูงสุด โดยมีความต้านทานแรงดึงต่ำกว่า T6 ประมาณ 15%
- T76: เพิ่มความสามารถในการต้านทานการกัดกร่อนแบบลอกชั้น โดยมีการลดลงของความแข็งแรงเพียง 5-10%
สำหรับโลหะผสมกลุ่ม 7xxx ที่มีความแข็งแรงสูง ซึ่งใช้ในชิ้นส่วนยานยนต์เกรดการบิน อายุแบบ T7 มักเป็นจุดสมดุลที่เหมาะสมที่สุดระหว่างความแข็งแรงและความน่าเชื่อถือในระยะยาวภายใต้สภาวะที่ก่อให้เกิดการกัดกร่อน
อายุแบบ T5: การแปรรูปที่คุ้มค่าต้นทุน
อายุแบบ T5 มีขั้นตอนการอบความร้อนที่เรียบง่ายกว่า โดยชิ้นงานที่ผ่านกระบวนการตีขึ้นรูปจะถูกทำให้เย็นลงจากอุณหภูมิการตีขึ้นรูป จากนั้นจึงผ่านกระบวนการอบแก่เทียม โดยไม่ต้องผ่านขั้นตอนการอบละลายแยกต่างหาก ตามที่เอกสารของอุตสาหกรรมระบุไว้ว่า T5 นั้น "เหมาะที่สุดสำหรับการใช้งานที่ต้องการความแข็งแรงปานกลางและต้องการความยืดหยุ่นบางประการ" เอกสารของอุตสาหกรรม ระบุว่า T5 นั้น "เหมาะที่สุดสำหรับการใช้งานที่ต้องการความแข็งแรงปานกลางและต้องการความยืดหยุ่นบางประการ"
ถึงแม้อายุแบบ T5 จะให้ความแข็งแรงต่ำกว่า T6 แต่สามารถลดต้นทุนและระยะเวลาในการผลิตได้ ทำให้เหมาะสมกับชิ้นส่วนที่ไม่จำเป็นต้องมีความแข็งแรงสูงสุด เช่น ชิ้นส่วนตกแต่งบางประเภท หรือขาแขวนที่ไม่รับแรง
ตารางอ้างอิงสัญลักษณ์อายุ
เมื่อศึกษาตารางอายุของอลูมิเนียมหรือตารางโลหะผสมอลูมิเนียมสำหรับชิ้นส่วนรถยนต์ที่ผ่านการตีขึ้นรูป คุณจะพบสัญลักษณ์อายุเหล่านี้บ่อยที่สุด:
| สถานะการชุบแข็ง | กระบวนการบำบัด | การเปลี่ยนแปลงของคุณสมบัติที่ได้ | การประยุกต์ใช้งานในรถยนต์โดยทั่วไป |
|---|---|---|---|
| T4 | อบอ่อนด้วยความร้อนแล้วทิ้งให้อายตัวตามธรรมชาติที่อุณหภูมิห้อง | ความแข็งแรงปานกลาง มีความเหนียวสูงกว่า T6 และสามารถขึ้นรูปได้ดี | ชิ้นส่วนที่ต้องการกระบวนการก่อรูปและการแปรรูประหว่างขั้นตอน |
| T5 | ทำให้เย็นลงหลังจากอุณหภูมิการตีขึ้นรูป แล้วอบเพื่อเร่งการตกตะกอน | ความแข็งแรงระดับปานกลาง กระบวนการผลิตคุ้มค่า เหมาะสำหรับชิ้นส่วนที่ไม่ใช่ส่วนรับแรง | ขาแขวน ฝาครอบ ชิ้นส่วนที่ไม่ใช่โครงสร้าง |
| T6 | อบอ่อนด้วยความร้อน ลนไฟอย่างรวดเร็ว แล้วอบเพื่อเร่งการตกตะกอนจนถึงจุดสูงสุดของความแข็งแรง | มีความแข็งแรงและความแข็งสูงสุด แต่มีความเหนียวน้อยกว่า T4 | แขนซัสเพนชัน ข้อต่อ ล้อแม็ก ชิ้นส่วนโครงสร้างที่รับแรงสูง |
| T651 | การบำบัดแบบ T6 พร้อมการลดแรงดันภายในโดยการยืด (1.5-3%) | คุณสมบัติ T6 ที่มีความคงตัวของมิติดีขึ้นและแรงเครียดตกค้างลดลง | ชิ้นส่วนที่กลึงขึ้นรูปอย่างแม่นยำ ชิ้นส่วนที่ต้องการความทนทานต่อพอดีแน่น |
| T7 | ผ่านการอบอ่อนเพื่อละลายสารละลาย และให้แก่เกินจุดกำลังสูงสุด | มีความแข็งแรงต่ำกว่า T6 เล็กน้อย แต่มีความต้านทานการกัดกร่อนจากแรงเครียดดีขึ้นอย่างมาก | ชิ้นส่วนโลหะผสมที่มีความแข็งแรงสูงในสภาพแวดล้อมที่ก่อให้เกิดการกัดกร่อน |
| T73 | ผ่านการอบอ่อนเพื่อละลายสารละลาย และให้แก่เป็นพิเศษเพื่อความต้านทานการแตกหักจากแรงเครียดสูงสุด | มีแรงดึงยืดตัวต่ำกว่า T6 ประมาณ 15% แต่มีความต้านทานการแตกร้าวจากแรงเครียดและการกัดกร่อนได้ยอดเยี่ยม | ชิ้นส่วนโครงสร้างซีรีส์ 7xxx ในสภาพแวดล้อมที่ต้องการประสิทธิภาพสูง |
| T76 | ผ่านการอบอ่อนเพื่อละลายสารละลาย และให้แก่เพื่อเพิ่มความต้านทานการกัดกร่อนแบบแยกชั้น | มีความแข็งแรงต่ำกว่า T6 อยู่ 5-10% แต่มีความต้านทานการกัดกร่อนแบบลอกชั้น (exfoliation corrosion) ดีขึ้น | ส่วนประกอบซีรีส์ 7xxx ที่สัมผัสกับความชื้นและน้ำ |
การเชื่อมโยงการเลือกเทมเพอร์กับข้อกำหนดด้านสมรรถนะ
คุณควรเลือกเทมเพอร์ที่เหมาะสมสำหรับชิ้นส่วนยานยนต์เฉพาะเจาะจงอย่างไร การตัดสินใจนี้เริ่มจากการเข้าใจว่าชิ้นส่วนนั้นต้องทนต่อโหมดการเสียหายประเภทใด และมีข้อจำกัดในการผลิตอะไรบ้าง
พิจารณาจากแขนควบคุมช่วงล่างแบบปลอมขึ้นรูป ชิ้นส่วนนี้ต้องเผชิญกับ:
- รอบการรับแรงเหนื่อยล้าหลายล้านครั้งตลอดอายุการใช้งานของรถ
- การสัมผัสกับเกลือถนนและมอยส์เจอร์
- ความเสียหายที่อาจเกิดจากการกระแทกของหิน
- ข้อกำหนดด้านมิติที่แม่นยำ เพื่อให้เรขาคณิตช่วงล่างทำงานได้อย่างถูกต้อง
สำหรับแขนควบคุมที่ทำจากโลหะผสม 6082 เทมเพอร์ T6 ให้ความแข็งแรงและความต้านทานต่อการเหนื่อยล้าที่ต้องการ หากกระบวนการผลิตรวมการกลึงอย่างมากหลังการอบความร้อน เทมเพอร์ T651 จะช่วยให้มั่นใจในความคงตัวของมิติ ความต้านทานการกัดกร่อนตามธรรมชาติของโลหะผสมซีรีส์ 6xxx โดยทั่วไปทำให้ไม่จำเป็นต้องใช้การอบนานเกินไปแบบ T7
พิจารณาชิ้นส่วนอะลูมิเนียมกล้าด้วยวัสดุ 7075 สำหรับการใช้งานสมรรถนะสูง ความแข็งแรงสูงพิเศษของ 7075-T6 ให้ประสิทธิภาพสูงสุด แต่ความสามารถในการเกิดการแตกร้าวจากแรงกัดกร่อน (stress corrosion cracking) ของโลหะผสมในสภาพ T6 อาจไม่เหมาะสมสำหรับชิ้นส่วนที่ต้องคำนึงถึงความปลอดภัยเป็นพิเศษ การระบุให้ใช้ 7075-T73 จะลดความแข็งแรงสูงสุดลงประมาณ 15% แต่ให้ความต้านทานต่อการแตกร้าวจากแรงกัดกร่อนที่จำเป็นต่อความน่าเชื่อถือในระยะยาว
ข้อคิดเห็นสำคัญคือ? การเลือกสภาพอบชุบ (temper) ไม่ใช่เพียงแค่การพยายามให้ได้ความแข็งแรงสูงสุดเท่านั้น แต่คือการปรับโปรไฟล์คุณสมบัติทั้งหมดให้สอดคล้องกับความต้องการที่แท้จริงของแต่ละชิ้นส่วน การเข้าใจผลของการอบชุบนี้จะช่วยเตรียมความพร้อมสำหรับพิจารณาปัจจัยการผลิต ซึ่งจะกำหนดว่าชิ้นส่วนอลูมิเนียมที่ขึ้นรูปด้วยแรงอัดจะสามารถตรงตามข้อกำหนดอย่างสม่ำเสมอหรือไม่
พารามิเตอร์กระบวนการขึ้นรูปด้วยแรงอัดและปัจจัยพิจารณาในการผลิต
การเข้าใจว่าเกรดอะลูมิเนียมใดเหมาะกับชิ้นส่วนของคุณนั้นเป็นเพียงครึ่งหนึ่งของสมการ ส่วนที่เหลือคือ การรู้วิธีขึ้นรูปโลหะผสมนั้นอย่างแท้จริง พารามิเตอร์กระบวนการ—ช่วงอุณหภูมิ ความต้องการแรงดัน การให้ความร้อนแม่พิมพ์ และอัตราการเปลี่ยนรูปร่าง—จะแตกต่างกันอย่างมากในแต่ละเกรดอะลูมิเนียม หากเลือกผิด แม้จะใช้โลหะผสมที่เหมาะสมที่สุด ก็อาจทำให้เกิดชิ้นส่วนแตกร้าว แม่พิมพ์ไม่เต็ม หรือชิ้นส่วนเสียหายก่อนเวลาอันควรเมื่อนำไปใช้งาน
เหตุใดรายละเอียดเหล่านี้จึงสำคัญนัก? ต่างจากเกรดอลูมิเนียมสำหรับหล่อที่โลหะเหลวไหลเข้าสู่แม่พิมพ์ได้อย่างอิสระ การขึ้นรูปจำเป็นต้องควบคุมการเปลี่ยนรูปร่างของโลหะในสถานะของแข็งอย่างแม่นยำ โลหะผสมอะลูมิเนียมแต่ละชนิดตอบสนองต่อแรงดันแตกต่างกันในอุณหภูมิที่หลากหลาย ทำให้การเลือกพารามิเตอร์กระบวนการมีความสำคัญอย่างยิ่งต่อการประยุกต์ใช้อะลูมิเนียมเชิงโครงสร้าง
พารามิเตอร์การขึ้นรูปที่สำคัญตามเกรดโลหะผสม
ตาม งานวิจัยจาก ASM Handbook เกี่ยวกับการขึ้นรูปอะลูมิเนียม , อุณหภูมิของชิ้นงานอาจเป็นตัวแปรกระบวนการที่สำคัญที่สุด อุณหภูมิการขึ้นรูปที่แนะนำสำหรับเกรดที่ใช้กันทั่วไปในอุตสาหกรรมยานยนต์มีช่วงแคบอย่างน่าประหลาดใจ—โดยทั่วไปอยู่ภายใน ±55°C (±100°F)—และการเกินขีดจำกัดเหล่านี้อาจทำให้เกิดความเสี่ยงในการแตกร้าวหรือการไหลของวัสดุไม่เพียงพอ
นี่คือสิ่งที่งานวิจัยเปิดเผยเกี่ยวกับครอบครัวโลหะผสมเฉพาะ:
- อะลูมิเนียม 6061: ช่วงอุณหภูมิการขึ้นรูป 430-480°C (810-900°F) โลหะผสมนี้แสดงให้เห็นถึงแรงต้านทานการไหลลดลงเกือบ 50% เมื่อขึ้นรูปที่อุณหภูมิสูงสุดเมื่อเทียบกับอุณหภูมิต่ำกว่า ทำให้การควบคุมอุณหภูมิมีความจำเป็นอย่างยิ่งต่อผลลัพธ์ที่สม่ำเสมอ
- อะลูมิเนียม 6082: ช่วงอุณหภูมิคล้ายกับ 6061 ผู้ผลิตในยุโรปมักขึ้นรูปโลหะผสมนี้ที่อุณหภูมิใกล้เคียงกับขีดจำกัดสูงสุด เพื่อเพิ่มประสิทธิภาพการเติมแม่พิมพ์สำหรับเรขาคณิตชิ้นส่วนระบบกันสะเทือนที่ซับซ้อน
- 7075 อลูมิเนียม: ช่วงอุณหภูมิในการขึ้นรูปแคบลงที่ 380-440°C (720-820°F) ซีรีส์ 7xxx มีความไวต่อการเปลี่ยนแปลงของอุณหภูมิน้อยที่สุด แต่นั่นก็หมายความว่ามีข้อผิดพลาดที่ยอมให้น้อยลง—โลหะผสมนี้จะไม่ "ให้อภัย" ข้อผิดพลาดในการประมวลผลเหมือนกับเกรดที่มีความเหนียวมากกว่า
- อลูมิเนียม 2014 และ 2024: ช่วงอุณหภูมิ 420-460°C (785-860°F) โลหะผสมที่มีส่วนผสมของทองแดงเหล่านี้ต้องควบคุมการให้ความร้อนล่วงหน้าอย่างระมัดระวัง เนื่องจากมีแนวโน้มที่จะเกิดความร้อนจากการเสียรูปในระหว่างการขึ้นรูปอย่างรวดเร็ว
งานวิจัยเน้นย้ำว่า "การบรรลุและรักษุอุณหภูมิของโลหะก่อนการขึ้นรูปให้อยู่ในระดับที่เหมาะสมในการตีขึ้นรูปอลูมิเนียมอัลลอยด์ เป็นตัวแปรกระบวนการที่สำคัญอย่างยิ่ง และมีความจำเป็นต่อความสำเร็จของกระบวนการตีขึ้นรูป" เวลาแช่ที่ 10-20 นาทีต่อนิ้วของความหนาส่วนตัด โดยทั่วไปจะช่วยให้มั่นใจได้ว่าอุณหภูมิกระจายตัวอย่างสม่ำเสมอ ก่อนเริ่มการตีขึ้นรูป
ผลของอุณหภูมิแม่พิมพ์และความเร็วในการเปลี่ยนรูปร่าง
ต่างจากกระบวนการตีขึ้นรูปเหล็ก ซึ่งโดยทั่วไปแม่พิมพ์จะคงอุณหภูมิค่อนข้างต่ำ แต่การตีขึ้นรูปอลูมิเนียมต้องใช้แม่พิมพ์ที่ให้ความร้อน — และข้อกำหนดด้านอุณหภูมินั้นจะแตกต่างกันไปตามประเภทของกระบวนการ:
| กระบวนการและอุปกรณ์การตีขึ้นรูป | ช่วงอุณหภูมิแม่พิมพ์ °C (°F) | ปัจจัยสำคัญที่ควรพิจารณา |
|---|---|---|
| ค้อน | 95-150 (200-300) | อุณหภูมิต่ำกว่าเนื่องจากการเปลี่ยนรูปร่างอย่างรวดเร็ว; ลดความเสี่ยงของการให้ความร้อนเกินจากความร้อนเชิงอัด |
| เครื่องอัดแรงกล | 150-260 (300-500) | อุณหภูมิปานกลางที่ทำให้สมดุลระหว่างอายุการใช้งานของแม่พิมพ์กับการไหลของวัสดุ |
| เครื่องอัดเกลียว | 150-260 (300-500) | คล้ายกับเครื่องอัดแบบกลไก; เหมาะมากสำหรับใบพัดอลูมิเนียมที่ซับซ้อน |
| เครื่องอัดไฮดรอลิก | 315-430 (600-800) | อุณหภูมิสูงที่สุดเนื่องจากการเปลี่ยนรูปร่างช้า — เกิดสภาพอุณหภูมิคงที่ |
| การกลิ้งแหวน | 95-205 (200-400) | อุณหภูมิปานกลางช่วยรักษาความสามารถในการขึ้นรูปของโลหะระหว่างกระบวนการขึ้นรูปแบบค่อยเป็นค่อยไป |
อัตราการเปลี่ยนรูปร่าง (Strain rate) มีอิทธิพลอย่างมากต่อผลลัพธ์ของการหลอมขึ้นรูป การวิจัยจาก ASM แสดงให้เห็นว่าเมื่ออัตราการเปลี่ยนรูปร่างอยู่ที่ 10 วินาที⁻¹ เมื่อเทียบกับ 0.1 วินาที⁻¹ ความเค้นไหลของอลูมิเนียมชนิด 6061 เพิ่มขึ้นประมาณร้อยละ 70 ในขณะที่อลูมิเนียมชนิด 2014 มีความเค้นไหลเพิ่มขึ้นเกือบสองเท่า ซึ่งหมายความว่าการตีขึ้นรูปด้วยค้อน (อัตราการเปลี่ยนรูปร่างสูง) ต้องใช้แรงที่มากกว่าการขึ้นรูปด้วยเครื่องอัดไฮดรอลิก (อัตราการเปลี่ยนรูปร่างต่ำ) อย่างมีนัยสำคัญ สำหรับโลหะผสมชนิดเดียวกัน
สำหรับโลหะผสมกลุ่ม 2xxx และ 7xxx ที่มีความแข็งแรงสูง การใช้อุปกรณ์ตีขึ้นรูปที่มีอัตราการเปลี่ยนรูปร่างอย่างรวดเร็ว เช่น ค้อนตีขึ้นรูป อาจก่อให้เกิดปัญหาได้จริงๆ เอกสารอ้างอิงจาก ASM ระบุว่า "โลหะผสมกลุ่ม 7xxx ที่มีความแข็งแรงสูงบางชนิดไม่ทนต่อการเปลี่ยนแปลงอุณหภูมิที่อาจเกิดขึ้นในกระบวนการตีขึ้นรูปด้วยอัตราการเปลี่ยนรูปร่างอย่างรวดเร็ว ดังนั้นจึงไม่นิยมใช้อุปกรณ์ประเภทนี้ในการผลิตชิ้นส่วนตีขึ้นรูปจากโลหะผสมเหล่านี้" ผู้ผลิตมักจะลดอุณหภูมิการให้ความร้อนล่วงหน้าลงมาอยู่ที่ระดับต่ำสุดของช่วงที่ยอมรับได้เมื่อใช้อุปกรณ์ที่ทำงานเร็ว เพื่อชดเชยความร้อนที่เกิดจากการเปลี่ยนรูปร่าง
พิจารณาด้านความสามารถในการเชื่อมและการประกอบ
เมื่อชิ้นส่วนอลูมิเนียมสำหรับยานยนต์ถูกตีขึ้นรูปและผ่านกระบวนการอบความร้อนแล้ว หลายชิ้นจำเป็นต้องนำมาเชื่อมต่อกันเพื่อสร้างโครงสร้างรถให้สมบูรณ์ การเข้าใจเกรดอลูมิเนียมที่สามารถเชื่อมได้และข้อจำกัดของแต่ละชนิด จะช่วยป้องกันความล้มเหลวในการประกอบที่ก่อให้เกิดค่าใช้จ่ายสูง และรับประกันความแข็งแรงของโครงสร้าง
ความสามารถในการเชื่อมของอลูมิเนียมที่ตีขึ้นรูปแตกต่างกันอย่างมากตามกลุ่มโลหะผสม:
- 6061 และ 6082: การเชื่อมได้ดีเยี่ยม—โลหะผสมเหล่านี้สามารถเชื่อมต่อได้โดยใช้กระบวนการ MIG และ TIG แบบทั่วไปร่วมกับลวดเชื่อมชนิด 4043 หรือ 5356 อย่างไรก็ตาม การเชื่อมจะทำให้เกิดโซนที่ได้รับผลกระทบจากความร้อน (HAZ) ซึ่งคุณสมบัติของวัสดุในสภาพ T6 จะลดลงอย่างมาก ตาม งานวิจัยด้านการเชื่อมของ Lincoln Electric อาจจำเป็นต้องทำการอบความร้อนหลังการเชื่อมเพื่อฟื้นฟูความแข็งแรงในงานประยุกต์ใช้งานที่สำคัญ
- 7075:การเชื่อมได้ไม่ดี—โลหะผสมนี้มีแนวโน้มที่จะเกิดรอยแตกร้าวขณะเชื่อมโดยเฉพาะเมื่อยังร้อน และโดยทั่วไปไม่ควรใช้วิธีการหลอมเพื่อเชื่อม การยึดติดด้วยสกรูหรือกาวจึงเป็นวิธีการต่อประกอบที่เหมาะสมกว่าสำหรับชิ้นส่วนอะลูมิเนียมอัลลอย 7075 ที่ขึ้นรูปแบบฟอร์จ
- 2024 และ 2014: การเชื่อมได้จำกัด—ถึงแม้จะสามารถเชื่อมได้ในทางเทคนิค แต่โลหะผสมที่มีทองแดงนี้มีความเสี่ยงต่อการเกิดรอยแตกร้าวขณะร้อน และมักต้องใช้ขั้นตอนพิเศษ งานประยุกต์ใช้งานในอุตสาหกรรมยานยนต์หลายประเภทจึงกำหนดให้ใช้วิธีการยึดติดด้วยสกรูแทน
- 5xxx Series: การเชื่อมได้ดีเยี่ยม—โลหะผสมที่ไม่สามารถขึ้นรูปด้วยความร้อนเหล่านี้สามารถเชื่อมได้อย่างง่ายดาย แม้ว่าจะพบได้น้อยในชิ้นส่วนยานยนต์อลูมิเนียมฟอร์จ เนื่องจากมีระดับความแข็งแรงที่ต่ำกว่า
เมื่อเชื่อมชิ้นส่วนอลูมิเนียมที่ผ่านการอบความร้อนได้อย่าง 6061-T6 หรือ 6082-T6 พื้นที่ที่ได้รับผลกระทบจากความร้อน (HAZ) อาจสูญเสียความต้านทานแรงดึงได้สูงถึง 40% การวิจัยของ Lincoln Electric เกี่ยวกับเทคโนโลยีควบคุมคลื่นขั้นสูงระบุว่า "การเปลี่ยนแปลงองค์ประกอบทางเคมีส่งผลอย่างมากต่อคุณสมบัติทางกายภาพของโลหะผสม" และสามารถออกแบบคลื่นการเชื่อมเฉพาะสำหรับโลหะผสมแต่ละชนิดเพื่อลดผลกระทบนี้
สำหรับการใช้งานโครงสร้างอลูมิเนียมที่สำคัญ ควรพิจารณากลยุทธ์กระบวนการดังต่อไปนี้:
- ลดปริมาณความร้อนให้น้อยที่สุด: ใช้กระบวนการเชื่อม MIG แบบพัลส์เพื่อลดปริมาณความร้อนที่ถ่ายเทไปยังโลหะฐานโดยรวม
- ออกแบบตำแหน่งการเชื่อม: จัดวางแนวเชื่อมให้ห่างจากบริเวณที่รับแรงเครียดสูงสุดเท่าที่เป็นไปได้
- กำหนดการบำบัดหลังการเชื่อม: สำหรับการใช้งานที่ต้องการการฟื้นฟูความแข็งแรงเต็มที่ ให้รวมขั้นตอนการอบละลายและอบแก่ตัวหลังการเชื่อม
- พิจารณาการต่อเชื่อมด้วยกลไก: สำหรับชิ้นส่วนโลหะผสมกลุ่ม 2xxx และ 7xxx ที่มีความแข็งแรงสูง การต่อเชื่อมด้วยสลักเกลียวหรือรีเว็ตมักให้ความน่าเชื่อถือที่เหนือกว่า
โครงสร้างยานยนต์ทันสมัยในปัจจุบันมักใช้การรวมจุดต่อแบบหล่อขึ้นด้วยอลูมิเนียมกับส่วนประกอบอลูมิเนียมที่เป็นแบบอัดรีดและแบบแผ่น การเลือกวิธีการต่อข้อสำหรับชิ้นส่วนเหล่านี้จำเป็นต้องพิจารกับเกรดและโลหะผสมที่แตกต่าง เช่น จุดยึดต่อแบบหล่อ 6082-T6 สำหรับระบบกันสะเทือน อาจต่อเข้ากับคานแบบอัดรีด 6063-T6 โดยใช้กาวร่วมกับหมุดที่สามารถเจาะและยึดในตัว (self-piercing rivets)
เมื่อเข้าใจพารามิเตอร์กระบวนการและการพิจารณาความสามารถในการเชื่อมแล้ว คำถามต่อที่สมเหตุสมควรคือ: อลูมิเนียมแบบหล่อเทียบกับวิธีการผลิตอื่นๆ สำหรับชิ้นส่วนเดียวกันจะต่างอย่างไร? การเปรียบเทียบนี้จะช่วยชี้ชัดเมื่อการหล่อสามารถให้มูลค่าที่เหนือกว่าอย่างแท้จริง

เปรียบเทียบการหล่อ การหลอม และการกลึงจากแท่งอลูมิเนียมในงานยานยนต์
คุณได้ศึกษาเกรดอลูมิเนียมที่ผ่านกระบวนการหล่อขึ้นรูปและพารามิเตอร์การผลิตที่สำคัญไปแล้ว แต่มีคำถามหนึ่งที่ผู้เชี่ยวชาญด้านจัดซื้อและวิศวกรมักพบเจออยู่บ่อยครั้ง นั่นคือ ส่วนประกอบนี้ควรจะต้องถูกหล่อขึ้นรูปตั้งแต่ต้นหรือไม่ การเข้าใจว่าเมื่อใดที่การหล่อขึ้นรูปให้คุณค่าที่เหนือกว่า เทียบกับการหล่อแบบทั่วไปหรือการกลึงจากแท่งโลหะ (billet machining) จะช่วยประหยัดต้นทุนได้อย่างมาก ในขณะที่ยังคงรับประกันประสิทธิภาพสูงสุด
ความจริงก็คือ แต่ละวิธีการผลิตมีอยู่เพราะสามารถแก้ปัญหาเฉพาะด้านได้ดีกว่าทางเลือกอื่น ๆ เมื่อเลือกวัสดุที่เหมาะสมสำหรับชิ้นส่วนตัวถังรถยนต์ ชิ้นส่วนระบบส่งกำลัง หรือองค์ประกอบของระบบกันสะเทือน กระบวนการผลิตมีความสำคัญเท่าเทียมกับเกรดของโลหะผสม มาดูกันว่าแนวทางทั้งสามวิธีนี้มีข้อเปรียบเทียบกันอย่างไร
การเปรียบเทียบประสิทธิภาพระหว่างวิธีการผลิตต่าง ๆ
ในความเป็นจริงแล้ว เกิดอะไรขึ้นภายในตัวโลหะในแต่ละกระบวนการ? ความแตกต่างเหล่านี้มีพื้นฐานที่สำคัญ และส่งผลโดยตรงต่อการใช้งานของแต่ละชิ้นส่วนในรถของคุณ
อลูมิเนียมหล่อ
ตามการวิจัยด้านการผลิตรถยนต์ การขึ้นรูปแบบฟอร์จจิ้งจะผลิตชิ้นส่วนโดย "การเปลี่ยนรูปร่างของโลหะที่ได้รับความร้อนด้วยแรงกด ซึ่งจะเปลี่ยนโครงสร้างภายในและเพิ่มความแข็งแรง" กระบวนการนี้ทำให้โครงสร้างเม็ดโลหะเรียงตัวกันอย่างเหมาะสม ส่งผลให้วัสดุมีความแข็งแรงมากกว่าวัสดุที่ผลิตด้วยวิธีหล่อ
กระบวนการฟอร์จจิ้งให้ข้อได้เปรียบหลายประการ:
- ความแข็งแรงทางกลที่เหนือกว่า: การเรียงตัวของโครงสร้างเม็ดโลหะทำให้ชิ้นส่วนที่ผ่านการฟอร์จจิ้งสามารถรองรับแรงได้มากกว่า
- ความต้านทานต่อการล้าตัวที่ดีขึ้น: สำคัญต่อชิ้นส่วนที่ต้องทนต่อแรงกระทำซ้ำๆ นับล้านครั้ง
- ข้อบกพร่องภายในน้อยมาก: กระบวนการอัดจะขจัดโพรงว่างและความพรุนที่พบได้ทั่วไปในชิ้นงานหล่อ
- ความเหนียวที่ยอดเยี่ยม: เหมาะสำหรับการใช้งานที่เสี่ยงต่อแรงกระแทก เช่น ล้อและชิ้นส่วนระบบกันสะเทือน
อลูมิเนียมหล่อ
การหล่อเป็นกระบวนการสร้างชิ้นส่วนโดยการเทอลูมิเนียมเหลวลงในแม่พิมพ์แล้วปล่อยให้แข็งตัว เมื่อ การวิเคราะห์การผลิต อธิบายว่า กระบวนการนี้ "ทำให้สามารถสร้างรูปทรงที่ซับซ้อนได้ผ่านการควบคุมการแข็งตัว" และมอบความยืดหยุ่นในด้านการออกแบบที่ไม่มีใครเทียบได้
เมื่อพิจารณาเกรดอลูมิเนียมหล่อและโลหะผสมอลูมิเนียมที่ใช้ในการหล่อตาย ควรพิจารณาลักษณะเหล่านี้:
- ความสามารถในการผลิตเรขาคณิตที่ซับซ้อน: สามารถผลิตช่องภายในที่ซับซ้อนและรายละเอียดที่ประณีตได้
- ต้นทุนแม่พิมพ์ที่ต่ำกว่าสำหรับชิ้นส่วนที่ซับซ้อน: แม่พิมพ์หล้อมักมีค่าใช้จ่ายต่ำกว่าแม่พิมพ์ขึ้นรูปสำหรับชิ้นส่วนที่มีความซับซ้อนเท่ากัน
- ความเสี่ยงจากความพรุน: ก๊าซที่ถูกกักอยู่อาจทำให้เกิดโพรงภายในที่ส่งผลต่อความแข็งแรง
- คุณสมบัติทางกลที่แปรผัน: ชิ้นส่วนหล่อจากโลหะผสมอลูมิเนียมมีความแปรปรวนของคุณสมบัติมากกว่าชิ้นส่วนที่ผ่านกระบวนการขึ้นรูปแบบโฟร์จ
งานวิจัยระบุว่า ความก้าวหน้าในกระบวนการหล่อแม่พิมพ์แรงดันสูงได้ปรับปรุงคุณภาพของชิ้นส่วนหล่อโลหะผสมอลูมิเนียมอย่างมาก "ทำให้สามารถผลิตชิ้นส่วนที่ทั้งเบาและทนทานได้" อย่างไรก็ตาม สำหรับการใช้งานที่เกี่ยวข้องกับความปลอดภัย การจำกัดโดยธรรมชาติของกระบวนการหล่อยังคงมีความเกี่ยวข้องอยู่
บิเล็ตอลูมิเนียม
การกลึงบิลเล็ตเริ่มต้นจากแท่งอลูมิเนียมแข็ง—ซึ่งโดยทั่วไปผ่านกระบวนการอัดรีดหรือรีด—แล้วนำวัสดุออกโดยใช้อุปกรณ์ CNC เพื่อสร้างรูปร่างสุดท้าย ตามที่ เอกสารของอุตสาหกรรม แนวทางนี้ "ช่วยให้ควบคุมความคลาดเคลื่อนได้อย่างแม่นยำ ทำให้เหมาะสำหรับชิ้นส่วนที่ต้องการสมรรถนะสูง"
ลักษณะสำคัญของบิลเล็ต ได้แก่:
- ความแม่นยำสูงสุด: การกลึงด้วยเครื่อง CNC สามารถควบคุมความคลาดเคลื่อนได้ดีกว่ากระบวนการหล่อและขึ้นรูปโดยตรง
- โครงสร้างเกรนที่สม่ำเสมอ: วัสดุตั้งต้นมีคุณสมบัติที่สม่ำเสมอตลอดทั้งชิ้น
- ของเสียจากวัสดุมีจำนวนมาก: มีการขึ้นรูปอลูมิเนียมออกเป็นจำนวนมาก ทำให้ต้นทุนวัสดุที่ใช้จริงเพิ่มสูงขึ้น
- ไม่ต้องลงทุนเครื่องมือ: การเปลี่ยนโปรแกรมแทนการปรับแก้แม่พิมพ์ทางกายภาพ
การเปรียบเทียบวิธีการผลิต
| เกณฑ์ | อลูมิเนียมหล่อ | อลูมิเนียมหล่อ | บิเล็ตอลูมิเนียม |
|---|---|---|---|
| ความแข็งแรง | สูงที่สุด—โครงสร้างเกรนมีการจัดเรียงกันอย่างเหมาะสม ทำให้คุณสมบัติเชิงกลสูงสุด | ต่ำกว่า—โครงสร้างเกรนไม่มีระเบียบ; ความพรุนอาจทำให้วัสดุอ่อนแอลง | สูง—วัสดุพื้นฐานมีความสม่ำเสมอ แต่การขึ้นรูปลดทอนการไหลของเกรนในทิศทางที่ต้องการ |
| การปรับแต่งน้ำหนัก | ยอดเยี่ยม—ความแข็งแรงช่วยให้สามารถใช้ผนังบางลงได้โดยยังคงรักษาระดับประสิทธิภาพ | ดี—รูปทรงที่ซับซ้อนช่วยให้สามารถวางวัสดุได้อย่างเหมาะสมที่สุด | ปานกลาง—จำกัดโดยรูปร่างของวัสดุตั้งต้นและข้อจำกัดของการขึ้นรูป |
| ค่าหน่วย | ปานกลางถึงสูง—ขึ้นอยู่กับระดับความซับซ้อนและปริมาณการผลิต | ต่ำสำหรับปริมาณมาก—ค่าเครื่องมือถูกรวมต้นทุนในชุดผลิตขนาดใหญ่ | สูง—ใช้เวลาเครื่องจักรและสูญเสียวัสดุต่อชิ้นงานมาก |
| การลงทุนในอุปกรณ์เครื่องมือ | สูง—แม่พิมพ์ขึ้นรูปแบบโฟร์จต้องลงทุนก่อนจำนวนมาก | ปานกลางถึงสูง—แตกต่างกันไปตามวิธีการหล่อและระดับความซับซ้อน | ต่ำ—การเขียนโปรแกรม CNC แทนการใช้แม่พิมพ์จริง |
| ความเหมาะสมกับปริมาณการผลิต | ปริมาณปานกลางถึงมาก—การลงทุนในแม่พิมพ์เหมาะกับการผลิตจำนวนมาก | ปริมาณมาก—การหล่อตายเหมาะสมอย่างยิ่งกับการผลิตจำนวนมาก | ปริมาณน้อย—เหมาะสำหรับต้นแบบและชิ้นส่วนเฉพาะทาง |
| ความซับซ้อนของการออกแบบ | ปานกลาง—จำกัดโดยการออกแบบแม่พิมพ์และการไหลของวัสดุ | สูง—สามารถสร้างช่องภายในและรายละเอียดซับซ้อนได้ | สูงมาก—เกือบทุกเรขาคณิตที่เครื่องมือ CNC เข้าถึงได้ |
| การประยุกต์ใช้งานในรถยนต์โดยทั่วไป | แขนกันโคลง, ล้อ, ก้านต่อ, ข้อเหวี่ยงพวงมาลัย | ฝาครอบเครื่องยนต์, ฝาครอบเกียร์, ท่อไอดี | ชิ้นส่วนต้นแบบ, ชิ้นส่วนสมรรถนะปริมาณต่ำ, จุดยึดแบบกำหนดเอง |
เมื่อการตีขึ้นรูปให้คุณค่าที่เหนือกว่า
จากการเปรียบเทียบตามที่กล่าวมาข้างต้น แล้วในกรณีใดการตีขึ้นรูปจึงกลายเป็นทางเลือกที่ดีที่สุด? เกณฑ์การตัดสินใจจะชัดเจนขึ้นทันทีที่คุณเข้าใจความต้องการที่แท้จริงของแต่ละการใช้งาน
เลือกการตีขึ้นรูปเมื่อ:
- ต้องการความต้านทานการล้าอย่างสูง: ชิ้นส่วนที่ต้องรับแรงซ้ำๆ เช่น แขนกันโคลง ล้อ และก้านต่อ จะได้รับประโยชน์สูงสุดจากโครงสร้างเกรนที่เรียงตัวอย่างต่อเนื่องของการตีขึ้นรูป การวิจัยยืนยันว่าชิ้นส่วนที่ตีขึ้นรูป "มักมีความต้านทานการล้าและความเหนียวที่ดีกว่า" ทำให้ "เหมาะสมอย่างยิ่งสำหรับยานพาหนะที่เน้นสมรรถนะ"
- ต้องการอัตราส่วนความแข็งแรงต่อน้ำหนักสูงสุด: ในบรรดาโลหะที่ใช้ในตัวถังรถยนต์และโครงสร้างต่าง ๆ อลูมิเนียมที่ผ่านกระบวนการหล่อขึ้นรูป (forged aluminum) มีความแข็งแรงสูงสุดในขณะที่มีน้ำหนักเบาสุด เมื่อทุกกรัมมีผลต่อสมรรถนะหรือประสิทธิภาพ การหล่อขึ้นรูปก็ถือเป็นทางเลือกที่คุ้มค่าแม้จะมีต้นทุนสูงกว่า
- ปริมาณการผลิตที่เพียงพอช่วยให้สามารถลงทุนทำแม่พิมพ์ได้: สำหรับปริมาณการผลิตรายปีที่เกินหลายพันหน่วย การลงทุนในแม่พิมพ์หล่อขึ้นรูปสามารถคืนทุนได้อย่างมีประสิทธิภาพ แต่หากต่ำกว่าเกณฑ์นี้ การกลึงจากแท่งวัสดุ (billet machining) อาจคุ้มค่ากว่า แม้ต้นทุนต่อชิ้นจะสูงกว่าก็ตาม
- การใช้งานที่เกี่ยวข้องกับความปลอดภัยต้องการความน่าเชื่อถือ: การไม่มีรูพรุนภายในในชิ้นงานที่ผ่านการหล่อขึ้นรูป ทำให้มั่นใจได้ในระดับที่ชิ้นงานหล่อทั่วไปไม่สามารถเทียบเคียงได้ สำหรับชิ้นส่วนที่หากเกิดความล้มเหลวจะมีผลกระทบรุนแรง คุณภาพที่สม่ำเสมอของชิ้นงานหล่อขึ้นรูปช่วยลดความเสี่ยงได้
พิจารณาทางเลือกอื่นเมื่อ:
- ต้องการรูปทรงเรขาคณิตภายในที่ซับซ้อน: การหล่อสามารถสร้างช่องทางและห้องต่าง ๆ ได้ ซึ่งกระบวนการหล่อขึ้นรูปทำไม่ได้ ตัวอย่างเช่น บล็อกเครื่องยนต์และฝาครอบเกียร์ ที่แสดงให้เห็นว่าการออกแบบที่ยืดหยุ่นของงานหล่อมีความจำเป็นอย่างยิ่ง
- ปริมาณการผลิตสูงมาก: สำหรับชิ้นส่วนที่ผลิตจำนวนมากหลายล้านชิ้นต่อปี เศรษฐกิจต่อหน่วยของกระบวนการฉีดขึ้นรูปแบบไดซ์แคสติ้งจะมีความน่าสนใจมาก แม้ว่าความแข็งแรงจะต่ำกว่า
- การผลิตต้นแบบหรือปริมาณน้อย การกลึงจากแท่งบิลเล็ตไม่จำเป็นต้องลงทุนทำแม่พิมพ์เลย ทำให้เหมาะอย่างยิ่งสำหรับชิ้นส่วนพัฒนาหรือการใช้งานเฉพาะทางที่มีปริมาณต่ำกว่าเกณฑ์ที่เหมาะสมสำหรับการหลอมขึ้นรูป
- พื้นผิวที่มีความสวยงามถือเป็นสิ่งสำคัญอันดับแรก พื้นผิวที่หล่อและกลึงมักต้องการการตกแต่งขั้นสุดท้ายน้อยกว่าเมื่อเปรียบเทียบกับพื้นผิวที่ขึ้นรูปโดยการตีขึ้นรูป สำหรับการใช้งานเชิงประดับ
อุตสาหกรรมยานยนต์ในการเลือกวัสดุสำหรับตัวถังรถยนต์สะท้อนการแลกเปลี่ยนเหล่านี้เพิ่มมากขึ้น โดยโหนดโครงสร้างที่รับแรงสูงมักใช้อะลูมิเนียมที่ตีขึ้นรูป ขณะที่ฮาวสซิ่งที่มีความซับซ้อนจะอาศัยเทคนิคการหล่อขั้นสูง และโครงการต้นแบบจะใช้การกลึงจากแท่งบิลเล็ตเพื่อเร่งการพัฒนา
การเข้าใจว่าเมื่อใดที่การตีขึ้นรูปให้ผลลัพธ์ที่ดีกว่าวิธีอื่น จะช่วยให้คุณกำหนดกระบวนการที่เหมาะสมได้อย่างถูกต้องตั้งแต่เริ่มต้น แต่แม้มีความรู้นี้ การเลือกเกรดผิดพลาดก็ยังเกิดขึ้นได้ — และการรู้วิธีหลีกเลี่ยงข้อผิดพลาดเหล่านั้น หรือรู้วิธีแทนที่เกรดเมื่อจำเป็น สามารถป้องกันปัญหาการผลิตที่สูญเสียค่าใช้จ่ายได้
แนวทางปฏิบัติที่ดีที่สุดสำหรับการแทนที่และคัดเลือกเกรด
แม้จะมีความรู้อย่างสมบูรณ์แบบเกี่ยวกับคุณสมบัติของโลหะผสมอลูมิเนียมและพารามิเตอร์การตีขึ้นรูป แต่การผลิตจริงก็ยังมีความท้าทายที่ไม่คาดคิด ความผิดปกติของห่วงโซ่อุปทาน ปัญหาการจัดหายาทพ์ หรือแรงกดดันด้านต้นทุน บางครั้งทำให้วิศวกรต้องพิจารณาทางเลือกอื่นนอกเหนือจากเกรดอลูมิเนียมที่ต้องการ การรู้ว่าการแทนที่เกรดใดบ้างที่ใช้ได้ผล — และเกรดใดที่ก่อให้เกิดปัญหา — คือสิ่งที่แยกแยะโครงการที่ประสบความสำเร็จออกจากความล้มเหลวที่สูญเสียค่าใช้จ่าย
นอกเหนือจากสถานการณ์ที่ต้องเปลี่ยนเกรดแล้ว ความผิดพลาดในการเลือกเกรดมักเกิดขึ้นเพียงเพราะวิศวกรนำแนวคิดการออกแบบเหล็กมาใช้กับโครงสร้างอลูมิเนียม การเข้าใจข้อผิดพลาดทั่วไปเหล่านี้จะช่วยให้คุณหลีกเลี่ยงงานแก้ไขใหม่ที่มีค่าใช้จ่ายสูงและป้องกันการล้มเหลวของชิ้นส่วนก่อนที่จะเกิดขึ้น
แนวทางการแทนที่เกรด
เมื่ออัลลอยด์อลูมิเนียมที่คุณระบุไม่สามารถหาได้ อย่าพยายามหยิบตัวเลือกถัดไปจากรายการโดยพลการ เกรดอลูมิเนียมแต่ละชนิดมีพฤติกรรมแตกต่างกันภายใต้กระบวนการขึ้นรูปแบบปลอมแปลง การอบความร้อน และสภาวะการใช้งาน การแทนที่ที่ประสบความสำเร็จจำเป็นต้องเลือกให้ตรงกับข้อกำหนดด้านประสิทธิภาพที่สำคัญที่สุด โดยยอมรับผลแลกเปลี่ยนในลักษณะรอง
ต่อไปนี้คือคู่เกรดการแทนที่ที่พิสูจน์แล้วสำหรับเกรดอลูมิเนียมที่ใช้กันทั่วไปในอุตสาหกรรมยานยนต์:
- 6082 → 6061: การแทนที่ที่พบบ่อยที่สุดในงานปั้นชิ้นส่วนยานยนต์ โดยทั่วไปจะมีความแข็งแรงต่อการครากต่ำกว่าเล็กน้อย (ประมาณลดลง 5-10%) และสมรรถนะการทนต่อการเหนื่อยล้าลดลงบางส่วนในสภาพแวดล้อมที่กัดกร่อน ทั้งสองโลหะผสมมีความสามารถในการเชื่อมและทนต่อการกัดกร่อนได้ดีเยี่ยม เหมาะสำหรับใช้ในชิ้นส่วนระบบกันสะเทือนและโครงสร้างส่วนใหญ่ที่ระบุให้ใช้ 6082 เป็นหลักเนื่องจากเหตุผลด้านการจัดหา มากกว่าข้อได้เปรียบด้านความแข็งแรงเพียงเล็กน้อย
- 6061 → 6082: ใช้งานได้ดีเมื่อวัสดุมีพร้อม — 6082 ให้ความแข็งแรงที่ดีกว่าเล็กน้อย ไม่มีการลดทอนคุณสมบัติอย่างมีนัยสำคัญ แม้ว่าราคาของ 6082 อาจสูงกว่าขึ้นอยู่กับการจัดหาย่านภูมิภาค โดยทั่วไปห่วงโซ่อุปทานในยุโรปมักนิยมใช้ 6082 ขณะที่แหล่งจัดหาในอเมริกาเหนือมักมี 6061 พร้อมใช้งานมากกว่า
- 7075 → 7050: ทั้งสองชนิดให้ความแข็งแรงสูงมาก แต่ 7050 มีความต้านทานการแตกร้าวจากความเครียดและค่าความเหนียวที่ดีกว่า การเปลี่ยนแปลงนี้มักถือเป็นการอัปเกรด ไม่ใช่การลดข้อกำหนด โดยคาดหวังว่าจะได้ความแข็งแรงสูงสุดในระดับใกล้เคียงกันหรือต่ำกว่าเล็กน้อย แต่มีความเหนียวต่อการแตกหักที่ดีขึ้น
- 7075 → 2024: ใช้ด้วยความระมัดระวัง—ถึงแม้ว่าทั้งสองจะเป็นโลหะผสมที่มีความแข็งแรงสูง แต่คุณสมบัติโดยรวมของพวกเขานั้นแตกต่างกันอย่างมาก 2024 ให้ความต้านทานการล้าได้ดีเยี่ยม แต่มีความแข็งแรงสูงสุดต่ำกว่า 7075 เหมาะสำหรับกรณีที่การออกแบบเน้นการรับแรงซ้ำๆ เป็นหลัก แต่ไม่เหมาะเมื่อต้องการความแข็งแรงสถิตสูงสุด
- 2024 → 2014: ทั้งสองเป็นโลหะผสมที่มีส่วนประกอบของทองแดง และมีลักษณะในการขึ้นรูปแบบฟอร์จที่คล้ายกัน 2014 มีความสามารถในการฟอร์จที่ดีกว่าเล็กน้อย โดยยังคงรักษาระดับความแข็งแรงที่เทียบเคียงได้ สามารถใช้แทนกันได้ในแอปพลิเคชันระบบส่งกำลังส่วนใหญ่ ที่เดิมระบุให้ใช้ 2024
- 6061 → 5083: โดยทั่วไปไม่แนะนำสำหรับชิ้นส่วนที่ผ่านกระบวนการตีขึ้นรูป เนื่องจากแม้ว่า 5083 จะมีคุณสมบัติต้านทานการกัดกร่อนได้ดีเยี่ยม แต่ไม่สามารถทำให้แข็งแรงขึ้นด้วยความร้อนได้ และไม่สามารถบรรลุระดับความแข็งแรงเทียบเท่ากับ 6061-T6 ได้ ควรพิจารณาใช้วัสดุทดแทนนี้เฉพาะงานที่ไม่ใช่โครงสร้างหลัก ซึ่งความต้องการเรื่องการต้านทานการกัดกร่อนมีความสำคัญมากกว่าความต้องการด้านความแข็งแรง
เมื่อพิจารณาการเปลี่ยนวัสดุใดๆ ควรตรวจสอบให้แน่ใจว่าวัสดุทางเลือกนั้นสามารถตอบสนองข้อกำหนดทั้งหมดที่สำคัญ รวมถึงความเข้ากันได้ของอุณหภูมิในการตีขึ้นรูป การตอบสนองต่อการอบความร้อน และข้อกำหนดอื่นๆ ที่เกี่ยวข้องกับการประกอบในขั้นตอนถัดไป เช่น ความสามารถในการเชื่อม วัสดุเกรดหนึ่งๆ ที่เหมาะสมทางด้านโลหะวิทยา อาจยังล้มเหลวได้หากอุปกรณ์การผลิตของคุณไม่สามารถประมวลผลวัสดุนั้นได้อย่างถูกต้อง
หลีกเลี่ยงข้อผิดพลาดทั่วไปในการเลือก
ตาม คำแนะนำด้านวิศวกรรมจาก Lincoln Electric หนึ่งในข้อผิดพลาดที่พบบ่อยที่สุดในการออกแบบอลูมิเนียม คือ การเลือกโลหะผสมที่มีความแข็งแรงสูงสุดที่มีอยู่ โดยไม่พิจารณาปัจจัยอื่นที่สำคัญ ตามที่เอกสารทางเทคนิคของบริษัทระบุไว้ว่า: "บ่อยครั้งที่นักออกแบบจะเลือกโลหะผสมที่มีความแข็งแรงสูงที่สุดเท่าที่มีอยู่ ซึ่งเป็นแนวทางการออกแบบที่ไม่ดี เนื่องจากหลายเหตุผล"
เหตุใดการเลือกโลหะผสมอลูมิเนียมที่แข็งแรงสุดบางครั้งกลับให้ผลย้อนกลับ?
- การโก้งวัดมักเป็นตัวกำหนดการออกแบบ ไม่ใช่ความแข็งแรง: โมดูลัสยืดหยุ่นของโลหะผสมอลูมิเนียมส่วนใหญ่—ไม่ว่าอ่อนหรือแข็งแรง—มีค่าโดยประมาณเท่าเทียม (ประมาณหนึ่งในสามของเหล็ก) หากข้อจำกัดที่สำคัญของชิ้นส่วนคือความแข็งแทนความต้านทานต่อการคราก การจ่ายเงินเพิ่มเพื่อใช้ 7075 แทน 6061 จะไม่ให้ประโยชน์ใดเพิ่ม
- โลหะผสมที่มีความแข็งแรงสูงจำนวนมากไม่สามารถเชื่อม: งานวิจัยของ Lincoln Electric ชี้ชัดว่า "โลหะผสมอลูมิเนียมที่แข็งแรงสุดหลายคนไม่สามารถเชื่อมด้วยเทคนิคทั่วทั่ว" การระบุใช้ 7075 สำหรับชิ้นส่วนที่จำเป็นต้องเชื่อมเข้ากับชิ้นงานขนาดใหญ่จะสร้างปัญหาในการผลิตเป็นไปไม่ได้ เอกสารระบุชัดว่า 7075 "ไม่ควรเชื่อมเลยสำหรับการใช้งานเชิงโครงสร้าง"
- คุณสมบัติในโซนเชื่อมต่างจากวัสดูพื้นฐาน: แม้แต่กับเกรดที่สามารถเชื่อมได้อย่าง 6061 ก็ตาม "รอยเชื่อมจะมีความแข็งแรงเท่ากับวัสดุต้นฉบับได้เพียงเล็กน้อยมาก" การออกแบบโดยอิงคุณสมบัติของวัสดุฐานแบบ T6 โดยไม่คำนึงถึงการเสื่อมสภาพในเขตที่ได้รับผลกระทบจากความร้อน จะนำไปสู่การระบุขนาดรอยเชื่อมที่เล็กเกินไป และอาจทำให้เกิดความล้มเหลวได้
ต่อไปนี้คือข้อผิดพลาดในการเลือกวัสดุเพิ่มเติมที่ควรหลีกเลี่ยง:
- การระบุวัสดุที่ผ่านกระบวนการแข็งตัวด้วยความเครียดสำหรับชิ้นส่วนที่ต้องเชื่อม: สำหรับโลหะผสมที่ไม่สามารถทำให้แข็งด้วยความร้อน (1xxx, 3xxx, 5xxx) การเชื่อมจะทำหน้าที่เหมือนการอบอ่อนในพื้นที่เฉพาะ "ไม่ว่าจะเริ่มต้นที่สภาวะใด สภาพสมบัติในเขตที่ได้รับผลกระทบจากความร้อน (HAZ) จะกลายเป็นวัสดุที่ผ่านการอบอ่อน (O temper) เท่านั้น" การวิจัยยืนยันว่า การซื้อวัสดุที่ผ่านการแข็งตัวด้วยความเครียดซึ่งมีราคาแพงมาใช้ในการเชื่อมนั้นเป็นการสิ้นเปลืองเงินโดยใช่เหตุ เพราะเขต HAZ จะกลับสู่สภาพที่ถูกอบอ่อนอยู่ดีไม่ว่าจะใช้วัสดุเริ่มต้นแบบใด
- การไม่คำนึงถึงความต้องการในการบำบัดหลังการเชื่อม: โลหะผสมที่สามารถชุบแข็งด้วยความร้อนได้ เช่น 6061-T6 จะเกิดการลดลงอย่างมากของความแข็งแรงในเขตเชื่อม การวิจัยแสดงให้เห็นว่า "ความต้านทานแรงดึงขั้นต่ำหลังการเชื่อมที่ 24 ksi" เมื่อเทียบกับ "40 ksi" สำหรับวัสดุฐาน T6 ซึ่งหมายถึงการลดลงถึง 40% การไม่ระบุขั้นตอนการอบร้อนหลังการเชื่อมเมื่อจำเป็นต้องฟื้นฟูความแข็งแรง จะส่งผลให้ความสมบูรณ์ทางโครงสร้างลดลง
- เพิกเฉยต่อความไวต่อการกัดกร่อนภายใต้แรงเครียด: โลหะผสมกลุ่ม 7xxx ที่มีความแข็งแรงสูงในสภาพ T6 อาจมีความไวต่อการแตกร้าวจากแรงเครียดและสารกัดกร่อนได้ การระบุใช้ 7075-T6 สำหรับชิ้นส่วนที่สัมผัสกับความชื้นและรับแรงต่อเนื่อง โดยไม่พิจารณาสภาพ T73 หรือ T76 นั้น เสี่ยงต่อการล้มเหลวเร็วกว่ากำหนดในการใช้งานจริง
- สับสนระหว่างโลหะผสมสำหรับงานหล่อ กับ โลหะผสมสำหรับงานตีขึ้นรูป: บางข้อกำหนดระบุเกรดอลูมิเนียมสำหรับงานหล่อโดยผิดพลาด ในขณะที่ต้องการชิ้นส่วนงานตีขึ้นรูป A356 และ A380 เป็นโลหะผสมสำหรับงานฉีดขึ้นรูปที่ดีเยี่ยม แต่ไม่เหมาะสำหรับงานตีขึ้นรูป เพราะองค์ประกอบทางเคมีของพวกมันถูกออกแบบมาเพื่อความไหลตัวได้ดีในสถานะหลอมเหลว ไม่ใช่สำหรับการเปลี่ยนรูปร่างในสถานะของแข็ง
ทำงานร่วมกับพันธมิตรผู้ผลิตชิ้นส่วนตีขึ้นรูปที่ได้รับการรับรอง
ความท้าทายในการเลือกเกรดต่าง ๆ จะกลายเป็นเรื่องที่จัดการได้ง่ายขึ้น เมื่อคุณทำงานร่วมกับผู้จัดจำหน่ายชิ้นส่วนปั๊มขึ้นรูปที่มีประสบการณ์และเข้าใจข้อกำหนดของอุตสาหกรรมยานยนต์ โลหะผสมพิเศษสำหรับการใช้งานในยานยนต์มักต้องการการควบคุมกระบวนการอย่างแม่นยำ ซึ่งสามารถจัดหาได้อย่างสม่ำเสมอจากผู้ผลิตที่มีความชำนาญเท่านั้น
เมื่อพิจารณาเลือกผู้ร่วมธุรกิจด้านการปั๊มขึ้นรูป ควรพิจารณาศักยภาพในการสนับสนุนทางวิศวกรรมของพวกเขาด้วย พวกเขาสามารถให้คำแนะนำเกี่ยวกับการเลือกเกรดที่เหมาะสมที่สุดสำหรับชิ้นส่วนเฉพาะของคุณได้หรือไม่? พวกเขามีประสบการณ์เกี่ยวกับสภาพของโลหะ (tempers) และการบำบัดหลังการปั๊ม (post-forge treatments) ที่จำเป็นสำหรับการใช้งานของคุณหรือไม่? ผู้ผลิตที่ได้รับการรับรองมาตรฐาน IATF 16949 เช่น เส้าอี้ มีระบบคุณภาพและความเชี่ยวชาญทางเทคนิคที่ช่วยให้การตัดสินใจเลือกเกรดสามารถแปลงเป็นชิ้นส่วนผลิตภัณฑ์ที่มีความน่าเชื่อถือในกระบวนการผลิตได้
ขีดความสามารถในการทำต้นแบบอย่างรวดเร็วของพวกเขา ซึ่งสามารถส่งมอบชิ้นส่วนเบื้องต้นได้ในเวลาเพียง 10 วัน ช่วยให้คุณสามารถตรวจสอบและยืนยันการเลือกเกรดวัสดุก่อนที่จะลงทุนเครื่องมือสำหรับการผลิตจำนวนมาก สำหรับชิ้นส่วนต่างๆ เช่น แขนแขวนและเพลาขับ ซึ่งคุณภาพของอลูมิเนียมมีผลโดยตรงต่อความปลอดภัยของรถ การมีพันธมิตรทางวิศวกรรมที่เข้าใจทั้งด้านโลหะวิทยาและข้อกำหนดเฉพาะของอุตสาหกรรมยานยนต์ ถือเป็นประโยชน์อย่างยิ่ง
การผสานรวมความรู้ในการเลือกเกรดวัสดุที่เหมาะสมกับความร่วมมือกับผู้ผลิตที่มีคุณสมบัติครบถ้วน ถือเป็นรากฐานสำคัญสำหรับโครงการอลูมิเนียมขึ้นรูปที่ประสบความสำเร็จ เมื่อมีปัจจัยเหล่านี้พร้อมแล้ว คุณจะสามารถตัดสินใจเลือกวัสดุขั้นสุดท้ายได้อย่างมีประสิทธิภาพ โดยคำนึงถึงสมดุลระหว่างข้อกำหนดด้านสมรรถนะ ข้อจำกัดในการผลิต และต้นทุน
การเลือกเกรดอลูมิเนียมขึ้นรูปที่เหมาะสมสำหรับการใช้งานของคุณ
คุณได้สำรวจภาพรวมทั้งหมดของเกรดอะลูมิเนียมหล่อสำหรับรถยนต์แล้ว—ตั้งแต่การเข้าใจรหัสชุดโลหะผสม ไปจนถึงการจับคู่เกรดเฉพาะกับข้อกำหนดของชิ้นส่วน การพิจารณาเรื่องการอบความร้อน และพารามิเตอร์การผลิต แต่คุณจะนำความรู้ทั้งหมดนี้มารวมกันเพื่อตัดสินใจอย่างเป็นรูปธรรมได้อย่างไร? มาสรุปแนวทางสำคัญที่จะเปลี่ยนความเข้าใจทางเทคนิคให้กลายเป็นผลลัพธ์ที่ประสบความสำเร็จในการจัดซื้อจัดจ้างกัน
ไม่ว่าคุณจะกำลังระบุข้อกำหนดอะลูมิเนียมสำหรับรถยนต์ในโครงการยานยนต์ใหม่ หรือปรับปรุงห่วงโซ่อุปทานที่มีอยู่ การเลือกเกรดควรดำเนินตามลำดับอย่างมีเหตุผล การทำตามลำดับที่ถูกต้องจะช่วยป้องกันข้อผิดพลาดที่อาจเกิดค่าใช้จ่ายสูง และรับประกันว่าชิ้นส่วนอะลูมิเนียมสำหรับยานยนต์ของคุณจะสามารถทำงานได้ตามประสิทธิภาพที่ยานพาหนะของคุณต้องการ
ประเด็นสำคัญสำหรับการเลือกเกรด
หลังจากพิจารณาตัวเลือกอะลูมิเนียมสำหรับรถยนต์ครบทุกด้าน พบว่ามีหลายปัจจัยในการตัดสินใจที่ส่งผลต่อความสำเร็จอย่างสม่ำเสมอ
- เริ่มต้นจากข้อกำหนดด้านแรงเครียด ไม่ใช่ความชอบในวัสดุ: กำหนดสิ่งที่ชิ้นส่วนของคุณต้องเผชิญจริง ๆ ว่าเป็นแรงคงที่ ความล้าจากวงจรซ้ำ ๆ แรงกระแทก หรือการรวมกันของปัจจัยเหล่านี้ เช่น แขนระบบกันสะเทือนที่ต้องรับแรงจากรถวิ่งบนถนนหลายล้านครั้ง ย่อมต้องการคุณสมบัติที่แตกต่างจากข้อต่อที่รับเฉพาะแรงคงที่ ให้เลือกกลุ่มโลหะผสมให้สอดคล้องกับความต้องการในโลกความเป็นจริง: 6xxx สำหรับประสิทธิภาพที่สมดุล, 7xxx สำหรับความแข็งแรงสูงสุด และ 2xxx สำหรับความต้านทานการล้าได้ดีเยี่ยม
- พิจารณาปริมาณการผลิตตั้งแต่เนิ่น ๆ: ด้านเศรษฐศาสตร์ของการหล่อขึ้นรูปเหมาะกับปริมาณการผลิตระดับกลางถึงสูง โดยที่ต้นทุนแม่พิมพ์สามารถเบิกถอนได้อย่างมีประสิทธิภาพ สำหรับปริมาณการผลิตที่ต่ำกว่าหลายพันชิ้นต่อปี ควรตรวจสอบให้แน่ใจว่าการหล่อขึ้นรูปยังคงมีต้นทุนที่แข่งขันได้เมื่อเทียบกับทางเลือกการกลึงจากวัตถุดิบรูปทรงแท่ง การผลิตจำนวนมากจะได้รับประโยชน์สูงสุดจากการหล่อขึ้นรูป ซึ่งให้ทั้งคุณสมบัติที่เหนือกว่าและกระบวนการผลิตที่มีประสิทธิภาพ
- คำนึงถึงกระบวนการขั้นตอนถัดไป: หากชิ้นส่วนของคุณต้องใช้การเชื่อมเข้ากับชิ้นส่วนประกอบขนาดใหญ่ ข้อกำหนดเพียงข้อนี้จะทำให้ตระกูลโลหะผสมบางกลุ่มหมดสิทธิ์จากการพิจารณา ควรระบุ 6061 หรือ 6082 เมื่อความสามารถในการเชื่อมมีความสำคัญ; หลีกเลี่ยง 7075 สำหรับการใช้งานเชิงโครงสร้างที่ต้องเชื่อม เช่นเดียวกัน ให้พิจารณาความต้องการในการกลึงหลังการตีขึ้นรูป—สภาพเนื้อวัสดุ T651 ให้ความมั่นคงด้านมิติที่การกลึงความแม่นยำต้องการ
- ประเมินต้นทุนรวม ไม่ใช่แค่ราคาวัสดุเท่านั้น: อลูมิเนียมที่ถูกที่สุดสำหรับรถยนต์ไม่ได้หมายความว่าจะเป็นทางเลือกที่ประหยัดที่สุดเสมอไป โลหะผสมเกรดพรีเมียมที่สามารถทำผนังบางลง ลดขั้นตอนการตกแต่งผิว หรือทำให้การอบความร้อนง่ายขึ้น อาจทำให้ต้นทุนชิ้นส่วนรวมต่ำกว่าเกรดที่ถูกกว่าแต่ต้องผ่านกระบวนการเพิ่มเติม การคำนวณภาพรวมทั้งหมดก่อนกำหนดข้อกำหนดสุดท้าย
- สร้างความยืดหยุ่นให้ห่วงโซ่อุปทาน: ระบุเกรดที่สามารถใช้ทดแทนได้ก่อนเริ่มการผลิต การรู้ว่า 6061 สามารถใช้แทน 6082 ได้ หรือ 7050 เป็นทางเลือกที่ดีกว่าจาก 7075 จะช่วยให้คุณมีตัวเลือกเมื่อเกิดปัญหาการจัดหาสินค้า ควรจัดทำเอกสารเกรดทางเลือกเหล่านี้ไว้ในข้อกำหนด เพื่อให้ทีมจัดซื้อสามารถตอบสนองต่อการเปลี่ยนแปลงด้านการมีอยู่ของวัสดุได้อย่างรวดเร็ว
หลักการคัดเลือกที่สำคัญที่สุด: เลือกโลหะผสมที่เหมาะสมที่สุดกับข้อกำหนดด้านประสิทธิภาพจริงของชิ้นส่วนของคุณ—ไม่ใช่ตัวเลือกที่แข็งแรงที่สุดที่มีอยู่ การระบุข้อกำหนดที่สูงเกินไปจะทำให้สิ้นเปลืองเงิน และอาจก่อให้เกิดปัญหาในการผลิต ในขณะที่การระบุข้อกำหนดต่ำเกินไปเสี่ยงต่อความล้มเหลวในการใช้งานจริง ซึ่งอาจส่งผลเสียต่อทั้งยานพาหนะและชื่อเสียง
การทำงานร่วมกันเพื่อความสำเร็จในการผลิตชิ้นส่วนอุตสาหกรรมยานยนต์แบบหล่อขึ้นรูป
นี่คือความจริงที่วิศวกรทุกคนที่มีประสบการณ์เข้าใจดี: แม้การเลือกเกรดที่สมบูรณ์แบบก็ไม่มีความหมายใดๆ หากไม่มีพันธมิตรด้านการผลิตที่สามารถดำเนินการได้อย่างสม่ำเสมอ ช่องว่างระหว่างข้อกำหนดวัสดุกับชิ้นส่วนที่มีคุณภาพ จำเป็นต้องอาศัยความเชี่ยวชาญที่เฉพาะผู้ผลิตชิ้นส่วนแบบหล่อขึ้นรูปที่มีคุณสมบัติเหมาะสมเท่านั้นที่สามารถเติมเต็มได้
เมื่ออลูมิเนียมที่ใช้ในรถยนต์ต้องตอบสนองมาตรฐานประสิทธิภาพที่เข้มงวด การเลือกผู้จัดจำหน่ายจึงมีความสำคัญเท่ากับการเลือกชนิดของโลหะผสม ตาม แนวทางอุตสาหกรรมในการประเมินผู้จัดจำหน่ายชิ้นส่วนปั๊มขึ้นรูป มีสามปัจจัยที่สำคัญที่สุด ได้แก่ การรับรองและการควบคุมคุณภาพ ศักยภาพการผลิตและอุปกรณ์ และมาตรฐานการควบคุมคุณภาพที่เข้มงวด
โดยเฉพาะสำหรับการประยุกต์ใช้งานในอุตสาหกรรมยานยนต์ การรับรอง IATF 16949 แสดงให้เห็นว่าผู้จัดจำหน่ายได้นำระบบการจัดการคุณภาพที่อุตสาหกรรมยานยนต์กำหนดมาใช้แล้ว การรับรองนี้—ซึ่งพัฒนามาจาก ISO 9001 โดยเพิ่มข้อกำหนดเฉพาะสำหรับอุตสาหกรรมยานยนต์—เป็นการยืนยันว่าผู้ผลิตมีความเข้าใจในเรื่องความสามารถในการตรวจสอบย้อนกลับ การควบคุมกระบวนการ และการปรับปรุงอย่างต่อเนื่อง ในระดับที่โครงการยานพาหนะของคุณต้องการ
นอกจากการรับรองแล้ว ควรประเมินศักยภาพเชิงปฏิบัติที่สามารถแปลงข้อกำหนดทางเทคนิคให้กลายเป็นชิ้นส่วนได้:
- การสนับสนุนทางวิศวกรรม: ผู้จัดจำหน่ายสามารถให้คำแนะนำเกี่ยวกับการเลือกเกรดที่เหมาะสมที่สุดสำหรับเรขาคณิตและเงื่อนไขการรับน้ำหนักเฉพาะของคุณหรือไม่? พวกเขาเข้าใจผลของการบำบัดความร้อนและสามารถแนะนำการตั้งค่าอุณหภูมิที่เหมาะสมหรือไม่?
- ความเร็วในการทำต้นแบบ: ระยะเวลาการพัฒนารถยนต์ในยุคปัจจุบันต้องการการปรับปรุงอย่างรวดเร็ว คู่ค้าที่เสนอการตีขึ้นต้นแบบในช่วงเวลาอันสั้น—บางรายสามารถทำในระยะสั้นถึง 10 วัน—ช่วยให้สามารถยืนยันการออกแบบก่อนที่จะทุ่มเทลงทุนในแม่พิมพ์การผลิต
- ความเชี่ยวเชี่ยวทางด้านส่วนประกอบ: ผู้จัดจำหน่ายที่มีประสบการณ์ที่สามารถแสดงได้ในประเภทส่วนประกอบของคุณ—ไม่ว่าเป็นแขนกันสะเทือน เพลาขับ หรือโหนดโครงสร้าง—จะนำความรู้เฉพาะการใช้งานที่บริษัทตีขึ้นทั่วทั่วมักไม่มี
- โครงสร้างพื้นความควบคุมคุณภาพ: เทคโนโลยีการตรวจสอบขั้นสูง การตรวจสอบระหว่างกระบวนการ และระบบที่มีเอกสารอย่างครบถ้วน รับประกันว่าทุกส่วนประกอบจะตรงตามข้อกำหนด อ้างอิงวัสดุที่เน้นว่าผู้จัดจำหน่ายชั้นนำจะลงทุนในเครื่องวัดพิกัด (CMM) อุปกรณ์ทดสอบแบบไม่ทำลาย (NDT) และความสามารถในการวิเคราะ้วัสดุ
สำหรับวิศวกรและผู้เชี่ยวชาญด้านการจัดซื้อที่กำลังมองหาชิ้นส่วนรถยนต์อลูมิเนียมเพื่อการผลิต Shaoyi (Ningbo) Metal Technology เป็นตัวอย่างโปรไฟล์ของคู่ค้าที่โครงการประสบความสำเร็จต้องการ ใบรับรอง IATF 16949 ของพวกเขาแสดงถึงระบบคุณภาพระดับอุตสาหกรรมยานยนต์ ในขณะที่ทีมวิศวกรภายในองค์กรให้คำแนะนำทางเทคนิคที่ช่วยแปลงการตัดสินใจเลือกวัสดุให้กลายเป็นข้อกำหนดที่พร้อมสำหรับการผลิต ตั้งอยู่ใกล้ท่าเรือนิงโบท พวกเขามีความสามารถในการทำต้นแบบอย่างรวดเร็ว โดยสามารถจัดหาชิ้นส่วนเบื้องต้นได้ภายใน 10 วัน รวมกับขีดความสามารถในการผลิตจำนวนมากสำหรับโครงการที่มีความพร้อมเต็มที่
ความเชี่ยวชาญที่แสดงให้เห็นในชิ้นส่วนยานยนต์จากอลูมิเนียมที่ต้องการคุณภาพสูง เช่น แขนโช้คอัพ และเพลาขับ สะท้อนถึงความรู้เฉพาะด้านของชิ้นส่วน ซึ่งทำให้คำแนะนำในการเลือกเกรดสามารถนำไปปฏิบัติได้จริง เมื่อข้อกำหนดเรียกร้องให้ใช้แขนควบคุมเกรด 6082-T6 หรือชิ้นส่วนสมรรถนะสูงเกรด 7075-T6 การมีพันธมิตรด้านการผลิตที่เข้าใจทั้งด้านโลหะวิทยาและข้อกำหนดด้านคุณภาพของอุตสาหกรรมยานยนต์ จะช่วยให้มั่นใจได้ว่าการเลือกวัสดุจะนำไปสู่ชิ้นส่วนที่มีความน่าเชื่อถือ
เส้นทางจากข้อกำหนดของโลหะผสมไปสู่สมรรถนะของยานพาหนะนั้นผ่านกระบวนการผลิตเป็นหลัก การรวมความรู้ในการเลือกเกรดที่คุณได้เรียนรู้จากคู่มือนี้ เข้ากับพันธมิตรการปั้นที่ได้รับการรับรองและมีความมุ่งมั่นด้านคุณภาพเท่าเทียมกัน จะช่วยวางตำแหน่งโครงการยานยนต์ของคุณให้ประสบความสำเร็จ—สามารถส่งมอบทั้งความแข็งแรง การลดน้ำหนัก และความน่าเชื่อถือ ซึ่งเป็นสิ่งที่ยานยนต์ยุคใหม่ต้องการจากชิ้นส่วนอลูมิเนียมที่ผ่านกระบวนการปั้น
คำถามที่พบบ่อยเกี่ยวกับเกรดอลูมิเนียมปั้นสำหรับรถยนต์
1. มีกี่เกรดของอลูมิเนียมที่ใช้ในการปั้น?
อลูมิเนียมเกรดที่นิยมใช้ในการหล่อชิ้นส่วนยานยนต์มากที่สุด ได้แก่ 6061, 6063, 6082 จากซีรีส์ 6000 และ 7075 จากซีรีส์ 7000 ซึ่งโลหะผสมซีรีส์ 6xxx มีคุณสมบัติการขึ้นรูปได้ดี ทนต่อการกัดกร่อน และมีความแข็งแรงสมดุล ทำให้เหมาะสำหรับใช้ในชิ้นส่วนแขนกันโคลงและล้อ ในขณะที่ซีรีส์ 7xxx มีความแข็งแรงสูงพิเศษ เหมาะกับชิ้นส่วนที่ต้องการสมรรถนะสูง นอกจากนี้ ซีรีส์ 2xxx อย่าง 2024 และ 2014 มีความต้านทานการเหนื่อยล้าได้ดีเยี่ยม จึงเหมาะกับชิ้นส่วนระบบส่งกำลัง เช่น ลูกสูบและก้านสูบ ผู้ผลิตที่ได้รับการรับรองมาตรฐาน IATF 16949 เช่น Shaoyi สามารถให้คำแนะนำในการเลือกเกรดที่เหมาะสมที่สุดตามข้อกำหนดของชิ้นส่วนนั้นๆ
2. รถยนต์ใช้อลูมิเนียมเกรดอะไรบ้าง?
การใช้งานด้านยานยนต์ใช้อลูมิเนียมหลายเกรดขึ้นอยู่กับความต้องการของชิ้นส่วน เกรดที่พบบ่อย ได้แก่ 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 และ 2024 โดยเฉพาะในชิ้นส่วนที่ผ่านกระบวนการหล่อขึ้นรูป (forged) เกรด 6082-T6 เป็นที่นิยมในงานระบบกันสะเทือนและโครงถังในยุโรป เนื่องจากมีสมรรถนะการต้านทานการล้าตัวได้ดีเยี่ยมในสภาพแวดล้อมที่กัดกร่อน ส่วนเกรด 6061-T6 ยังคงเป็นที่นิยมในอเมริกาเหนือเนื่องจากเชื่อมติดได้ง่าย สำหรับการใช้งานที่ต้องการสมรรถนะสูง มักกำหนดให้ใช้ 7075-T6 เพื่อให้ได้อัตราส่วนความแข็งแรงต่อน้ำหนักสูงสุด ในขณะที่ 2024-T6 มีจุดเด่นในชิ้นส่วนระบบส่งกำลังที่ต้องรับภาระ cyclic loading
3. อลูมิเนียมเกรด 5052 หรือ 6061 แข็งแรงกว่ากัน?
อลูมิเนียม 6061 มีความแข็งแรงสูงกว่า 5052 อย่างชัดเจน โดยในสภาพ T6 อลูมิเนียม 6061 จะมีความต้านทานแรงดึงประมาณ 310 เมกะพาสกาล เทียบกับ 5052 ที่ประมาณ 220 เมกะพาสกาล อย่างไรก็ตาม ความแข็งแรงไม่ใช่ทุกสิ่ง—5052 มีความต้านทานการกัดกร่อนที่ดีกว่า และสามารถขึ้นรูปได้ดีกว่า เนื่องจากเป็นโลหะผสมที่ไม่สามารถทำให้แข็งด้วยความร้อนได้ สำหรับชิ้นส่วนยานยนต์แบบหล่อขึ้นรูปที่ต้องการความแข็งแรงของโครงสร้างแล้ว 6061-T6 จะได้รับความนิยมมากกว่า เพราะสามารถทำให้แข็งด้วยความร้อนเพื่อให้ได้ระดับความแข็งแรงสูง ซึ่งจำเป็นสำหรับชิ้นส่วนเช่น แขนกันโคลง ล้อ และโครงแชสซี
4. ต่างกันอย่างไรระหว่างล้ออลูมิเนียมแบบหล่อขึ้นรูปกับล้ออลูมิเนียมแบบหล่อธรรมดา
ล้ออะลูมิเนียมแบบปลอมขึ้นรูปถูกสร้างโดยอัดอะลูมิเนียมที่ได้ให้ร้อนภายใต้ความดันสูง ทำให้โครงสร้างเม็ดผลึกเรียงชิดแน่น ทำให้มีความแข็งแรงและความต้านทานต่อการล้าที่ดีเยี่ยม ขณะที่ล้อแบบหล่อถูกผลิตโดยเทโลหะอะลูมิเนียมเหลวลงในแม่พิมพ์ ทำให้เกิดโครงสร้างเม็ดผลึกแบบสุ่มและอาจมีรูพรุน ล้อแบบปลอมทั่วทั่งมีน้ำหนักเบากว่าล้อแบบหล่อประมาณ 15-30% ขณะยังคงมีความต้านทานต่อแรงกระแทกและความทนทานที่ดีกว่า สำารยานยนต์สมรรถนะสูง ล้ออะลูมิเนียมแบบปลอมเกรด 6061-T6 หรือ 7075-T6 ให้ความแข็งแรงต่อน้ำหนักที่ล้อแบบหล่อไม่สามารถเทียบได้
5. ฉันควรเลือกเกรดอะลูมิเนียมที่เหมาะสมสำหรับการปลอมชิ้นส่วนยานยนต์อย่างไร?
เริ่มต้นด้วยการกำหนดข้อกำหนดแรงเครียดที่แท้จริงของชิ้นส่วน — เช่น แรงคงที่ ความล้าจากแรงซ้ำๆ หรือแรงกระแทก สำหรับการใช้งานเชิงโครงสร้างที่ต้องการความสมดุล อลูมิเนียมกลุ่ม 6xxx เช่น 6082-T6 หรือ 6061-T6 มีประสิทธิภาพยอดเยี่ยม เมื่อต้องการความแข็งแรงสูงสุด ให้เลือกใช้ 7075-T6 สำหรับชิ้นส่วนระบบส่งกำลังที่ต้องการความต้านทานต่อการล้าได้ดีเป็นพิเศษ ควรพิจารณา 2024-T6 รวมถึงปัจจัยด้านความสามารถในการเชื่อม (โลหะผสมกลุ่ม 6xxx เชื่อมได้ดี ในขณะที่ 7075 ไม่เหมาะต่อการเชื่อม) ปริมาณการผลิต และข้อกำหนดด้านการอบความร้อน การทำงานร่วมกับพันธมิตรผู้เชี่ยวชาญด้านการหล่อขึ้นรูปอย่าง Shaoyi ซึ่งมีบริการต้นแบบอย่างรวดเร็วและได้รับการรับรองตามมาตรฐาน IATF 16949 จะช่วยยืนยันการเลือกเกรดวัสดุได้อย่างแม่นยำ ก่อนดำเนินการผลิตแม่พิมพ์