 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Stansning av katalysatorhöljen: Tillverkning och guide till stöldskydd

TL;DR
Stansning av katalysatorhöljen syftar främst på den industriella metallformningsprocessen där plåtar av rostfritt stål pressas till skyddshöljans två delar, så kallade "mussel-formiga halvor", som omger keramiskt substrat. Denna tillverkningsfas innefattar hydraulpressar, blankningsverktyg och automatisk sömsvetsning för att skapa en hermetisk förslutning. I andra hand beskriver termen den efterföljande praktiken att engrava identifieringsnummer – såsom chassisnummer (VIN) eller CARB Executive Order-koder – på det färdiga höljet för att uppfylla regulatoriska krav och minska risken för stöld.
Tillverkningsprocessen: Från spole till hylsa
Tillverkningen av ett katalysatorhölje är en precisionsingenjörsprocess som omvandlar rå material i form av spolar av rostfritt stål till en färdig fordonskomponent kapabel att tåla extrema temperaturväxlingar. Processen inleds med spolbearbetning och avskärning . Rostfria stålrullar matas in i automatiserade avskärmningssystem som skär upp metallen i exakta platta plåtar, eller "blanks", optimerade för att minimera spill. Dessa plåtar utgör grundmaterialet för efterföljande formskapande steg.
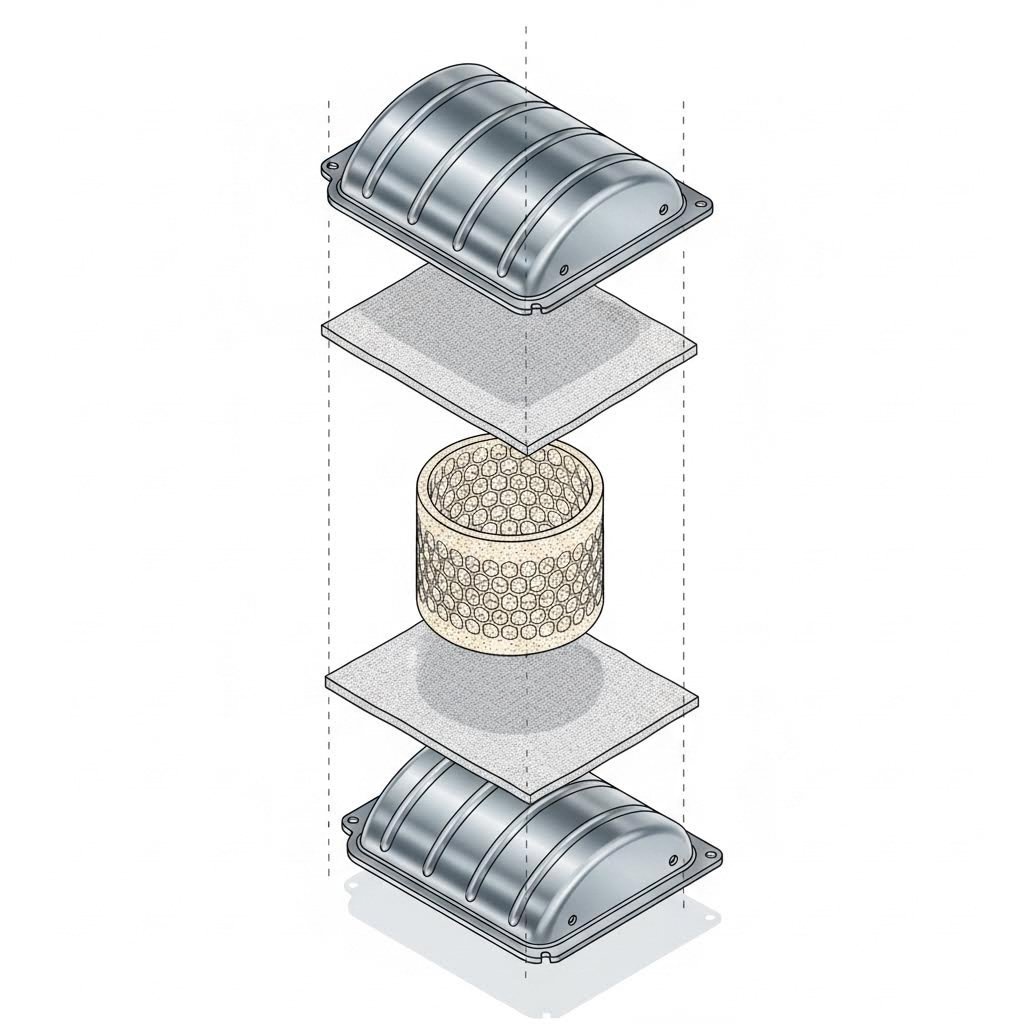
I den djupdragsstansning i denna fas matas metallplåtarna in i hydrauliska eller mekaniska pressar med hög tonnage. Med hjälp av specialverktyg och formar tvingar pressen den platta plåten ner i en formhålighet för att skapa "mussel-skals"-formen – vanligtvis en halva av hela katalysatorns kropp. Denna metod möjliggör komplexa geometrier som kan passas in i trånga fordonunderred, vilket är en betydande fördel jämfört med cylindriska "drivna" katalysatordesigner. Stansprocessen måste hålla strikta toleranser för väggtjocklek för att säkerställa att skalet kan skydda den spröda keramiska insidan utan att lägga på onödig vikt.
För fordons-tillverkare (OEM) och Tier 1-leverantörer är skalbarhet och precision oeftergivliga krav. Tillverkare kräver ofta samarbetspartners som kan hantera hela livscykeln, från snabb prototypframställning till massproduktion. Företag som Shaoyi Metal Technology specialiserar sig på dessa omfattande stansningslösningar och använder presskapaciteter upp till 600 ton samt kvalitetssystem certifierade enligt IATF 16949 för att leverera kritiska komponenter som omvandlarskal med mikronnoggrannhet.
Det sista steget fogsvepning . När substratet och isolermattorna är infogade mellan två stansade skalhalvor, försluts kanterna i robotvagnskablar. Racing Industries påpekar att sömsvetsning (svetsning av övre och undre skal ihop) skapar en lufttät, kostnadseffektiv förbindelse som är överlägsen äldre manuella metoder. Denna hermetiska försegling är avgörande för att förhindra avgasläckage och säkerställa att omvandlaren fungerar vid rätt inre tryck.
Material & konstruktionsdatablad
Att välja rätt kvalitet rostfritt stål för pressade skal är en balans mellan kostnad, hållbarhet och värme hantering. Industristandarden är 409 rostfritt stål (SS409) . Denna ferritiska legering erbjuder tillräcklig korrosionsmotstånd mot vägsalt och fukt samtidigt som den bibehåller god svetsbarhet och motstånd mot termisk utmattning. Det är det vanligaste materialvalet för de flesta aftermarket- och standard-OEM-katalysatorer eftersom det expanderar och drar sig samman i takt med de inre keramiska substraten, vilket minskar risken att kärnan krossas under temperaturcykler.
För högpresterande eller tunga applikationer kan tillverkare välja uppgradering till 304 rostfritt stål (SS304) . Denna austenitiska legering innehåller högre nickelhalt, vilket ger bättre motstånd mot rost och oxidation vid höga temperaturer. E&E Manufacturing understryker vikten av att använda dessa specialmaterial för att stansa komponenter som kan överleva den hårda miljön i ett avgassystem, där temperaturerna ofta överstiger 800°C (1472°F).
Ingenjörer måste också ta hänsyn till "wash coat"-interaktioner och värmeavgivning. Den stansade skalet fungerar som en värmesköld; om materialet är för tunt kan det vrida sig eller brinna igenom. Om det är för tjockt läggs onödig vikt till fordonet. Det idealiska stansade skalet balanserar dessa faktorer och ger en styv, slitstark yttre struktur för katalysatorn.
Efterlevnad och märkning mot stöld
Utöver formningsprocessen är "stansning" den standardmetod som används för att applicera permanent identifiering på konverterarens skalet. Detta fyller två olika syften: efterlevnad av regler och förebyggande av stöld. I reglerade marknader som Kalifornien kräver California Air Resources Board (CARB) föreskriver att alla aftermarket-konverterare måste ha specifik information stansad eller präglad på skalet. Detta inkluderar "EO-nummer" (Executive Order), artikelnummer och tillverkningsdatum. Dessa märkningar bekräftar att delen uppfyller utsläppskraven och gör att inspektörer kan skilja lagliga delar från icke-kompatibla alternativ.
För stöldskydd Dot Peen-märkning har framstått som den överlägsna tekniken. Till skillnad från ytnära syrerätning eller etiketter använder Dot Peen-maskiner en karbidspets för att fysiskt trycka in en serie djupa prickar i metallen. Rocklin Manufacturing förklarar att denna metod skapar ett permanent, manipulationssäkert märke—ofta fordonets identifikationsnummer (VIN)—som förblir läsbar även efter år av exponering för vägskräp och rost. Denna spårbarhet gör det svårare att sälja stulna konverterare till skrotyrdor, vilka allt oftare krävs att registrera ID-numren på inköpta enheter.
Kvalitetskontroll & Identifiering
Att verifiera kvaliteten på en stansad kåpa innebär omfattande tester långt innan den någonsin når fordonet. Läcktestning är den främsta kvalitetskontrollåtgärden, där den svetsade kåpan pressas för att säkerställa att sömmarna är fria från stickhål. Alla läckage i kåpan skulle tillåta ostruerad avgas att ta sig ut, vilket leder till underkända emissionstester. Dimensionell noggrannhet verifieras också med koordinatmätningsmaskiner (CMM) för att säkerställa att de stansade fästpunkterna passar exakt med fordonets avgasgrenrör.
För återvinnare och köpare är det avgörande att kunna läsa de stansade siffrorna för värdering. BR Metals påpekar att de stansade serienummer på kåpan är det mest tillförlitliga sättet att identifiera halten av ädla metaller inuti. OEM-katalysatorer har vanligtvis bilens tillverkares logotyp (t.ex. Ford, Toyota) och en specifik alfanumerisk kod, medan eftermarknadens enheter ofta börjar med en "N"-serie nummer. Att känna igen dessa stansade koder gör det möjligt att skilja högvärderat OEM-skrot från lägre värderade ersättningsdelar från eftermarknaden.

Säkra och identifiera din omvandlare
Oavsett om du är en ingenjör som inköper stansade skal för produktion eller en fordonägare som oroar sig för stöld, är det viktigt att förstå det dubbla syftet med "stansning". För tillverkare handlar det om precisionsformning och materialval för att säkerställa hållbarhet. För slutanvändare gäller det att kontrollera att skalet har de nödvändiga överensstämmelsemärkena samt lägga till antistöldmärkningar för att skydda investeringen. När reglerna skärps och risken för stöld kvarstår har märkningarna på skalet blivit lika värdefulla som metallen själv.
Vanliga frågor
1. Kan jag själv stansa min katalysator för att förebygga stöld?
Ja, fordonägare kan märka sina egna katalysatorer, men det är viktigt att använda rätt verktyg. Handhållna graveringsverktyg eller kemiska ätsningspaket finns tillgängliga, men de kanske inte är tillräckligt djupa för att vara beständiga. Professionell Dot Peen-märkning rekommenderas eftersom den trycker in i metallen djupt, vilket gör det svårt för tjuvar att slipa bort märkningen utan att skada katalysatorns skal.
2. Vilken information ska stansas på en ersättningskatalysator?
En laglig aftermarket-katalysator måste vara stansad med tillverkarens kod, artikelnummer och tillverkningsdatum. I Kalifornien måste den också visa CARB:s Executive Order (EO)-nummer (t.ex. D-123-45) för att godkännas vid avgaskontroll. Om dessa stämpeltecken saknas eller är oläsbara kan fordonet underkännas vid besiktningen.
3. Får stämpel av chassisnummer verkligen stopp på stöld?
Att stämpla en VIN-nummer förhindrar inte fysiskt borttagning, men fungerar som en stark avskräckande faktor. Ansedda skrotdetaljörer är utbildade att avvisa omvandlare med synliga VIN-märkningar som inte överensstämmer med säljarens legitimation. Det skapar också en beviskedja som hjälper rättsväsendet att spåra stulna delar tillbaka till kriminella operationer.