 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Stålklipptjänster avslöjade: Metoder, kostnader och kvalitetsgeheim

Förståelse av stålskärningstjänster och deras påverkan på tillverkning
När du behöver omvandla råstål till exakta komponenter för ditt projekt, professionella stålskärningstjänster blir din avgörande samarbetspartner. Dessa specialiserade tjänster omfattar allt från enkla raka skärningar till komplexa anpassade former och levererar exakt de mått som din tillverknings-, bygg- eller ingenjörsprojekt kräver.
Men vad får du egentligen när du samarbetar med en leverantör av metalskärningstjänster? I grunden handlar processen om att dela upp stålmaterial i flera delar med hjälp av avancerade tekniker som säkerställer precision, rena kanter och minimalt materialspill. Oavsett om du förbereder konstruktionsbalkar för ett byggnadsprojekt, tillverkar maskindelar eller skapar anpassade metalskärningslösningar för specialutrustning, så fungerar dessa tjänster som en bro mellan råmaterial och funktionella delar.
Vad stålskärningstjänster faktiskt levererar
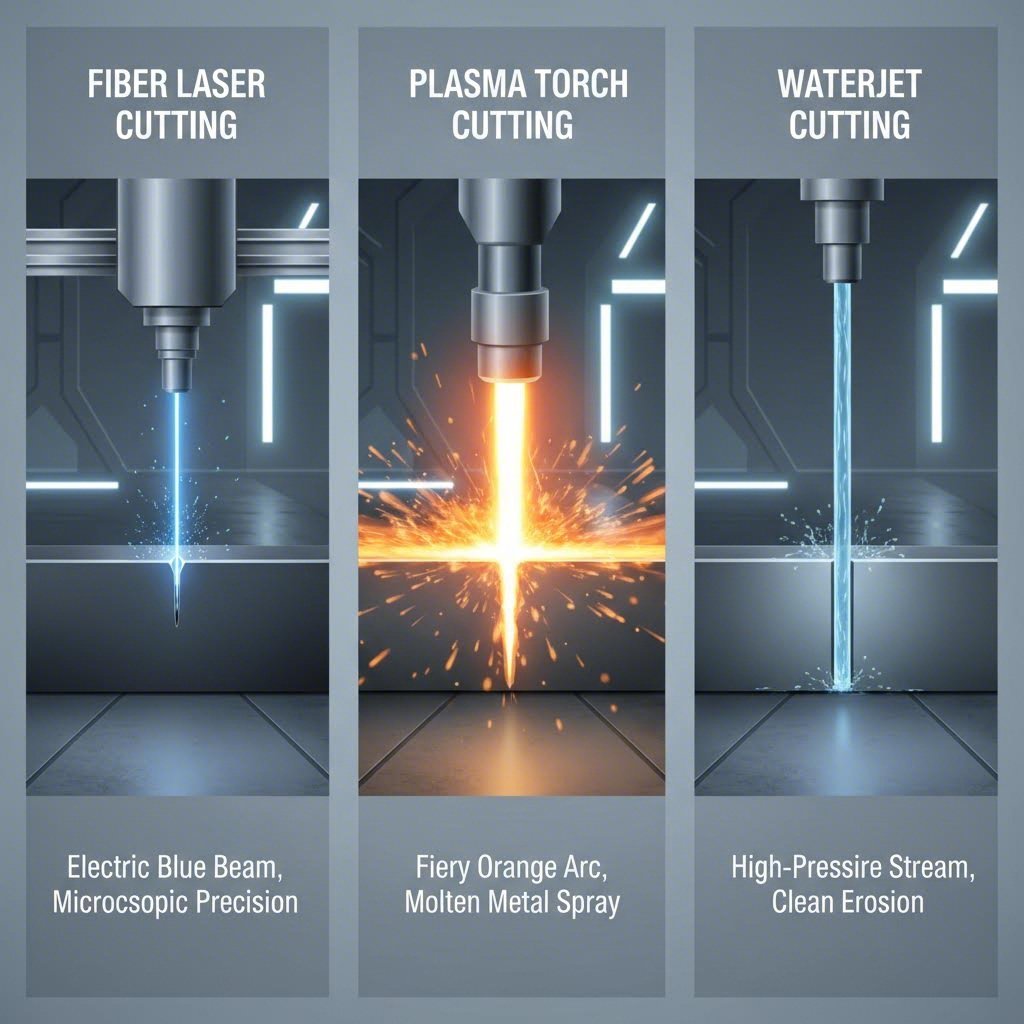
Tänk dig att ta emot stålplattor eller plåtar som passar perfekt samman under monteringen, med kanter så släta att de går att svetsa omedelbart. Det är det värde professionell skärning för med sig till ditt projekt. Moderna skäroperationer använder avancerad utrustning såsom högupplösta plasmasnittare, lasersystem, vattenjetsutrustning och oxysprutor för att uppnå skärningar enligt exakta specifikationer.
De tjänster som finns tillgängliga faller in i tre huvudkategorier som du kommer att träffa på under din sökning:
- Termisk skärning: Metoder som laser, plasma och oxyskärning som använder värme för att smälta genom stål
- Mekanisk skärning: Tekniker inklusive sågning, skärning och punschrivning som använder fysisk kraft
- Slipande skärning: Processer såsom vattenjetskärning som bortfräter material genom friktion och tryck
Varje kategori erbjuder distinkta fördelar beroende på materialtjocklek, toleranskrav och projekttidplan.
Varför precisionsklippning är viktig för ditt projekt
Även små mätfel under skärningsfasen kan leda till betydande problem. Felplacerade komponenter, försämrad strukturell integritet och kostsam ombearbetning återförs ofta till imprecisa snitt. Professionella tjänster eliminerar dessa risker genom att leverera toleranser så tajta som +/- 0,001" med metoder som vattenstrålskärning , vilket säkerställer att dina svetsade eller skruvade komponenter passar samman sömlöst.
I denna guide kommer du att upptäcka hur olika skärmetoder jämförs, vilka tekniker som passar specifika branscher och material samt vilka faktorer som påverkar prissättningen. Du kommer också lära dig hur man förbereder projektspecifikationer som ger exakta offertförfrågningar och hur man effektivt utvärderar leverantörer. I slutet av guiden kommer du att ha kunskapen att fatta självsäkra beslut angående dina stålbeskärningsbehov.
Komplett guide till stålbeskärningsmetoder och tekniker
Att välja rätt skärmetod kan avgöra om ditt projekt lyckas eller inte. Varje teknik har unika styrkor, och att förstå dessa skillnader hjälper dig att matcha dina specifika krav med den idealiska lösningen. Låt oss gå igenom varje viktig skärmetod som du kommer att möta när utforska stålskärningstjänster .
Termiska skärtekniker förklarade
Termiska skärmetoder använder koncentrerad värme för att smälta, förångas eller oxidera stål längs en exakt bana. Dessa processer dominerar industriella tillämpningar eftersom de effektivt hanterar tjocka material samtidigt som de bibehåller god noggrannhet.
Laserbearbetning
Fiberlaser-tekniken har revolutionerat precisionskärning under det senaste decenniet. Dessa system genererar intensiva laserstrålar genom att förstärka ljus i optiska fibrer dopade med sällsynta jordartselement som ytterbium. Resultatet? Exceptionellt fokuserad energi som smälter sig genom stål med anmärkningsvärd precision.
Det som gör fiberlasrar särskilt imponerande är deras skalbarhet. Lågeffektsystem upp till 500 W hanterar material upp till 3 mm tjocka, perfekta för elektronik och komponenter till medicinska apparater. Melleffektslaser mellan 500 W och 2 kW skär rostfritt stål upp till 8 mm och kolstål upp till 18 mm. Högprestandasystem från 2 kW till 10 kW hanterar material upp till 40 mm tjocka, medan ultrahögprestandalaser över 10 kW bearbetar kolstål över 80 mm tjocka.
För projekt som kräver laserbeskärning i Minneapolis eller laserbeskärning i Minnesota kommer du att upptäcka att denna teknik ger exceptionellt tajta toleranser med minimala värmepåverkade zoner. Den digitalt kontrollerade strålvägen eliminerar mänskliga fel och säkerställer att varje snitt uppfyller exakta specifikationer.
Plasmaskärning
Plasmaskärningstjänster för stål erbjuder en utmärkt balans mellan hastighet och kostnadseffektivitet. Denna metod pressar elektriskt joniserad gas genom en avsmalnad öppning med hög hastighet, vilket skapar temperaturer över 20 000 °F som snabbt smälter igenom stål.
Plasma är särskilt effektivt för att skära tjockare material där laserskärning blir mindre ekonomisk. Plasmaanläggningar används vanligtvis för att skära stål med tjocklek från 1/4 tum till flera tum, vilket gör dem till arbetshästar för konstruktionsmontering och tung industriell användning. Kvaliteten på snittkanten är god, men kräver oftast mer efterbearbetning än laserskärning vid precisionsapplikationer.
Sybrännskärning
Denna traditionella metod kombinerar syre med bränslegaser som acetylen eller propan för att skapa intensiv värme som oxiderar stål längs skärningslinjen. Även om den är mindre exakt än laserskärning eller plasmaskärning är syrgas-bränslegasskärning fortfarande oumbärlig för skärning av mycket tjocka kolstålplattor, ibland över 12 tum tjocka. Den är särskilt kostnadseffektiv för raka skärningar på tunga konstruktionsmaterial där kantfinish inte är avgörande.
Mekaniska och abrasiva skärningsalternativ
Inte varje projekt kräver termiska metoder. Mekaniska och abrasiva tekniker erbjuder tydliga fördelar, särskilt när värmepåverkade zoner måste undvikas eller när man arbetar med specialmaterial.
Vattenstrålskärning
Tänk dig att skära stål med en vattenstråle som rör sig vid tre gånger ljudets hastighet. Vattenstrålsystem blandar vatten under högt tryck med abrasiva partiklar, vilket skapar en skärkraft som försliter sig genom nästan alla material utan att generera värme. Denna kallskärningsprocess bevarar materialens egenskaper nära skärkanten och är därför idealisk för värmedrivna tillämpningar.
Vattenstrålsskärning hanterar stål av tjocklek från tunn plåt till plattor över 20 cm tjocka. Avsaknaden av termisk deformation gör den populär för flyg- och rymdfartsdelar och precisionskomponenter där metallurgisk integritet är viktig.
Klippning
När du behöver snabba, konsekventa skärningar i plåt ger skärning resultat exceptionell produktivitet. Denna process applicerar tryck mellan två metallblad, vilket får materialet att böjas och skiljas åt längs skärlinjen. Skärning fungerar för ett brett utbud av tjocklekar och producerar delar snabbt, även om kantkvaliteten kan vara råare än vid andra metoder.
Sågning
Band- och cirkelsågar förblir viktiga för att skära barstock, rör och strukturella profiler. Laser-rörsnitt i Minneapolis och liknande specialiserade tjänster hanterar cylindriska material, men traditionell sågning erbjuder kostnadseffektiva lösningar för enkla snitt i massiva sektioner där strama toleranser inte krävs.
Jämförelse av stålskärningsmetoder
| Skärningssätt | Precisionstolerans | Tjockleksintervall | Materiell kompatibilitet | Kantkvalitet | Typiska Tillämpningar |
|---|---|---|---|---|---|
| Fiberlaser | +/– 0,001" till 0,005" | 0,03" till 3"+ (beroende på effekt) | Kolstål, rostfritt stål, aluminium, mässing, koppar | Utmärkt, minimalt burr | Precisiondelar, elektronik, fordonsindustri, rymd- och flygindustri |
| Plasma | +/– 0,015" till 0,030" | 0,25" till 6"+ | Alla ledande metaller | Bra, kan kräva slipning | Strukturstål, tung tillverkning, skeppsbyggnad |
| Sybränsle | +/- 0,030" till 0,060" | 0,5" till 12"+ | Kolstål, vissa legeringar | Måttlig, oxiderad kant | Skärning av tjocka plåtar, rivning, bearbetning av skrot |
| Vattenstråle | +/– 0,001" till 0,005" | 0,030" till 8"+ | Alla material inklusive hårt stål | Utmärkt, ingen värmepåverkad zon | Rymd- och flygindustri, precisionsverktyg, värmekänsliga delar |
| Klippning | +/- 0,010" till 0,030" | Upp till 0,5 tum (typiskt) | Plåt, lättstål | Acceptabel, kan ha burrar | Högvolymsskärning av plåt, HVAC, allmän tillverkning |
| Sågning | +/- 0,030" till 0,060" | Begränsat av blad/maskin | Alla stålsorter, barren, rör | Acceptabel, kräver avrundning | Förberedning av barren, konstruktionsprofiler, rörsnittning |
Att förstå dessa skillnader gör att du kan föra välgrundade samtal med leverantörer. Ditt projekts materialtjocklek, nödvändiga precision, krav på kantfinish och budgetbegränsningar kommer att leda dig till den optimala skärmetoden. Nästa steg är att djupare undersöka specifika tjocklekskapaciteter och toleransspecifikationer som hjälper dig att matcha projektkraven med rätt teknik.
Tjocklekskapacitet och precisionsavvikelser förklarade
Du har sett vad varje skärmetod kan åstadkomma, men här är det som gäller: kan din valda teknik verkligen hantera ditt specifika material i den tjocklek du behöver? Och när den gör det, hur exakt kommer skärningarna att överensstämma med dina specifikationer? Dessa frågor avgör om ditt anpassade metallskärningsprojekt lyckas eller kräver kostsam omarbetning.
Tjockleksområden enligt skärteknik
Varje skärmetod har ett optimalt intervall där den presterar bäst. Går du utanför dessa gränser får du långsammare hastigheter, sämre kvalitet på kanterna eller helt enkelt inte klarar av att genomföra skärningen. Tabellen nedan visar realistiska tjockleksområden du kan förvänta dig från professionella rullesnittstjänster .
| Skärningssätt | Minsta tjocklek | Optimal räckvidd | Maximal tjocklek | Bästa materialmatch |
|---|---|---|---|---|
| Fiberlaser | 0.03" | 0,125" - 0,75" | 1,25" (låglegerat stål) | Kolsjukstål, Rostfritt Stål, Aluminium |
| Plasma (X-Definition) | 0.125" | 0,25" - 1,5" | 6"+ | Alla ledande metaller |
| Sybränsle | 0.25" | 1" - 6" | 36" - 48" | Endast mild stål |
| Vattenstråle | 0.03" | 0,5" - 4" | 8"+ | Alla material inklusive hårt stål |
| Klippning | 24 plåttjocklek | 16 gauge - 0,25" | 0,5" (typiskt) | Plåt, lättstål |
Lägg märke till hur varje teknik hävdar ett specifikt område? Syrgas-skärning dominerar arbete med tjocka plåtar över 1 tum, och vissa operationer hanterar stål upp till 48 tum tjockt. Under tiden hittar laserskärning sin optimala zon i material upp till cirka 1,25 tum, där den levererar exceptionell kantkvalitet och precision som metoder för tjockare material helt enkelt inte kan matcha.
När du utvärderar leverantörer av anpassad plåtskärning bör du specifikt fråga om deras utrustnings effektklassningar. En 6 kW fiberlaser hanterar andra tjockleksgränser än ett 15 kW-system. Samma princip gäller för alla termiska metoder – högre effekt innebär större skärkapacitet.
Förståelse av precisionsdimensioner
Här spelar materialtypen en avgörande roll för dina resultat. När man skär kolstål, rostfritt stål och aluminium i samma tjocklek uppnås olika toleranser eftersom varje material reagerar unikt på värme, slitage och mekanisk kraft.
Toleranser för kolstål
Kolstål erbjuder det mest förutsägbara skärbeteendet. Lasersystem håller vanligtvis toleranser under 0,01" (0,25 mm) på plåtar av kolstål, medan Plasmasystem med X-Definition uppnår cirka 0,02" (0,5 mm) materialets konsekventa sammansättning och termiska egenskaper gör att det utgör referensen som andra material mäts mot.
Överväganden gällande rostfritt stål
Rostfritt ståls högre kromhalt skapar utmaningar. Materialet reflekterar mer laserenergi och leder värme annorlunda än kolstål, vilket ofta kräver långsammare skärhastigheter för att bibehålla samma tolerans. Förvänta dig något bredare toleranser vid skärning av rostfritt stål jämfört med kolstål vid motsvarande tjocklekar.
Aluminiumbeteende
Aluminiets höga värmeledningsförmåga och reflektionsförmåga gör det särskilt krävande för termiska skärmetoder. Värmen sprids snabbt, vilket kräver högre effektinställningar. Fiberlaser hanterar aluminium väl, men toleranserna är vanligtvis bredare än för kolstål. Vattenstrålskärning är särskilt lämplig här eftersom den helt eliminerar termiska variabler.
När strama toleranser verkligen spelar roll
Låter dyrt, va? Strängare toleranser kostar verkligen mer – men inte alla projekt kräver dem. Överväg denna praktiska ramen:
- Stränga toleranser (± 0,005 tum eller mindre): Precisionssammanbyggnader, luft- och rymdfartskomponenter, delar som inte kräver sekundär bearbetning, sammanpassade ytor med tät passning
- Standardtoleranser (± 0,015–0,030 tum): Svetsade sammanbyggnader, konstruktionskomponenter, delar som får efterföljande bearbetning, allmän konstruktion
- Laxa toleranser (± 0,060 tum eller mer): Grova halvfabrikat för kraftig bearbetning, återvinning av skrot, icke-kritiska konstruktionsdelar
Toleransskillnaden mellan laser och plasma – ungefär lika tjock som ett visitkort – kan vara för liten för att motivera kostnadsdifferensen för din tillämpning. Om dina delar går direkt från skärbordet till svetsning, där svetstoleranser är mycket större än skärtoleranser, betalar du för en precision som försvinner i nästa operation.
Smart projektplanering anpassar toleranskrav till funktionella behov. Överdrivna toleranskrav skapar onödiga kostnader genom högre investeringar i utrustning, oftare inspektion, ökad spillfrekvens och lägre kapacitet. Innan du begär laserkvalitet på varje del, fråga dig själv om form, passning eller funktion verkligen kräver den precisionen.
Nu när grunderna för tjocklek och toleranser är klargjorda är du redo att utforska hur olika industrier tillämpar dessa möjligheter på sina specifika tillverkningsutmaningar.
Industritillämpningar och metodrekommendationer
Har du någonsin undrat över varför en bilillverkare väljer laserbeskärning medan ett varv förlitar sig på plasmabeskärning? Olika branscher står inför unika utmaningar som kräver specifika skärningslösningar. Att förstå dessa skillnader hjälper dig att kommunicera effektivare med din metallskärningsverkstad och säkerställer att ditt projekt får rätt teknik från början.
Bil- och transporttillämpningar
Bilindustrin kräver en noggrann balans mellan lättbyggnad och strukturell integritet. Moderna fordon är beroende av tillverkade plåtdelar för allt från karossdelar till chassikomponenter med hög säkerhetskrav. Denna bransch prioriterar strama toleranser, möjlighet till hög volymproduktion samt strikta materialcertifieringar.
Enligt Prototeks analys av fordonsproduktion , plåtbearbetning är avgörande för att skapa starka, lättviktiga fordonsdelar som bidrar till säkerhet, utseende och prestanda. De yttre delarna av fordon – dörrar, motorhuvar, tak och framhjulshus – kräver skärningsmetoder som ger både precision och hög produktionstakt.
Vanliga fordonsrelaterade skärningsapplikationer inkluderar:
- Chassi- och ramkomponenter: Hållfast stål som kräver laser- eller plasmaskärning med toleranser under 0,015 tum
- Ophängningsbeslag och fästen: Kräver ofta anpassade metallskärningar med excellent kantkvalitet för efterföljande svetsning
- Karosseriplattor och strukturella förstyvningar: Plåtdelar som behöver rena kanter utan värmedistorsion
- Komponenter i motorrummet: Precisionsdelar inklusive fästen, skärmar och lock som kräver sträng dimensionell kontroll
- Inre strukturella element: Instrumentpanelshållare, sitsramar och krockkuddsstöd där konsekvens är viktig
Rekommenderade skärningsmetoder för bilindustrin:
- Fiberlaser: Idealisk för storproduktion av karossdelar och precisionsfästen (tjocklek från 0,03 till 0,75 tum)
- Plasmaskärning: Kostnadseffektiv för tjockare chassikomponenter och strukturella element
- Vattenstråle: Föredragen när värmepåverkade zoner måste undvikas på säkerhetskritiska delar
Bilproducenter fokuserar allt mer på lättviktmaterial för att minska utsläpp och förbättra bränsleeffektiviteten. Denna förskjutning mot aluminium och höghållfasta stållegeringar kräver skärtekniker som kan hantera dessa material utan att kompromissa med strukturella egenskaper.
Krav inom flyg- och rymdindustri samt industriell tillverkning
När liv beror på komponenternas integritet kräver aerospace-tillämpningar den högsta precisionen som finns tillgänglig. Tillverkning av plåtdelar inom flyg- och rymdindustrin innefattar skärning, böjning och montering av metallstrukturer för flygplan, satelliter och rymdfarkoster där fel helt enkelt inte är ett alternativ.
Denna bransch prioriterar precision över allt annat, följt nära av spårbarhet och certifiering av material. Leveranstid är viktig, men aldrig på bekostnad av kvalitet. Flyg- och rymdföretag arbetar vanligtvis med titanlegeringar, aluminiumlegeringar som 6061 och 7075 samt specialrostfria stål som kräver specifika skärparametrar.
Kritiska flyg- och rymdrelaterade skärningsapplikationer:
- Fuselagets ytskivor: Stora böjda paneler som kräver sträckformning efter precisionsskärning
- Vingens konstruktionskomponenter: Högstarka delar i aluminium och titan med strikta toleranser
- Motortillbehörshållare: Värmebeständiga legeringar som kräver kallskärningsmetoder
- Styrytelement: Precisiondelar där viktbesparingar direkt påverkar bränsleeffektiviteten
- Satellit- och rymdfarkoststrukturer: Anpassad kopparbearbetning och speciallegeringsarbete för termisk hantering
Rekommenderade skärningsmetoder för flyg- och rymdindustrin:
- Laserskärning: Uppnår toleranser inom ±0,05 mm för högprestandakomponenter
- Vattenjetskärning: Hanterar material upp till 300 mm tjocka utan värmepåverkade zoner – idealiskt för titan och värmekänsliga legeringar
- Plasmaskärning: Lämplig för tjockare strukturella komponenter där toleranserna tillåter
Krav från marint och byggsektor
Marin tillverkning innebär unika utmaningar: storskaliga komponenter, korrosionsbeständiga material och yttre skärningsmiljöer. Skeppsvarv bearbetar vanligtvis tjocka stålplattor för skrov, däck och strukturella delar där produktionsvolym och materialhanteringskapacitet väger tyngre än extremt strama toleranser.
Maringeindustrins prioriteringar:
- Hantering av stora plattstorlekar (ofta 10' x 40' eller större)
- Effektiv skärning av tjocka material (1" till 4" vanligt)
- Bearbetning av korrosionsbeständiga legeringar och marinbegraderat aluminium
- Uppnå tillräckliga toleranser för svetsade sammanställningar
Konstruktions- och strukturell stålapplikationer:
- Balk- och pelarframställning: Raka snitt på tunga strukturella profiler med sybränsle eller plasma
- Förbindningsplattor och förstyvningar: Plasmaskärning ger tillräcklig precision till lägre kostnad
- Dekorativa arkitektoniska element: Laserskärning för intrikata designlösningar i tunnare material
- Brokomponenter: Högupplöst plasma för tjockare strukturella element med certifierade material
Rekommenderade skärmetoder för sjöfart och bygg:
- Sybränsle: Mest ekonomiskt för raka snitt i tjocka kolfstålplåtar
- Plasma: Balanserar hastighet, kostnad och kvalitet för strukturell tillverkning
- Laser: Förbehållet precisionsarbeten inom arkitektur och tunnare dekorativa element
Allmänna industriella tillverkningsöverväganden
Utöver specialiserade sektorer omfattar allmänna industriella tillämpningar tillverkning av utrustning, jordbruksmaskiner, transportsystem för material och otaliga andra användningsområden. Dessa projekt balanserar vanligtvis kostnadseffektivitet med funktionskrav snarare än att driva precision till gränsen.
Hur branscher prioriterar skärningsfaktorer:
| Industri | Primär prioritet | Sekundär prioritet | Typiskt toleransområde | Volymförväntan |
|---|---|---|---|---|
| Bilindustrin | Volym & Konsekvens | Precision | ±0,010" till ±0,020" | Storskalig produktion |
| Luftfart | Precision och certifiering | Materialintegritet | ±0,005" eller tätare | Låg till måttlig volym |
| Marin | Förmåga att hantera tjocka material | Kostnadseffektivitet | ±0,030" till ±0,060" | Projektbaserad |
| Konstruktion | Hastighet och kostnad | Materialhantering | ±0,030" till ±0,125" | Variabel, ofta hög |
| Allmän industriell verksamhet | Kostnadsoptimering | Handläggningstid | ±0,015" till ±0,030" | Prototyp till produktion |
Att förstå var ditt projekt passar inom denna ram hjälper dig att kommunicera krav tydligt och undvika att ange alltför stränga toleranser som onödigt ökar kostnaderna. Ett metallskärningsföretag med erfarenhet från din bransch känner redan till dessa prioriteringar och kan vägleda dig mot den mest lämpliga lösningen.
Nu när du förstår hur olika branscher ställer krav på skärning, låt oss fokusera på att förbereda ditt specifika projekt för framgång med tydliga specifikationer som ger korrekta offertförfrågningar.
Så här förbereder du ditt stålskärningsprojekt för framgång
Du har valt rätt skärmetod och förstår ditt branschbehov. Nu kommer det avgörande steget som skiljer smidiga projekt från frustrerande förseningar: att kommunicera dina behov tydligt till tjänsteleverantörer. Oavsett om du undrar var du kan få metallskuren för en prototyp eller söker en metallskärningstjänst i närheten för produktion, säkerställer korrekt förberedelse exakta offerter och resultat som matchar dina förväntningar.
Förbereda specifikationer för ditt skärprojekt
Tänk på dina projektspecifikationer som en ritning för framgång. Ofullständig information leder till många e-postmeddelanden fram och tillbaka, försenade offerter och ibland kostsamma missförstånd så fort skärningen börjar. Experter inom metallbearbetning betonar att precision spelar en stor roll för kvaliteten – även små mätfel kan leda till förseningar, slöseri med material eller felplacerade sammanfogningar.
Innan du kontaktar någon leverantör bör du samla in följande viktiga uppgifter:
- Materialens specifikationer: Ange exakt legering eller klass (till exempel 304 rostfritt stål, A36 kolstål eller 6061 aluminium), tillsammans med tjocklek och eventuella krav på certifieringar
- Antalsbehov: Ange exakta kvantiteter för varje del, inklusive om det rör sig om en engångsprototyp eller återkommande produktionsorder
- Dimensionskrav: Ange fullständiga mått för alla skärningsdimensioner, inklusive kritiska toleranser där precision är särskilt viktig
- Ytfinishförväntningar: Ange om du behöver rå yta från valsverket, avkantade kanter, specifika ytbehandlingar eller förberedelse inför efterföljande svetsning
- Ritningsformat: CAD-filer (DXF, DWG eller STEP-format) ger den tydligaste kommunikationen, även om detaljerade handritade skisser med mått kan fungera för enklare arbeten
- Leveranstidkrav: Inkludera både din idealiska tidplan och eventuella fasta friställningar som inte får missas
När du arbetar med en skärtjänst hjälper detaljerade ritningar och öppen kommunikation under hela produktionsprocessen till att hålla projektet på spåret och i linje med dina exakta specifikationer. De flesta lokala verkstäder använder avancerade skärteknologier, såsom laserskärning eller plasmaskärning, som bygger på korrekta indata för att garantera precision.
Viktig information för korrekta offertförslag
Undrar du var du kan få metallskuren utan besväret med flera omgångar av offertrevisioner? Svaret ligger i tydlighet från början. Industriforskning visar att bristande information kan leda till oväntade kostnader eller projektfördröjningar om tillverkare behöver begära förtydliganden.
Din projektspesifikationschecklista bör inkludera:
- Delens geometridetaljer: Alla mått, böjlinjer (om tillämpligt), hållägenheter och kritiska funktioner tydligt markerade
- Materialklass och tjocklek: Specifika legeringsbeteckningar, inte bara "stål" eller "aluminium"
- Toleransangivelser: Ange vilka mått som kräver sträng kontroll och vilka som kan acceptera standardverkstadstoleranser
- Krav på ytfinish: Ange eventuell behövlig beläggning, behandling eller kantförberedelse
- Antalsuppdelning: Skilj mellan prov, pilot och produktionskvantiteter om tillämpligt
- Leveransplats och tidslinje: Inkludera leveransadress och eventuella schemaläggningsbegränsningar
- Sekundära operationer: Notera om du behöver böjning, svetsning, montering eller andra processer efter skärning
Felsökning av vanliga specifikationsproblem
Även erfarna köpare stöter ibland på utmaningar när de förbereder skärningsprojekt. Här är hur du hanterar de vanligaste problemen:
Oklara ritningar: Om du inte har CAD-filer kan detaljerade handritningar med tydliga mått vara tillräckliga – men sträva alltid efter klarhet. Inkludera alla relevanta uppgifter som material, mått, toleranser och eventuella särskilda egenskaper eller ytor som krävs. En ofullständig ritning kan leda till prisförändringar eller förseningar.
Frågor kring materialval: Osäker på vilken stålsort som passar din applikation? Diskutera dina projektmål med tillverkaren. Erfarna leverantörer kan rekommendera material som balanserar kostnadseffektivitet med långsiktig pålitlighet. Metalltypen påverkar direkt prestanda, hållbarhet och kostnad.
Toleransosäkerhet: När du är osäker på hur strama toleranser du ska ange bör du överväga delens funktion. Kommer den att samverka direkt med andra precisionskomponenter? Kräver den bearbetning efter skärning? Delar som går rakt till svetsning behöver sällan laserspecifik precision, medan exakta monteringar kräver stramare kontroll.
Prototyp kontra produktion – överväganden
Ditt tillvägagångssätt bör variera beroende på projektets omfattning. För prototyper och små serier kan du förvänta dig högre kostnader per enhet på grund av installations- och programmeringsinsatser som fördelas över färre delar. Enskilda prototyper kan kosta avsevärt mer per komponent jämfört med produktionsserier om 1 000 enheter.
När du förbereder beställningar av prototyper:
- Markera tydligt att beställningen gäller en prototyp eller provproduktion
- Fråga om designfeedback innan du går vidare till produktionstemplar
- Överväg något mildare toleranser om syftet är att verifiera form och passning
- Begär materialintyg om du ska validera prestandaegenskaper
För projekt i produktionsskala:
- Ange korrekta volymprognoser för att kunna ta del av kvantitetsrabatter
- Sätt upp leveransschema och ramavtal om tillämpligt
- Diskutera kvalitetsinspektionsprotokoll och dokumentationskrav
- Säkra materialpriser när det är möjligt för att undvika kostnadssvängningar
Tydlig kommunikation förblir hörnstenen för framgångsrika projekt i vilken skala som helst. Genom att förbereda utförliga specifikationer redan från början minimerar du omräkningar av offertförslag, minskar oväntade händelser under produktionen och bygger upp ett produktivt samarbetsförhållande med din skärjtjänstleverantör. När ditt projekt är korrekt dokumenterat blir nästa steg att säkerställa att din valda leverantör uppfyller lämpliga kvalitetskrav och certifieringar.

Kvalitetsstandarder och certifieringar som spelar roll
Du har förberett utförliga specifikationer och identifierat potentiella leverantörer – men hur vet du att de levererar konsekventa resultat? Certifieringar fungerar som en garanti för att en skärjtjänstleverantör följer beprövade processer, underhåller dokumenterade kvalitetssystem och genomgår regelbundna tredjepartsrevisioner. Att förstå vad dessa kvalifikationer innebär hjälper dig att skilja mellan verkstäder som lovar kvalitet och de som verkligen kan bevisa den.
Förståelse av ISO och branschcertifieringar
När du bedömer stålskärningstjänster ger certifieringar objektiv bevis på en leverantörs engagemang för kvalitetsledning. Det handlar inte bara om tavlor på väggen – de representerar systematiska tillvägagångssätt för processkontroll, kontinuerlig förbättring och kundnöjdhet.
Viktiga certifieringar och deras betydelse:
- ISO 9001:2015: Denna globalt erkända standard säkerställer att ett företags kvalitetsledningssystem konsekvent uppfyller kundkrav samtidigt som det främjar kontinuerlig förbättring. Enligt Ameritexs certifieringsdokumentation visar ISO 9001:2015-certifieringen engagemang för att erbjuda pålitliga, högkvalitativa produkter som tillverkas med effektivitet, innovativ teknik och dedikation.
- IATF 16949: Byggd på ISO 9001-krav går denna branschspecifika certifiering vidare genom att säkerställa efterlevnad av lean-tillverkning, felpreventation, minskning av variationer och borttagande av slöseri. OGS Industries förklarar att IATF 16949-certifiering betonar stark kundfokus, prioriterar ledningsgruppens samordning och optimerar procedurer för konsekvent leverans av tjänster.
- AS9100: Luftfartsindustrins kvalitetsstandard behandlar unika krav för flygkritiska komponenter, inklusive spårbarhet, riskhantering och konfigurationskontroll.
- AWS D1.1/D1.6: Svetscertifieringar som är relevanta när ditt skärprojekt inkluderar svetsade konstruktioner, vilket säkerställer korrekta procedurer och svetsares behörighet.
- NADCAP: National Aerospace and Defense Contractors Accreditation Program-certifiering för specialprocesser som värmebehandling eller icke-destruktiv provning.
Vad betyder certifiering egentligen för ditt projekt? Certifierade leverantörer har dokumenterade rutiner för varje steg – från mottagande av din order till slutlig inspektion. De spårar kalibreringen av mätutrustning, utbildar personalen i kvalitetsstandarder och förför dokumentation som bevisar att varje del uppfyller specifikationerna. När problem uppstår förhindrar deras system för korrigerande åtgärder att de återkommer.
Kvalitetsinspektion och dokumentation
Utöver certifieringar ger en leverantörs inspektionskapacitet dig information om huruvida de kan verifiera den precision som ditt projekt kräver. Olika skärtekniker ger olika grundläggande precision, och kvalitetssystem säkerställer konsekvens för varje del.
Precisionsexpektationer beroende på skärmetod:
- Fiberlaserbeskärning: Toleranser på ±0,001" till ±0,005" är uppnåeliga med korrekt utrustningskalibrering och kvalitetskontroll
- Högupplöst plasma: Förvänta er ±0,015" till ±0,020" med certifierade processer och regelbunden underhåll av utrustningen
- Vattenjetskärning: Levererar ±0,001" till ±0,005" när operatörer följer dokumenterade procedurer
- Sybränsleskärning: Standardtolleranser på ±0,030" till ±0,060" för tjockplåtsapplikationer
Certifierade verkstäder använder koordinatmätdon (CMM), optiska jämförelseinstrument och kalibrerade mätverktyg för att verifiera mått. De lämnar inspektionsrapporter som dokumenterar faktiska mätningar i förhållande till dina specifikationer – bevis på att dina delar uppfyller kraven innan de levereras
Genomloppstider och produktionsplanering
Kvalitetscertifieringar omfattar även leveransklokhet. Ett certifierat kvalitetssystem inkluderar produktionsplanering, kapacitetsstyrning och spårning av tidiga leveranser. Men vilka realistiska tidsramar bör du förvänta dig?
Typisk genomloppstid beroende på skärmetod och orderstorlek:
- Laserklippning (små serier, under 50 delar): 3–7 arbetsdagar beroende på materialtillgänglighet och verkstadsbelastning
- Laserklippning (produktionsserier): 1–3 veckor, där etablerade ramavtal potentiellt kan minska ledtiden
- Plasmaskärning (strukturkomponenter): 5–10 arbetsdagar för standardbeställningar; snabbtjänst ofta tillgänglig
- Vattenjetskärning (precisionsdeler): 5–10 arbetsdagar på grund av långsammare skärhastigheter vid tjocka material
- Sybränsleskärning (tung plåt): 1–2 veckor beroende på plåttillgänglighet och komplexitet
Flertalet faktorer påverkar faktiska leveranstider utöver själva skärningsoperationen:
- Inköp av material: Standardlegeringar skickas snabbt; specialmaterial kan lägga till 1–3 veckor
- Nestningseffektivitet: Komplexa delgeometrier kräver mer programmeringstid
- Sekundära operationer: Avskarpning, böjning eller ytbehandling förlänger ledtider
- Inspektionskrav: Första artikelinspektion och dokumentation tillför bearbetningstid
- Aktuell verkstadskapacitet: Piksäsonger kan förlänga standardgenomloppstider med 25–50 %
När tidslinjen är allra viktigast bör du fråga potentiella leverantörer om deras nuvarande arbetsbelastning och möjligheter till akutbearbetning. Leverantörer med IATF 16949-certifiering har särskilt effektiva produktionsplaneringssystem utformade för att uppfylla den bilindustrins krävande just-in-time-leveranskrav. Denna disciplin leder ofta till mer förutsägbara genomloppstider i alla kundprojekt.
Utrustad med kunskap om kvalitetsstandarder och realistiska tidsskattningar är du nu redo att utvärdera det sista pusselbiten: att förstå vad som driver nedskärning av kostnader och hur du optimerar din projektbudget.
Prisbildningsfaktorer och kostnadsoptimeringsstrategier
Vad kommer ditt stålskärningsprojekt egentligen att kosta? Denna fråga får många köpare att gissa, eftersom prissättningen varierar kraftigt beroende på faktorer som inte alltid är uppenbara från början. Oavsett om du letar efter en stålskärare i min närhet eller jämför offerter från flera leverantörer hjälper det dig att förstå dessa kostnadsdrivande faktorer att budgetera korrekt och identifiera besparingsmöjligheter utan att offra kvaliteten.
Nyckelfaktorer som påverkar skärningskostnader
Varje offert du får speglar en komplex beräkning som inkluderar material, maskintid, arbetskraft och överhead. Enligt branschprisundersökning kan enskilda laserkostnader för skärning variera mellan 0,10 och 1,00 USD per tum beroende på materialtyp och tjocklek. Låt oss gå igenom varje faktor så att du kan förvänta dig kostnaderna innan du begär offerter.
Materialtyp och kostnad:
- Mjukt stål: Det mest ekonomiska alternativet vid cirka 0,50–1,00 USD/kg (0,23–0,45 USD/lb), vilket gör det till baslinjen för prisjämförelser
- Med en bredd av högst 150 mm Förvänta dig att betala 1,50–3,00 USD/kg (0,68–1,36 USD/lb) på grund av dess hållbarhet och korrosionsmotstånd
- Aluminium: Kostar 2,00–4,00 USD/kg (0,91–1,81 USD/lb) och kräver specifika skärparametrar som kan påverka maskintiden
- Speciallegeringar: Specialprissättning baserat på materialtillgänglighet och svårighetsgrad vid skärning
Tjocklekens inverkan på prissättning:
Tjockare material kräver mer effekt, lägre skärhastigheter och ökad slitage på förbrukningsdelar. En 2 mm lågkollegerad stålplåt skärs avsevärt snabbare än en 10 mm plåt, vilket direkt påverkar avgifterna för maskintid. CNC-plasmaskärningssystem kan skära 1/2 tum lågkollegerat stål i hastigheter över 100 tum per minut, medan vattenjetsystem vanligtvis arbetar med 5–20 tum per minut – en skillnad som direkt översätts till kostnad per del.
Designkomplexitet:
- Enkla former: Ungefär 1 timmes konstruktions-/programmeringstid till 20–100 USD
- Komplexa geometrier: 2–4 timmars förberedelsetid, till en kostnad av 40–400 USD
- Specialprototyper: 5+ timmar för $100–$500 eller mer för detaljrika design
Mängdöverväganden:
Kostnader för installation och programmering fördelas över din beställningsmängd. En enskild prototyp kan kosta $50–$100 i installationskostnader enbart, medan samma installation fördelad på 500 delar blir försumbar per enhet. Stora beställningsvolymer får ofta rabatter på material och effektivare batchbearbetning, vilket sänker totala kostnader med 15–30 %.
Toleranskrav:
Stramare toleranser kräver långsammare skärhastigheter, oftare kvalitetskontroller och eventuellt andra skärmetoder. Att begära en precision på ±0,005 tum när ±0,030 tum skulle räcka ökar kostnaderna utan att tillföra funktionell värde. Anpassa dina toleransspecifikationer till faktiska behov.
Leveranstid:
- Standard leveranstid (5–10 dagar): Basprissättning utan tillägg
- Snabborder (2–3 dagar): Förvänta dig tillägg på 25–50 % för prioriterad schemaläggning
- Samma dag eller nästa dag: Premiumprissättning på 50–100 % över standardtaxor
Operationer efter skärning:
Avskarpning, polering, böjning eller målning tillför betydande kostnader. En 1 m² laseravskuren del kan kosta ytterligare 5–15 USD för avskarpning och 10–30 USD för målning, vilket potentiellt kan fördubbla grundkostnaden för skärning när det gäller färdiga delar.
Optimera ditt projekt för kostnadseffektivitet
Kloka köpare godtar inte bara offerter – de optimerar projekt innan de begär dem. Experter inom metallbearbetning rekommenderar flera strategier som minskar kostnader utan att kompromissa med resultaten.
Förenkla din design:
Undvik alltför komplexa snitt, onödiga svetsar och invecklad detaljering som kräver omfattande arbete och tid. Användning av standardmaterialstorlekar minskar spill och eliminerar premiekostnader för specialgjorda plåtformat. Ibland kan en liten designändring spara 20–30 % på skärkostnaderna.
Utnyttja effektiv nästling:
Avancerad programvara ordnar delar på plåt för att maximera materialutnyttjandet. Genom att samarbeta med en metallskärare i närheten som använder nesting-teknik minskas skräpet och materialkostnaderna sänks. Fråga potentiella leverantörer om deras nesting-funktioner – denna enda faktor kan påverka styckpriset avsevärt.
Planera för serieproduktion:
Att tillverka komponenter i stora mängder istället för som enskilda specialdelar minskar kostnaderna avsevärt. Serieproduktion minskar inställningstid, arbetsinsats och totala kostnader, samtidigt som kvalitetskonsekvensen bibehålls. Om möjligt bör flera beställningar sammanfattas eller planeras i förväg för att dra nytta av volymrabatter.
Välj lämpliga skärmetoder:
Betala inte för lasers precision om plasma ger tillräcklig kvalitet för ditt ändamål. CNC-plasmabord erbjuder lägst kostnad per tum skuret, med förbrukningskostnader på 0,10–0,50 USD per tum, jämfört med lasersystem som kostar 0,15–0,75 USD per tum. Anpassa tekniken efter dina faktiska krav.
Överväg alternativa material:
Medan rostfritt stål erbjuder hållfasthet och korrosionsmotstånd kan aluminium vara mer kostnadseffektivt för lättviktstillämpningar. Diskutera dina projektmål med tillverkare som kan rekommendera material som balanserar kostnadseffektivitet med långsiktig pålitlighet.
Lokala kontra onlinetjänsters ekonomi
När du söker stålskärning i närheten av mig väger du bekvämlighet mot potentiellt lägre priser från avlägsna leverantörer. Båda tillvägagångssätt har sina fördelar beroende på din specifika situation.
Fördelar med lokala tjänster:
- Ansikte mot ansikte-kommunikation vid komplexa projekt minskar missförstånd
- Lägre eller uteslutna fraktkostnader för tunga material
- Snabbare leveranstid utan transporttid
- Möjlighet att granska första provet innan full produktion
- Enklare att hantera problem eller göra ändringar mitt i projektet
När onlinetjänster/avlägsna tjänster är lämpliga:
- Specialiserade kompetenser som inte är tillgängliga lokalt
- Betydligt lägre prissättning som kompenserar för fraktkostnader
- Enkla, väldefinierade projekt med tydliga specifikationer
- Icke-akuta tidslinjer som kan anpassas efter leveranstid
För tjocka stålplattor kan fraktkostnaderna snabbt överstiga eventuella besparingar från avlägsna leverantörer. En enda 4×8 fot mild stålplåt med 2 mm tjocklek kostar cirka 60–120 USD i material ensamt – att frakta samma plåt över landet kan kosta ytterligare 50–150 USD beroende på avstånd och transportör.
Beräkna din totala inköpskostnad innan du fattar beslut. Ett lokalt verkstad som tar 15 % mer för skärning kan ändå ge lägre total projektkostnad när frakt och ledtid beaktas. När du förstår prisgrundvalarna är du redo att utvärdera leverantörer och välja rätt partner för ditt projekt.

Att välja rätt stålbeskärningstjänstleverantör
Du behärskar de tekniska detaljerna och förstår dina projektkostnader – nu kommer beslutet som binder ihop allt. Att hitta en metallskärningsverkstad i närheten av mig som matchar dina specifika krav kräver mer än en snabb online-sökning. Den rätta leverantören blir en strategisk partner som levererar konsekvent kvalitet, håller tidsfrister och proaktivt kommunicerar när utmaningar uppstår.
Utvärdering av tjänsteleverantörskapacitet
Innan du går med på att samarbeta med någon leverantör bör du noggrant bedöma deras kapacitet utifrån dina projektbehov. Enligt TMCO:s branschriktlinjer är en tillverkares erfarenhet en av de starkaste indikatorerna på deras förmåga – många år i branschen brukar innebära djupare materialkunskap, förfinade processer och förmågan att förutse problem innan de blir kostsamma.
Checklista för leverantörsbedömning:
- Utrustningskapaciteter: Kontrollera att de har den specifika skärtillverkningstekniken (laser, plasma, vattenstråle) som är lämplig för dina material- och tjocklekskrav
- Materialkompetens: Bekräfta erfarenhet med dina specifika stållegeringar, oavsett kolstål, rostfritt stål eller speciallegeringar
- Certifieringar: Leta efter minst ISO 9001; IATF 16949 för fordonsapplikationer; AS9100 för flyg- och rymdapplikationer
- Inhemsk kapacitet: Helhetsleverantörer som erbjuder skärning, böjning, svetsning och ytbehandling under ett tak minskar överlämningar och kvalitetsvariationer
- Produktionskapacitet: Se till att de kan skala från prototyper till produktionsskalor utan att kvaliteten försämras
- Konstruktörsstöd: Leverantörer som erbjuder vägledning i design för tillverkbarhet (DFM) hjälper till att optimera konstruktioner innan skärning påbörjas
- Inspektionsutrustning: Koordinatmätmaskiner (CMM), optiska jämförmätare och dokumenterade kvalitetsprocesser säkerställer dimensionsprecision
- Kommunikationsrespons: Observera hur snabbt de svarar på initiala förfrågningar – detta är en indikator på kommunikationskvaliteten under projektet
Inte alla tillverkningsverkstäder erbjuder samma kompetensnivå. Vissa skär endast metall, medan andra köper in bearbetning, ytbehandling eller montering från underleverantörer – vilket kan leda till förseningar, kommunikationsluckor och kvalitetsvariationer. Branschexperter betonar att modern utrustning och teknik spelar en viktig roll inom anpassad plåtbearbetning, eftersom avancerad maskinering möjliggör exakt skärning, böjning och montering, vilket är avgörande för att uppnå precisa konstruktioner.
När du söker efter plåtslageriverkstäder i närheten av mig eller stålskärare i närheten av mig, bör du prioritera verkstäder som visar öppenhet kring sin utrustning, sina processer och kvalitetssystem. En leverantör som är säker på sin kapacitet kommer lätt att dela denna information.
Frågor att ställa innan du bestämmer dig
De frågor du ställer under de inledande samtalen avslöjar om en leverantör passar dina behov. Branschforskning bekräftar att en leverantörs pålitlighet är lika viktig som kvaliteten på deras produkter – pålitliga leverantörer säkerställer tidig leverans och konsekvent produkttillgänglighet, vilket är avgörande för att upprätthålla projekttidslinjer.
Viktiga frågor till potentiella leverantörer:
- Hur länge har ni tillverkat komplexa metallkomponenter, och har ni erfarenhet av liknande applikationer?
- Vilka skärtekniker använder ni, och vilka tjockleks- och toleranskapaciteter har ni?
- Kan ni lämna referenser eller fallstudier från projekt liknande mitt?
- Vilka certifieringar har ni, och kan ni lämna dokumentation?
- Vad är er normala genomloppstid för projekt av min storlek och komplexitet?
- Erbjuder ni akutleverans, och vilka kostnader är då förenade med detta?
- Hur hanterar ni designändringar eller problem som upptäcks under produktionen?
- Vilka inspektionsprocesser säkerställer att komponenterna uppfyller specifikationerna innan leverans?
- Levererar ni materialintyg och granskningsrapporter tillsammans med leveranserna?
- Vad är din leveranstid för offertförfrågningar och hur detaljerade är era uppskattningar?
Lägg märke till hur leverantörer svarar på dessa frågor. Erfarna tillverkare av anpassade metallkonstruktioner förstår variationer i metaller och hur varje metall beter sig vid skärning, formning och svetsning. De bör kunna förklara sina kvalitetsprocesser med säkerhet utan tvekan.
När lokala tjänster spelar störst roll
Geografisk närhet erbjuder konkreta fördelar för vissa typer av projekt. Om du funderar på var du kan få metallskärning i närheten, överväg dessa scenarier där lokala leverantörer ger tydliga fördelar:
- Komplexa eller utvecklande projekt: Ansikte mot ansikte-kommunikation löser oklarheter snabbare än e-postutväxling
- Tunga material: Frakt av tjocka stålplattor lägger till betydande kostnad; lokal upphämtning eliminerar fraktkostnader
- Strama tidsramar: Att eliminera transporter ger ytterligare arbetsdagar för produktion
- Första provningsinspektion: Genom att besöka verkstaden och godkänna initiala prov innan full produktion undviks dyra misstag
- Iterativ prototypframställning: Snabba design-test-justera-cykler drar nytta av geografisk närhet
- Pågående relationer: Regelbundna beställningar bygger upp ett gott förhållande och leder ofta till förmånlig behandling vid kapacitetsbottnecker
Lokala metallverkstäder känner också till regionala marknadsförhållanden, byggnormer och branschvanor som kan påverka ditt projekt. Denna kontextuella kunskap är värdefull inom bygg-, arkitektur- och infrastrukturapplikationer.
När fjärr- eller onlinetjänster fungerar väl
Avstånd blir mindre relevant när projekt uppfyller vissa kriterier:
- Tydligt definierade specifikationer: Tydliga ritningar och krav minimerar behovet av kommunikation
- Specialiserade kompetenser: Unika skärtekniker kan saknas lokalt
- Massproduktion: Betydande besparingar per enhet kan kompensera för fraktkostnader
- Lätta delar: Tunt plåtmaterial fraktas ekonomiskt
- Flexibla tidsplaner: Projekt utan akut prioritet kan hantera frakttransporttid utan press
- Uppbyggda relationer: När du har verifierat en extern leverantörs kvalitet blir fortsatta beställningar rutin
För fordonsrelaterade tillämpningar och precisionsplåtbearbetning ändras beräkningen till att hitta leverantörer med specifika certifieringar och integrerade kapaciteter oavsett plats. Tillverkare som Shaoyi (Ningbo) Metallteknik exemplifierar detta tillvägagångssätt genom att erbjuda kvalitet enligt IATF 16949 för chassin, upphängning och strukturella komponenter med möjlighet till snabbprototypframställning inom 5 dagar och offertsvaret sker inom 12 timmar. Deras omfattande DFM-stöd effektiviserar hela tillverkningsprocessen från skärning till färdiga monterade delar – kapaciteter som kanske inte finns på din lokala marknad.
När du bedömer avlägsna leverantörer för fordonsapplikationer, prioritera de som visar:
- IATF 16949-certifiering som säkerställer kvalitetssystem av fordonsklass
- Snabba prototypframställningsmöjligheter för snabb designvalidering
- Automatiserad massproduktionskapacitet för volymökning
- Omfattande teknisk support som minskar antalet designiterationer
- Snabb offertrespons som indikerar driftseffektivitet
Bygga långsiktiga leverantörsrelationer
De bästa relationerna inom skärningsbranschen sträcker sig bortom transaktionella beställningar. Förtrodda leverantörer blir en förlängning av ditt ingenjörsteam och erbjuder insikter som förbättrar konstruktioner och minskar kostnader över tid. De prioriterar dina beställningar under perioder med kapacitetsbegränsningar eftersom de värdesätter den pågående relationen.
Börja med ett provprojekt för att verifiera kompetens innan du går vidare till större beställningar. Utvärdera inte bara de färdiga delarna, utan hela upplevelsen – offertens noggrannhet, kommunikationskvalitet, leveranspunktlighet och hantering av problem. Transparent kommunikation förhindrar dyra överraskningar och håller projektet i spåret från början till slut.
En pålitlig tillverkare kommer att ange tydliga tidsramar, ge regelbundna projektrapporter och sätta realistiska förväntningar. Starka kommunikationsfärdigheter indikerar en leverantör som värdesätter samarbete framför kortsiktig vinst. Sådana relationer skapar ackumulerat värde när leverantörerna lär känna dina preferenser, förutsäger behov och proaktivt föreslår förbättringar.
När du har etablerat urvalskriterier för leverantörer är du redo att sammanfatta allt du lärt dig och ta självsäkra åtgärder i ditt stålskärningsprojekt.
Fatta välgrundade beslut om stålskärning
Du har navigerat dig genom hela landskapet av stålskärningstjänster – från att förstå termiska och mekaniska teknologier till att utvärdera leverantörer och optimera kostnader. Nu är det dags att kondensera denna kunskap till åtgärdable beslut som driver ditt projekt framåt med självförtroende.
Matcha ditt projekt med rätt skärmetod
Att välja den optimala skärtekniken kräver inte att du blir metallurgiexpert. Istället fokusera på tre grundläggande frågor som guiderar varje lyckat projekt:
Rätt skärmetod balanserar din materialtjocklek, erforderlig precision och budgetbegränsningar. Att överdimensionera tolerans slösar med pengar; att underdimensionera riskerar kostsam ombearbetning.
Tänk först på ditt material. Kolstål erbjuder det bredaste urvalet av skärningsalternativ, medan rostfritt stål och aluminium kräver specifika parametrar. Därefter bör du utvärdera tjocklek – laser är bäst för tjocklekar under 1,25 tum, plasma hanterar mellantunga plåtar effektivt, och sybrännskärning tar itu med de tyngsta sektionerna. Avsluta genom att anpassa toleranskraven till funktionella behov snarare än önskad precision.
Professionella lösningar för stålskärning lyckas när specifikationer överensstämmer med verkligheten. En säker samarbetspartner inom tillverkning kan vägleda dig till den skärmetod som maximerar ditt projekts framgång samtidigt som man respekterar budgetgränser.
Nyckelfaktorer för beslut i ett läge:
- För precision vid tjocklekar under 0,75" : Fiberlaser ger utmärkt kvalitet på kanterna och strama toleranser
- För konstruktionskomponenter över 1" tjocklek: Plasma eller sybrännskärning ger kostnadseffektiva resultat
- För värmekänsliga material: Vattenstrålskärning eliminerar risker för termisk deformation
- För stora volymer plåt: Glasning erbjuder snabb genomsättning till lägre kostnad
Ta nästa steg med självförtroende
Redo att gå vidare? Denna industriella guide för metallskärning har rustat dig med kunskapen att kommunicera effektivt med leverantörer och intelligent bedöma deras svar. Tydlig kommunikation förblir grunden för lyckade projekt – ofullständiga specifikationer leder till omarbetade offerter, produktionsförseningar och resultat som inte uppfyller förväntningarna.
Kom ihåg att bästa metoder inom projekthantering lyfter fram satta specifika mål, tydligt definierad omfattning och upprätthållande av öppna kommunikationskanaler. Dessa principer gäller direkt ditt skärprojekt, oavsett storlek eller komplexitet.
Din handlingsplan för stålkonstruktionsmetoder:
- Dokumentera dina krav fullständigt: Samla materialspecifikationer, kvantiteter, toleranser och tidskrav innan du kontaktar leverantörer
- Förbered professionella ritningar: CAD-filer i DXF-, DWG- eller STEP-format förmedlar specifikationer på mest effektiva sätt – detaljerade skisser fungerar för enklare arbeten
- Begär offerter från flera leverantörer: Jämför minst tre verkstäder för att förstå skillnader i marknadsprissättning och kapacitet
- Verifiera certifieringar: Bekräfta ISO 9001 som minimum; kräv IATF 16949 för fordonsrelaterade tillämpningar eller AS9100 för flyg- och rymdapplikationer
- Fråga om ledtider och kapacitet: Förstå nuvarande efterlevnad och snabborder-alternativ innan du går med på något
- Börja med en provorder: Testa leverantörens kapacitet med ett mindre projekt innan du går vidare till produktionsvolymer
- Utvärdera hela upplevelsen: Bedöm korrektheten i offert, kommunikationskvaliteten och leveranser i tid – inte bara kvaliteten på de färdiga delarna
Den kunskap du har förvärvat omvandlar dig från en passiv köpare till en välunderrättad samarbetspartner. Du förstår stålkonstruktionsmetoder tillräckligt bra för att ställa rätt frågor, identifiera relevanta kvalitetscertifieringar och optimera projekt för kostnadseffektivitet utan att offra resultat.
Oavsett om du behöver en trälaserskärningstjänst för specialapplikationer eller bearbetning av tjocka plåtar för konstruktionsstål är grunderna desamma: tydliga specifikationer, lämplig teknikval och verifierade leverantörsförmågor leder till framgångsrika resultat. Ta det första steget genom att dokumentera dina projektkrav – vägen från rå stål till precisionskomponenter börjar med klarhet kring vad du vill uppnå.
Vanliga frågor om stålskärningstjänster
1. Hur mycket kostar metallskärning?
Kostnaderna för metallskärning varierar beroende på materialtyp, tjocklek, komplexitet och skärmetod. Laserbågskärning kostar vanligtvis mellan 0,10 och 1,00 USD per tum, medan plasmaskärning erbjuder lägre kostnader, 0,10–0,50 USD per tum. Mjukt stål kostar cirka 0,50–1,00 USD/kg, rostfritt stål 1,50–3,00 USD/kg och aluminium 2,00–4,00 USD/kg. Inställningsavgifter för enkla former ligger mellan 20 och 100 USD, medan komplexa design kan kosta 100–500 USD. Expressbeställningar medför tillägg på 25–100 %, och sekundära operationer som avburkning eller målning kan dubbla grundkostnaderna för skärning.
2. Kan ni skära stål hemma?
Ja, du kan skära mjukt stål upp till ca 3/8 tum tjockt hemma med blad för ferrometallskärning på cirkelsågar eller vinkelhuvar. Blad med karbidtänder håller längre än blad med ståltänder. Tångsax används för tunn plåt, och vanliga saxar klarar mycket tunna material. För precisionsklippning, komplexa former eller tjockare material ger dock professionella stålskärningstjänster med laser-, plasma- eller vattenstrålteknik bättre noggrannhet, renare kanter och toleranser så tighta som ± 0,001 tum.
3. Vilken är den bästa skärmetoden för tjocka stålplattor?
För tjocka stålplattor hanterar syrgasbränsleskärning material från 0,5 tum till över 36 tum i tjocklek, vilket gör den idealisk för tunga konstruktionsarbeten. Plasma-skärning bearbetar stål effektivt från 0,25 tum till 6+ tum med bättre kvalitet på skärkanten än syrgasbränsleskärning. Vattenstrålskärning hanterar upp till 8+ tum utan värmpåverkade zoner, vilket bevarar materialegenskaperna. Välj syrgasbränsleskärning för raka snitt i tungt kolstål, plasma för en balans mellan hastighet och kvalitet vid bearbetning av konstruktionskomponenter och vattenstrålskärning när värmedistortion måste undvikas vid precisionsdelar.
4. Vilka certifieringar bör jag leta efter hos en stålskärningstjänstleverantör?
Viktiga certifieringar inkluderar ISO 9001:2015 för kvalitetsledningssystem, IATF 16949 för fordonsapplikationer som kräver slank tillverkning och felundvikande, samt AS9100 för flyg- och rymdindustrins komponenter som kräver spårbarhet och konfigurationskontroll. AWS D1.1/D1.6-certifieringar är viktiga när projekt innehåller svetsning. NADCAP-ackreditering gäller för särskilda processer som värmebehandling. Dessa certifieringar säkerställer dokumenterade procedurer, kalibrerad utrustning, utbildad personal och konsekvent kvalitet genom tredjepartsgranskningar.
5. Hur förbereder jag specifikationer för ett stålskärningsprojekt?
Förbered fullständiga specifikationer inklusive exakt materialklass och legering (till exempel 304 rostfritt eller A36 kolstål), tjocklek, kvantiteter och måttspecifikationer med kritiska toleranser markerade. Lämna CAD-filer i DXF-, DWG- eller STEP-format för tydligast kommunikation. Ange krav på ytbehandling, leveransdatum och eventuella sekundära operationer som behövs. Specificera vilka mått som kräver sträng kontroll jämfört med standardtoleranser. Tydliga specifikationer förhindrar omarbetning av offerter, minskar produktionsdröjsmål och säkerställer att resultaten uppfyller förväntningarna.