 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Vad är den verkliga kostnaden för verktyg i tryckgjutning?
TL;DR
Kostnaden för verktyg i formgjutning är en betydande engångsinvestering, som varierar från 60 000 till över 500 000 USD för stora, komplexa och högproduktiva verktyg. Denna höga initialkostnad är nödvändig eftersom formarna tillverkas av högkvalitativt, slitstarkt verktygsstål för att klara de extrema trycken och temperaturerna i gjutprocessen. Även om startinvesteringen är stor, kompenseras den av en mycket låg kostnad per del, vilket gör formgjutning ekonomiskt fördelaktigt för massproduktion.
Förståelsen av den höga kostnaden för formgjutningsverktyg
Det första att förstå när det gäller kostnaden för formgjutningsverktyg är att det handlar om en stor, men nödvändig, inledande investering. Till skillnad från andra tillverkningsprocesser utsätts formen eller molden som används vid gjutning för exceptionellt hårda driftsförhållanden. Enligt North American Die Casting Association (NADCA) , måste dessa gjutformar tåla extrema termiska chockbelastningar från smält metall och höga tryck under injicering, vilket kräver högkvalitativa, dyra material och precisionsteknik.
Detta leder till ett brett kostnadsspektrum. För större, mer komplexa delar eller flerkavitetsformar avsedda för produktion i stora serier kan priset stiga avsevärt, från 60 000 till över 500 000 USD. Denna verktygskostnad är vanligtvis en engångskostnad som betalas av kunden, som därefter äger formen även om den förvaras och underhålls av gjutanläggningen.
Motiveringen för detta stora initiala investeringsbelopp ligger i skalekonomin. Verktygets hållbarhet gör det möjligt att tillverka tiotusentals, eller till och med hundratusentals, identiska delar med hög precision och hastighet. Detta sprider ut den initiala verktygskostnaden över hela produktionsomloppet, vilket resulterar i en mycket låg kostnad per enskild del och ofta gör metoden till den mest kostnadseffektiva för tillverkning i stora volymer.
Nyckelfaktorer som påverkar dina verktygskostnader
Det slutliga priset för ditt formverktyg är inte godtyckligt; det är en direkt följd av flera sammanlänkade design- och produktionsvariabler. Att förstå dessa faktorer är avgörande för ingenjörer och produktutformare som vill optimera sina delar för tillverkning och effektivt hantera sina budgetar. Varje element bidrar till den komplexitet och robusthet som krävs av formen, vilket i sin tur styr kostnaden.
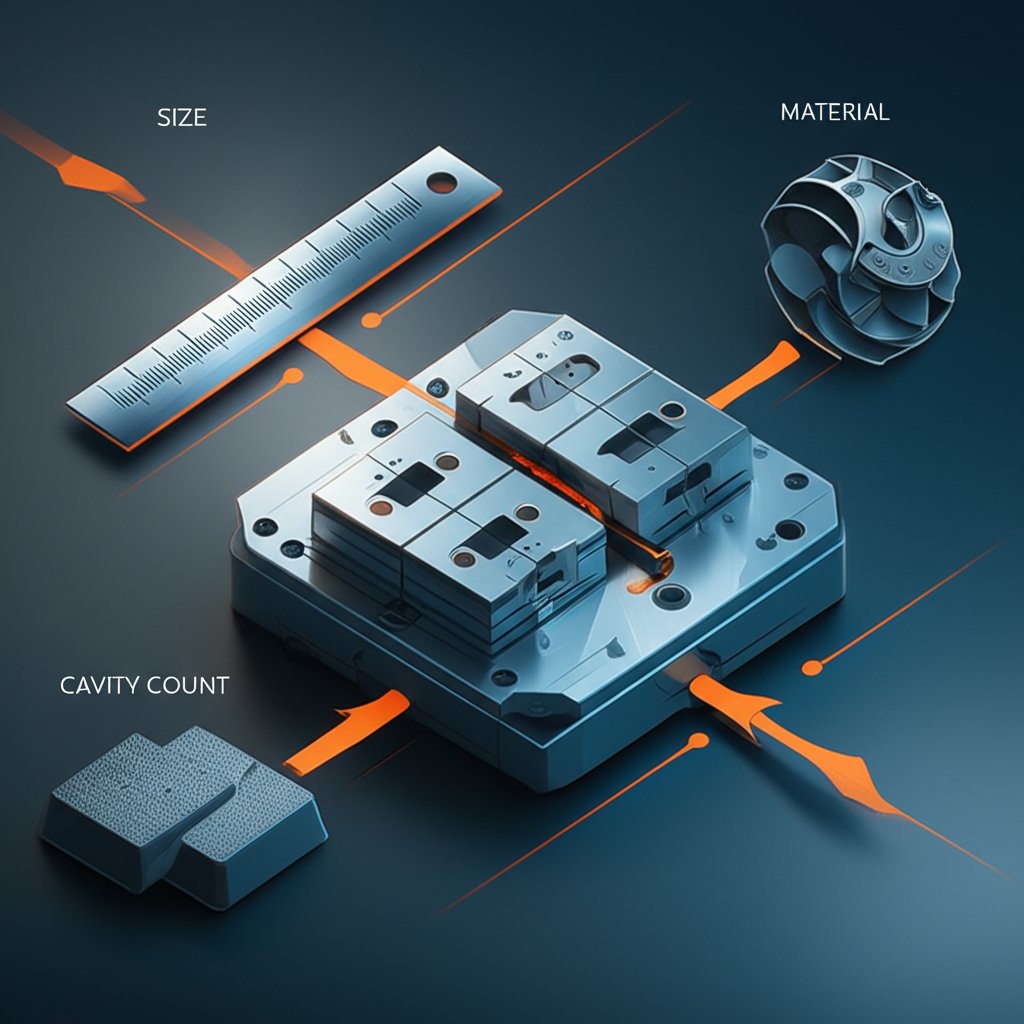
De främsta drivkrafterna bakom verktygskostnader kan delas upp i följande nyckelområden:
- Delstorlek och vikt: Detta är den mest självklara faktorn. Större och tyngre delar kräver större och mer massiva former. Detta ökar mängden dyrt verktygsstål som behövs och kräver större och kraftfullare maskiner för både tillverkning av formen och gjutprocessen själv, vilket direkt höjer kostnaderna.
- Komplexitet hos delar: Den geometriska komplexiteten i en del är en stor kostnadsfaktor. Funktioner som djupa håligheter, skarpa hörn, minimala utdragsvinklar och särskilt underkast som kräver skjutor eller lifter ökar avsevärt konstruktions- och tillverkningskomplexiteten för formen. Varje rörlig del i formen ökar bearbetningstiden, monteringsarbetet och risken för underhåll.
- Formmaterial: Formar för tryckgjutning tillverkas vanligtvis av högvärdigt verktygsstål, till exempel H13, som är utformat för att motstå termisk trötthet och erosion från smält metall. Den specifika stålsorten och eventuella ytbehandlingar eller beläggningar beror på vilken legering som ska gjutas (till exempel aluminium eller zink) och den förväntade produktionsvolymen, vilket alla påverkar materialkostnaden.
- Antal håligheter: En form kan utformas med en enda kavitet för att tillverka en del per cykel eller med flera kaviteter för att tillverka flera delar samtidigt. En flerkavitetsform har mycket högre initial kostnad men ökar dramatiskt produktionseffektiviteten och sänker styckpriset, vilket gör den idealisk för mycket stora serier.
- Toleranser och ytfinish: Delar som kräver extremt strama dimensionstoleranser eller en överlägsen gjutytfinish kräver en mer exakt bearbetad och polerad form. Denna nivå av precision kräver mer avancerade bearbetningstekniker och skicklig arbetskraft, vilket ökar den totala verktygskostnaden.
Så här uppskattar du kostnader för tryckgjutning
Att beräkna den totala kostnaden för ett tryckgjutningsprojekt innefattar två skilda komponenter: engångskostnaden för verktyg och den återkommande kostnaden per del. Ett omfattande offertunderlag från en tillverkare kommer att bryta ner dessa element. Även om online-beräkningsverktyg kan ge en grov uppfattning, krävs ett formellt offertunderlag baserat på en detaljerad design för korrekt budgetering.
Enligt en analys av Neway Precision , själva formkostnaden består av flera delar: designavgifter, råmaterialkostnader för verktygsstål, bearbetnings- och tillverkningskostnader (som CNC-bearbetning och värmebehandling) samt provningsavgifter. Priset per del beräknas sedan utifrån kostnaden för legeringsmetallen, cykeltiden på tryckgjutningsmaskinen och eventuella nödvändiga sekundära operationer som beskärning, bearbetning eller ytbearbetning.
För att få ett korrekt och tillförlitligt offertunderlag för ditt projekt, följ dessa viktiga steg:
- Förbered en detaljerad 3D CAD-fil: Detta är det viktigaste dokumentet. Din 3D-modell bör vara färdigställd och återspegla exakt den geometri som delen ska ha.
- Ange materiallegering: Specificera tydligt vilken legering du kräver (t.ex. A380 aluminium, Zamak 3 zink). Valet av material påverkar direkt både delens kostnad och kraven på verktyget.
- Definiera produktionsvolym: Ange din uppskattade årliga användning (EAU) eller den totala förväntade livslängdsvolymen för delen. Detta hjälper tillverkaren att avgöra den mest lämpliga verktygsstrategin (t.ex. enkel- eller flerkavitet).
- Beskriv krav på ytbehandling och toleranser: Ange eventuella kritiska mått, toleranser och erforderliga ytor eller efterbehandlingssteg, såsom pulverlackering eller anodisering.
- Begär ett formellt offertförslag: Skicka in ditt kompletta tekniska dokumentpaket till flera kvalificerade tryckgjutningsleverantörer för att få en detaljerad kostnadsuppdelning.
Jämförelse av verktygskostnader: Tryckgjutning jämfört med andra processer
Valet av rätt tillverkningsprocess beror i hög grad på att man hittar rätt balans mellan verktygskostnader, styckpriser och produktionsvolym. Tryckgjutning är känt för sin effektivitet vid stora volymer, men de höga initiala verktygskostnaderna gör det olämpligt för prototypframställning eller små serier. Att förstå hur det förhåller sig till andra vanliga metallbearbetningsprocesser är nyckeln till att fatta ett kostnadseffektivt beslut.
Även om CNC-bearbetning inte innebär några särskilda verktygskostnader, förblir priset per del högt och relativt konstant oavsett volym, vilket gör det idealiskt för prototyper och liten serieproduktion. I andra änden av skalan har sandgjutning en låg verktygskostnad men ett högre styckpris än tryckgjutning, och producerar delar med en råare ytfärdig. Som tillverkningsexperterna på Batesville Products detaljerat beskriver, är nyckeln att hitta vändpunkten där den stora initiala investeringen i verktyg för tryckgjutning motiveras av besparingarna per tillverkad del.
Här är en allmän jämförelse av verktygskostnader och idealiska tillämpningar för varje process:
| Process | Typisk verktygskostnad | Bäst för produktionsvolym | Kostnad per del (i större skala) |
|---|---|---|---|
| Formgjutning | $60,000 - $500,000+ | Hög (10 000+ enheter) | Mycket låg |
| Permanent mold casting | $10,000 - $90,000 | Måttlig (1 000 - 20 000 enheter) | Låg |
| Sandgjutning | $6 000 - $20 000 | Låg (1 - 5 000 enheter) | Moderat |
| Cnc-mackning | $0 | Mycket låg (1 - 100+ enheter) | Hög |
Vanliga frågor
1. Hur mycket kostar verktyg för sandgjutning?
Verktyget för sandgjutning, ofta kallat mönster, är betydligt billigare än verktyg för tryckgjutning. De typiska kostnaderna varierar från ungefär $6 000 till $20 000, beroende på delens storlek och komplexitet. Denna lägre ingångskostnad gör att sandgjutning är ett genomförbart alternativ för prototyper och produktion i små serier.
2. Varför är tryckgjutning så dyr?
Den höga kostnaden för tryckgjutning beror främst på verktygen. Formarna utsätts för extrema värme- och tryckförhållanden och måste därför tillverkas av högkvalitativ, hårdad verktygsstål för att klara tiotusentals produktionscykler. Processen att precisionsbearbeta, värmebehandla och montera dessa slitstarka former är en komplicerad och kostsam uppgift som innebär en betydande förkostnad.
3. Är tryckgjutning billigare än CNC?
Det beror helt och hållet på produktionsvolymen. För en enda prototyp eller en mycket liten parti av delar är CNC-bearbetning mycket billigare eftersom det inte kräver någon verktygsinvestering. När produktionen ökar till tusentals blir dock pressgjutningen mycket mer kostnadseffektiv. Den höga initiala verktygskostnaden är spridd över många delar, vilket gör att kostnaden per del är betydligt lägre än den konsekventa, höga kostnaden per del för CNC-bearbetning.