 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

การขึ้นรูปโครงเบาะนั่งรถยนต์: เทคโนโลยีการผลิตและแนวโน้มการลดน้ำหนัก
สรุปสั้นๆ
การขึ้นรูปเฟรมที่นั่งรถยนต์ด้วยวิธีการตอก (stamping) เป็นกระบวนการผลิตอย่างแม่นยำที่ใช้เทคโนโลยีแม่พิมพ์แบบโปรเกรสซีฟและแบบทรานสเฟอร์ขนาดแรงอัดสูง (โดยทั่วไปตั้งแต่ 100–1,200 ตันขึ้นไป) เพื่อผลิตชิ้นส่วนโครงสร้างของยานพาหนะจากวัสดุความแข็งแรงสูง เมื่ออุตสาหกรรมยานยนต์เปลี่ยนผ่านสู่รถยนต์ไฟฟ้า (EV) จุดเน้นหลักได้เปลี่ยนไปสู่ การลดน้ำหนัก —การแทนที่เหล็กกล้าแบบดั้งเดิมด้วยเหล็กกล้าความแข็งแรงสูงขั้นสูง (AHSS) อลูมิเนียม และโลหะผสมแมกนีเซียม เพื่อยืดอายุการใช้งานแบตเตอรี่โดยไม่ลดทอนความปลอดภัย
การผลิตโครงเบาะในปัจจุบันไม่ใช่เพียงแค่การขึ้นรูปโลหะเท่านั้น แต่ต้องรวมถึงกระบวนการดัดลวด การผลิตท่อ และวิธีการประกอบที่ซับซ้อน เช่น การเชื่อมด้วยเลเซอร์ สำหรับผู้ผลิตรถยนต์ (OEM) และซัพพลายเออร์ระดับที่ 1 ความสำเร็จขึ้นอยู่กับการเลือกกระบวนการผลิตที่เหมาะสม—การหาจุดสมดุลระหว่างความเร็วของการขึ้นรูปแบบพรอเกรสซีฟกับประสิทธิภาพการใช้วัสดุของระบบทรานสเฟอร์—พร้อมทั้งปฏิบัติตามมาตรฐานความปลอดภัยที่เข้มงวด เช่น FMVSS และ IATF 16949
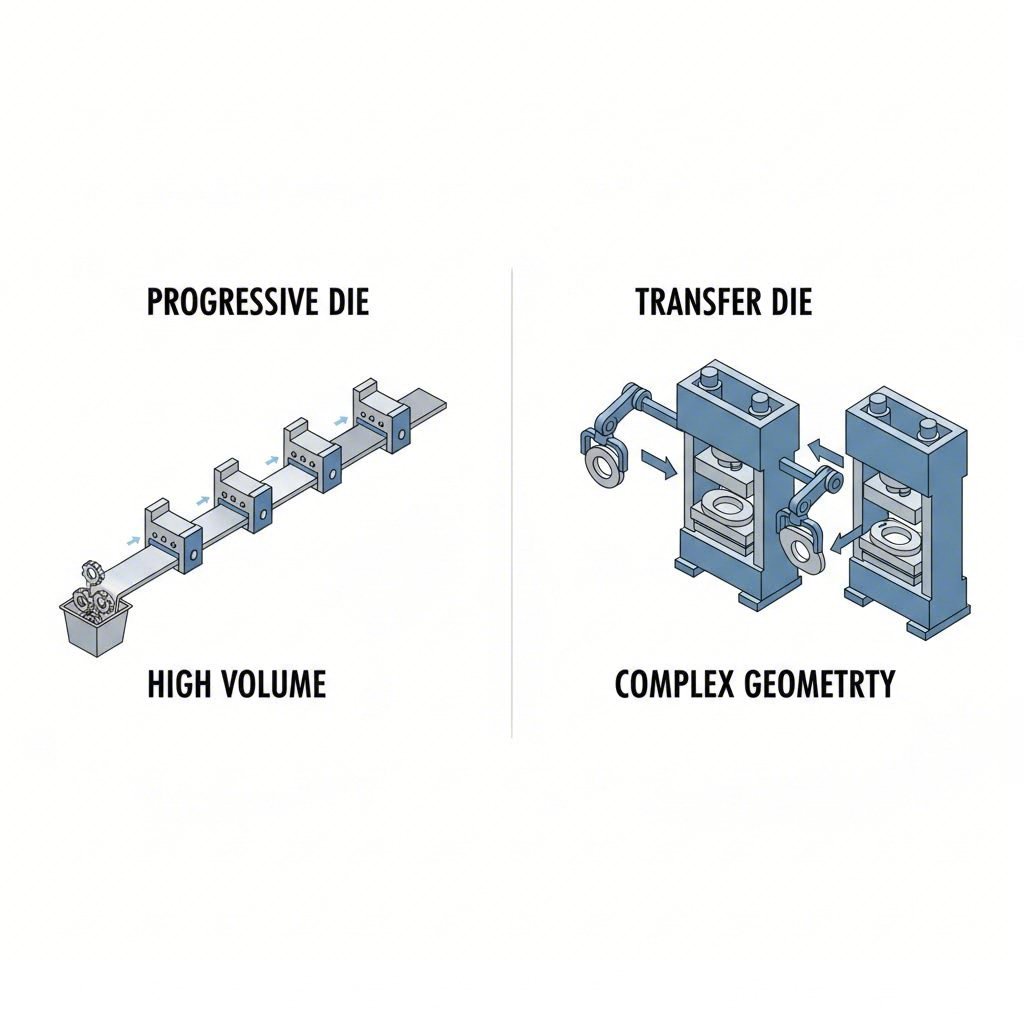
เทคโนโลยีหลัก: การขึ้นรูปแบบพรอเกรสซีฟ เทียบกับ การขึ้นรูปแบบทรานสเฟอร์
การตัดสินใจระหว่างแม่พิมพ์ขึ้นรูปแบบพรอเกรสซีฟกับแม่พิมพ์ขึ้นรูปแบบทรานสเฟอร์ คือทางเลือกทางวิศวกรรมพื้นฐานในการผลิตโครงเบาะ ซึ่งการตัดสินใจนี้จะกำหนดต้นทุนแม่พิมพ์ ความเร็วในการผลิต และความซับซ้อนของชิ้นส่วน
การปั๊มแบบก้าวหน้า เป็นมาตรฐานอุตสาหกรรมสำหรับชิ้นส่วนขนาดเล็กที่ผลิตจำนวนมาก ในกระบวนการนี้ แถบโลหะจะถูกป้อนอย่างต่อเนื่องผ่านสถานีต่างๆ ภายในแม่พิมพ์เดียวกัน โดยแต่ละจังหวะของเครื่องอัดจะทำการดำเนินการที่แตกต่างกัน เช่น การตัด การดัด การขึ้นรูป จนกระทั่งชิ้นส่วนสำเร็จรูปถูกตัดออกจากแถบในสถานีสุดท้าย วิธีการนี้เหมาะอย่างยิ่งสำหรับการผลิตชิ้นส่วนเช่น แหวนปรับเอน, รางนำทาง และข้อต่อเชื่อม ที่ความเร็วในการผลิตมีความสำคัญสูงสุด
การปั๊มแบบถ่ายโอน , ในทางตรงกันข้าม เหมาะสำหรับชิ้นส่วนที่มีขนาดใหญ่ กว้างลึก หรือซับซ้อนมากกว่า ซึ่งไม่สามารถคงอยู่ติดกับแถบลำเลียงได้ ในกรณีนี้ จะใช้นิ้วกลไกหรือแขนหุ่นยนต์ในการลำเลียงแผ่นวัสดุของชิ้นส่วนแต่ละชิ้นระหว่างสถานีแม่พิมพ์ที่แตกต่างกัน วิธีนี้มักใช้สำหรับชิ้นส่วนโครงสร้างขนาดใหญ่ เช่น พื้นเบาะนั่งแบบขึ้นรูปลึก, กรอบด้านข้าง และขาตั้งหนาขนาดใหญ่ แม้ว่าวิธีนี้จะช้ากว่าการขึ้นรูปแบบโปรเกรสซีฟ แต่ก็ให้อิสระมากขึ้นในการสร้างรูปทรงเรขาคณิตที่ซับซ้อน และช่วยลดของเสียจากวัสดุ ซึ่งเป็นปัจจัยสำคัญเมื่อทำงานกับโลหะผสมน้ำหนักเบาชนิดราคาแพง
| คุณลักษณะ | การปั๊มแบบก้าวหน้า | การปั๊มแบบถ่ายโอน |
|---|---|---|
| ดีที่สุดสําหรับ | ชิ้นส่วนขนาดเล็กถึงขนาดกลาง (ตัวยึด, ราว, แหวน) | ชิ้นส่วนโครงสร้างขนาดใหญ้ (ที่นั่ง, กรอบข้าง) |
| ความเร็ว | สูง (ป้อนอย่างต่อเนื่อง) | ปานกลาง (ต้องจัดการชิ้นส่วน) |
| เศษวัสดุทิ้งจากวัสดุ | สูงกว่า (ต้องใช้แถบพานำ) | ต่ำกว่า (การจัดเรียงที่เหมาะสม) |
| ต้นทุนเครื่องมือ | การลงทุนเริ่มต้นสูง | โดยทั่วมักต่ำกว่า แต่ต้นทุนเครื่องกดสูงกว่า |
| ความซับซ้อน | จำกัดโดยการยึดแถงวัสดุ | ความยืดหยุ่นทางเรขาคณิตสูง |
นวัตกรรมวัสดุ: การขับเคลื่อนเพื่อลดน้ำหนัก
ข้อกำหนดเพิ่มระยะการขับเคลื่อนของ EV และลดการปล่อยก๊าซ CO2 ได้ปฏิวัติการคัดเลือกวัสดุสำหรับโครงสร้างที่นั่ง ผู้ผลิตกำลังเปลี่ยนจากเหล็กกล้าอ่อนไปสู่วัสดุที่มีอัตราความแข็งแรงต่อน้ำหนักที่สูงกว่า
เหล็กกล้าความแข็งแรงสูงขั้นสูง (AHSS) และ UHSS ขณะนี้เป็นวัสดุที่ใช้กันอย่างแพร่หลาย ชนิดวัสดุอย่างเช่น เหล็กกล้าแบบดูอัลเฟส (DP) และเหล็กกล้าทรานส์ฟอร์เมชัน-อินดิวซ์ พลาสติกิตี (TRIP) ทำให้วิศวกรสามารถใช้วัสดุที่บางลงได้โดยไม่ลดทอนสมรรถนะในการชน ผู้ผลิตชั้นนำอย่างเช่น Proma Group ใช้กระบวนการขึ้นรูปแบบสแตมป์พิเศษที่จดสิทธิบัตรแล้ว เพื่อขึ้นรูปวัสดุที่ขึ้นรูปยากเหล่านี้ให้กลายเป็นโครงสร้างเบาะนั่งและโครงพนักพิงที่แข็งแรง
โลหะผสมอลูมิเนียมและแมกนีเซียม แสดงถึงแนวหน้าขั้นถัดไป กรอบอะลูมิเนียมสามารถช่วยลดน้ำหนักได้ประมาณ 28% เมื่อเทียบกับเหล็ก ในขณะที่แมกนีเซียมสามารถลดน้ำหนักได้สูงสุดถึง 35% อย่างไรก็ตาม วัสดุเหล่านี้ก่อให้เกิดความท้าทายในการผลิต เช่น การเด้งกลับเพิ่มขึ้น และความจำเป็นในการใช้น้ำมันหล่อลื่นพิเศษ การแก้ไขความท้าทายเหล่านี้มักต้องใช้เครื่องกดแบบเซอร์โวไดรฟ์ ซึ่งสามารถปรับความเร็วของลูกสูบได้ตามโปรแกรมในช่วงขั้นตอนการขึ้นรูปเพื่อป้องกันการแตกร้าว
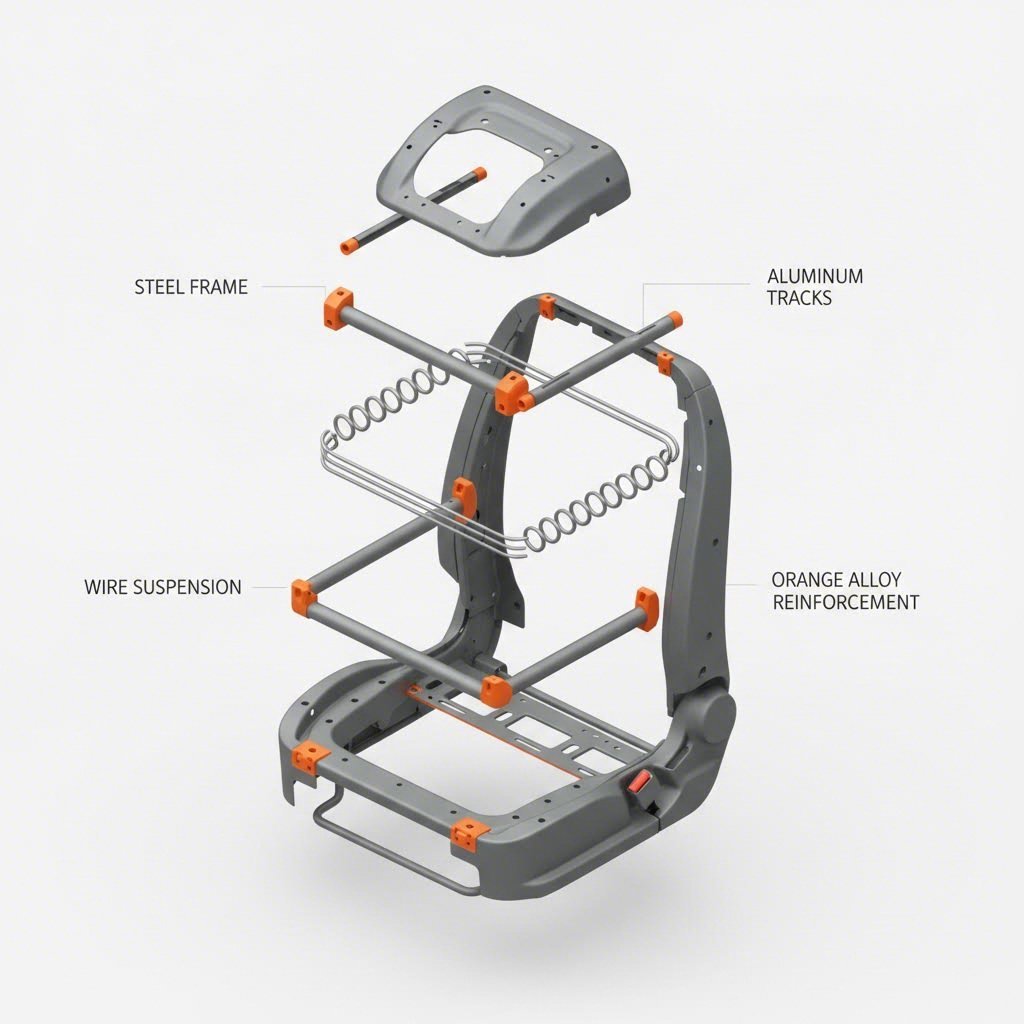
เหนือกว่าการสแตมป์: การประกอบและการรวมชิ้นส่วน
ชิ้นส่วนโลหะที่ขึ้นรูปด้วยแม่พิมพ์มักจะไม่ใช่ผลิตภัณฑ์สำเร็จรูป การออกแบบเบาะนั่งยานยนต์สมัยใหม่ต้องการการจัดส่งชุดประกอบที่รวมเข้าด้วยกันอย่างสมบูรณ์ ผู้จัดจำหน่ายเช่น Guelph Manufacturing และ Hatch Stamping ได้พัฒนาตนเองจนกลายเป็นผู้บูรณาการระบบ โดยรวมชิ้นส่วนที่ขึ้นรูปด้วยการตีขึ้นรูป เข้ากับโครงลวดและโครงท่อ
- การดัดท่อและการขึ้นรูปลวด โครงสร้างเบาะนั่งมักอาศัยโครงท่อที่ดัดโค้งสำหรับพนักพิงหลัง และลวดขึ้นรูปสำหรับแผ่นรองแขวน กระบวนการเหล่านี้จำเป็นต้องประสานงานกับการดำเนินงานด้านการตีขึ้นรูป เพื่อให้มั่นใจว่าชิ้นส่วนสามารถติดตั้งเข้าด้วยกันได้อย่างเหมาะสม
- เทคโนโลยีการเชื่อมต่อ การเปลี่ยนผ่านไปใช้วัสดุผสม (ตัวอย่างเช่น การเชื่อมต่อรางเหล็กกับกระทะอลูมิเนียม) ทำให้การเชื่อมแบบจุดแบบดั้งเดิมไม่เพียงพอในบางแอปพลิเคชัน ผู้ผลิตจึงเริ่มหันมาใช้ การเชื่อมด้วยก๊าซ MIG, การเชื่อมด้วยเลเซอร์ และการยึดด้วยเครื่องกล เพื่อให้มั่นใจถึงความแข็งแรงของโครงสร้างในโลหะที่ต่างกัน
- การผสานกลไก โครงต้องสามารถบรรจุระบบอิเล็กโทรเมคคาทรอนิกส์ที่ซับซ้อน ซึ่งรวมถึง เบรกยก, รางเลื่อนที่นั่งแบบแมนนวลและแบบไฟฟ้า และกลไกปรับเอน . การขึ้นรูปแบบความแม่นยำสูงมีความสำคัญอย่างยิ่งที่นี่; ความเบี่ยงเบนเพียงไม่กี่ไมครอนในรางที่นั่งอาจก่อให้เกิดปัญหาเสียงรบกวน การสั่นสะเทือน และความกระด้าง (NVH) ในรถสำเร็จรูป
การควบคุมคุณภาพและการปรับปรุงกระบวนการ
ในแอปพลิเคชันที่เกี่ยวข้องกับความปลอดภัยเป็นพิเศษ เช่น เบาะรถยนต์ การป้องกันข้อบกพร่องถือเป็นสิ่งที่ไม่สามารถละเลยได้ คุณภาพเริ่มต้นก่อนที่แม่พิมพ์จะแตะผิวโลหะ เครื่องจักรลดแรงตึงคอยล์แบบแม่นยำ เช่น เครื่องที่ระบุรายละเอียดโดย Henli Machine มีบทบาทสำคัญ ฟีเจอร์ต่างๆ เช่น ระบบแขนกดอากาศและระบบแขนนำทาง จะช่วยป้องกันการแผ่ขยายของวัสดุ และปกป้องผิวคอยล์จากการขีดข่วน—ซึ่งเป็นข้อบกพร่องที่อาจนำไปสู่การถูกปฏิเสธจากมุมมองความงาม หรือทำให้วัสดุเกิดความเหนื่อยล้าทางโครงสร้าง
การวิเคราะห์องค์ประกอบจำกัด (FEA) เป็นอีกหนึ่งเครื่องมือจำเป็นที่ผู้ผลิตชั้นนำใช้ในการจำลองกระบวนการขึ้นรูปก่อนการผลิตแม่พิมพ์ โดย FEA ช่วยให้วิศวกรสามารถคาดการณ์ปัญหาการบางตัว การย่น และการเด้งกลับของวัสดุ ทำให้สามารถชดเชยค่าแม่พิมพ์ในขั้นตอนการออกแบบ แทนที่จะต้องเสียค่าใช้จ่ายไปกับการทดลองและแก้ไขตามความผิดพลาดในสายการผลิต
เมื่อเลือกผู้ผลิตคู่ค้า การรับรองคุณภาพคือพื้นฐานที่ต้องมี ควรพิจารณาผู้จัดจำหน่ายที่มี IATF 16949 การรับรอง ซึ่งรับประกันความปฏิบัติตามมาตรฐานการจัดการคุณภาพยานยนต์อย่างเข้มงวด นอกจากนี้ ความสามารถในการปิดช่องว่างระหว่างการพัฒนาและการผลิตมีความสำคัญอย่างยิ่ง สำผู้อ OEM ที่ต้องความคล่องแคล่ว Shaoyi Metal Technology เสนอโซลูชันการตัดแตะอย่างครบวงจร ที่สามารถขยายขนาดตั้งแต่ต้นแบบอย่างรวดเร็ว (จัดส่งชิ้นส่วน 50 ชิ้นขึ้นในเวลาน้อยถึงห้าวัน) ไปจนถึงการผลิตจำนวนมากด้วยเครื่องกดขนาด 600 ตัน เพื่อให้มั่นยืนยันความเป็นไปของออกแบบในช่วงต้นของโครงการ
วิศวกรรมแห่งอนาคตของการนั่ง
ตลาดกรอบที่นั่งยานยนต์กำลังเปลี่ยนจาางการดัดโลหะแบบง่ายไปสู่วิศวกรรมโครงสร้างขั้นสูง เนื่องจาวยานพาหนะกลายเป็นยานยนต์ที่ขับเคลื่อนอัตโนมัติและขับเคลื่อนด้วยไฟฟ้า ที่นั่งจึงกลายเป็นศูนย์กลางของประสบการ์ผู้โดยสาร ซึ่งต้องการน้ำหนักที่เบากว่า ความปลอดภัยที่สูงกว่า และฟังก์ชันที่มากกว่า สำผู้วิศวกรและผู้นำฝ่ายจัดซื้อ เป้าหมายคือการร่วมมือกับผู้ผลิตที่ไม่เพียงมีความจุของเครื่องกด แต่มีความเข้าใจอย่างครบถ้วบเกี่ยวกับวิทยาศาสตร์วัสดุ เทคโนโลยีการต่อประกอบ และการควบคุมคุณภาพที่แม่นยำ
คำถามที่พบบ่อย
1. ความแตกต่างระหว่างการขึ้นรูปแบบพรอเกรสซีฟได (progressive die) และการขึ้นรูปแบบทรานสเฟอร์ได (transfer die) สำหรับโครงที่นั่งคืออะไร
การขึ้นรูปแบบพรอเกรสซีฟไดจะป้อนแถบโลหะต่อเนื่องผ่านสถานีหลายจุด ทำให้เร็วกว่าและเหมาะกับชิ้นส่วนขนาดเล็ก เช่น แผ่นยึดและข้อต่อ ส่วนการขึ้นรูปแบบทรานสเฟอร์ไดจะเคลื่อนย้ายชิ้นงานที่ตัดแล้วไปแต่ละสถานี ซึ่งเหมาะกับชิ้นส่วนขนาดใหญ่ที่ต้องการการขึ้นรูปลึก เช่น พื้นที่นั่ง (seat pans) และโครงด้านข้าง ที่ต้องการกระบวนการขึ้นรูปซับซ้อน
2. ทำไมถึงใช้แมกนีเซียมในโครงที่นั่งรถยนต์
แมกนีเซียมถูกใช้เป็นหลักเนื่องจากมีอัตราส่วนความแข็งแรงต่อน้ำหนักที่ยอดเยี่ยม โดยเบากว่าอลูมิเนียมประมาณ 33% และเบากว่าเหล็ก 75% ทำให้เหมาะอย่างยิ่งในการเพิ่มระยะทางการขับขี่ของรถยนต์ไฟฟ้า อย่างไรก็ตาม ต้องใช้กระบวนการฉีดขึ้นรูปหรือการขึ้นรูปพิเศษ เนื่องจากคุณสมบัติของวัสดุมีความเฉพาะตัว
3. ผู้ผลิตโครงที่นั่งรถยนต์รายใหญ่ระดับโลกมีใครบ้าง
ผู้เล่นรายใหญ่ในอุตสาหกรรมที่นั่งยานยนต์ ได้แก่ Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S และ Magna International บริษัทเหล่านี้มักทำหน้าที่เป็นผู้จัดจำหน่ายระดับเทียร์ 1 โดยส่งมอบระบบเก้าอี้โดยสมบูรณ์ให้กับผู้ผลิตรถยนต์ (OEMs)