 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Metallstansning av sensorkapsling: Guiden till precisionens djupdragning
TL;DR
Metallstansning av sensorkapsling är en högprecisions tillverkningsprocess som främst använder djupdragningsmetoder för att skapa sömlösa, slitstarka skyddshöljen för känsliga elektroniska komponenter. Till skillnad från bearbetning eller plastformning erbjuder denna metod överlägsen skydd mot elektromagnetisk störning (EMI), robust stötväskning och kostnadseffektiv skalbarhet för produktion i stora serier. Konstruktörer och inköpschefer föredrar djupdragna metallhöljen för deras förmåga att bibehålla strama toleranser (ofta inom ±0,001 tum) samtidigt som de säkerställer hermetisk täthet i krävande fordons-, medicinska och industriella miljöer.
Djupdragningsstansning: Branchens standard för sensorkapslingar
För cylindriska eller lådformade sensorhöljen, djupdragsstansning har blivit den dominerande tillverkningssättet och överträffar traditionell bearbetning både vad gäller effektivitet och strukturell integritet. Denna process innebär att man med hjälp av en mekanisk stötning radialt drar ett metallfritt material i en formningsskiva. Definitionen av "djup" ritning gäller vanligtvis när djupet på den ritade delen överstiger dess diameter.
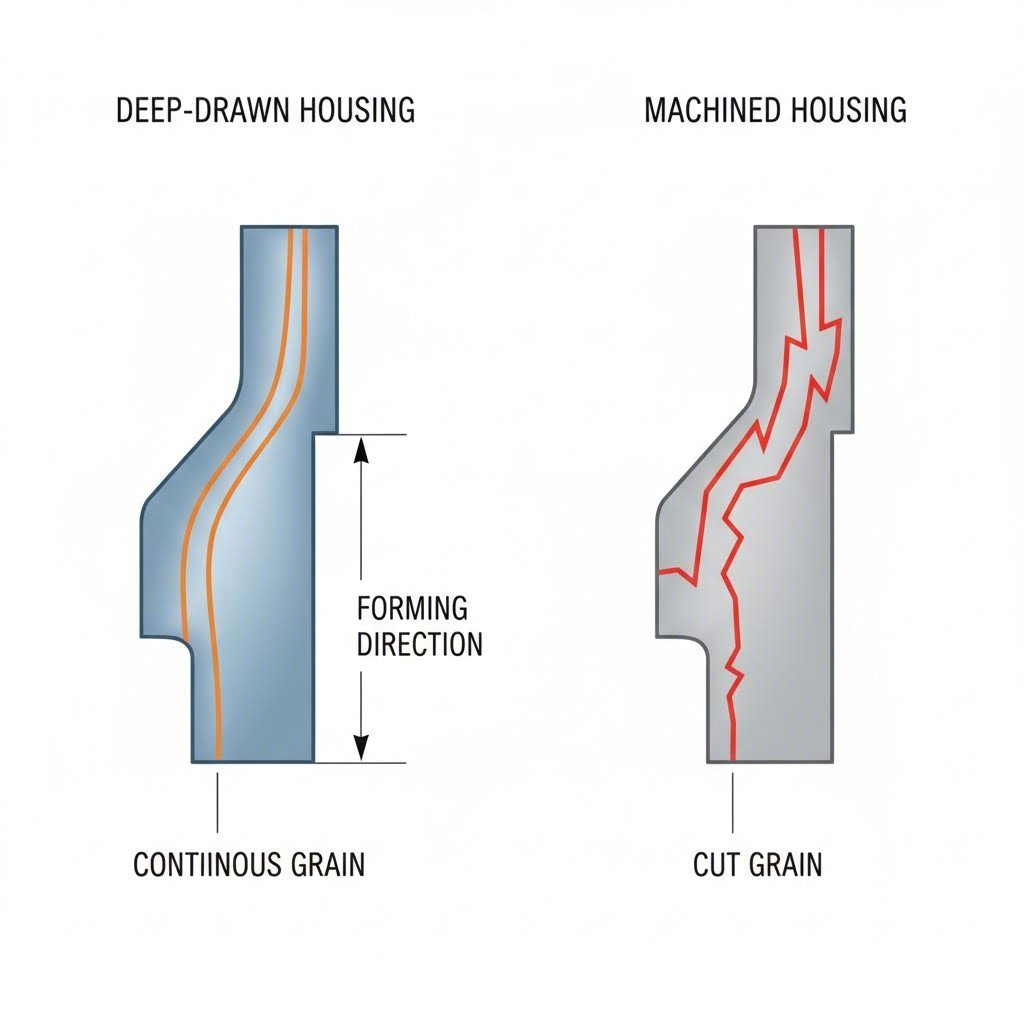
Den främsta tekniska fördelen med djupdragning är att man skapar en sömlös, enstyckeskomponent. Till skillnad från svetsade rör eller sammansättningar med flera delar har ett djupdragit hus inga sömmar som kan fungera som potentiella läckagevägar för fukt eller gas. Detta är avgörande för sensorer som arbetar i tryckta eller nedsänkta miljöer. Standard Die noterar att djupdragna stämplar är idealisk för massproduktion eftersom den minskar avfallsmängden av material avsevärt och eliminerar andra monteringssteg, vilket leder till lägre kostnad per enhet jämfört med vridning eller CNC-bearbetning.
Med hjälp av mekaniska processer härdar materialet och ökar ofta den slutliga delen. Detta gör det möjligt för tillverkare att använda tunnare gauge-lager utan att offra hållbarhet, vilket optimerar vikt-styrka-förhållandeten viktig övervägande för flyg- och fordonssensorapplikationer.
Materialval: balansera skydd och formbarhet
Att välja rätt legering är det första steget för att säkerställa sensors prestanda. Materialet måste balansera formbarheten (för att överleva djupdragningsprocessen utan att slita) med miljöskyddsegenskaper.
Rostfritt stål (304 vs. 316L)
Rostfritt stål är det vanligaste materialet för sensorklubbor på grund av dess höga hårdhet och motståndskraft mot deformation. CNstampning belyser rostfritt ståls motståndskraft mot korrosion det är en primär fördel, även om de noterar att värmeförlust är lägre jämfört med icke-järnmetaller. Graden 304 är industrinens standard för allmänt industriellt bruk och erbjuder utmärkt formbarhet. För marina eller medicinska tillämpningar föredras klass 316L på grund av dess överlägsna motståndskraft mot klorider och gropning, vilket säkerställer att höljet inte försämras i salta miljöer.
Andra alternativ än järn: Aluminium och koppar
För applikationer som kräver värmeförlust eller specifika magnetiska egenskaper används icke-järnmetaller:
- Aluminium: Den har en utmärkt värmekonduktivitet och är lätt, vilket gör den lämplig för rymdsensorer. Den kräver dock noggrann anodisering för korrosionsbeständighet.
- Koppar och mässing: Ofta valda för sin elektriska ledningsförmåga och naturliga EMI-skärmningsförmåga, även om de kan kräva plattering (nikkel eller guld) för att förhindra oxidation.
| Material | Korrosionsbeständighet | Formbarhet | EMI-skydd | Typisk tillämpning |
|---|---|---|---|---|
| Rostfritt stål 304 | Hög | Excellent | Moderat | Allmänna industriella sensorer |
| Av rostfritt stål 316l | Mycket hög | Bra | Moderat | Medicinska/marinsondor |
| Aluminium | Måttlig (kräver beläggning) | Mycket Bra | Bra | Luft- och rymdindustrin/Lättviktsindustrin |
| Koppar\/Messing | Lågt (behöver beläggning) | Excellent | Excellent | Elektronik/EMI känslig |
Varför Metal? Fallet mot plasthushåll
Även om plastsprutformning är billig, uppfyller den ofta inte de stränga kraven för kritiska sensorapplikationer. Valet mellan metall och plast beror ofta på tre faktorer: skärmning, stötbeständighet och värmestabilitet.
Elektromagnetiska störningar (EMI) Elektroniska sensorer används alltmer i "bullerfyllda" miljöer med trådlösa signaler och elektriska strömmar. Henli betonar att metallhushåll den fungerar naturligt som en Faradaybur, som skyddar de interna komponenterna från yttre elektromagnetiska störningar som kan förvränga datalesningar. Plasthushåll kräver dyra ledande beläggningar för att uppnå liknande resultat.
Fysisk hållbarhet: Metallhushållen har överlägsen stötbeständighet. I fordonsapplikationer under motorhytten eller industriella maskiner utsätts sensorer för konstant vibration och potentiella påverkan från skräp. Ett stämplat metallhus behåller sin strukturella integritet och dimensionella noggrannhet under dessa krafter, medan plast kan spricka, förvränga eller bli spräcklig över tiden, särskilt när den utsätts för UV-strålning eller extrema temperaturcykler.
Kritiska designriktlinjer för tillverkning
För att få ut mesta möjliga nytta av metallstämpling måste ingenjörer designa med tillverkningsprocessen i åtanke (Design for Manufacturability, eller DFM). Genom att följa dessa regler kan man undvika vanliga defekter som rynkor eller slitage under dragningen.
- Hörnradier: Undvik skarpa hörn. Radien på botten av koppen och flänsen bör vara minst 4-8 gånger materialets tjocklek. Generösa strålstrålar minskar stresskoncentrationen och gör att metallen kan flöda smidigt.
- Förpackningens väggstjocklek: Djupdragning leder naturligt till en viss tunnare väggar. Konstruktioner bör ta hänsyn till denna variation, vanligtvis med möjlighet till en tjocklekssänkning på 10–15 % vid kritiska sträckpunkter.
- Utdragningsvinklar: Även om det inte strikt krävs för alla stansade delar kan inkludering av en liten utdragningsvinkel underlätta enklare utkastning av delen från verktyget, förlänga verktygslivslängden och minska repor.
- Sekundära operationer: Enligt Precipart , komplexa sensorhöljen kräver ofta sekundär efterbehandling. Detta kan inkludera passivering för att ta bort ytejärn från rostfritt stål eller plätering med ädla metaller för att förbättra lödbarhet och kontaktmotstånd.
Kvalitetssäkring och skalbarhet i högvolymproduktion
Sensormarknaden – driven av självkörande fordon och IoT – kräver tillverkning utan defekter. Precision är oeftergivlig; höljen kräver ofta toleranser så tajta som ±0,001 tum för att säkerställa perfekt passning med sammanhängande kontakter och tätningsdelar.
Att uppnå denna konsekvens i stor skala kräver avancerad verktygsmekanik och sträng kvalitetskontroll. Tillverkare använder in-die-sensorer och optiska inspektionssystem för att verifiera mått i realtid. För kritiska sektorer som bilindustrin måste leverantörer ofta följa IATF 16949-standarder, vilka styr kvalitetsledning i fordonsindustrins supply chain.
För tillverkare som vill överbrida klyftan mellan prototypframställning och massproduktion är det avgörande att samarbeta med en kompetent leverantör. Shaoyi Metal Technology's omfattande stanslösningar exemplifierar denna kapacitet, genom att utnyttja IATF 16949-certifierad precision och presskapacitet upp till 600 ton för att leverera kritiska fordonskomponenter som uppfyller globala OEM-standarder.
I slutändan är ett sensors tillförlitlighet bara lika bra som dess hölje. Genom att använda djupdragsmetallformning säkerställer ingenjörer att deras enheter skyddas av ett robust, sömlöst och skärmat hölje som tål de hårdssta driftsmiljöerna.
Vanliga frågor
1. Vad är fördelen med djupdragsstansning jämfört med bearbetning för sensorgivarehus?
Djupdragsstansning är avsevärt mer kostnadseffektivt för storproduktion eftersom det genererar minimalt materialavfall jämfört med bearbetning, där material fräsas bort från en solid block. Dessutom skapar djupdragning en helstyckad del med kontinuerlig kornstruktur, vilket ger överlägsen hållfasthet och eliminerar potentiella läckagevägar som finns i svetsade eller monterade hus.
2. Kan stansade sensorgivarehus anpassas med plätering?
Ja, stansade metallhus pläteras ofta för att förbättra prestanda. Vanliga behandlingar inkluderar nickelplätering för korrosionsmotstånd, guldbeläggning för elektrisk ledningsförmåga och silverplätering för lödbarhet. Dessa ytbeklädnader gör att standardbasmetaller som koppar eller mässing kan fungera effektivt i kemiskt aggressiva eller elektriskt känsliga miljöer.
3. Vilken metall är bäst för sensorgivarehus under vatten?
Rostfritt stål 316L är vanligtvis det föredragna materialet för sensorhöljen under vatten eller i marina miljöer. Det innehåller molbden, vilket ger exceptionell motståndskraft mot grop- och spaltkorrosion orsakad av kloridmiljöer (saltvatten), vilket säkerställer den hermetiska täthetens långsiktiga integritet.