 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

ความลับของโลหะสำหรับเครื่องจักร CNC: สิ่งที่ผู้ผลิตชิ้นส่วนโลหะอยากทราบก่อนเริ่มงาน
CNC สำหรับการแปรรูปโลหะ หมายถึงอะไรกันแน่
ลองนึกภาพว่าคุณกำลังสั่งให้เครื่องจักรตัดโลหะด้วยความแม่นยำเทียบเท่าช่างฝีมือระดับมาสเตอร์—แต่ทำผ่านรหัสโปรแกรมแทนที่จะใช้ทักษะการปฏิบัติด้วยมือโดยตรง นี่คือสิ่งที่การกลึงโลหะด้วยเครื่อง CNC มอบให้จริงๆ เครื่อง CNC จะเปลี่ยนวัตถุดิบโลหะให้กลายเป็นชิ้นส่วนสำเร็จรูป โดยปฏิบัติตามคำสั่งดิจิทัลที่แม่นยำอย่างยิ่ง ซึ่งช่วยตัดปัญหาการคาดเดาและข้อผิดพลาดจากมนุษย์ที่เคยเป็นลักษณะเด่นของการแปรรูปโลหะในอดีต
CNC ย่อมาจาก Computer Numerical Control , และเทคโนโลยีนี้ถือเป็นหนึ่งในการก้าวกระโดดที่สำคัญที่สุดในประวัติศาสตร์การผลิต แทนที่จะควบคุมเครื่องมือตัดด้วยมือบนชิ้นงานตามแบบดั้งเดิม ผู้ปฏิบัติงานจะเขียนโปรแกรมให้เครื่อง CNC ดำเนินการเคลื่อนที่ต่างๆ ซ้ำได้อย่างแม่นยำ ซึ่งความสามารถนี้มนุษย์ไม่สามารถทำได้ด้วยตนเอง
จากเครื่องกลึงแบบใช้มือ ไปสู่ความแม่นยำแบบดิจิทัล
ก่อนที่เทคโนโลยี CNC จะเกิดขึ้น ช่างกลไกต้องใช้เวลาหลายปีในการพัฒนาความจำของกล้ามเนื้อและสัญชาตญาณที่จำเป็นสำหรับการควบคุมเครื่องกลึงและเครื่องมิลลิ่งแบบแมนนวล การตัดแต่ละครั้งขึ้นอยู่กับทักษะของผู้ปฏิบัติงาน และการผลิตชิ้นส่วนที่เหมือนกันทุกชิ้นจำเป็นต้องอาศัยแม่พิมพ์ (jigs), อุปกรณ์ยึดจับ (fixtures) และความเชี่ยวชาญระดับสูง เครื่องกลึงควบคุมด้วยระบบคอมพิวเตอร์เชิงตัวเลข (CNC lathe) ได้เปลี่ยนแปลงทุกอย่างไปโดยการจัดเก็บคำสั่งการเคลื่อนไหวไว้ในรูปแบบดิจิทัล ทำให้เครื่องจักรสามารถทำซ้ำการดำเนินการที่ซับซ้อนได้อย่างไม่สิ้นสุด
การเปลี่ยนผ่านครั้งนี้ไม่เพียงแต่เพิ่มความแม่นยำเท่านั้น แต่ยังทำให้การแปรรูปโลหะด้วยความแม่นยำกลายเป็นเรื่องที่เข้าถึงได้สำหรับทุกคน (democratized precision metalworking) ปัจจุบัน เครื่อง CNC ที่เขียนโปรแกรมได้ดีสามารถผลิตชิ้นส่วนที่เมื่อไม่กี่ทศวรรษก่อนหน้านี้จำเป็นต้องอาศัยทักษะระดับมาสเตอร์เท่านั้น
การปฏิวัติการขึ้นรูปโลหะด้วยระบบควบคุมด้วยคอมพิวเตอร์
โดยพื้นฐานแล้ว ระบบ CNC สำหรับงานโลหะทุกระบบประกอบด้วยส่วนประกอบหลักสี่ส่วนที่ทำงานร่วมกัน
- ระบบควบคุมด้วยคอมพิวเตอร์: สมองของระบบ ซึ่งทำหน้าที่ตีความคำสั่งที่เขียนโปรแกรมไว้และประสานการเคลื่อนไหวทั้งหมดของเครื่องจักร
- เครื่องมือตัด: ปลายตัดแบบ end mill, ดอกสว่าน และเครื่องมือตัดพิเศษต่าง ๆ ที่ทำหน้าที่ตัดวัสดุออกจากชิ้นงานจริง
- อุปกรณ์ยึดจับชิ้นงาน: อุปกรณ์ยึดจับ เช่น แคลมป์และฟิกซ์เจอร์ ที่ใช้ยึดวัสดุโลหะขณะดำเนินการกัดขึ้นรูป
- ชิ้นงานโลหะ: วัตถุดิบที่จะถูกเปลี่ยนรูปให้กลายเป็นชิ้นส่วนสำเร็จรูปของคุณ
องค์ประกอบเหล่านี้สื่อสารกันผ่านภาษาโปรแกรม G-code ซึ่งอาจฟังดูน่ากลัว แต่ทำงานตามหลักการที่เรียบง่ายมาก ลองนึกภาพ G-code ว่าเป็นคำสั่งนำทางแบบ GPS สำหรับเครื่องมือตัดของคุณ คำสั่งเช่น "G01 X2.0 Y1.5 F10" เพียงแค่บอกให้เครื่องเคลื่อนที่เป็นเส้นตรงไปยังพิกัดที่ระบุไว้ด้วยความเร็วคงที่หนึ่งค่า ซอฟต์แวร์ CAM สมัยใหม่สามารถสร้างรหัสเหล่านี้โดยอัตโนมัติจากแบบจำลอง 3 มิติของคุณ ดังนั้นคุณจึงแทบไม่จำเป็นต้องเขียนโค้ดด้วยตนเองเลย
การอธิบายเทคโนโลยี CNC สำหรับงานขึ้นรูปโลหะอย่างละเอียด
สิ่งที่ทำให้เครื่อง CNC แตกต่างจากอุปกรณ์อัตโนมัติชนิดอื่น คือความสามารถในการตีความข้อมูลเชิงตัวเลขและแปลงข้อมูลเหล่านั้นให้กลายเป็นการเคลื่อนไหวทางกายภาพที่แม่นยำ เมื่อมีผู้กล่าวถึงเครื่อง CMC ในการสนทนาทั่วไป พวกเขาโดยทั่วไปหมายถึงเทคโนโลยีเดียวกันนี้ — แม้คำศัพท์จะแตกต่างกันไป แต่หลักการพื้นฐานยังคงเหมือนเดิม
เครื่อง CNC แบบทันสมัยสามารถบรรลุความแม่นยำในการจัดตำแหน่งภายใน 0.0001 นิ้ว — ซึ่งเทียบได้กับประมาณ 1/700 ของความหนาเส้นผมมนุษย์ ทำให้เกิดความแม่นยำที่ก่อนหน้านี้ไม่สามารถทำได้นอกห้องปฏิบัติการเฉพาะทาง
ความสามารถนี้อธิบายว่าทำไมการกลึงโลหะด้วย CNC จึงกลายเป็นสิ่งจำเป็นอย่างยิ่งในอุตสาหกรรมต่าง ๆ ที่ต้องการความคลาดเคลื่อนที่แคบมาก ไม่ว่าคุณจะผลิตชิ้นส่วนสำหรับอากาศยานหรือชิ้นส่วนยานยนต์แบบกำหนดเอง การเข้าใจหลักการพื้นฐานเหล่านี้จะช่วยเตรียมความพร้อมให้คุณตัดสินใจอย่างมีข้อมูลเกี่ยวกับอุปกรณ์ วัสดุ และกระบวนการ
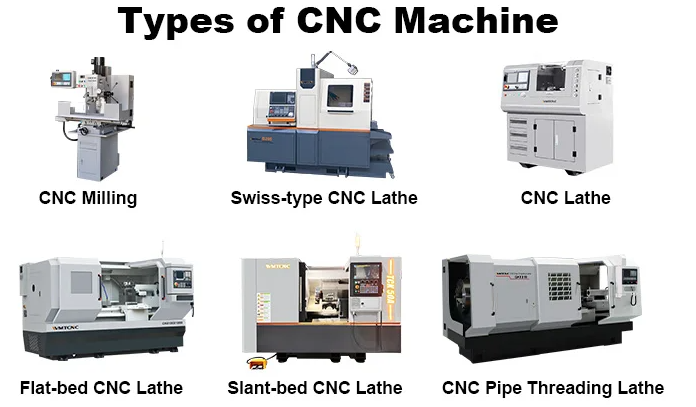
เปรียบเทียบประเภทของเครื่อง CNC สำหรับการขึ้นรูปโลหะ
ไม่ใช่ทุกเครื่อง CNC จะสามารถประมวลผลโลหะได้ในแบบเดียวกัน การเลือกใช้เครื่องชนิดที่ไม่เหมาะสมกับโครงการของคุณอาจนำไปสู่การสูญเสียเวลา ผลลัพธ์ที่ไม่เป็นไปตามมาตรฐาน และความผิดหวัง แล้วคุณจะเลือกเครื่องมือที่เหมาะสมกับความต้องการด้านการแปรรูปโลหะของคุณได้อย่างไร? การเข้าใจความแตกต่างพื้นฐานระหว่างเครื่อง CNC แบบกัด (milling machines) เครื่องกลึง (lathes) เครื่องรูเตอร์ (routers) และระบบตัด (cutting systems) จะเป็นพื้นฐานสำคัญที่ช่วยให้คุณตัดสินใจได้อย่างชาญฉลาดตั้งแต่วันแรก
แต่ละหมวดหมู่ของเครื่องจักรมีจุดเด่นในงานเฉพาะด้าน ตัวอย่างเช่น เครื่องกัด CNC ที่สามารถผลิตผิวโค้งสามมิติได้อย่างสมบูรณ์แบบ อาจไม่เหมาะสมเลยสำหรับการตัดแผ่นโลหะในปริมาณมาก ในขณะที่เครื่องตัดพลาสม่าที่สามารถตัดแผ่นเหล็กหนาได้อย่างรวดเร็ว ก็ไม่สามารถบรรลุความแม่นยำสูงตามข้อกำหนดสำหรับชิ้นส่วนที่ต้องการความละเอียดสูงได้ ดังนั้น มาดูกันว่าเครื่องแต่ละประเภทนั้นให้ผลลัพธ์อะไรกันแน่
เครื่องกัดเทียบกับเครื่องรูเตอร์สำหรับโครงการโลหะ
เมื่อ ผู้ผลิตชิ้นส่วนอภิปรายเกี่ยวกับเครื่องกัด CNC โดยทั่วไปแล้ว พวกเขาหมายถึงเครื่องจักรที่ออกแบบมาเพื่อขจัดวัสดุด้วยเครื่องมือตัดที่หมุนและเจาะลึกลงไปในชิ้นงานโลหะ รวมทั้งเคลื่อนที่ผ่านผิวชิ้นงานเหล่านั้น เครื่องจักรประเภทนี้มีความสามารถโดดเด่นในการสร้างรูปทรงเรขาคณิตสามมิติที่ซับซ้อนด้วยความแม่นยำสูงมาก เครื่องกัด CNC คุณภาพดีสามารถรักษาระดับความคลาดเคลื่อน (tolerance) ได้ดีกว่าวิธีการตัดแผ่นโลหะทั่วไปอย่างเห็นได้ชัด
เครื่อง CNC แบบรูเตอร์ (CNC routers) นั้น ให้ความสำคัญกับขนาดของพื้นที่ทำงาน (work envelope) มากกว่าความแข็งแกร่งโดยรวมของโครงสร้าง ในทางปฏิบัติ คุณจะพบว่าเครื่องเหล่านี้ใช้สำหรับการประมวลผลวัสดุแผ่นขนาดใหญ่ เช่น แผ่นป้าย ชิ้นส่วนของตู้ครอบคลุม หรือชิ้นงานโลหะสำหรับงานสถาปัตยกรรม แม้ว่าเครื่องรูเตอร์จะสามารถตัดอลูมิเนียมและโลหะชนิดอ่อนอื่นๆ ได้อย่างมีประสิทธิภาพ แต่โดยทั่วไปแล้วเครื่องเหล่านี้ขาดความแข็งแกร่งเชิงโครงสร้างที่จำเป็นสำหรับการตัดอย่างรุนแรงในเหล็กหรือโลหะผสมที่แข็งกว่า
นี่คือวิธีคิดที่เป็นรูปธรรม: หากชิ้นส่วนของคุณต้องการการกัดร่องลึก (intricate pockets) การเจาะรูที่แม่นยำ (precision bores) หรือการขึ้นรูปหลายด้าน (multi-sided machining) เครื่อง CNC milling จะเป็นทางเลือกหลักของคุณ แต่หากคุณต้องการตัดรูปร่างแบนราบจากวัสดุแผ่น (sheet material) บนพื้นที่ขนาดใหญ่ เครื่องรูเตอร์อาจตอบโจทย์คุณได้ดีกว่า
เมื่อกระบวนการตัดแบบลบ (Subtractive) พบกับการตัดด้วยความร้อน (Thermal Cutting)
นอกเหนือจากกระบวนการตัดแบบดั้งเดิมที่สร้างเศษชิ้นงาน (chip-making) แล้ว เทคโนโลยีเครื่องตัด CNC ยังรวมถึงวิธีการตัดแบบความร้อน (thermal) และแบบกัด (abrasive) ซึ่งช่วยขยายทางเลือกของคุณอย่างมากสำหรับงานวัสดุแผ่น (sheet) และวัสดุแผ่นหนา (plate) โดยเครื่องตัดพลาสม่า (plasma cutters) เครื่องตัดด้วยเลเซอร์ (laser cutters) และเครื่องตัดด้วยเจ็ทน้ำ (waterjet machines) แต่ละชนิดมีข้อได้เปรียบเฉพาะตัวในการผลิตชิ้นส่วนโลหะ
การตัดด้วยพลาสม่าใช้ลำของก๊าซที่ถูกทำให้เป็นไอออนด้วยไฟฟ้าเพื่อละลายผ่านโลหะที่นำไฟฟ้าได้ด้วยความเร็วที่น่าทึ่ง วิธีนี้มีต้นทุนต่ำเมื่อใช้กับแผ่นเหล็กที่หนา แต่จะเกิดโซนที่ได้รับผลกระทบจากความร้อน (heat-affected zone) ซึ่งอาจจำเป็นต้องผ่านกระบวนการรองเพิ่มเติม ขณะที่การตัดด้วยเลเซอร์ให้คุณภาพขอบที่เหนือกว่าและสามารถทำงานรายละเอียดที่ซับซ้อนได้ อย่างไรก็ตาม ความหนาของวัสดุที่สามารถตัดได้มีข้อจำกัดขึ้นอยู่กับกำลังของเลเซอร์
เครื่องตัดด้วยเจ็ทน้ำใช้วิธีการที่แตกต่างโดยสิ้นเชิง—โดยใช้น้ำภายใต้แรงดันสูงผสมกับผงกรานเนต (garnet) ที่มีฤทธิ์กัดกร่อน เพื่อทำให้วัสดุแทบทุกชนิดสึกกร่อนไป ด้วยเหตุที่ไม่มีความร้อนเข้ามาเกี่ยวข้อง การตัดด้วยเจ็ทน้ำจึงขจัดปัญหาการบิดงอจากความร้อน (thermal distortion) ได้อย่างสิ้นเชิง จึงเหมาะอย่างยิ่งสำหรับโลหะผสมที่ไวต่อความร้อน หรืองานที่ต้องรักษาคุณสมบัติเดิมของวัสดุไว้ให้ครบถ้วน
การจับคู่ประเภทเครื่องจักรกับการใช้งานโลหะ
เครื่องกลึง CNC จัดอยู่ในหมวดหมู่ของตนเองโดยสิ้นเชิง ซึ่งออกแบบมาโดยเฉพาะสำหรับชิ้นส่วนทรงกระบอกและชิ้นส่วนที่มีการหมุน ขณะที่เครื่องกัด (mills) และเครื่องรูเตอร์ (routers) จะเคลื่อนตัวของอุปกรณ์ตัดรอบชิ้นงานที่คงที่อยู่ เครื่องกลึงจะหมุนชิ้นงานเองเทียบกับอุปกรณ์ตัดที่อยู่นิ่งหรือเคลื่อนที่ได้ ตัวอย่างชิ้นส่วนที่มักใช้เครื่องกลึง ได้แก่ เพลา ปลอก (bushings) ชิ้นส่วนเกลียว และชิ้นส่วนใดๆ ที่มีความสมมาตรแบบหมุน
สำหรับเรขาคณิตที่ซับซ้อนซึ่งต้องการการขึ้นรูปจากหลายมุม การขึ้นรูปแบบ 5 แกน (5 axis machining) จะเปลี่ยนแปลงขอบเขตของสิ่งที่เป็นไปได้ ระบบขั้นสูงเหล่านี้ช่วยให้อุปกรณ์ตัดสามารถเข้าใกล้ชิ้นงานจากทุกทิศทางเกือบทั้งหมด ทำให้สามารถขึ้นรูปบริเวณที่ถูกบัง (undercuts) มุมประกอบ (compound angles) และรูปร่างแบบออร์แกนิก (organic shapes) ซึ่งหากใช้เครื่องจักรแบบง่ายกว่าจะต้องจัดตั้งค่า (setup) หลายครั้ง
| ประเภทเครื่องจักร | โลหะทั่วไป | ระดับความแม่นยำ | ความเร็ว | ความจุความหนา | เหมาะที่สุดสำหรับงานประเภท |
|---|---|---|---|---|---|
| เครื่องกัด CNC | โลหะทุกชนิดที่สามารถกลึงได้ | ±0.0005 นิ้ว ถึง ±0.005 นิ้ว | ปานกลาง | จำกัดด้วยพื้นที่ทำงาน (work envelope) | รูปทรงสามมิติ (3D contours), ชิ้นส่วนความแม่นยำสูง, แม่พิมพ์ |
| Cnc router | อลูมิเนียม, ทองเหลือง, โลหะชนิดนุ่ม | ±0.005" ถึง ±0.015" | เร็วสำหรับรูปแบบสองมิติ (2D profiles) | สูงสุดประมาณ 1 นิ้ว โดยทั่วไป | ชิ้นงานแบนขนาดใหญ่, ป้ายโฆษณา, แผง |
| เครื่องกลึง CNC | โลหะทุกชนิดที่สามารถกลึงได้ | ±0.0005" ถึง ±0.002" | สูงสำหรับชิ้นส่วนทรงกระบอก | จำกัดโดยความจุของหัวจับ/แท่งวัสดุ | เพลา บุชชิ่ง ชิ้นส่วนที่มีเกลียว |
| เครื่องตัดพลาสมา | โลหะที่นำไฟฟ้าได้ โลหะกล้า | ±0.015 นิ้ว ถึง ±0.030 นิ้ว | เร็วมาก | เหล็กได้สูงสุดถึง 2 นิ้วขึ้นไป | การตัดแผ่นหนา การทำงานด้านโครงสร้าง |
| เครื่องตัดเลเซอร์ | เหล็ก สแตนเลส อลูมิเนียม | ±0.005" ถึง ±0.010" | เร็วสำหรับวัสดุบาง | เหล็กหนาได้ถึง 1 นิ้ว โดยทั่วไป | งานรูปแบบละเอียด งานแผ่นบาง |
| เจ็ทน้ำ | โลหะทุกชนิด รวมถึงโลหะที่ผ่านการชุบแข็งแล้ว | ±0.003" ถึง ±0.010" | ช้ากว่ากระบวนการตัดด้วยความร้อน | สามารถทำได้สูงสุดถึง 8 นิ้วขึ้นไป | โลหะที่ไวต่อความร้อน วัสดุที่มีความหนา |
การเข้าใจความแตกต่างเหล่านี้จะช่วยให้คุณหลีกเลี่ยงข้อผิดพลาดทั่วไปที่เกิดจากการบังคับให้เครื่องกัด (milling machine) ทำงานในภาระงานที่เหมาะสมกว่าสำหรับเทคโนโลยีอื่น ๆ แต่ละแพลตฟอร์มถูกออกแบบและปรับแต่งทางวิศวกรรมมาอย่างยาวนานหลายทศวรรษ เพื่อให้เหมาะสมกับกลยุทธ์การตัดวัสดุเฉพาะทาง — การจับคู่การใช้งานของคุณกับหมวดหมู่ที่ถูกต้อง จะช่วยวางรากฐานความสำเร็จให้กับโครงการของคุณตั้งแต่ก่อนที่คุณจะนำชิ้นงานมาติดตั้งบนเครื่อง
วัสดุโลหะและความเข้ากันได้กับเครื่อง CNC อธิบายอย่างละเอียด
คุณได้เลือกประเภทเครื่องจักรที่เหมาะสมแล้ว — แต่คุณเคยพิจารณาหรือไม่ว่าจะเกิดอะไรขึ้นเมื่อปลายเครื่องมือตัดนั้นสัมผัสกับโลหะที่คุณเลือก? ความเข้ากันได้ของวัสดุคือจุดที่ผู้ผลิตชิ้นส่วนจำนวนมากประสบปัญหาอุปสรรคที่ไม่คาดคิด โลหะแต่ละชนิดมีพฤติกรรมที่แตกต่างกันอย่างมากภายใต้สภาวะการกลึง และการเข้าใจพฤติกรรมเหล่านี้ก่อนเริ่มการตัดจะช่วยประหยัดทั้งเวลาและต้นทุนในการเปลี่ยนเครื่องมือ
ความจริงก็คือ เครื่อง CNC สำหรับงานโลหะทุกเครื่องไม่สามารถประมวลผลวัสดุทั้งหมดได้อย่างเท่าเทียมกัน บางชนิดของโลหะที่ใช้ในการกลึงด้วย CNC จำเป็นต้องใช้เครื่องจักรที่มีความแข็งแรงสูงเป็นพิเศษ อุปกรณ์ตัดเฉพาะทาง หรือกลยุทธ์การตัดที่เหมาะสมเพื่อให้ได้ผลลัพธ์ที่ยอมรับได้ ลองมาสำรวจกันว่า โลหะแต่ละชนิดที่นิยมใช้ทั่วไปมีลักษณะเฉพาะอย่างไร และควรดำเนินการอย่างไรจึงจะประสบความสำเร็จ
อลูมิเนียมและคุณสมบัติที่เอื้อต่อการกลึง
เมื่อคุณกำลังมองหาวัสดุที่ง่ายที่สุดในการตัด อลูมิเนียมถือเป็นตัวเลือกอันดับหนึ่ง เครื่อง CNC สำหรับงานอลูมิเนียมสามารถทำงานที่ความเร็วสูงได้ เนื่องจากความนุ่มของอลูมิเนียมช่วยให้สามารถขจัดวัสดุออกได้อย่างรวดเร็วโดยไม่ทำให้เครื่องมือสึกหรอมากเกินไป ตามที่ผู้เชี่ยวชาญด้านการผลิตจาก Hubs ระบุไว้ โลหะผสมอลูมิเนียมมีอัตราส่วนความแข็งแรงต่อน้ำหนักที่ยอดเยี่ยม ควบคู่ไปกับความสามารถในการนำความร้อนและไฟฟ้าได้สูง จึงจัดเป็นทางเลือกที่ประหยัดที่สุดทั้งสำหรับชิ้นส่วนต้นแบบและชิ้นส่วนสำหรับการผลิตจริง
ประเด็นสำคัญที่ควรพิจารณาเมื่อกลึงอลูมิเนียม ได้แก่:
- การขจัดเศษชิ้นงาน: ความนุ่มของอลูมิเนียมทำให้เกิดเศษโลหะที่ยาวและเป็นเส้น ซึ่งอาจพันรอบเครื่องมือตัดและอุดตันร่องนำเศษโลหะ (flutes) — ดังนั้นการระบายเศษโลหะอย่างเหมาะสม รวมถึงการใช้อากาศแรงสูงหรือสารหล่อเย็นจึงมีความจำเป็นอย่างยิ่ง
- ขอบที่เกิดจากการสะสม (Built-up Edge): วัสดุอาจเชื่อมติดกับขอบคมของเครื่องมือตัดที่อุณหภูมิสูง จึงจำเป็นต้องใช้เครื่องมือที่คมและปรับความเร็วในการตัดให้เหมาะสม
- ความไวต่อสภาพผิว: วัสดุที่นุ่มจะแสดงรอยเครื่องมือได้อย่างชัดเจน ทำให้อัตราการป้อน (feed rate) และเรขาคณิตของเครื่องมือมีความสำคัญอย่างยิ่งต่อชิ้นส่วนที่ต้องการคุณภาพผิว
- ความแตกต่างของโลหะผสม: 6061 มีความสามารถในการกลึงได้ดีมากในภาพรวม ขณะที่ 7075 สามารถผ่านกระบวนการอบความร้อนเพื่อเพิ่มความแข็งแรงให้ใกล้เคียงกับเหล็ก
สำหรับเครื่อง CNC ส่วนใหญ่ที่ใช้กับโลหะ อลูมิเนียมถือเป็นจุดเริ่มต้นที่เหมาะที่สุดในการฝึกฝนทักษะและตรวจสอบโปรแกรมก่อนจะเปลี่ยนไปใช้วัสดุที่ท้าทายยิ่งขึ้น
เกรดของเหล็กและความท้าทายในการผลิตด้วยเครื่อง CNC
เหล็กนำมาซึ่งความต้องการที่แตกต่างออกไป ซึ่งเป็นปัจจัยที่แยกอุปกรณ์ระดับงานอดิเรกออกจากเครื่องจักรที่ออกแบบมาเพื่อการขึ้นรูปโลหะอย่างจริงจัง เครื่อง CNC สำหรับงานเหล็กจำเป็นต้องมีความแข็งแกร่ง (rigidity) สูงกว่าเครื่องที่ออกแบบมาเป็นหลักสำหรับงานอลูมิเนียมอย่างมาก แรงตัดที่เพิ่มขึ้นเมื่อขึ้นรูปเหล็กอาจทำให้โครงสร้างที่เบากว่าเกิดการโก่งตัว ส่งผลให้เกิดการสั่นสะเทือน (chatter) พื้นผิวงานไม่เรียบ และความคลาดเคลื่อนของขนาด
เมื่อทำงานกับเหล็กกล้าคาร์บอนต่ำและเหล็กกล้าผสม โปรดพิจารณาปัจจัยต่อไปนี้:
- ข้อกำหนดด้านความแข็งแกร่งของเครื่องจักร: โครงสร้างที่หนักขึ้น รางเลื่อนเชิงเส้นที่มีขนาดใหญ่ขึ้น และหัวกัดที่มีความแข็งแรงสูงขึ้น ล้วนจำเป็นต่อการได้ผลลัพธ์ที่สม่ำเสมอ
- การจัดการความร้อน: การนำความร้อนของเหล็กต่ำกว่า ทำให้ความร้อนสะสมอยู่บริเวณโซนการตัดเป็นหลัก — จึงจำเป็นต้องใช้น้ำหล่อเย็นแบบไหลท่วม (flood coolant) หรือน้ำมันหล่อเย็นที่เหมาะสม เพื่อป้องกันการสึกหรอของเครื่องมือตัด
- การคำนวณค่าความเร็วในการป้อน (feed) และความเร็วในการหมุน (speed): การใช้ความเร็วต่ำเกินไปจะทำให้วัสดุเกิดการแข็งตัวจากการขึ้นรูป (work hardening) ในขณะที่การใช้ความเร็วสูงเกินไปจะก่อให้เกิดความร้อนส่วนเกินและทำให้เครื่องมือสึกหรออย่างรวดเร็ว
- การเลือกเครื่องมือ: เครื่องมือตัดที่ทำจากคาร์ไบด์พร้อมสารเคลือบชนิดที่เหมาะสมสามารถใช้งานกับเหล็กได้ดีกว่าเครื่องมือตัดที่ทำจากเหล็กความเร็วสูง (HSS) อย่างชัดเจน
โลหะผสมเหล็กกล้าอ่อน เช่น 1018 มีความสามารถในการขึ้นรูปได้ดีสำหรับการใช้งานทั่วไป ขณะที่เหล็กกล้าผสม เช่น 4140 ต้องมีการเลือกพารามิเตอร์อย่างระมัดระวังมากขึ้น แต่ให้สมบัติเชิงกลที่เหนือกว่าในชิ้นส่วนสำเร็จรูป
โลหะหายาก ตั้งแต่ไทเทเนียมไปจนถึงทองเหลือง
นอกเหนือจากครอบครัวเหล็กและอลูมิเนียมทั่วไปแล้ว โลหะพิเศษหลายชนิดยังนำเสนอความท้าทายเฉพาะด้านการขึ้นรูปที่ต้องอาศัยการเตรียมการที่เหมาะสมเพื่อให้บรรลุผลลัพธ์ที่ดี
การตัดสแตนเลสสตีล ทำให้ผู้ผลิตจำนวนมากเกิดความหงุดหงิด เนื่องจากแนวโน้มของวัสดุที่จะเกิดการแข็งตัวจากการขึ้นรูป (work hardening) ตามที่ผู้เชี่ยวชาญด้านการขึ้นรูปจาก Lamina Technologies ระบุว่า สแตนเลสสตีลมีความท้าทายมากกว่าและมีลักษณะเหนียวคล้ายยางมากกว่าเหล็กคาร์บอน โดยจะแข็งตัวอย่างรวดเร็วระหว่างกระบวนการขึ้นรูป จึงส่งผลให้มีค่าความสามารถในการขึ้นรูปต่ำ แนวทางแก้ไขประกอบด้วย:
- การสัมผัสอย่างสม่ำเสมอ: ห้ามปล่อยให้เครื่องมือหยุดนิ่งหรือเสียดสี—ต้องรักษาการตัดอย่างต่อเนื่องและมีประสิทธิภาพเพื่อป้องกันไม่ให้ผิวแข็งตัว
- ลดความเร็ว: เครื่องมือที่ทำงานที่ความเร็วต่ำกว่า 4,000 รอบต่อนาที จะช่วยลดการสะสมความร้อน ซึ่งเป็นสาเหตุให้เกิดการแข็งตัวจากการขึ้นรูป (work hardening) อย่างรวดเร็ว
- เครื่องมือที่คม: ขอบที่ทื่นจะก่อให้เกิดแรงเสียดทานมากกว่าการตัด ทำให้ปัญหาการแข็งตัวจากการขึ้นรูปแย่ลง
- แรงกดที่เหมาะสม: หลีกเลี่ยงการใช้แรงมากเกินไป ซึ่งอาจก่อให้เกิดความร้อนสูงเกินไป และทำลายทั้งวัสดุและเครื่องมือตัด
ทองเหลืองและทองแดง เป็นวัสดุที่อยู่ตรงข้ามสุดของสเปกตรัมความสามารถในการกลึง (machinability) วัสดุเหล่านี้สามารถตัดได้อย่างยอดเยี่ยมด้วยการสึกหรอของเครื่องมือน้อยมาก จึงเป็นที่นิยมสำหรับการผลิตจำนวนมากเป็นพิเศษ ทองเหลืองเกรด C36000 โดยเฉพาะอย่างยิ่ง มีคุณสมบัติในการกลึงได้ดีเยี่ยม ควบคู่ไปกับความต้านทานการกัดกร่อนตามธรรมชาติและความแข็งแรงดึงสูง ประเด็นหลักที่ต้องพิจารณาเมื่อใช้วัสดุโลหะที่นุ่มนี้ คือ การควบคุมการเกิดรอยหยัก (burr) และการได้ขอบที่สะอาดปราศจากคมแหลม
ไทเทเนียม ต้องได้รับการปฏิบัติด้วยความระมัดระวังอย่างยิ่งและต้องใช้วิธีการเฉพาะทาง แม้ว่าไทเทเนียมจะมีอัตราส่วนความแข็งแรงต่อน้ำหนักที่โดดเด่น จึงถูกนำมาใช้ในงานอวกาศและการแพทย์ แต่การกลึงไทเทเนียมจำเป็นต้อง:
- อุปกรณ์พิเศษ: รูปทรงของเครื่องมือที่คมพร้อมมุมเอียงบวก (positive rake angles) ที่ออกแบบมาโดยเฉพาะสำหรับโลหะผสมไทเทเนียม
- การทำความเย็นอย่างเข้มข้น: การส่งสารหล่อเย็นความดันสูงโดยตรงไปยังบริเวณที่ตัด
- ลดความเร็วแต่รักษาอัตราป้อน: ความเร็วของแกนหมุนช้าลง แต่โหลดชิ้นเศษโลหะคงที่เพื่อป้องกันไม่ให้เกิดการเสียดสี
- การตั้งค่าที่มีความแข็งแรงสูง: การสั่นสะเทือนหรือการสั่นพริ้วใดๆ จะทำลายเครื่องมือที่มีราคาแพงได้อย่างรวดเร็ว
การเข้าใจพฤติกรรมของโลหะที่คุณเลือกภายใต้สภาวะการตัด จะส่งผลโดยตรงต่อทุกการตัดสินใจ ตั้งแต่การเลือกเครื่องจักร CNC สำหรับงานโลหะ ไปจนถึงการซื้อเครื่องมือและกลยุทธ์การเขียนโปรแกรม คุณสมบัติของวัสดุกำหนดสิ่งที่เป็นไปได้ — และการเตรียมการที่เหมาะสมจะช่วยให้มั่นใจในความสำเร็จ

การอธิบายความสามารถด้านความแม่นยำและความคลาดเคลื่อนอย่างเข้าใจง่าย
คุณได้เลือกประเภทเครื่องจักรให้สอดคล้องกับการใช้งานของคุณแล้ว และ เลือกวัสดุที่เข้ากันได้ — แต่อุปกรณ์ของคุณสามารถให้ความแม่นยำตามที่ชิ้นส่วนของคุณต้องการได้จริงหรือไม่? ความแม่นยำคือสิ่งที่แยกชิ้นส่วนที่ใช้งานได้ออกจากเศษโลหะที่มีราคาแพง แต่ผู้ผลิตจำนวนมากประเมินต่ำเกินไปว่าความสามารถด้านความคลาดเคลื่อนนั้นแตกต่างกันมากเพียงใดในระบบ CNC ที่ต่างกัน
การเข้าใจระดับความแม่นยำที่สามารถทำได้จริงด้วยระบบของคุณจะช่วยป้องกันความผิดหวังและลดการสูญเสียทรัพยากรโดยเปล่าประโยชน์ ตัวอย่างเช่น เครื่องกัดแบบตั้งโต๊ะที่ออกแบบมาสำหรับงานอดิเรกไม่สามารถให้ผลลัพธ์เทียบเคียงกับอุปกรณ์อุตสาหกรรมได้ และการคาดหวังในทางกลับกันจะนำไปสู่ความผิดหวัง ดังนั้น มาพิจารณาปัจจัยที่ก่อให้เกิดความแตกต่างเหล่านี้ และดูว่าเครื่องจักรแต่ละประเภทมีประสิทธิภาพจริงๆ อยู่ที่ระดับใด
การเข้าใจหน่วยการวัดแบบเศษพันและเศษหมื่น
เมื่อนักกลึงพูดถึงค่าความคลาดเคลื่อน (tolerances) จะใช้หน่วยวัดเป็นเศษพันของนิ้ว ซึ่งเขียนแทนด้วย 0.001" และมักเรียกกันว่า "หนึ่งเท็นท์" (one thou) ส่วนงานที่ต้องการความแม่นยำสูงขึ้นจะใช้หน่วยเป็นเศษหมื่นของนิ้ว ซึ่งเขียนแทนด้วย 0.0001" และในศัพท์เทคนิคของโรงงานมักเรียกว่า "เทนท์ส์" (tenths) ค่าการวัดเหล่านี้อาจฟังดูนามธรรม จนกระทั่งคุณรู้ว่าเส้นผมของมนุษย์มีความหนาประมาณ 0.003" ซึ่งแสดงให้เห็นว่าการขึ้นรูปโลหะด้วยความแม่นยำนั้นคือการควบคุมขนาดที่เล็กกว่าสิ่งที่ประสบการณ์ในชีวิตประจำวันของเราเตรียมไว้ให้
ตามงานวิจัยด้านการกลึงความแม่นยำจาก CNC Cookbook การบรรลุความคลาดเคลื่อนที่แน่นหนานี้จำเป็นต้องเข้าใจแนวคิดสองประการที่แตกต่างกัน ได้แก่ ความแม่นยำ (ความใกล้เคียงของตำแหน่งที่เครื่องจักรเคลื่อนไปถึงเมื่อเทียบกับตำแหน่งที่สั่งงาน) และความซ้ำซ้อน (ความสามารถในการกลับมาที่ตำแหน่งเดิมซ้ำๆ อย่างสม่ำเสมอ) เครื่องจักรอาจสามารถไปยังจุดเดิมซ้ำๆ ได้อย่างแม่นยำ แต่กลับเบี่ยงเบนจากเป้าหมายอย่างสม่ำเสมอ หรืออาจให้ค่าเฉลี่ยตรงตามเป้าหมาย แต่มีความแปรปรวนอย่างไม่สามารถทำนายได้ระหว่างการตัดแต่ละครั้ง
หมวดหมู่เครื่อง CNC ที่ต่างกัน จะให้ความสามารถในการควบคุมความคลาดเคลื่อนที่แตกต่างกันอย่างมาก:
- เครื่องจักรระดับฮอบบี้แบบตั้งโต๊ะ: ±0.005 นิ้ว โดยทั่วไป — เหมาะสำหรับชิ้นส่วนที่ไม่สำคัญ โครงยึด และโครงการเพื่อการเรียนรู้
- เครื่องกัดแบบเบนช์ท็อประดับโปรเซนเซอร์: ±0.002 นิ้ว — เพียงพอสำหรับต้นแบบเชิงฟังก์ชันและชิ้นส่วนการผลิตแบบเบา
- อุปกรณ์อุตสาหกรรม: ±0.0005 นิ้ว หรือดีกว่านั้น — จำเป็นสำหรับการใช้งานในอุตสาหกรรมการบินและอวกาศ การแพทย์ และวิศวกรรมความแม่นยำสูง
ช่วงค่าเหล่านี้สมมุติว่ามีการตั้งค่าและการปฏิบัติงานที่เหมาะสม การละเลยหลักพื้นฐาน เช่น ความแข็งแรงของระบบยึดชิ้นงาน หรือการจัดการความร้อน จะทำให้อุปกรณ์ที่มีศักยภาพสูงลดประสิทธิภาพลงอย่างรวดเร็วจนเทียบเท่าเครื่องจักรระดับฮอบบี้
ต้นทุนที่แท้จริงของความแม่นยำในงาน CNC
ปัจจัยเชิงกลหลายประการเป็นตัวกำหนดว่าเครื่องจักรชนิดหนึ่งจะอยู่ที่ตำแหน่งใดบนสเปกตรัมของความแม่นยำ การเข้าใจปัจจัยเหล่านี้จะช่วยให้คุณประเมินอุปกรณ์ได้อย่างสมเหตุสมผล และระบุเส้นทางการอัปเกรดที่จะนำมาซึ่งการปรับปรุงที่มีน้ำหนักและมีความหมาย
ความแข็งแรงของเครื่องมือ เป็นรากฐานของความสามารถด้านความแม่นยำ ตามที่ผู้เชี่ยวชาญด้านการกลึงระบุ เครื่องมือกลที่ดีที่สุดมีน้ำหนักมากกว่าทางเลือกแบบประหยัดอย่างมีนัยสำคัญ เนื่องจาก "ไม่มีวิธีอื่นใดที่จะรักษาความแข็งแกร่งของเครื่องไว้ได้นอกจากระบบโครงสร้างที่หนักแน่น" โครงสร้างจากเหล็กหล่อสามารถลดการสั่นสะเทือนได้ดีกว่าโครงสร้างที่ทำจากอลูมิเนียมหรือเหล็กแผ่น จึงอธิบายได้ว่าทำไมอุปกรณ์สำหรับงานโลหะขั้นสูงจึงรู้สึกว่าถูกออกแบบให้มีความแข็งแรงเกินจำเป็นเมื่อเปรียบเทียบกับเครื่องจักรสำหรับงานอดิเรก
สกรูลูกกลิ้งเทียบกับสกรูแบบเกลียวธรรมดา เป็นหนึ่งในปัจจัยที่สร้างความแตกต่างด้านความแม่นยำอย่างมีน้ำหนักมากที่สุด งานวิจัยจาก Rockford Ball Screw แสดงให้เห็นว่าบอลสกรูมีประสิทธิภาพการใช้งานอยู่ที่ร้อยละ 90 โดยมีการเลื่อนกลับ (backlash) น้อยมาก ในขณะที่สกรูแบบ ACME มีประสิทธิภาพเฉลี่ยเพียงร้อยละ 44 และอาจมีการเลื่อนกลับระหว่าง 0.005 นิ้ว ถึง 0.025 นิ้ว ส่วนบอลสกรูแบบขัดผิว (ground ball screws) ให้ความแม่นยำของระยะเกลียวต่ำกว่า 0.0003 นิ้ว โดยแทบไม่มีการเลื่อนกลับเลย ซึ่งเป็นการปรับปรุงอย่างมากเมื่อเทียบกับทางเลือกที่มีราคาประหยัด
ปัจจัยความแม่นยำเพิ่มเติม ได้แก่:
- ไกด์เชิงเส้น (Linear Guides): รางเชิงเส้นคุณภาพสูงสามารถรักษาความแม่นยำของการเคลื่อนที่อย่างสม่ำเสมอตลอดช่วงการเดินทางทั้งหมด ขณะที่รางแบบดอฟเทล (dovetail ways) ที่สึกหรอจะก่อให้เกิดข้อผิดพลาดที่เพิ่มขึ้นตามลำดับ
- คุณภาพของแกนหมุน (spindle): ความคลาดเคลื่อนจากการหมุนไม่ตรงศูนย์ (runout) ของแกนหมุนจะส่งผ่านโดยตรงไปยังทุกครั้งที่ตัดงาน — แกนหมุนแบบความแม่นยำสูงที่ใช้ตลับลูกปืนแบบโหลดล่วงหน้า (preloaded bearings) สามารถรักษาระดับความแม่นยำในระดับเศษส่วนของหนึ่งในสิบ (tenths) ได้ ขณะที่แกนหมุนแบบประหยัดอาจมีความสั่นคลอน (wobble) หลายพันths ของนิ้ว
- ความเสถียรทางความร้อน: เมื่อเครื่องจักรทำงานและอุณหภูมิสูงขึ้น ชิ้นส่วนต่าง ๆ จะขยายตัวด้วยอัตราที่ต่างกัน ส่งผลให้ตำแหน่งเปลี่ยนแปลงไป — เครื่องจักรเชิงอุตสาหกรรมจึงมีการออกแบบเพื่อชดเชยผลกระทบจากความร้อน หรือออกแบบให้มีความเสถียรภายใต้อุณหภูมิคงที่
- แผ่นรองเหล็กกล้า (steel shims): การจัดแนวให้แม่นยำในระหว่างการประกอบโดยใช้แผ่นรองคุณภาพสูง ช่วยให้มั่นใจว่าความสัมพันธ์เชิงเรขาคณิตจะยังคงถูกต้องแม้ภายใต้แรงตัด
ปัจจัยแต่ละประการเหล่านี้มีผลสะสมร่วมกัน ตัวอย่างเช่น เครื่องกัดแบบตั้งโต๊ะที่ใช้ลูกสกรูทรงกลมคุณภาพสูง แต่มีแกนหมุน (spindle) ระดับปานกลาง จะไม่สามารถบรรลุศักยภาพเชิงทฤษฎีได้—ความแม่นยำจำเป็นต้องคำนึงถึงทุกองค์ประกอบของระบบทั้งระบบ
การสะสมของความคลาดเคลื่อน (Tolerance Stacking) และความแม่นยำในโลกแห่งความเป็นจริง
นอกเหนือจากขีดความสามารถเฉพาะของเครื่องจักรแต่ละเครื่องแล้ว การเข้าใจว่าความคลาดเคลื่อนสะสมกันอย่างไรผ่านคุณลักษณะต่างๆ หลายประการ จะช่วยให้คุณออกแบบชิ้นส่วนที่สามารถผลิตได้จริงทุกประการ ทุกมิติของการออกแบบจะมีความคลาดเคลื่อนของตนเอง และความคลาดเคลื่อนเหล่านี้จะสะสมกันไปทั่วทั้งการออกแบบ
เครื่อง CNC แบบ 3 แกนสามารถดำเนินการงานส่วนใหญ่ที่ตรงไปตรงมาได้ แต่จำเป็นต้องมีการตั้งค่าหลายครั้งเมื่อชิ้นส่วนต้องผ่านกระบวนการกัดจากทิศทางที่ต่างกัน ตามการวิเคราะห์การผลิตจาก YCM Alliance การตั้งค่าแต่ละครั้งจะก่อให้เกิดความแปรปรวนของความแม่นยำที่อาจเกิดขึ้น—ซึ่งเป็นข้อผิดพลาดจากการจัดตำแหน่งใหม่ที่เพิ่มเข้าไปในความคลาดเคลื่อนสะสมโดยรวม สำหรับชิ้นส่วนที่มีความซับซ้อนซึ่งต้องผ่านการกัดใน 4 หรือ 5 การตั้งค่า จะทำให้เกิดข้อผิดพลาดด้านตำแหน่งอย่างมีนัยสำคัญระหว่างคุณลักษณะต่างๆ ที่ถูกกัดในทิศทางที่ต่างกัน
การกลึงแบบ 5 แกนช่วยแก้ข้อจำกัดนี้โดยทำให้สามารถกลึงชิ้นส่วนทั้งหมดได้ในครั้งเดียวโดยไม่ต้องเปลี่ยนการจับยึด ด้วยแกนหมุนเพิ่มอีกสองแกน เครื่องมือตัดสามารถเข้าถึงชิ้นงานจากมุมใดๆ ก็ได้เกือบทั้งหมดโดยไม่จำเป็นต้องปรับตำแหน่งใหม่ คุณลักษณะทั้งหมดอ้างอิงจากจุดอ้างอิงเดียวกัน ซึ่งช่วยกำจัดข้อผิดพลาดที่เกิดจากการจับยึดอย่างสมบูรณ์ ความสามารถนี้ทำให้สามารถ:
- สร้างร่องเว้าและมุมประกอบ: รูปทรงเรขาคณิตที่ไม่สามารถเข้าถึงได้จริงด้วยเส้นทางเครื่องมือแบบ 3 แกน
- คุณภาพพื้นผิวที่ดีขึ้น: การจัดแนวเครื่องมือให้เหมาะสมที่สุดเทียบกับพื้นผิวที่ตัดจะช่วยลดรอยหยัก (scalloping) และรอยเครื่องมือ
- อายุการใช้งานของแม่พิมพ์ยาวนานขึ้น: การรักษามุมการตัดที่เหมาะสมจะช่วยลดแรงเครียดและการสึกหรอของเครื่องมือ
- รูปทรงอินทรีย์ที่ซับซ้อน: ใบพัดเทอร์ไบน์ ใบพัดปั๊ม และพื้นผิวที่ออกแบบแบบศิลปะ ซึ่งหากไม่ใช้การกลึงแบบ 5 แกนแล้ว จะต้องอาศัยการตกแต่งด้วยมืออย่างมาก
สำหรับผู้ผลิตชิ้นส่วนที่มีรูปทรงเรขาคณิตซับซ้อน ความสามารถของเครื่องจักรแบบ 5 แกน มักจะคุ้มค่ากับต้นทุนที่สูงกว่า เนื่องจากช่วยเพิ่มความแม่นยำ ลดระยะเวลาในการผลิตแต่ละรอบ และตัดขั้นตอนการแปรรูปเพิ่มเติมออกไปได้ทั้งหมด อย่างไรก็ตาม ชิ้นส่วนที่เรียบง่ายกว่าซึ่งมีลักษณะเฉพาะที่สามารถเข้าถึงได้จากทิศทางเดียว มักไม่ได้รับประโยชน์มากพอที่จะคุ้มค่ากับการลงทุนเพิ่มเติม
การทราบความต้องการด้านความแม่นยำของคุณก่อนเลือกอุปกรณ์ — และประเมินอย่างตรงไปตรงมาว่างบประมาณและทักษะของคุณรองรับความต้องการเหล่านั้นหรือไม่ — จะช่วยป้องกันข้อผิดพลาดทั่วไป เช่น การคาดหวังประสิทธิภาพระดับโต๊ะทำงาน (benchtop) จากอุปกรณ์สำหรับงานอดิเรก หรือการใช้งบประมาณเกินความจำเป็นไปกับความสามารถระดับอุตสาหกรรมที่คุณจะไม่ได้ใช้ให้เต็มศักยภาพเลย
อุตสาหกรรมที่พึ่งพาการกลึงโลหะด้วยเครื่อง CNC
คุณได้สำรวจประเภทของเครื่องจักร ความเข้ากันได้กับวัสดุ และความสามารถด้านความแม่นยำแล้ว — แต่ความรู้ทั้งหมดนี้นำไปประยุกต์ใช้จริงได้ที่ใด? การเข้าใจว่าอุตสาหกรรมใดบ้างที่พึ่งพาการกลึงโลหะด้วยเครื่อง CNC อย่างหนัก จะช่วยให้เห็นว่าทำไมข้อกำหนดเฉพาะบางประการจึงมีความสำคัญ และยังช่วยให้คุณระบุได้ว่าทักษะหรือบริการของคุณอาจมีความต้องการสูงสุดในตลาดใด
ตั้งแต่ชิ้นส่วนเครื่องยนต์ที่ขับเคลื่อนยานพาหนะบนทางหลวง ไปจนถึงอุปกรณ์ผ่าตัดที่ช่วยชีวิตผู้ป่วยในห้องผ่าตัด การกลึงโลหะด้วยเครื่องจักรควบคุมด้วยคอมพิวเตอร์ (CNC) ได้กลายเป็นส่วนหนึ่งที่แยกไม่ออกของกระบวนการผลิตสมัยใหม่ แต่ละอุตสาหกรรมมีความต้องการเฉพาะตัวซึ่งผลักดันให้เทคโนโลยี CNC พัฒนาไปในทิศทางที่แตกต่างกัน ส่งผลให้เกิดการประยุกต์ใช้งานเฉพาะทางที่หลากหลาย ตั้งแต่การผลิตจำนวนมากไปจนถึงต้นแบบแบบชิ้นเดียว
ชิ้นส่วนยานยนต์ในระดับมาตรวัด
ภาคยานยนต์เป็นหนึ่งในผู้ได้รับประโยชน์สำคัญที่สุดจากเทคโนโลยีการตัดโลหะด้วยเครื่องจักรควบคุมด้วยคอมพิวเตอร์ (CNC) มาโดยตลอด ตามที่ผู้เชี่ยวชาญด้านการผลิตจาก นิตยสารธุรกิจอเมริกัน ระบุว่า ผู้ผลิตรถยนต์ใช้ประสิทธิภาพของเครื่องจักร CNC ในการผลิตชิ้นส่วนต่าง ๆ เช่น บล็อกเครื่องยนต์ กล่องเกียร์ และฝาสูบ ด้วยความสม่ำเสมออย่างน่าทึ่งในปริมาณหลายล้านชิ้น
อะไรคือเหตุผลที่ทำให้เครื่องจักร CNC มีความจำเป็นอย่างยิ่งสำหรับการใช้งานในภาคยานยนต์
- ชิ้นส่วนเครื่องยนต์: ฝาสูบ ท่อรับอากาศ และบล็อกเครื่องยนต์ ต้องการขนาดรูเจาะที่แม่นยำและผิวสัมผัสที่เรียบเนียน ซึ่งส่งผลโดยตรงต่อสมรรถนะและความทนทานของเครื่องยนต์
- ชิ้นส่วนเกียร์: เกียร์ แกน และฝาครอบต้องมีความแม่นยำสูงเพื่อให้ทำงานได้อย่างลื่นไหลและสร้างเสียงรบกวนน้อยที่สุด
- โครงแชสซีและระบบกันสะเทือน: แขนควบคุม แผ่นยึด และชิ้นส่วนพวงมาลัยจำเป็นต้องมีความแข็งแรงสม่ำเสมอและความแม่นยำด้านมิติอย่างต่อเนื่อง แม้ในปริมาณการผลิตจำนวนมาก
- ชิ้นส่วนประกอบแบบเฉพาะ: การดัดแปลงหลังการขายและการผลิตชิ้นส่วนสำหรับยานพาหนะพิเศษได้รับประโยชน์จากความสามารถของเครื่องจักรกลแบบ CNC ในการผลิตชิ้นส่วนจำนวนน้อยได้อย่างคุ้มค่า
นอกเหนือจากการผลิตตามมาตรฐานแล้ว เครื่องตัดโลหะแบบ CNC ยังมีความสำคัญอย่างยิ่งต่อการสร้างต้นแบบอย่างรวดเร็วในกระบวนการพัฒนายานยนต์ นักออกแบบสามารถทดสอบและปรับแต่งชิ้นส่วนก่อนตัดสินใจลงทุนในการผลิตแม่พิมพ์สำหรับการผลิตจำนวนมาก ซึ่งช่วยลดข้อผิดพลาดที่มีค่าใช้จ่ายสูงได้อย่างมาก ความสามารถนี้มีความสำคัญยิ่งขึ้นโดยเฉพาะในเซกเมนต์ยานยนต์ไฟฟ้า (EV) ซึ่งรอบการพัฒนานวัตกรรมดำเนินไปอย่างรวดเร็วกว่าไทม์ไลน์การพัฒนายานยนต์แบบดั้งเดิม
สำหรับผู้ผลิตชิ้นส่วนที่ต้องการโซลูชันการผลิตรถยนต์ที่เชื่อถือได้ ร้านค้าให้บริการเครื่องจักร CNC แบบเฉพาะทางซึ่งมีใบรับรองมาตรฐานอุตสาหกรรม เช่น IATF 16949 จะสามารถให้การรับประกันคุณภาพที่จำเป็นสำหรับการใช้งานที่มีความต้องการสูงเหล่านี้ สถาน facility อย่าง เทคโนโลยีโลหะเส้าอี้ รวมการกลึงด้วยเครื่องจักร CNC ที่แม่นยำเข้ากับการควบคุมกระบวนการเชิงสถิติ (Statistical Process Control) เพื่อรักษาความสม่ำเสมอตลอดทั้งรอบการผลิต โดยสามารถจัดส่งชิ้นส่วนโครงแชสซีที่ซับซ้อนและชิ้นส่วนพิเศษเฉพาะตามสั่งได้ภายในเวลาเพียงหนึ่งวันทำการ
ข้อกำหนดเฉพาะของอุตสาหกรรมการบินและอวกาศกับโซลูชัน CNC
ไม่มีอุตสาหกรรมใดที่กำหนดข้อกำหนดด้านความแม่นยำอย่างเข้มงวดเท่ากับอุตสาหกรรมการผลิตชิ้นส่วนการบินและอวกาศ ตามที่ผู้เชี่ยวชาญจาก LG Metal Works ระบุ ชิ้นส่วนการบินและอวกาศ เช่น ใบพัดเทอร์ไบน์ ชิ้นส่วนเครื่องยนต์ และโครงยึดโครงสร้าง ต้องการความคลาดเคลื่อนที่แคบมากถึง ±0.0005 นิ้ว — ระดับที่ไม่ยอมให้เกิดข้อผิดพลาดแม้แต่น้อย
การใช้งานในอุตสาหกรรมการบินและอวกาศนำเสนอความท้าทายที่ไม่เหมือนใคร ซึ่งทำหน้าที่แยกแยะระหว่างร้านค้าที่มีศักยภาพเพียงพอ กับร้านค้าที่ไม่พร้อมรับมือกับข้อกำหนดเฉพาะของภาคอุตสาหกรรมนี้:
- วัสดุพิเศษ: โลหะผสมไทเทเนียม อินโคเนล และโลหะประสิทธิภาพสูงอื่นๆ มีความต้านทานต่อการกลึงและต้องใช้เครื่องมือพิเศษ เส้นทางการกลึงที่เหมาะสมที่สุด และการควบคุมดูแลจากผู้ปฏิบัติงานที่มีความเชี่ยวชาญ
- ความแม่นยำสูงสุด: ชิ้นส่วนที่มีความสำคัญต่อการบินต้องสอดคล้องกับข้อกำหนดด้านมิติที่เข้มงวดอย่างยิ่ง โดยความเบี่ยงเบนเล็กน้อยที่สุดอาจก่อให้เกิดผลร้ายแรงถึงชีวิต
- รูปร่างซับซ้อน: ใบพัดเทอร์ไบน์และองค์ประกอบโครงสร้างมักมีรูปทรงโค้งแบบผสมผสานและช่องทางภายในที่ซับซ้อน
- ข้อกำหนดด้านการติดตามย้อนกลับ: การจัดทำเอกสารอย่างครบถ้วนเกี่ยวกับวัสดุ กระบวนการ และการตรวจสอบ เพื่อให้มั่นใจว่าสอดคล้องตามมาตรฐานความปลอดภัยในการบิน
ความสามารถในการกลึงวัสดุขั้นสูง เช่น อินโคเนล 625 ไทเทเนียมเกรด 5 และอะลูมิเนียม 7075-T6 คือปัจจัยที่แยกโรงงานที่สามารถรองรับงานอวกาศ-การบินได้ออกจากโรงงานผลิตทั่วไป วัสดุแต่ละชนิดมีพฤติกรรมการขยายตัวจากความร้อน ความแข็ง และการก่อตัวของเศษโลหะที่ไม่เหมือนกัน ซึ่งจำเป็นต้องมีการปรับค่าความแม่นยำอย่างละเอียดและการตรวจสอบอย่างต่อเนื่อง
ข้อกำหนดด้านความแม่นยำสำหรับอุปกรณ์ทางการแพทย์
เมื่อชิ้นส่วนต่างๆ ไปอยู่ภายในร่างกายมนุษย์ หรืออยู่ในมือของศัลยแพทย์ที่กำลังดำเนินการผ่าตัดเพื่อรักษาชีวิต ความแม่นยำจึงมีความสำคัญอย่างลึกซึ้งยิ่ง กระบวนการผลิตอุปกรณ์ทางการแพทย์นั้นรวมเอาความแม่นยำระดับอวกาศเข้ากับข้อกำหนดด้านความเข้ากันได้ทางชีวภาพ ซึ่งจำกัดทางเลือกของวัสดุและต้องการพื้นผิวที่เรียบเนียนเป็นพิเศษ
ตามการวิเคราะห์อุตสาหกรรมจากนิตยสารธุรกิจสหรัฐอเมริกา เครื่องจักร CNC มีความสามารถโดดเด่นในการผลิตอุปกรณ์ทางการแพทย์ที่มีความสำคัญยิ่ง เช่น เครื่องมือผ่าตัด ขาเทียม และอุปกรณ์ฝังในร่างกาย — ซึ่งเป็นแอปพลิเคชันที่ข้อบกพร่องเล็กน้อยที่สุดอาจส่งผลเปลี่ยนแปลงชีวิตผู้ป่วยได้
การใช้งานด้านการแพทย์ต้องการคุณสมบัติเฉพาะดังนี้:
- วัสดุที่เข้ากันได้ทางชีวภาพ: เหล็กกล้าไร้สนิมสำหรับการผ่าตัด ไทเทเนียม และพลาสติกเกรดการแพทย์พิเศษที่ไม่ก่อให้เกิดปฏิกิริยาที่ไม่พึงประสงค์ในสภาพแวดล้อมทางชีวภาพ
- การปรับแต่งเฉพาะรายผู้ป่วย: อุปกรณ์ฝังในแบบเฉพาะบุคคล เช่น แผ่นกระดูกไทเทเนียมที่ถูกกลึงขึ้นเพื่อให้พอดีกับกายวิภาคของผู้ป่วยแต่ละราย
- ข้อกำหนดพื้นผิวผ้าเรียบ: อุปกรณ์ฝังในและเครื่องมือผ่าตัดจำเป็นต้องมีพื้นผิวที่ขัดเงาเพื่อต้านการสะสมของแบคทีเรีย และรับประกันการผสานเข้ากับเนื้อเยื่อได้อย่างเหมาะสม
- พิจารณาเรื่องความปลอดเชื้อ: กระบวนการผลิตต้องสามารถรองรับการฆ่าเชื้อหลังการผลิตและการดำเนินงานที่เข้ากันได้กับห้องสะอาด
ภาคการแพทย์พึ่งพาความสามารถด้านการสร้างต้นแบบด้วยเครื่องจักรซีเอ็นซี (CNC) มากขึ้นเรื่อยๆ ในการพัฒนาเครื่องมือผ่าตัดและแบบชิ้นส่วนฝังตัวรุ่นใหม่ การปรับปรุงแบบอย่างรวดเร็วช่วยให้นักออกแบบสามารถปรับแต่งด้านสรีรศาสตร์ ทดสอบประสิทธิภาพการทำงาน และยืนยันความเหมาะสมของการสวมใส่หรือการติดตั้งก่อนตัดสินใจลงทุนในแม่พิมพ์สำหรับการผลิตจริง—ซึ่งเร่งวงจรการพัฒนานวัตกรรมที่ช่วยชีวิตผู้คน
จากโครงการงานอดิเรกไปจนถึงการผลิตเชิงอุตสาหกรรม
การเข้าใจช่องว่างระหว่างการใช้งานระดับผู้สมัครเล่นกับข้อกำหนดเชิงอุตสาหกรรม จะช่วยให้ผู้ผลิตสามารถวางตำแหน่งตนเองได้อย่างเหมาะสม และตั้งความคาดหวังที่เป็นจริงต่อการลงทุนในอุปกรณ์ของตน
การใช้งานระดับผู้สมัครเล่นและร้านค้าขนาดเล็กมักประกอบด้วย:
- ชิ้นส่วนเฉพาะและงานซ่อมแซม: ชิ้นส่วนแบบทำครั้งเดียวสำหรับโครงการฟื้นฟู งานซ่อมเครื่องจักร หรือความต้องการการผลิตส่วนบุคคล
- การพัฒนาต้นแบบ: การทดสอบแนวคิดก่อนแสวงหาพันธมิตรเพื่อการผลิต หรือก่อนลงทุนในอุปกรณ์เชิงอุตสาหกรรม
- การผลิตแบบ Batch เล็ก: การผลิตจำนวนจำกัดของสินค้าเฉพาะทาง โดยเวลาที่ใช้ในการเตรียมเครื่องจักรมีความสำคัญน้อยกว่าความยืดหยุ่น
- การพัฒนาทักษะ: การเรียนรู้การเขียนโปรแกรมและปฏิบัติงานเครื่อง CNC ก่อนเปลี่ยนผ่านสู่งานเชิงพาณิชย์
ข้อกำหนดของภาคอุตสาหกรรม กลับกัน ต้องการความสามารถที่สามารถรองรับการลงทุนในอุปกรณ์ที่มีมูลค่าสูงอย่างมีน้ำหนัก โดยผู้เชี่ยวชาญด้านการสร้างต้นแบบจาก Nabell ระบุว่า การสร้างต้นแบบด้วยเครื่อง CNC ระดับมืออาชีพให้ความแม่นยำเหนือกว่า ความหลากหลายของวัสดุที่ใช้งานได้ และความสามารถในการขยายขนาดการผลิต ซึ่งทำให้เป็นทางเลือกอันดับต้นๆ สำหรับอุตสาหกรรมที่มุ่งยกระดับศักยภาพด้านการออกแบบและการผลิต
การเปลี่ยนผ่านจากงานฝีมือเพื่อความสนุกส่วนตัวสู่งานระดับมืออาชีพมักเผยให้เห็นช่องว่างด้านศักยภาพของอุปกรณ์ ระบบเอกสารขั้นตอนการผลิต และระบบประกันคุณภาพ ซึ่งลูกค้าในภาคอุตสาหกรรมต้องการอย่างเข้มงวด ผู้ผลิตชิ้นส่วนที่มุ่งเน้นงานด้านการบินและอวกาศ งานทางการแพทย์ หรืองานยานยนต์ จำเป็นต้องลงทุนไม่เพียงแต่ในเครื่องจักรที่มีสมรรถนะสูงเท่านั้น แต่ยังรวมถึงอุปกรณ์วัดค่าต่างๆ ระบบบริหารจัดการคุณภาพ และใบรับรองที่แสดงให้เห็นถึงการควบคุมกระบวนการผลิตอย่างมีประสิทธิภาพด้วย
สเปกตรัมของแอปพลิเคชันนี้—ตั้งแต่โครงการทำเล่นในวันหยุดสุดสัปดาห์ไปจนถึงชิ้นส่วนที่มีความสำคัญต่อการบิน—อธิบายได้ว่าทำไมตลาดเครื่องจักร CNC จึงมีอุปกรณ์ให้เลือกหลากหลายขนาดนี้ การเข้าใจว่างานของคุณอยู่ที่ตำแหน่งใดบนเส้นต่อเนื่องนี้ จะช่วยกำหนดทั้งการตัดสินใจซื้อในทันที และกลยุทธ์การพัฒนาธุรกิจในระยะยาว 
ต้นทุนเครื่องจักร CNC สำหรับงานโลหะและการวิเคราะห์การลงทุน
คุณได้ระบุอุตสาหกรรมที่ต้องการงานโลหะแบบความแม่นยำสูง และเข้าใจข้อกำหนดด้านความคลาดเคลื่อน (tolerance) ที่เกี่ยวข้องแล้ว—แต่คุณสามารถจ่ายค่าอุปกรณ์ที่จำเป็นเพื่อให้ได้ผลลัพธ์ตามที่ต้องการได้จริงหรือไม่? คำถามเรื่องราคาเครื่องจักร CNC เป็นหนึ่งในปัจจัยที่ทำให้ผู้ผลิตจำนวนมากสะดุดมากกว่าปัจจัยอื่นๆ เกือบทั้งหมด ผู้ซื้อหลายคนมุ่งเน้นเฉพาะราคาที่ติดไว้บนป้ายเท่านั้น จนกระทั่งพบภายหลังว่าต้นทุนที่แท้จริงของการเป็นเจ้าของเครื่อง CNC นั้นขยายออกไปไกลกว่าราคาซื้อเบื้องต้นอย่างมาก
การเข้าใจว่าเครื่อง CNC ราคาเท่าใดนั้นต้องพิจารณาภาพรวมด้านการเงินอย่างครบถ้วน ตามที่ผู้เชี่ยวชาญด้านการผลิตจาก CNC WMT ระบุ ราคาของเครื่องมือกล CNC ขึ้นอยู่กับหลายปัจจัย ได้แก่ ประเภทของเครื่อง ขนาด คุณสมบัติย่อย ยี่ห้อ ระดับระบบอัตโนมัติ และต้นทุนการดำเนินงานในระยะยาว มาดูกันว่าคุณควรจัดสรรงบประมาณจริงๆ สำหรับแต่ละระดับการลงทุนอย่างไร
จุดเริ่มต้นของการลงทุนระดับเริ่มต้น
ราคาเครื่อง CNC มีความแตกต่างกันอย่างมากขึ้นอยู่กับการใช้งานที่คุณตั้งใจจะนำไปใช้ เครื่อง CNC ราคาถูกที่ออกแบบสำหรับงานอลูมิเนียมแบบงานอดิเรกนั้นอยู่ในหมวดหมู่ที่ต่างโดยสิ้นเชิงเมื่อเทียบกับอุปกรณ์เชิงอุตสาหกรรมที่สร้างขึ้นเพื่อการผลิตเหล็กอย่างต่อเนื่อง นี่คือสิ่งที่แต่ละระดับงบประมาณสามารถมอบให้คุณได้จริง:
| ประเภทเครื่องจักร | ช่วงราคา | ความสามารถโดยทั่วไป | ดีที่สุดสําหรับ |
|---|---|---|---|
| เครื่องกัด CNC แบบตั้งโต๊ะ | 2,000–8,000 ดอลลาร์สหรัฐ | ตัดอลูมิเนียม ทองแดง และเหล็กเบาได้; ความคลาดเคลื่อนโดยทั่วไปอยู่ที่ ±0.005 นิ้ว | ผู้ชื่นชอบงานฝีมือ งานต้นแบบ และการเรียนรู้พื้นฐานของ CNC |
| เครื่องกัดแบบตั้งบนโต๊ะทำงาน (Benchtop Machines) | $8,000 - $25,000 | สามารถตัดเหล็กได้; ความแข็งแรงและความมั่นคงดีขึ้น; สามารถบรรลุความคลาดเคลื่อน ±0.002 นิ้วได้ | ร้านค้าขนาดเล็ก การสร้างต้นแบบการผลิต ชิ้นส่วนที่ผลิตตามสั่ง |
| อุตสาหกรรมเบา | $25,000 - $75,000 | การผลิตด้วยเหล็กเต็มรูปแบบ; มีตัวเลือกการใช้ระบบอัตโนมัติ; ความแม่นยำได้ถึง ±0.001 นิ้ว | โรงงานรับจ้างกลึง-ไส (Job shops), สภาพแวดล้อมการผลิต, วัสดุที่ต้องการความทนทานสูง |
| อุปกรณ์อุตสาหกรรมแบบครบวงจร | $75,000 - $500,000+ | ใช้งานต่อเนื่องได้; วัสดุพิเศษ; ความแม่นยำได้ถึง ±0.0005 นิ้ว หรือดีกว่า | อุตสาหกรรมการบินและอวกาศ อุตสาหกรรมการแพทย์ การผลิตในปริมาณสูง |
เมื่อถามว่าเครื่อง CNC ราคาเท่าไร โปรดจำไว้ว่าแบรนด์ระดับพรีเมียมอย่าง Haas, Mazak และ DMG Mori มีราคาสูงกว่า แต่ให้คุณภาพจากการพัฒนาทางวิศวกรรมมายาวนานหลายทศวรรษ รวมถึงการสนับสนุนทางเทคนิค เอกสารประกอบ และการฝึกอบรมที่ครบถ้วน ตามการวิเคราะห์ของอุตสาหกรรม แม้จะต้องลงทุนเบื้องต้นมากกว่าสำหรับแบรนด์ระดับพรีเมียมเหล่านี้ แต่ระยะเวลาหยุดทำงานน้อยลงและอายุการใช้งานของเครื่องยาวนานขึ้นมักส่งผลให้เกิดมูลค่าในระยะยาวที่ดีกว่า
ต้นทุนที่ซ่อนอยู่นอกเหนือจากราคาเครื่อง
ราคาซื้อเป็นเพียงส่วนที่มองเห็นได้ของยอดการลงทุนทั้งหมดของคุณเท่านั้น ตามการวิเคราะห์การเป็นเจ้าของจาก XProCNC หลักการทั่วไปที่ได้รับการยอมรับอย่างกว้างขวาง แนะนำให้จัดสรรงบประมาณเพิ่มเติมอีก 15–25% ของราคาเครื่องจักรสำหรับค่าใช้จ่ายในการดำเนินงานปีแรก ดังนั้นสำหรับเครื่องจักรราคา 20,000 ดอลลาร์สหรัฐ หมายความว่าคุณต้องจัดสรรงบประมาณเพิ่มเติมอีก 3,000–5,000 ดอลลาร์สหรัฐ นอกเหนือจากราคาป้ายกำกับ
ค่าใช้จ่ายในการดำเนินงานอย่างต่อเนื่องที่ส่งผลต่อราคาจริงของการกลึง CNC ประกอบด้วย:
- ค่าเปลี่ยนอุปกรณ์ตัดแต่ง: ปลายตัด (End mills), ดอกสว่าน (drills) และแผ่นตัดแบบเปลี่ยนได้ (inserts) เป็นวัสดุสิ้นเปลือง — ควรจัดสรรงบประมาณรายเดือนไว้ที่ 100–400 ดอลลาร์สหรัฐ ขึ้นอยู่กับวัสดุที่ใช้และปริมาณการผลิต
- สารหล่อลื่นและสารทำความเย็น (Coolant and lubricants): สารหล่อลื่นคุณภาพสูงช่วยยืดอายุการใช้งานของเครื่องมือและปรับปรุงคุณภาพผิวชิ้นงาน แต่จำเป็นต้องเปลี่ยนเป็นประจำและกำจัดอย่างเหมาะสม
- ไฟฟ้า: แกนหมุนอุตสาหกรรม (Industrial spindles) ใช้พลังงานสูงมาก โดยเฉพาะอย่างยิ่งในระหว่างการตัดที่หนักบนเหล็ก
- วัสดุสำหรับการบำรุงรักษา (Maintenance supplies): สารหล่อลื่น น้ำมันหล่อลื่นรางเลื่อน (way oil) ไส้กรอง และวัสดุทำความสะอาด จะรวมยอดค่าใช้จ่ายทั้งหมดในระยะเวลาหนึ่งปีของการดำเนินงาน
- ค่าสมัครใช้ซอฟต์แวร์ (Software subscriptions): ซอฟต์แวร์ CAD/CAM มักมีค่าใช้จ่ายรายเดือน 100–500 ดอลลาร์สหรัฐ สำหรับแพ็กเกจระดับมืออาชีพ
- ชิ้นส่วนสำรอง: จัดสรรงบประมาณ 1–3% ของราคาซื้อเครื่องจักรต่อปี สำหรับชิ้นส่วนที่สึกหรอ เช่น ตลับลูกปืน ซีล และสายพาน
หลังจากปีแรก ควรจัดสรรงบประมาณ 5–10% ของมูลค่าเครื่องจักรต่อปี สำหรับการบำรุงรักษาอย่างต่อเนื่องและการเปลี่ยนแปลงอุปกรณ์ต่างๆ ซึ่งเป็นแบบจำลองที่ยั่งยืนและช่วยป้องกันไม่ให้การบำรุงรักษาที่เลื่อนออกไปกลายเป็นค่าใช้จ่ายในการซ่อมแซมที่สูงลิ่ว
การคำนวณต้นทุนที่แท้จริงต่อชิ้นส่วน
การเข้าใจราคาต้นทุนของการผลิตชิ้นส่วนแต่ละชิ้นด้วยเครื่อง CNC จะช่วยให้คุณเสนอราคาโครงการได้อย่างแม่นยำ และประเมินการลงทุนในอุปกรณ์ได้อย่างสมเหตุสมผล ในการคำนวณต้นทุนของคุณ ควรรวมรายการต่อไปนี้:
- เวลาเครื่องจักร: หารต้นทุนประจำปีของเครื่องจักร (เช่น ค่าเสื่อมราคา การบำรุงรักษา ค่าใช้จ่ายทั่วไป) ด้วยจำนวนชั่วโมงการผลิตจริง เพื่อกำหนดอัตราค่าใช้จ่ายต่อชั่วโมง
- การสึกหรอของเครื่องมือ: ติดตามอายุการใช้งานของเครื่องมือตัด (tool life) ภายใต้วัสดุเฉพาะที่คุณใช้งานจริง และจัดสรรค่าใช้จ่ายในการเปลี่ยนเครื่องมือตัดนั้นไปยังชิ้นงานที่ผลิตออกมารวมกัน
- เวลาติดตั้ง: รวมค่าใช้จ่ายในการเตรียมอุปกรณ์ยึดชิ้นงาน (fixture preparation) การตรวจสอบและยืนยันโปรแกรม (program verification) และการตรวจสอบชิ้นงานตัวอย่างชิ้นแรก (first-article inspection) ไว้ในสูตรการคำนวณของคุณ
- ของเสียจากวัสดุ: พิจารณาเศษโลหะ (chips) ชิ้นส่วนที่ถูกตัดทิ้ง (cutoffs) และชิ้นงานที่ถูกทิ้งเพราะไม่ผ่านมาตรฐาน (scrapped parts) ในการคำนวณต้นทุนวัสดุ
- ค่าแรง: รวมเวลาของผู้ปฏิบัติงานในการโหลดชิ้นงาน ตรวจสอบความเรียบร้อยระหว่างการผลิต และปลดชิ้นงานออก (loading, monitoring, and unloading) — แม้ในกรณีที่ใช้อุปกรณ์แบบอัตโนมัติ
ต้นทุนการใช้เครื่อง CNC ต่อการดำเนินการหนึ่งครั้งมีความแตกต่างกันอย่างมากตามประเภทของกระบวนการ โดยผลการวิเคราะห์ด้านการผลิตระบุว่า การตัดด้วยเลเซอร์และพลาสม่าให้ข้อได้เปรียบในด้านความเร็วสำหรับงานสองมิติ (2D) ขณะที่การกัด (milling) มีค่าใช้จ่ายสูงกว่าต่อชั่วโมง แต่สามารถประมวลผลรูปทรงสามมิติ (3D) ที่ซับซ้อนได้ ซึ่งกระบวนการที่ง่ายกว่านั้นไม่สามารถทำได้ การเลือกอุปกรณ์ให้สอดคล้องกับปริมาณงานจริงของคุณจะช่วยป้องกันไม่ให้คุณจ่ายเกินราคาสำหรับความสามารถที่คุณใช้งานน้อย
การตัดสินใจระหว่างอุปกรณ์ใหม่กับอุปกรณ์มือสอง
อุปกรณ์ CNC มือสองสามารถช่วยประหยัดค่าใช้จ่ายได้อย่างมาก — บางครั้งลดลงถึง 40–60% เมื่อเทียบกับราคาอุปกรณ์ใหม่ — แต่จำเป็นต้องประเมินอย่างรอบคอบ โปรดพิจารณาปัจจัยต่อไปนี้เมื่อประเมินเครื่องจักรที่ผ่านการใช้งานแล้ว:
- มาตรวัดชั่วโมงการทำงานและบันทึกการบำรุงรักษา: เครื่องจักรที่มีชั่วโมงการใช้งานต่ำและมีประวัติการบำรุงรักษาที่บันทึกไว้อย่างครบถ้วน จะให้มูลค่าที่ดีที่สุดในกลุ่มอุปกรณ์มือสอง
- การตรวจสอบก่อนการซื้อ: ให้รันโปรแกรมทดสอบ และตรวจสอบอาการเลื่อนย้อนกลับ (backlash), ความเบี้ยวของแกนหมุน (spindle runout) และความแม่นยำทางเรขาคณิต
- อายุของระบบควบคุม: ระบบควบคุมที่มีอายุมากอาจขาดฟีเจอร์สำคัญ มีความเข้ากันได้กับซอฟต์แวร์จำกัด หรืออาจประสบปัญหาชิ้นส่วนล้าสมัย
- การสนับสนุนผู้ผลิต: บางแบรนด์ยังคงจัดหาอะไหล่และให้การสนับสนุนเป็นเวลาหลายทศวรรษ ในขณะที่แบรนด์อื่นๆ ยกเลิกการสนับสนุนอย่างรวดเร็ว
- ค่าติดตั้ง: ค่าใช้จ่ายในการติดตั้งระบบสายเคเบิล (Rigging) งานระบบไฟฟ้า และการตรวจรับรองเครื่องจักรเพิ่มเข้าไปในต้นทุนรวมของการจัดหา
เครื่องจักรมือสองที่ได้รับการดูแลอย่างดีจากแบรนด์ที่มีชื่อเสียง มักให้คุณค่าโดยรวมที่ดีกว่าเครื่องจักรรุ่นประหยัดใหม่ที่มีความทนทานในระยะยาวน่าสงสัย อย่างไรก็ตาม การซื้อเครื่องจักรมือสองโดยไม่ผ่านการตรวจสอบอย่างเหมาะสม หรือซื้อจากแหล่งที่ไม่น่าเชื่อถือ อาจส่งผลให้ได้อุปกรณ์ที่มีค่าใช้จ่ายในการซ่อมแซมสูงกว่าราคาที่ประหยัดได้จากการซื้อ
การตัดสินใจลงทุนอย่างมีข้อมูลจำเป็นต้องคำนึงถึงสมดุลระหว่างต้นทุนเริ่มต้นกับมูลค่าในระยะยาว — โดยต้องเข้าใจไม่เพียงแต่ราคาของอุปกรณ์เท่านั้น แต่ยังรวมถึงต้นทุนในการดำเนินงานอย่างมีประสิทธิภาพตลอดอายุการใช้งานหลายปีด้วย
อุปกรณ์สำหรับการจับยึดชิ้นงานและการติดตั้งเครื่องมือสำหรับงานโลหะ
คุณได้ประเมินต้นทุนของเครื่องจักรแล้ว และเข้าใจว่าระดับการลงทุนที่แตกต่างกันจะให้ผลลัพธ์อย่างไร — แต่แม้เครื่อง CNC ที่มีความสามารถสูงสุดก็ยังให้ผลลัพธ์ที่น่าผิดหวัง หากไม่มีอุปกรณ์ตัดและระบบยึดชิ้นงานที่เหมาะสม ลองมองแบบนี้: เครื่องจักรของคุณให้การเคลื่อนที่และพลังงาน แต่เครื่องมือตัดและอุปกรณ์ยึดชิ้นงานต่างหากที่กำหนดว่าศักยภาพนั้นจะเปลี่ยนเป็นชิ้นส่วนที่มีคุณภาพ หรือกลายเป็นเศษเหลือทิ้งที่สร้างความหงุดหงิด
ผู้ผลิตจำนวนมากประเมินต่ำเกินไปว่าการตัดสินใจเกี่ยวกับระบบยึดชิ้นงานและเครื่องมือตัดมีผลต่อผลลัพธ์ของตนมากเพียงใด ชิ้นงานที่ยึดไม่แน่นพอจะเลื่อนตัวระหว่างการตัด ส่งผลให้ค่าความคลาดเคลื่อน (tolerances) เสียหาย ปลายสว่านที่ไม่เหมาะสมกับวัสดุที่ใช้จะทำให้สึกหรอก่อนเวลาอันควร หรือให้ผิวสัมผัสที่ไม่ดี การเข้าใจหลักการพื้นฐานเหล่านี้ก่อนเริ่มการตัด จะช่วยป้องกันบทเรียนราคาแพงที่ต้องเรียนรู้ด้วยวิธีที่ยากลำบาก
แคลมป์แบบข้อเหวี่ยง แคลมป์แบบก้ามปู และอุปกรณ์ยึดชิ้นงานแบบเฉพาะ
การยึดชิ้นงานมีวัตถุประสงค์สำคัญเพียงประการเดียว คือ การรักษาชิ้นงานโลหะของคุณให้อยู่นิ่งสนิทขณะที่แรงตัดพยายามเคลื่อนย้ายมัน แม้แต่การเคลื่อนไหวเล็กน้อยเพียงเศษพันของนิ้ว ก็จะส่งผ่านโดยตรงไปยังชิ้นงานสำเร็จรูปของคุณเป็นข้อผิดพลาดด้านมิติ วิธีการยึดชิ้นงานที่คุณเลือกขึ้นอยู่กับรูปร่างของชิ้นงาน ความต้องการในการเข้าถึงเส้นทางการตัดของเครื่อง CNC และปริมาณการผลิต
ตัวเลือกการยึดชิ้นงานที่ใช้บ่อย ได้แก่:
- แคลมป์แบบเครื่องจักร: อุปกรณ์ยึดชิ้นงานหลักในการดำเนินการกัด—แคลมป์คุณภาพสูงที่มีฟันยึดทำจากวัสดุผ่านการชุบแข็ง ให้การยึดจับที่มั่นคงสำหรับชิ้นงานรูปสี่เหลี่ยมผืนผ้า และสามารถติดตั้งฟันยึดแบบนุ่มที่ถูกกลึงขึ้นมาให้สอดคล้องกับรูปร่างเฉพาะของชิ้นงานได้
- แคลมป์แบบเท้าและบล็อกแบบขั้นบันได: การยึดจับที่มีความยืดหยุ่นสูงสำหรับชิ้นงานที่มีรูปร่างไม่สม่ำเสมอ หรือเมื่อฟันยึดของแคลมป์จะขัดขวางการเข้าถึงเส้นทางการตัดของเครื่องมือ
- โต๊ะสุญญากาศ: เหมาะสำหรับวัสดุแผ่นบางที่การยึดจับแบบทั่วไปอาจทำให้ชิ้นงานบิดเบี้ยว—ความดันบรรยากาศจะยึดชิ้นงานให้เรียบแบนโดยไม่กระทบต่อขอบชิ้นงาน
- อุปกรณ์ยึดชิ้นงานแบบเฉพาะ (Custom Fixtures): อุปกรณ์ยึดชิ้นงานที่ออกแบบมาโดยเฉพาะสำหรับชิ้นงานเฉพาะ โดยมักประกอบด้วยนัตแบบเชื่อมต่อและปลอกเกลียวที่ฝังไว้ เพื่อให้สามารถโหลดชิ้นงานได้อย่างรวดเร็วและจัดตำแหน่งได้อย่างแม่นยำ
- บล็อกแคลมป์และอุปกรณ์จับชิ้นงานแบบกำหนดตำแหน่ง: ช่วยให้สามารถกลึงหรือกัดหลายด้านได้โดยไม่ต้องถอดชิ้นงานออกจากเครื่อง
เมื่อออกแบบอุปกรณ์จับชิ้นงาน ควรพิจารณาว่าแผ่นรองโลหะ (shim) สามารถสร้างผิวอ้างอิงที่แม่นยำ หรือชดเชยความแปรผันเล็กน้อยของความหนาของวัตถุดิบได้อย่างไร ช่างกลไกที่มีประสบการณ์มักเก็บแผ่นรองชนิดต่าง ๆ ไว้พร้อมใช้งาน เพื่อปรับแต่งการตั้งค่าให้แม่นยำยิ่งขึ้นโดยไม่จำเป็นต้องผลิตอุปกรณ์จับชิ้นงานใหม่
ใบมีดปลายสิ่ว (End Mills) และการเลือกเครื่องมือตัด
เครื่องมือตัดสำหรับเครื่องกัดของคุณมีผลโดยตรงต่อความเร็วในการตัด คุณภาพผิวงาน และอายุการใช้งานของเครื่องมือ การเข้าใจความแตกต่างระหว่างประเภทของเครื่องมือตัดจะช่วยให้คุณตัดสินใจซื้ออย่างชาญฉลาด แทนที่จะเลือกซื้อเพียงเพราะดูราคาถูก
ดอกเอ็นด์มิล สามารถรับมือกับงานกัดส่วนใหญ่ได้ เครื่องมือตัดแบบหมุนเหล่านี้มีหลายรูปแบบให้เลือกมากมาย:
- ปลายสิ่วแบบแบน (Flat end mills): เครื่องมือที่มีคมมุมฉาก ใช้สำหรับงานกัดร่อง (pockets), กัดตามรูปทรง (profiles) และงานกัดผิวเรียบ (facing)
- ปลายสิ่วแบบกลม (Ball end mills): เครื่องมือที่มีปลายโค้งมน ใช้สำหรับงานกัดรูปทรงสามมิติ (3D contours), กัดขอบโค้งมน (fillets) และงานกัดผิวที่มีรูปทรงซับซ้อน (sculptured surfaces)
- ปลายมีรัศมีโค้งสำหรับการกัดมุม: รวมจุดแข็งของปลายแบบแบนเข้ากับการลดความเข้มข้นของแรงดันที่บริเวณมุม
- ปลายมีฟันซี่หยักสำหรับการกัดหยาบ: ใบมีดแบบหยักช่วยหั่นเศษโลหะให้เป็นชิ้นเล็กๆ และทำให้สามารถตัดวัสดุออกได้อย่างรวดเร็วและรุนแรง
เครื่องมือกัดผิวด้านหน้า (Face mills) เหมาะอย่างยิ่งสำหรับการตัดวัสดุจำนวนมากออกอย่างรวดเร็วเมื่อทำการกัดผิวเรียบ เครื่องมือเหล่านี้ใช้แผ่นตัดคาร์ไบด์แบบถอดเปลี่ยนได้ แทนที่จะเป็นแบบโครงสร้างแข็งทั้งชิ้น จึงคุ้มค่าในการใช้งานกัดผิวเรียบแบบหนัก
สว่านและลูกบากหมุน เป็นส่วนเสริมที่จำเป็นสำหรับชุดเครื่องมือกัดปลายแบบครบวงจร สว่านเจาะจุดเริ่มต้น (spot drills) ใช้สร้างจุดเริ่มต้นที่แม่นยำ สว่านเกลียว (twist drills) ใช้เจาะรู และลูกบากหมุน (taps) ใช้ตัดเกลียวภายใน สำหรับงานผลิต การใช้สกรูแบบขึ้นรูปเกลียว (thread forming screws) อาจช่วยตัดขั้นตอนการตัดเกลียวออกได้โดยสิ้นเชิง เนื่องจากสามารถขึ้นรูปเกลียวระหว่างการประกอบ แทนที่จะตัดเกลียวในขั้นตอนการกลึง
กลยุทธ์การยึดชิ้นงานสำหรับรูปทรงชิ้นงานที่แตกต่างกัน
เครื่องมือพื้นฐานที่จำเป็นสำหรับการกลึงโลหะควรครอบคลุมการปฏิบัติงานทั่วไปโดยไม่ทำให้งบประมาณของคุณเกินกำหนด:
- ปลายตัดแบบ 2 แฉก และ 4 แฉก พร้อมเส้นผ่านศูนย์กลาง 1/4 นิ้ว, 3/8 นิ้ว และ 1/2 นิ้ว
- ชุดสว่านเกลียวแบบมาตรฐาน (jobber-length) ครอบคลุมขนาดรูที่ใช้บ่อยทั่วไป
- สว่านเจาะจุดเริ่มต้น (spot drill) หรือสว่านเจาะศูนย์ (center drill) สำหรับการกำหนดจุดเริ่มต้นของรู
- เครื่องมือตัดขอบเอียง (chamfer mill) ทำจากคาร์ไบด์ สำหรับการตกแต่งขอบชิ้นงาน
- เครื่องมือตัดหน้า (face mill) พร้อมแผ่นตัด (inserts) ที่เหมาะสมกับวัสดุหลักที่ใช้งาน
- ชุดตาไส (tap set) พร้อมสว่านเจาะรูนำสำหรับขนาดเกลียวที่ใช้บ่อยทั่วไป
- อุปกรณ์หาขอบ (edge finder) หรือหัววัด (probe) สำหรับระบุตำแหน่งของชิ้นงาน
ชั้นเคลือบเครื่องมือ ส่งผลอย่างมากต่อประสิทธิภาพการทำงานเมื่อใช้กับโลหะชนิดต่าง ๆ คาร์ไบด์แบบไม่มีการเคลือบสามารถใช้งานได้ดีพอสมควรกับอลูมิเนียม แต่สึกกร่อนอย่างรวดเร็วเมื่อใช้กับเหล็ก ไทเทเนียมไนไตรด์ (TiN) เพิ่มความแข็งและความต้านทานความร้อน จึงเหมาะสำหรับการตัดเหล็กทั่วไป อัลลูมิเนียมไทเทเนียมไนไตรด์ (AlTiN) ทนต่ออุณหภูมิสูงกว่า จึงเหมาะกับวัสดุที่แข็งกว่าและการกลึงแบบแห้ง (dry machining) ส่วนการเคลือบแบบคาร์บอนที่มีลักษณะคล้ายเพชร (DLC) มีประสิทธิภาพโดดเด่นในการตัดอลูมิเนียม เนื่องจากช่วยป้องกันการสะสมของเศษวัสดุ (built-up edge) ที่ขอบตัด
คาร์ไบด์ เทียบกับ HSS แสดงถึงทางเลือกพื้นฐานที่ส่งผลต่อทั้งต้นทุนและประสิทธิภาพในการทำงาน ปลายสว่านทำจากเหล็กความเร็วสูง (HSS) มีราคาถูกกว่าและสามารถลับคมใหม่ได้ จึงคุ้มค่าสำหรับการใช้งานเป็นครั้งคราวหรือกับวัสดุที่นุ่ม ขณะที่เครื่องมือที่ทำจากคาร์ไบด์มีราคาสูงกว่าในช่วงแรก แต่สามารถทำงานได้เร็วกว่า ใช้งานได้นานกว่า และรองรับวัสดุที่แข็งกว่า—โดยทั่วไปแล้วจะคืนทุนได้อย่างรวดเร็วในสภาพแวดล้อมการผลิต
ถูกต้อง ระบบระบายเศษชิ้นงานและระบบหล่อเย็น ช่วยยืดอายุการใช้งานของเครื่องมือและปรับปรุงคุณภาพของชิ้นงาน เศษชิ้นงานที่ค้างอยู่ในบริเวณการตัดจะถูกตัดซ้ำ ซึ่งส่งผลให้ทั้งชิ้นงานและเครื่องมือเสียหาย น้ำหล่อเย็นแบบไหลท่วม (Flood coolant) จะช่วยชะล้างเศษชิ้นงานออกพร้อมลดอุณหภูมิขณะตัด สำหรับการดำเนินการที่ไม่สามารถใช้น้ำหล่อเย็นแบบไหลท่วมได้ ระบบเป่าด้วยอากาศแรงดันสูงหรือระบบพ่นละออง (mist system) จึงเป็นทางเลือกทดแทน วัสดุบางชนิด—โดยเฉพาะอะลูมิเนียม—ได้รับประโยชน์จากสารหล่อเย็นเฉพาะที่ช่วยป้องกันการเกิดคราบโลหะสะสม (built-up edge) บนขอบตัด
การลงทุนในอุปกรณ์ยึดชิ้นงานที่มีคุณภาพสูงและเครื่องมือที่เหมาะสมจะให้ผลตอบแทนที่คุ้มค่ากับทุกชิ้นส่วนที่คุณผลิต ความพยายามลดต้นทุนในขั้นตอนนี้จะทำให้ศักยภาพของเครื่องจักรระดับพรีเมียมแม้แต่รุ่นที่ดีที่สุดก็ตามลดลงอย่างมาก ขณะที่การเลือกอย่างรอบคอบจะช่วยเพิ่มประสิทธิภาพสูงสุดให้กับอุปกรณ์ที่คุณมี

การเลือกเครื่อง CNC ที่เหมาะสมสำหรับงานโลหะ
คุณได้เรียนรู้พื้นฐานทั้งหมดแล้ว—ประเภทของเครื่องจักร ความเข้ากันได้กับวัสดุ ความสามารถในการให้ความแม่นยำ ต้นทุน และองค์ประกอบสำคัญของเครื่องมือ บัดนี้มาถึงขั้นตอนการตัดสินใจที่ผูกโยงทุกสิ่งเข้าด้วยกัน: การเลือกเครื่อง CNC สำหรับงานโลหะที่เหมาะสมที่สุดสำหรับสถานการณ์เฉพาะของคุณ การตัดสินใจครั้งนี้จะส่งผลต่อทุกโครงการที่คุณดำเนินการไปอีกหลายปี ดังนั้นการตัดสินใจอย่างรอบคอบจึงมีความสำคัญยิ่งกว่าการรีบซื้อเครื่องจักรโดยไม่พิจารณาให้ตรงกับความต้องการที่แท้จริงของคุณ
ไม่ว่าคุณจะเป็นผู้ที่ชื่นชอบงานฝีมือและใฝ่ฝันถึงเครื่อง CNC สำหรับใช้ในบ้าน หรือเป็นมืออาชีพที่กำลังประเมินอุปกรณ์สำหรับงานผลิต การเลือกเครื่องจักรก็ยึดตามหลักการเดียวกัน ให้เริ่มต้นจากการวิเคราะห์ความต้องการของคุณ จากนั้นจับคู่กับตัวเลือกที่เป็นไปได้จริง และพิจารณาองค์ประกอบทั้งหมดของระบบนิเวศ (ecosystem) ที่สนับสนุนการขึ้นรูปชิ้นงานอย่างประสบความสำเร็จ ลองมาสำรวจกรอบแนวคิดเชิงปฏิบัติที่จะช่วยป้องกันไม่ให้คุณรู้สึกเสียใจหลังการซื้อ
การจับคู่ขนาดของเครื่องจักรกับพื้นที่ทำงานของคุณ
ก่อนที่คุณจะหลงใหลในศักยภาพของเครื่องจักร โปรดตรวจสอบให้แน่ใจว่าเครื่องนั้นสามารถวางลงในสถานที่ที่คุณวางแผนจะใช้งานได้จริง เครื่อง CNC แบบตั้งโต๊ะอาจดูมีขนาดกะทัดรัด แต่เมื่อพิจารณาปัจจัยอย่างการกักเก็บเศษชิ้นงาน (chip containment) การจัดเก็บอุปกรณ์ตัด (tool storage) และพื้นที่สำหรับผู้ปฏิบัติงาน (operator access) แล้ว ข้อจำกัดด้านกายภาพจะตัดตัวเลือกออกได้เร็วกว่าปัจจัยอื่นใด
ใช้รายการตรวจสอบนี้เพื่อประเมินเกณฑ์สำคัญในการเลือกเครื่องจักร ก่อนที่จะเปรียบเทียบเครื่องจักรรุ่นเฉพาะเจาะจง:
- ข้อกำหนดเกี่ยวกับพื้นที่ทำงาน (Work envelope requirements): ชิ้นงานที่ใหญ่ที่สุดที่คุณจำเป็นต้องขึ้นรูปจริงๆ คือขนาดเท่าใด? โปรดเพิ่มระยะเผื่อสำหรับการยึดชิ้นงาน (workholding) และระยะปลอดภัย (clearance)
- ศักยภาพด้านวัสดุ: คุณจะตัดอะลูมิเนียมเป็นหลัก หรือจำเป็นต้องมีความแข็งแรง (rigidity) ที่เพียงพอสำหรับการตัดเหล็กตั้งแต่วันแรก
- ความต้องการความแม่นยํา: การใช้งานของคุณต้องการความแม่นยำในระดับใดจริงๆ — ไม่ใช่สิ่งที่คุณหวังไว้ แต่เป็นสิ่งที่คุณจำเป็นต้องมีอย่างแท้จริง
- ความจํากัดทางการเงิน รวมค่าใช้จ่ายสำหรับแม่พิมพ์ ซอฟต์แวร์ และค่าใช้จ่ายในการดำเนินงานปีแรกไว้ในงบประมาณรวมของคุณ — ไม่ใช่เพียงราคาเครื่องจักรเท่านั้น
- พื้นที่ที่มีอยู่: วัดขนาดพื้นที่ทำงานจริงของคุณ รวมถึงระยะว่างที่จำเป็นสำหรับการจัดการเศษชิ้นงาน การจัดการวัสดุ และการเข้าถึงเพื่อการบำรุงรักษา
- ข้อกำหนดด้านพลังงาน: ตรวจสอบให้แน่ใจว่าระบบไฟฟ้าของคุณสามารถรองรับเครื่องจักรได้ — อุปกรณ์อุตสาหกรรมมักต้องการแรงดันไฟฟ้า 220 โวลต์ หรือไฟฟ้าสามเฟส
- ความจุน้ำหนัก: ยืนยันว่าพื้นของคุณสามารถรับน้ำหนักของเครื่องจักรได้ โดยเฉพาะอย่างยิ่งสำหรับอุปกรณ์อุตสาหกรรมที่ทำจากเหล็กหล่อ
- เสียงและระบบระบายอากาศ: พิจารณาผลกระทบต่อผู้อยู่อาศัยใกล้เคียง ระบบระบายอากาศในโรงงานสำหรับไอน้ำมันหล่อลื่น และข้อกำหนดในการเก็บรวบรวมเศษชิ้นงาน
เครื่อง CNC ขนาดเล็กที่ออกแบบมาสำหรับการใช้งานบนโต๊ะทำงานอาจเหมาะสมอย่างยิ่งกับโครงการที่คุณต้องการดำเนินการในทันที และยังสามารถวางลงในมุมโรงรถของคุณได้อย่างพอดี แต่หากคุณวางแผนที่จะอัปเกรดภายในสองปีอยู่แล้ว การลงทุนขั้นกลางนี้อาจสิ้นเปลืองทรัพยากรโดยไม่จำเป็น ซึ่งทรัพยากรเหล่านั้นอาจนำไปใช้กับอุปกรณ์ที่มีศักยภาพสูงกว่าตั้งแต่เริ่มต้นได้ดีกว่า
การประเมินความแข็งแกร่งสำหรับวัสดุเป้าหมายของคุณ
วัสดุหลักที่คุณใช้จะเป็นตัวกำหนดข้อกำหนดขั้นต่ำด้านความแข็งแกร่งของเครื่องจักร ตัวอย่างเช่น เครื่องกัด CNC ขนาดเล็กที่ออกแบบมาเพื่อการต้นแบบอะลูมิเนียม จะทำงานได้ยากมาก หรืออาจล้มเหลวโดยสิ้นเชิง เมื่อนำไปใช้ตัดเหล็กอย่างรุนแรง การเลือกสร้างเครื่องจักรให้สอดคล้องกับวัสดุเป้าหมายของคุณจะช่วยป้องกันความหงุดหงิดและลดการสูญเสียเครื่องมือตัด
สำหรับผู้ใช้งานระดับฮอบบี้และงานเบา:
- ตัวเลือกเครื่องกัดแบบตั้งโต๊ะ: เหมาะสมสำหรับการกัดอะลูมิเนียม ทองเหลือง พลาสติก และการกัดแบบเบาในเหล็กกล้าคาร์บอนต่ำ
- โครงสร้างทั่วไป: โครงถังทำจากอะลูมิเนียม รางเลื่อนขนาดเล็กกว่า ระบบขับเคลื่อนด้วยสายพานหรือสกรูเลื่อน
- ความคาดหวังที่สมเหตุสมผล: เรียนรู้พื้นฐานของระบบ CNC สร้างต้นแบบการออกแบบ และผลิตชิ้นส่วนที่ใช้งานได้จริงจากวัสดุที่นุ่มนกว่า
- เส้นทางการอัปเกรด: พิจารณาว่าแพลตฟอร์มดังกล่าวรองรับการอัปเกรดหัวกัด การเปลี่ยนสกรูบอลสกรู หรือการติดตั้งฝาครอบเพิ่มเติมหรือไม่
สำหรับสภาพแวดล้อมเชิงมืออาชีพและงานผลิต:
- การก่อสร้างระดับอุตสาหกรรม: โครงสร้างจากเหล็กหล่อหรือเหล็กแผ่นที่ผ่านการขึ้นรูป พร้อมมวลสารที่มีน้ำหนักมาก
- ระบบควบคุมการเคลื่อนที่แบบแม่นยำ: สกรูบอล (Ballscrews), รางเลื่อนเชิงเส้นคุณภาพสูง, มอเตอร์เซอร์โวพร้อมระบบป้อนกลับจากเอนโคเดอร์
- ความสามารถของแกนหมุน (Spindle): กำลังขับสูงกว่า พร้อมระบบรัดเครื่องมือที่มีความแข็งแรงสูง เช่น CAT40 หรือ BT30
- คุณสมบัติการผลิต: ระบบเปลี่ยนเครื่องมืออัตโนมัติ (ATC), ระบบวัดตำแหน่งชิ้นงาน (probing systems), และระบบจัดการน้ำหล่อเย็น
เครื่อง CNC ขนาดเล็กอาจดูมีข้อจำกัดเมื่อเปรียบเทียบกับอุปกรณ์ขนาดเต็ม แต่ข้อจำกัดเหล่านี้กลับกระตุ้นให้เกิดความคิดสร้างสรรค์และส่งเสริมการเรียนรู้อย่างลึกซึ้ง ช่างกลจำนวนมากที่ประสบความสำเร็จได้พัฒนาทักษะของตนบนอุปกรณ์ที่มีสมรรถนะปานกลางก่อนจะก้าวขึ้นสู่เครื่องจักรที่มีขนาดและศักยภาพสูงขึ้น — พื้นฐานทั้งหมดนี้สามารถถ่ายโอนไปใช้ได้กับเครื่องจักรทุกขนาด
พิจารณาเกี่ยวกับระบบนิเวศของซอฟต์แวร์และเส้นโค้งการเรียนรู้
กระบวนการตั้งแต่แนวคิดจนถึงชิ้นงานสำเร็จรูปนั้นไหลผ่านซอฟต์แวร์ในทุกขั้นตอน การเข้าใจลำดับขั้นตอนนี้จะช่วยให้คุณประเมินไม่เพียงแต่ตัวเครื่องจักรเท่านั้น แต่ยังรวมถึงระบบนิเวศโดยรวมที่คุณกำลังลงทุนเข้าไปด้วย
CAD (การออกแบบด้วยคอมพิวเตอร์) สร้างโมเดล 3D หรือแบบแปลน 2D ของคุณ ตัวเลือกมีตั้งแต่ซอฟต์แวร์ฟรี เช่น Fusion 360 สำหรับผู้ใช้งานทั่วไป ไปจนถึงแพ็กเกจระดับมืออาชีพ เช่น SolidWorks หรือ Inventor การเลือก CAD ของคุณส่งผลต่อความเข้ากันได้ของไฟล์และคุณสมบัติที่สามารถใช้งานได้ในขั้นตอนต่อไป
CAM (การผลิตด้วยคอมพิวเตอร์) แปลงการออกแบบของคุณให้เป็นเส้นทางการเคลื่อนที่ของเครื่องจักร (toolpaths) ซึ่งคือการเคลื่อนที่ที่แม่นยำที่เครื่องจักรของคุณจะดำเนินการ CAM ซอฟต์แวร์คำนวณอัตราการป้อน (feeds), ความเร็ว (speeds) และกลยุทธ์การตัด ตามวัสดุ เครื่องมือ และความสามารถของเครื่องจักรของคุณ คุณภาพของ CAM มีผลอย่างมากต่อคุณภาพพื้นผิว เวลาในการผลิตหนึ่งรอบ (cycle time) และอายุการใช้งานของเครื่องมือ
การผลิตหลัง แปลงเส้นทางการเคลื่อนที่ของเครื่องจักร (toolpaths) ทั่วไปให้เป็นรหัส G-code ที่เฉพาะเจาะจงกับคอนโทรลเลอร์ของเครื่องจักรคุณ คอนโทรลเลอร์ต่างชนิดกันตีความคำสั่งไม่เหมือนกัน ดังนั้นโปรแกรม post-processor ที่เหมาะสมจึงจำเป็นอย่างยิ่งเพื่อให้ระบบทำงานได้อย่างเชื่อถือได้
การควบคุมเครื่องจักร ดำเนินการตามรหัส G-code โดยควบคุมมอเตอร์ สปินเดิล และระบบหล่อเย็นเพื่อผลิตชิ้นงานของคุณ คอนโทรลเลอร์มีหลากหลายตั้งแต่ระบบที่เรียบง่ายแบบ GRBL ที่ใช้กับเครื่อง CNC แบบตั้งโต๊ะ ไปจนถึงคอนโทรลเลอร์ขั้นสูงอย่าง Fanuc หรือ Siemens ที่ใช้กับอุปกรณ์อุตสาหกรรม
พิจารณาปัจจัยต่อไปนี้เกี่ยวกับระบบนิเวศของซอฟต์แวร์:
- ซอฟต์แวร์ที่รวมมาด้วย: เครื่องจักรบางรุ่นมาพร้อมซอฟต์แวร์ CAM ในตัว ขณะที่บางรุ่นต้องซื้อแยกต่างหาก
- เส้นโค้งการเรียนรู้: ซอฟต์แวร์ระดับมืออาชีพที่ซับซ้อนให้ความสามารถมากกว่า แต่ก็ต้องการการลงทุนด้านการฝึกอบรมเพิ่มเติม
- การสนับสนุนจากชุมชน: แพลตฟอร์มยอดนิยมมีบทช่วยสอน ฟอรัม และทรัพยากรที่แบ่งปันกันอย่างกว้างขวาง
- การสมัครใช้งานแบบรายปีเทียบกับใบอนุญาตแบบถาวร: ค่าใช้จ่ายในการใช้ซอฟต์แวร์อย่างต่อเนื่องส่งผลต่อค่าใช้จ่ายในการดำเนินงานระยะยาว
- ขีดความสามารถในการจำลอง การตรวจสอบเสมือนจริงช่วยตรวจจับข้อผิดพลาดในการเขียนโปรแกรมก่อนที่จะก่อให้เกิดความเสียหายต่อเครื่องจักรหรือชิ้นส่วน
การสนับสนุนจากผู้ผลิตและแหล่งทรัพยากรจากชุมชน
เมื่อเกิดความผิดปกติขึ้น หรือคุณพบปัญหาที่ไม่สามารถแก้ไขได้ด้วยตนเอง ความช่วยเหลือจากผู้ผลิตและแหล่งทรัพยากรจากชุมชนมักเป็นตัวกำหนดว่าเครื่องจักรนั้นจะกลายเป็นเครื่องมือที่ให้ผลผลิต หรือกลายเป็นเพียง 'ของตกแต่งโต๊ะ' ที่มีราคาแพง
ประเมินการสนับสนุนจากผู้ผลิตโดยการถามคำถามต่อไปนี้:
- การสนับสนุนทางเทคนิคผ่านโทรศัพท์และอีเมลมีความรวดเร็วเพียงใด
- ชิ้นส่วนอะไหล่สามารถจัดหาได้ง่ายและมีราคาสมเหตุสมผลหรือไม่
- ผู้ผลิตจัดให้มีแหล่งข้อมูลการฝึกอบรม วิดีโอ หรือเอกสารประกอบหรือไม่
- บริษัทนี้ดำเนินธุรกิจมาเป็นเวลานานเท่าใด และมีชื่อเสียงอย่างไรในด้านการรับรองและรับผิดชอบต่อผลิตภัณฑ์
- มีการจัดให้มีการอัปเดตเฟิร์มแวร์และปรับปรุงต่าง ๆ หรือไม่ หรือเครื่องจักรนั้นถูกกำหนดค่าคงที่ตามรุ่นที่ซื้อมา
แหล่งข้อมูลจากชุมชนมีความสำคัญไม่แพ้กัน โดยเฉพาะสำหรับผู้ผลิตขนาดเล็กที่ไม่มีแผนกสนับสนุนที่กว้างขวาง ฟอรั่มผู้ใช้งานที่มีการมีส่วนร่วมอย่างแข็งขัน กลุ่ม Facebook และช่อง YouTube สร้างฐานความรู้ที่ช่วยในการแก้ไขปัญหาและแบ่งปันเคล็ดลับการปรับแต่งประสิทธิภาพให้ดีที่สุด แพลตฟอร์มยอดนิยม เช่น Tormach, Haas และแบรนด์เครื่อง CNC แบบตั้งโต๊ะต่าง ๆ ได้รับประโยชน์จากชุมชนผู้ใช้งานที่มีส่วนร่วมอย่างแข็งขัน ซึ่งช่วยเสริมการสนับสนุนจากผู้ผลิตได้อย่างมีประสิทธิภาพ
สำหรับผู้ซื้อระดับมืออาชีพที่มองหาโซลูชันพร้อมใช้งานสำหรับการผลิตซึ่งมีการรับรองการสนับสนุนที่เชื่อถือได้แล้ว ผู้ผลิตที่มีชื่อเสียงจะมอบความมั่นใจที่ทางเลือกที่เน้นงบประมาณไม่สามารถให้ได้ สถาน facilities เช่น เทคโนโลยีโลหะเส้าอี้ แสดงให้เห็นว่าการรับรองมาตรฐาน IATF 16949 และการควบคุมกระบวนการด้วยสถิติ (Statistical Process Control) แปลงข้อกำหนดด้านความสามารถให้เป็นผลลัพธ์ที่สอดคล้องกันในโลกแห่งความเป็นจริง — ซึ่งเป็นระดับความเชี่ยวชาญในการดำเนินงานที่เกิดขึ้นจากการผลิตอย่างต่อเนื่องเป็นเวลาหลายปี
คำแนะนำตามกลุ่มผู้ใช้งาน
สถานการณ์ของคุณเป็นตัวกำหนดว่าการแลกเปลี่ยนใดเหมาะสมที่สุด นี่คือคำแนะนำเชิงปฏิบัติที่อิงตามโปรไฟล์ผู้ซื้อทั่วไป:
ผู้เริ่มต้นและผู้ที่ศึกษาด้วยตนเอง:
- เริ่มต้นด้วยเครื่อง CNC แบบตั้งโต๊ะหรือเครื่อง CNC ขนาดเล็กในช่วงราคา 2,000–5,000 ดอลลาร์สหรัฐ
- ให้ความสำคัญกับเครื่องจักรที่สามารถขึ้นรูปอะลูมิเนียมได้ และสามารถประมวลผลทองเหลืองหรือเหล็กกล้าคาร์บอนต่ำได้เป็นครั้งคราว
- ให้ความสำคัญกับแพลตฟอร์มที่มีชุมชนผู้ใช้งานที่กระตือรือร้นและแหล่งทรัพยากรเพื่อการเรียนรู้ที่ครอบคลุม
- จัดสรรงบประมาณสำหรับอุปกรณ์ยึดชิ้นงานคุณภาพสูงและชุดเครื่องมือพื้นฐาน — อย่าใช้เงินทั้งหมดไปกับตัวเครื่องจักรเพียงอย่างเดียว
- ยอมรับว่าการอัปเกรดเครื่องจักรในภายหลังเป็นเรื่องปกติ; เครื่องจักรเครื่องแรกของคุณจะสอนคุณว่าคุณต้องการอะไรจริง ๆ
ร้านค้าขนาดเล็กและผู้ที่หลงใหลในงานอย่างจริงจัง:
- พิจารณาอุปกรณ์แบบตั้งโต๊ะหรืออุปกรณ์สำหรับงานอุตสาหกรรมระดับเบา ที่มีราคาอยู่ในช่วง 10,000–30,000 ดอลลาร์สหรัฐ
- ให้ความสำคัญกับความแข็งแกร่งและความแม่นยำที่รองรับการใช้งานกับเหล็กเป็นหลัก เพื่อให้สามารถทำงานเชิงพาณิชย์ได้อย่างมีประสิทธิภาพ
- ลงทุนในซอฟต์แวร์ CAM ที่เหมาะสม ซึ่งจะช่วยเพิ่มศักยภาพของเครื่องจักรให้สูงสุด
- ประเมินการสนับสนุนจากผู้ผลิตอย่างรอบคอบ—เวลาเครื่องจักรหยุดทำงานหมายถึงค่าใช้จ่ายที่เพิ่มขึ้นเมื่อลูกค้ากำลังรอคอย
- วางแผนสำหรับการเติบโตโดยเลือกเครื่องจักรที่รองรับการอัปเกรดระบบอัตโนมัติ เช่น ระบบวัดตำแหน่ง (probing) และระบบเปลี่ยนเครื่องมืออัตโนมัติ (tool changers)
สภาพแวดล้อมสำหรับการผลิตและงานระดับมืออาชีพ:
- ระบุรายละเอียดของอุปกรณ์ตามความต้องการที่มีการบันทึกไว้อย่างชัดเจน ไม่ใช่ตามความสามารถที่หวังไว้แต่ยังไม่ได้รับการยืนยัน
- พิจารณาต้นทุนรวมในการเป็นเจ้าของ (Total Cost of Ownership) ซึ่งรวมถึงสัญญาบริการบำรุงรักษาและการฝึกอบรม
- ตรวจสอบความมั่นคงของผู้ผลิตและความพร้อมของอะไหล่ตลอดอายุการใช้งานที่คาดการณ์ไว้ของเครื่องจักร
- พิจารณาอุปกรณ์อุตสาหกรรมมือสองจากแบรนด์ที่มีชื่อเสียงเป็นทางเลือกหนึ่งแทนการซื้อเครื่องจักรใหม่ที่มีงบประมาณจำกัด
- ตรวจสอบให้แน่ใจว่าโครงสร้างพื้นฐานของโรงงานคุณรองรับอุปกรณ์—ทั้งด้านพลังงาน ระบบยก-แขวน และการควบคุมสิ่งแวดล้อม
ไม่ว่าคุณจะเริ่มต้นจากจุดใด โปรดจำไว้ว่าชุดเครื่อง CNC สำหรับงานโลหะที่ดีที่สุดคือชุดที่คุณใช้งานจริงในการผลิตชิ้นส่วน การวิเคราะห์มากเกินไปจนไม่สามารถตัดสินใจได้ (Analysis paralysis) ทำให้ผู้ที่ต้องการเป็นช่างขึ้นรูปหลายคนยังคงอยู่ข้างสนาม ในขณะที่ผู้อื่นพัฒนาทักษะผ่านประสบการณ์ตรง จงเริ่มต้นจากจุดที่งบประมาณและพื้นที่ของคุณเอื้ออำนวย เรียนรู้หลักพื้นฐานให้เข้าใจ และอัปเกรดเมื่อคุณพบข้อจำกัดที่แท้จริง—ไม่ใช่ข้อจำกัดที่จินตนาการขึ้น—ซึ่งขัดขวางคุณจากการทำงานที่จำเป็นต้องดำเนินการ
คำถามที่พบบ่อยเกี่ยวกับการขึ้นรูปโลหะด้วยเครื่อง CNC
1. เครื่อง CNC ใช้ทำอะไรกับโลหะ?
เครื่องจักร CNC สำหรับงานโลหะใช้ระบบควบคุมตัวเลขด้วยคอมพิวเตอร์ (Computer Numerical Control) เพื่อทำให้กระบวนการตัด ขึ้นรูป และผลิตชิ้นส่วนโลหะเป็นไปโดยอัตโนมัติ ด้วยความแม่นยำสูงเป็นพิเศษ เครื่องจักรเหล่านี้ทำงานตามคำสั่งที่เขียนไว้ในรหัส G-code เพื่อบังคับเครื่องมือตัดเคลื่อนที่ไปตามชิ้นงานและตัดวัสดุออกเพื่อสร้างชิ้นส่วนสำเร็จรูป ประเภททั่วไปได้แก่ เครื่องกัด CNC สำหรับขึ้นรูปผิวสามมิติ เครื่องกลึงสำหรับชิ้นส่วนทรงกระบอก และเครื่องตัดด้วยพลาสม่าหรือเลเซอร์สำหรับแผ่นโลหะ เครื่องจักร CNC สำหรับงานโลหะรุ่นใหม่สามารถควบคุมตำแหน่งได้แม่นยำถึง 0.0001 นิ้ว จึงมีความสำคัญอย่างยิ่งต่อการผลิตในอุตสาหกรรมการบินและอวกาศ ยานยนต์ และอุปกรณ์ทางการแพทย์ ซึ่งต้องการความคลาดเคลื่อน (tolerance) ที่แคบมาก
2. คุณสามารถใช้เครื่อง CNC ตัดโลหะชนิดใดได้บ้าง?
เครื่อง CNC สามารถประมวลผลโลหะได้หลากหลายชนิด รวมถึงอลูมิเนียม โลหะเหล็ก โลหะสแตนเลส ทองเหลือง ทองแดง และไทเทเนียม อลูมิเนียมมีคุณสมบัติในการขึ้นรูปได้ง่ายที่สุด โดยให้ความเร็วในการตัดสูงและสึกหรอของเครื่องมือต่ำมาก โลหะเหล็กต้องใช้เครื่องจักรที่มีความแข็งแรงสูงกว่าและต้องควบคุมความร้อนอย่างระมัดระวัง โลหะสแตนเลสมีปัญหาเรื่องการแข็งตัวขณะขึ้นรูป (work-hardening) ซึ่งจำเป็นต้องรักษาการตัดอย่างสม่ำเสมอและใช้เครื่องมือที่คมมาก ทองเหลืองและทองแดงสามารถขึ้นรูปได้ดีเยี่ยม ให้ผิวเรียบเนียนสวยงามเป็นพิเศษ ส่วนไทเทเนียมต้องใช้เครื่องมือเฉพาะทาง การหล่อเย็นอย่างเข้มข้น และลดความเร็วในการตัดลง ทางเลือกของวัสดุส่งผลโดยตรงต่อการเลือกเครื่องมือ การตั้งค่าพารามิเตอร์การตัด และข้อกำหนดของเครื่องจักร
3. การกัดด้วยเครื่อง CNC ยากต่อการเรียนรู้หรือไม่?
การกัดด้วยเครื่อง CNC มีเส้นโค้งการเรียนรู้ แต่ยังคงเข้าถึงได้ง่ายสำหรับผู้เริ่มต้นที่มีความมุ่งมั่น ชิ้นส่วนพื้นฐานสามารถสร้างขึ้นได้ภายในไม่กี่ชั่วโมงโดยใช้ซอฟต์แวร์ CAD/CAM รุ่นใหม่ ซึ่งสร้างเส้นทางการเคลื่อนที่ของเครื่องมือ (toolpaths) โดยอัตโนมัติจากแบบจำลอง 3 มิติ อย่างไรก็ตาม การเชี่ยวชาญในศาสตร์นี้—เช่น การเข้าใจพฤติกรรมของวัสดุ การปรับแต่งพารามิเตอร์การตัดให้เหมาะสม และการวิเคราะห์แก้ไขปัญหา—มักต้องใช้ประสบการณ์จริงอย่างน้อยสามปีขึ้นไป การเริ่มต้นด้วยการกัดอลูมิเนียมบนเครื่อง CNC มิลล์ขนาดตั้งโต๊ะ จะเป็นสภาพแวดล้อมที่ให้อภัยสูง ช่วยให้ผู้เรียนเข้าใจหลักการพื้นฐานก่อนจะก้าวไปสู่วัสดุที่แข็งกว่าและข้อกำหนดด้านความแม่นยำที่เข้มงวดยิ่งขึ้น
4. การประกอบเครื่อง CNC เองจะถูกกว่าการซื้อเครื่อง CNC สำเร็จรูปหรือไม่?
การสร้างเครื่อง CNC ด้วยตนเองมีต้นทุนวัสดุดิบต่ำกว่า แต่ต้องใช้เวลาอย่างมากในการออกแบบ การประกอบ การปรับจูน และการตั้งค่าให้เหมาะสม สำหรับผู้ที่ชื่นชอบงานฝีมือและให้ความสำคัญกับประสบการณ์การเรียนรู้ การสร้างเครื่องด้วยตนเอง (DIY) จึงให้ทั้งประโยชน์ทางการศึกษาและประหยัดค่าใช้จ่าย อย่างไรก็ตาม การซื้อเครื่อง CNC ที่ผลิตเชิงพาณิชย์จะมอบประสิทธิภาพที่พิสูจน์แล้ว การสนับสนุนจากผู้ผลิต เอกสารคู่มือ และการรับประกันสินค้า สำหรับสภาพแวดล้อมการผลิตโดยทั่วไปแล้ว การลงทุนซื้อเครื่องจักรคุณภาพสูงจะให้ผลตอบแทนที่ดีกว่า เพราะช่วยลดเวลาหยุดทำงาน (downtime) ได้อย่างมีนัยสำคัญ โปรดพิจารณาคุณค่าของเวลาที่คุณมี ทักษะทางเทคนิคของคุณ และวัตถุประสงค์ในการใช้งานจริงก่อนตัดสินใจ
5. เครื่อง CNC สำหรับงานโลหะมีราคาเท่าใด?
ราคาเครื่องจักรโลหะแบบ CNC มีช่วงตั้งแต่ 2,000 ดอลลาร์สหรัฐสำหรับเครื่องกัดขนาดเล็กสำหรับงานอดิเรก ไปจนถึงมากกว่า 500,000 ดอลลาร์สหรัฐสำหรับอุปกรณ์การผลิตระดับอุตสาหกรรม เครื่องกัด CNC แบบตั้งโต๊ะที่เหมาะสมสำหรับงานอลูมิเนียมและเหล็กเบา มีราคาอยู่ที่ 2,000–8,000 ดอลลาร์สหรัฐ เครื่องแบบตั้งโต๊ะที่มีความสามารถในการตัดเหล็กดีขึ้น มีราคาอยู่ที่ 8,000–25,000 ดอลลาร์สหรัฐ อุปกรณ์ระดับอุตสาหกรรมเบามีราคาอยู่ที่ 25,000–75,000 ดอลลาร์สหรัฐ ขณะที่เครื่องสำหรับการผลิตเต็มรูปแบบจากแบรนด์ต่าง ๆ เช่น Haas หรือ Mazak เริ่มต้นที่ประมาณ 75,000 ดอลลาร์สหรัฐ นอกจากค่าใช้จ่ายในการซื้อแล้ว ยังควรจัดสรรงบประมาณเพิ่มอีก 15–25% สำหรับค่าใช้จ่ายในการดำเนินงานปีแรก ซึ่งรวมถึงค่าอุปกรณ์ตัด (tooling), สารหล่อเย็น (coolant), ซอฟต์แวร์ และค่าบำรุงรักษา