 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Verktygsbyggnad i fordonsindustrin: Vilket verktyg passar vilken komponent?
Inledning
När vi tittar på ett modernt fordon ser vi design och komfort. Men som experter vet vi: under lacken finns ett mästerligt ingenjörsarbete, vilket inte skulle vara möjligt utan högprecisions omformningsteknik. Kärnan i denna tillverkning är Verktygsbyggnad för bilindustrin . Oavsett om det gäller komplexa karosserdelar, strukturkomponenter eller miniklena hållare – varje del kräver ett specifikt verktygskoncept.
I den här artikeln dyker vi djupt ner i världen av stans- och omformningsteknik. Vi förklarar vilka verktygstyper som finns, vilka skillnader som föreligger och hur du gör rätt val för ditt projekt. Läs mer om vår expertis inom omformningsteknik .
Varför verktygsbyggnad för bilindustrin är så avgörande
Kraven på moderna fordon ökar hela tiden: de måste bli lättare för att minska utsläppen (lättviktsteknik) och samtidigt säkrare (krockprestanda). Detta ställer krav på Verktygsbyggnad för bilindustrin våra enorma utmaningar. Det handlar inte längre bara om att böja en plåt. Det handlar om att behärska höghållfasta stål, aluminiumlegeringar och komplexa geometrier med maximal upprepningssjälvidhet.
Enligt aktuella studier från Förbundet för bilindustri (VDA) är lättbyggnad en av de viktigaste drivkrafterna för innovationer inom tillverkningsteknik. Inom området verktygsbygge automotive avgör därför valet av rätt verktygskoncept lönsamheten för ett helt fordonsprojekt. Ett felaktigt koncept kan leda till höga styckkostnader eller instabila processer.
De viktigaste verktygstyperna i översikt
För att tillverka metallkomponenter till bilindustrin har vi flera olika metoder till vårt förfogande. Här är de tre dominerande verktygstyperna som alla inom Verktygsbyggnad för bilindustrin bör känna till:
1. Successivkombinationsverktyg (Progressive Dies)
Följeförbandverktyget är sprintern bland verktygen. Här föras bandmetallen (spole) genom verktyget, och vid varje slag i pressen sker flera bearbetningssteg samtidigt (skära, böja, djupdra) tills det färdiga delen faller ut i slutet .
Användningsområde: Små till medelstora komponenter (t.ex. hållare, förstyvningsplåtar).
Fördelar: Mycket hög produktionsmängd, effektiv materialflöde.
Nackdel: Begränsad storlek på komponenterna.
För många av våra kunder är Följeförbandstansteknik den mest kostnadseffektiva lösningen för stora serier.
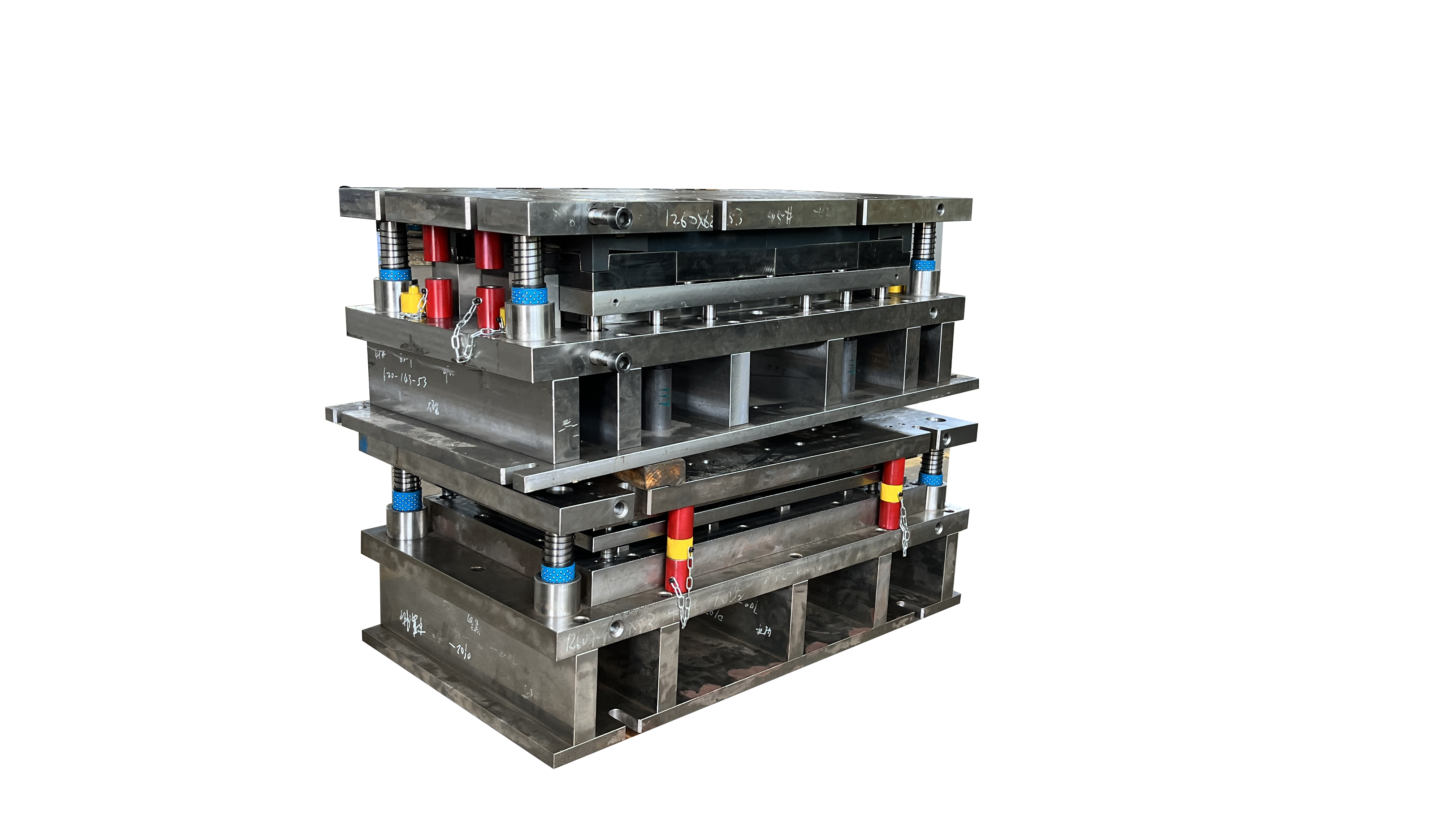
2. Transferverktyg (Transfer Dies)
När komponenterna blir större eller geometrin så komplex att de inte längre kan hänga på "bandet", används verktygsbygge automotive transferverktyget. Här transporteras plåtarna med grepparskenor från en station till nästa.
Användningsområde: Stora strukturdelar, komplexa karosseridetaljer.
Fördelar: Maximal flexibilitet vid formning, optimerad materialutnyttjande (Nesting).
Nackdel: Lägre takttider, högre investering.
3. Djupdragningsverktyg (Deep Drawing Dies)
Även om det ofta integreras i transfer- eller kombinerade processer är djupdragning konstens kungadisciplin inom Verktygsbyggnad för bilindustrin . Här omformas platt plåt till en ihålig kropp.
Särskilt: Här är samverkan mellan stans, mötare och plåthållare avgörande. Simulationer med mjukvara som AutoForm är obligatoriska här för att undvika återfjädring och sprickbildning.
Stöd för beslut: Vilket verktyg passar ditt projekt?
Valet mellan följesats- och transferverktyg är en av de vanligaste frågor som kunder ställer till oss i samband med Verktygsbyggnad för bilindustrin här finns ett stöd för beslut:
|
Kriterium |
Följesatsverktyg |
Transferverktyg |
|
Komponentstorlek |
Liten till medel |
Medel till stor |
|
Komplexitet |
Medel till hög |
Mycket hög |
|
Antal |
Mycket hög (massproduktion) |
Hög |
|
Materialutnyttjande |
Matvaror |
Högt (optimerat) |
|
Investering |
Matvaror |
Hög (på grund av automatisering) |
Expertråd: Låt dig inte bara leda av verktygskostnaderna. I verktygsbygge automotive är det Delpriserna (styckpris) över hela löptiden som är avgörande. Ett dyrare transferverktyg kan ofta amortera sig snabbt tack vare materialbesparingar. Välkommen att använda vår Rådgivningstjänst för en kostnadsanalys .
Prototyper vs. serieverktyg
Innan ett verktyg för serieproduktion (hard tooling) tillverkas i härdat stål genomgår projekt i Verktygsbyggnad för bilindustrin ofta en prototypfas.
Soft tooling: Verktyg i mjukare stål/aluminium för låga antal.
Hårdverktyg: Det slutgiltiga serieverktyget för miljontals slag.
Övergången från prototyp till serie är kritisk. En erfaren partner inom verktygsbygge automotive nyttjar insikterna från prototypfasen för att optimera serieverktyget.
Slutsats: Kvalitet börjar med verktyget
Oavsett om du är student eller inköpare hos en OEM: Förståelsen för skillnaderna mellan stegbords- och transferteknik är avgörande. Verktygsbyggnad för bilindustrin är inte ett statiskt område – det utvecklas hela tiden.
Den som vill lyckas behöver en partner som förstår processer. Rätt verktygsstrategi säkerställer kvalitet och konkurrenskraft.
Vill du diskutera ditt nästa projekt?
Har du en delritning och är osäker på vilket verktygskoncept som är det mest ekonomiska?
Kontakta mig nu för en icke-bindande genomförbarhetsanalys. Låt oss tillsammans säkerställa att din komponent går perfekt i serie.