 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Snabba CNC-fräsningens hemligheter: Förkorta ledtider utan att göra avkortningar

Vad snabb CNC-bearbetning egentligen betyder
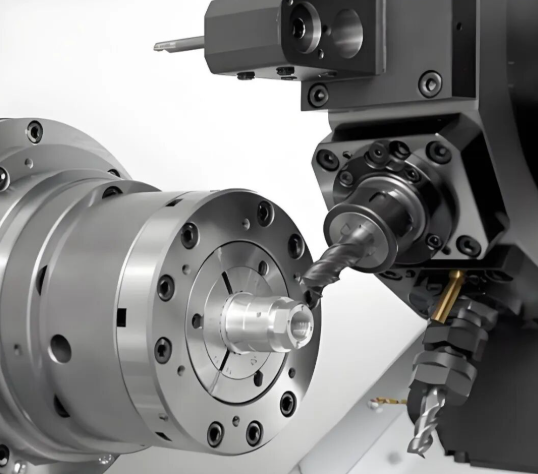
När du hör "snabb CNC-bearbetning", vad kommer då till tankarna? Om du är en CNC-programmerare kanske du tänker på G00 – G-kodkommandot för snabbförflyttning som flyttar skärdonet med maximal hastighet mellan positioner. I dagens tillverkningslandskap betyder dock termen något helt annat. Den avser en tillverkningstjänst med snabb leverans som är utformad för att leverera noggrann cnc-fräsningstjänster med kraftigt förkortade ledtider – ofta inom bara några arbetsdagar.
Att definiera snabb CNC-bearbetning inom modern tillverkning
Snabb CNC-bearbetning, ibland kallad snabb-CNC eller snabb CNC-bearbetning, är processen att tillverka bearbetade komponenter inom en förkortad tidsram. Till skillnad från traditionella maskinverkstäder som kan kräva veckor för att leverera färdiga delar utnyttjar leverantörer av snabb bearbetning avancerade teknologier för att komprimera varje produktionssteg. Detta inkluderar artificiell intelligens för automatiserad offertberäkning, sofistikerad CAM-programvara för effektiv programmering samt högt skickliga operatörer som förstår hur man maximerar effektiviteten utan att göra avkortningar.
Målet är inte enbart hastighet för dess egen skull. Enligt Fictivs analys bibehåller snabb CNC-bearbetning ett starkt fokus på noggrannhet, precision, upprepelighet och kvalitet – samtidigt som delar levereras snabbare än vad konventionella metoder tillåter.
Hastighet möter precision i subtraktiv tillverkning
Här är det som blir intressant. Du kanske antar att snabbare produktion innebär kompromisser när det gäller kvalitet. Precisionssnittning med CNC-maskiner har traditionellt krävt noggranna, tidskrävande processer. Moderna leverantörer av snabb CNC har dock funnit sätt att erbjuda effektiv precisionssnittning och anpassade lösningar utan att offra de strikta toleranserna som kritiska applikationer kräver.
Hur uppnår de denna balans? Svaret ligger i teknikintegration och processoptimering. Automatiserad design-för-tillverkning (DFM)-återkoppling hjälper ingenjörer att identifiera potentiella problem innan produktionen påbörjas. Avancerade CNC-maskiner med sofistikerad programmering minskar installations- och förberedelsetider kraftigt. Och rigorösa kvalitetskontrollsystem säkerställer att varje del uppfyller specifikationerna – oavsett hur snabbt den har tillverkats.
Den avgörande skillnaden mellan snabb CNC-bearbetning och traditionella metoder är inte bara förkortade tidsramar – det är den systematiska elimineringen av fördröjningar genom hela arbetsflödet, från initial offert till slutlig leverans, samtidigt som produktionskvalitetsstandarder upprätthålls.
Varför leveranstid är viktigt på konkurrensutsatta marknader
Tänk dig att du står inför en strikt designfrist, att ett kommande möte med kunden kräver fungerande prototyper eller att en kritisk produktionslinje står stilla och väntar på reservdelar. I dessa scenarier är det helt enkelt inte möjligt att vänta i veckor på fräsade komponenter. Snabb CNC-fabricering täcker klyftan mellan brådskande CNC-prototypning och den kvalitet på produktionsnivå som dina applikationer kräver.
Överväg dessa vanliga tillämpningar där snabb bearbetning visar sig ovärderlig:
- CNC-prototypning under tidspress — När designiterationer inte kan vänta på traditionella ledtider
- Specialbeställda delar på begäran — Framställning av specialkomponenter utan onödiga fördröjningar
- MRO (underhåll, reparation och drift) — Att få ersättningsdelar snabbt nog för att uppfylla produktionskvoterna
- Lösning av kvalitetsproblem — Att snabbt byta ut defekta komponenter för att hålla verksamheten igång
- Produktion av medicinsk utrustning — Där expedierad leverans direkt kan påverka patientsäkerhet och behandlingsresultat
För prestandakritiska branscher som luft- och rymdfart, försvar, medicin och elektronik är pålitliga partners som levererar högkvalitativa delar snabbt inte bara praktiskt — de är avgörande för att bibehålla konkurrensfördel och operativ kontinuitet.
Snabb CNC-bearbetning jämfört med traditionell CNC-bearbetning
Så hur står det egentligen till med snabb CNC-bearbetning i förhållande till traditionella metoder? Att förstå de grundläggande skillnaderna hjälper dig att fatta klokare beslut om vilken metod som passar dina projektkrav . Även om båda processerna bygger på samma grundläggande subtraktiva tillverkningsprinciper skiljer sig arbetsflödena, tidsramarna och kostnadsstrukturen åt på ett dramatiskt sätt.
Ledtidsskillnader som påverkar projektplaneringen
Den mest uppenbara skillnaden ligger i snabbheten. Traditionella CNC-maskinverkstäder arbetar vanligtvis enligt planerade scheman, vilket innebär att ditt beställningsorder placeras i en kö bakom befintliga uppdrag. Enligt Fictivs jämförelse upplever kunder som arbetar med traditionella maskinverkstäder ofta flerdagars e-postkorrespondens endast för offertförfrågningar och statusuppdateringar – innan bearbetningen ens påbörjats. Lägg till väntetiden tills bearbetningskapacitet blir tillgänglig, och du får vänta 10 dagar eller längre på delar som snabba leverantörer kan leverera inom 4 dagar eller mindre.
Med snabb CNC-bearbetning komprimeras hela processen. Du laddar upp din CAD-fil, får en omedelbar eller samma-dags offert, erhåller omedelbar DFM-återkoppling och ditt order går direkt i produktion utan de vanliga schemaläggningsfördröjningarna. För CNC-bearbetade delar som behövs akut kan denna skillnad avgöra om produktlanseringar och produktionsplaner lyckas eller misslyckas.
Jämförelse av installations- och programmeringsmetoder
Vad möjliggör sådana dramatiska tidsbesparingar? Svaret ligger i hur varje tillvägagångssätt hanterar installation och programmering.
Traditionella verkstäder använder ofta manuell CAM-programmering, där erfarna maskinister skapar verktygspaths från grunden för varje ny del. Även om detta tillvägagångssätt fungerar väl för komplexa, högvolymsproduktioner skapar det flaskhalsar vid prototypbearbetning och små serier. Programmerare spenderar timmar på att välja funktioner, välja strategier och optimera verktygspaths – tid som snabbt adderas.
Leverantörer av snabb CNC använder ett annat tillvägagångssätt. De utnyttjar:
- Automatisk funktionsoptäckning — Programvara identifierar fickor, hål och konturer utan manuell markering
- Standardiserade verktygsbibliotek — Fördefinierade verktygsparametrar eliminerar beslut kring installation
- AI-driven CAM-programmering — Verktyg som CloudNC:s CAM Assist genererar fungerande bearbetningsstrategier på sekunder istället för timmar
- Mallbaserade arbetsflöden — Konsekventa referensvärden minskar fel och snabbar upp bearbetningen
Som påpekats i Nyheterna om verktygsmaskiner , dessa automatiseringsverktyg ersätter inte skickliga programmerare – de eliminerar upprepade inställningsuppgifter så att maskinister kan fokusera på värdefulla beslut som kräver mänsklig expertis.
När traditionell CNC fortfarande är rimlig
Här är vad många konkurrenter inte berättar för dig: snabb CNC-bearbetning är inte alltid det rätta valet. Traditionella metoder ger bättre värde i specifika scenarier som du bör känna till innan du lämnar in din beställning.
Överväg en anpassad verkstad med traditionella kapaciteter när:
- Du behöver extremt stora volymer — När installationskostnaderna sprids över tusentals delar blir traditionell tillverkning avsevärt kostnadseffektivare per enhet
- Din konstruktion är färdigställd och stabil — När du inte gör iterativa förändringar minskar fördelen med snabb CNC-bearbetning i fråga om hastighet
- Du kräver specialiserad efterbearbetning — Komplexa avslutningsoperationer kräver ofta mer tid oavsett fräsningens hastighet
- Din tidsram möjliggör optimering — Traditionella verkstäder kan uppnå bättre ytytor eller striktare toleranser om de får tillräckligt med tid
| Fabrik | Snabbbearbetning med CNC | Traditionell CNC-fräsning |
|---|---|---|
| Typisk ledtid | 2–5 arbetsdagar | 2–4 veckor eller längre |
| Lämplig partistorlek | 1–500 delar (prototyper till små serier) | 500+ delar (medelstora till stora serier) |
| Toleranskapacitet | Standard till tät (varierar beroende på leverantör) | Tät till ultraexakt (med tidsåtgång) |
| Kostnadsstruktur | Inga verktygskostnader; högre styckpris | Investering i verktyg; lägre styckpris vid större volymer |
| Idealiska användningsområden | Prototyptillverkning, specialdelar, underhålls-, reparationsoch servicearbete (MRO), brådskande beställningar | Serietillverkning, komplex ytbearbetning, kostnadsoptimerad tillverkning |
| Flexibel design | Enkel iteration via uppdateringar av CAD-filer | Ändringar kräver ny programmering och omställning |
Många företag använder idag en hybridansats. De tillverkar CNC-fräsade delar via snabba tjänster för prototyper och initiala valideringspartier, och övergår sedan till traditionella metoder när konstruktionerna stabiliserats och efterfrågan motiverar storskalig produktion. Denna strategi minimerar risken under utvecklingsfasen samtidigt som kostnaderna optimeras vid storskalig tillverkning.
CNC-maskinbearbetningsverkstaden du väljer bör stämma överens med var ditt projekt befinner sig i sin livscykel. Utvecklingsarbete i tidiga skeden drar stort nytta av snabb genomloppstid. Moderna produkter med beprövade konstruktioner motiverar ofta de första investeringarna i traditionell tillverkning. Att förstå denna skillnad hjälper dig att undvika att betala för mycket för hastighet du inte behöver – eller vänta veckor när dagar skulle räcka bättre.
När dessa grundläggande skillnader är tydliga blir nästa fråga praktisk: hur ser den faktiska arbetsflödesprocessen ut när du skickar in en komponent för snabb CNC-bearbetning?

Det fullständiga arbetsflödet för snabb CNC-bearbetning
Har du någonsin undrat vad som faktiskt händer efter att du klickat på "skicka in" för din CAD-fil? Att förstå det fullständiga arbetsflödet – från uppladdning av fil till leverans av färdig komponent – hjälper dig att ställa realistiska förväntningar och identifiera möjligheter att accelerera ditt projekt. Låt oss gå igenom varje steg med de tidsramar du faktiskt kan förvänta dig från online-CNC-bearbetningstjänster.
Från CAD-uppladdning till omedelbar offert
Resan börjar i det ögonblick du laddar upp din 3D-modell. Modern snabb CNC-leverantörer accepterar standardfilformat – vanligtvis fungerar STEP-filer (.stp) och IGES-filer (.igs) bäst, även om många plattformar också stödjer native format som SolidWorks och Fusion 360.
Här är där de traditionella och snabba metoderna skiljer sig åt kraftigt. Vid konventionella verkstäder kan du behöva vänta flera dagar på ett offertförslag medan en skattningsansvarig manuellt granskar din konstruktion. Snabba leverantörer använder automatiserade offertberäkningsmotorer som analyserar din geometri på några minuter. Dessa system utvärderar:
- Delarnas komplexitet och antal funktioner
- Materialval och lagerförekomst
- Krävda bearbetningsoperationer (fräsning, svarvning eller båda)
- Ytfinish och toleranskrav
- Antal och leveranstid
När du begär en CNC-offert online beräknar sofistikerade algoritmer verktygsvägar, uppskattar cykeltider och inkluderar installationskrav – allt inom sekunder till minuter istället för dagar. Denna omedelbara återkoppling gör att du snabbt kan iterera på dina konstruktioner, justera funktioner eller material för att optimera kostnaden innan du går vidare till produktion.
Realistisk tidsram: 2 minuter till 2 timmar för automatiserade offertförslag; samma dag för komplexa delar som kräver manuell granskning.
Designanalys och tillverkningsbarhetsgranskning
När du har fått ditt offertförslag och är redo att gå vidare genomgår din konstruktion en granskning av konstruktionen ur tillverkningsbarhetssynpunkt (DFM). Detta avgörande skede upptäcker potentiella problem innan de blir kostsamma fel på verkstadsplanet.
Enligt forskning från NIST, som citeras av Frigate, fastställs mer än 70 % av en dels livscykelkostnad under konstruktionsfasen. DFM-granskningen identifierar riskfaktorer såsom:
- Underskärningar som kräver specialverktyg eller fleraxlig bearbetning
- Tunna väggsektioner som är benägna att vibrera eller böja sig
- Djupa fickor med ogynnsamma förhållanden mellan djup och diameter
- Toleranser som är strängare än vad funktionskraven kräver
- Skarpa inre hörn som standardverktyg inte kan åstadkomma
För CNC-fräsprototypprojekt är denna återkoppling ovärderlig. Erfarna ingenjörer granskar geometrisk komplexitet, toleransspecifikationer och teknisk genomförbarhet – och rekommenderar sedan justeringar som minimerar frästiden, sänker kostnaderna och förhindrar potentiella fel. Du får specifika förslag, till exempel att lägga till hörnrundningar, justera väggtjocklekar eller släppa icke-kritiska toleranser.
Realistisk tidsram: 2–8 timmar för standarddelar; upp till 24 timmar för mycket komplexa geometrier.
Fräsningens utförande och kvalitetskontroll
När konstruktionen godkänts går din del in i produktionen. Här är den fullständiga sekvensen från programmering till leverans:
-
CAM-programmering (timmar till 1 dag)
CAM-ingenjörer genererar optimerade verktygspathar baserat på din godkända design. Detta inkluderar valet av frässtrategier, minimering av oanvänt tid och planering av effektiva verktygsbyten. För en online-CNC-maskinarbetsflöde accelererar automatiserad CAM-programvara avsevärt detta skede – vad som kan ta en traditionell programmerare 4–8 timmar kan ofta slutföras på under en timme med AI-stödd programmering. Multiaxliga frässtrategier tillämpas där det behövs för att förbättra precisionen och ytytan på komplexa 3D-ytor. -
Materialförberedelse (timmar)
Certifierade råmaterial hämtas från lager och inspekteras för att säkerställa att de uppfyller de mekaniska specifikationerna. Materialen skärs till ungefärliga mått och märks med spårningskoder för fullständig spårbarhet under hela produktionsprocessen. Tillgängligheten av material påverkar direkt din tidsplan – vanliga material som aluminiumlegering 6061 skickas vanligtvis samma dag från lager, medan exotiska legeringar kan kräva längre leveranstid. -
Fräsoperationer (timmar till dagar)
Din del bearbetas med lämplig utrustning – CNC-fräsning, svarvning eller en kombination av operationer. Varje steg följer ett detaljerat installationsprotokoll och en kontrolllista för mellaninspektion. Enkla CNC-bearbetade prototyper kan vara klara på några timmar; komplexa delar med flera installationer och strikta toleranser kan kräva en till tre dagars maskintid. -
Kvalitetsinspektion (timmar)
Efter bearbetningen verifieras dimensionerna för att säkerställa att din del uppfyller specifikationerna. Detta innebär vanligtvis mätningar med mikrometerskruv, mätverktyg eller CMM (koordinatmätmaskin), beroende på toleranskraven. Branscher som luft- och rymdfart, medicinsk teknik och bilindustri kräver ofta första-artikel-inspektionsrapporter (FAI) med full spårbarhetsdokumentation. -
Ytbehandling (timmar till dagar)
Om din beställning specificerar ytbearbetningar—anodisering, beläggning, pulverlackering eller polering—flyttas delarna till avslutande bearbetningsoperationer. Varje behandling måste uppfylla dina estetiska eller funktionella krav. Observera att avslutande bearbetning ofta utgör den största variabeln i ledtiden för CNC-prototypbearbetningsprojekt. -
Slutlig inspektion och förpackning (timmar)
Färdiga delar genomgår en slutlig kontroll av mått och ytkvalitet. De rengörs sedan, förpackas med korrosionsskydd och märks enligt dina fraktinstruktioner. -
Frakt och leverans (1–3 dagar)
Beställningar skickas via inhemsk frakt eller internationell logistik med realtidspositionering. Expressfraktalternativ kan leverera delar till dig inom 24 timmar när tidsramarna är kritiska.
Hur programmeringsautomatisering påverkar din ledtid
Här är något som många köpare inte inser: CAM-programmeringssteget avgör ofta om du får dina delar på dagar eller veckor. Traditionell CNC-bearbetning för prototyper bygger i stor utsträckning på manuell programmering, där skickliga maskinister skapar verktygspaths funktion för funktion. Detta tillvägagångssätt fungerar bra, men skapar flaskhalsar – särskilt för komplexa delar eller verkstäder som arbetar vid full kapacitet.
Snabba CNC-leverantörer förkortar denna tidsram genom automatisering. Enligt Neway Machining's workflow analysis kan automatiserad kontra manuell programmering innebära skillnaden mellan timmar och dagar av fördröjning innan din del ens kommer i kontakt med en maskin.
Effekten förstärks över hela ditt projekt:
| Programmeringsansats | Typisk tid | Bäst för |
|---|---|---|
| Manuell CAM-programmering | 4–16 timmar per del | Komplexa delar, ovanliga geometrier, maximal optimering |
| Programmering baserad på mallar | 1–4 timmar per del | Liknande delar, upprepad beställning, standardfunktioner |
| AI-stödd automatisering | 15 minuter till 2 timmar | Prototyper, standardgeometrier, snabb leverans |
För CNC-bearbetning av prototyper där du behöver funktionsdugliga delar snabbt ger automatiserad programmering dramatiska tidsbesparingar. När du optimerar för absolut precision eller bearbetar svårbearbetade material kan expertisen i manuell programmering motivera den extra tidsinvesteringen.
Att förstå denna arbetsflödesprocess ger dig möjlighet att fatta välgrundade beslut – och att förbereda filer som effektivt passerar varje steg. Men vad gäller material? Ditt val av råmaterial påverkar både ledtid och slutlig delkvalitet avsevärt.
Materialval för projekt med snabb leverans
Ditt val av material kan göra eller bryta ett snabbt CNC-projekt. Väljer du fel legering riskerar du att vänta i veckor på specialbeställda material samtidigt som din tidsfrist går ut. Väljer du klokt, så anländer de bearbetade metallkomponenterna till din dörr inom några dagar. Låt oss undersöka vilka material som fungerar bäst när snabbhet är avgörande – och vilka som kräver mer tålamod.
Metaller som bearbetas snabbt utan att kompromissa med kvaliteten
Inte alla metaller samarbetar lika väl med skärande verktyg. Vissa skär renligen och avger värme effektivt, vilket möjliggör högre fördningshastigheter och kortare cykeltider. Andra motverkar varje genomgång, vilket kräver specialanpassade verktyg, lägre hastigheter och noggrann temperaturstyrning.
För metall-CNC-bearbetning med snabb leverans ger dessa material konsekvent utmärkta resultat:
- Aluminium 6061 — Arbetshästen för snabb prototypframställning. Denna legering bearbetas utmärkt, kan anodiseras för korrosionsskydd och finns ofta direkt tillgänglig från lager. Fräsade aluminiumdelar skickas ofta inom 3–5 dagar.
- Aluminium 7075 — När du behöver högre hållfasthet utan att offra bearbetbarhet. Vanligt i luft- och rymdfartsapplikationer där viktbesparing är viktig.
- Mässing (C360) — Exceptionellt lättbearbetat med utmärkt spånformning. Idealiskt för kopplingar, dekorativa delar och elektriska komponenter.
- Kopparlegeringar — Hög termisk och elektrisk ledningsförmåga med god bearbetbarhet. Perfekt för värmeavledare och ledande komponenter.
- Mjuk stål (1018/1215) — Kostnadseffektivt för konstruktionsdelar. Frihållande sorters som 1215 skärs rent och snabbt.
Enligt Xometrys vägledning för materialval avger material som aluminium värme effektivt, vilket möjliggör snabbare bearbetningshastigheter. Rostfritt stål och titan kräver däremot lägre fördjupningshastigheter för att hantera värmeuppbyggnaden – vilket ökar både bearbetningstiden och kostnaderna.
Vad saktar ner saker? Titan, härdade verktygsstål, Inconel och andra superlegeringar utgör betydande utmaningar. Dessa material orsakar snabb verktygsslitage, kräver specialiserade skärparametrar och ofta flera avslutande bearbetningspass för att uppnå acceptabel ytkvalitet. Om ditt användningsområde inte specifikt kräver dessa egenskaper bör du överväga om ett mer bearbetningsvänligt alternativ kan uppfylla dina funktionella krav.
Tekniska plastmaterial för snabb prototypframställning
Plaster erbjuder sina egna fördelar för projekt med kort leveranstid. Många tekniska polymerer kan bearbetas snabbare än metaller, kräver ingen kylvätska och ger delar som är klara för omedelbar provkörning. För CNC-acryltjänster eller andra plastbearbetningsbehov fungerar följande bäst:
- Delrin (Acetal/POM) — Utmärkt bearbetbarhet med utmärkt dimensionsstabilitet. Låg friktion gör det idealiskt för kugghjul, lager och glidlagerkomponenter.
- ABS — CNC-bearbetning av ABS ger starka, slagfasta delar till rimlig kostnad. Vanligt för höljen, kapslingar och prototyper av konsumentprodukter.
- HDPE — Lätt att bearbeta med god kemisk motstånd. Utmärkt för utomhusapplikationer och vattentäta komponenter.
- Nylon 6/6 — God mekanisk hållfasthet och slitagebeständighet. Lite mer utmanande att bearbeta än acetal, men ändå mycket lättbearbetat.
- Akryl (PMMA) — När optisk genomskinlighet är avgörande. Kräver noggrann hastighetskontroll för att förhindra värmeinducerad sprickbildning, men ger utmärkta transparenta delar.
Högpresterande plastmaterial som PEEK och ULTEM kan bearbetas väl, men är betydligt dyrare – och lagerförekomst kan förlänga ledtider. Som noterats i Xometrys översikt över material erbjuder PEEK utmärkt draghållfasthet och fungerar som en lättviktig metallersättning i högtemperaturapplikationer, men budgetera därför både för materialkostnaden och potentiella leveransfördröjningar.
Keramisk CNC-bearbetning ställer unika krav. Även om tekniska keramer har exceptionell hårdhet och temperaturbeständighet kräver de diamantverktyg och specialutrustning. De flesta leverantörer av snabb CNC-bearbetning kan inte hantera keramiska delar inom standardtidsramarna för snabb leverans.
Materialtillgänglighet och påverkan på ledtid
Här är en realitetskontroll som ofta överraskar många ingenjörer: din tidsplan beror ofta mer på materialtillgänglighet än på bearbetningskomplexitet. En enkel aluminiumdel levereras på några dagar eftersom 6061-plåt finns i lager hos varje distributör. Samma konstruktion i luftfartsgradens titan? Du kan behöva vänta två veckor bara för att skaffa materialet.
Smart materialval tar hänsyn till tre tillgänglighetsfaktorer:
- Standardstorlekar i lager — Delar som är utformade kring vanliga dimensioner för stänger, plåtar eller rör minimerar materialspill och fördröjningar vid inköp
- Regional tillgänglighet — Lokal materialinköp eliminerar fraktid från avlägsna leverantörer
- Specifik legeringsklass — Att ange "rostfritt stål 304" innebär snabbare leverans än att specificera en ovanlig kemisk sammansättning eller härdningsgrad
Balansera materialprestanda med tillgänglighet: om flera material uppfyller dina krav bör du välja det som finns i lager. Du kan alltid testa ett högre kvalitetsmaterial senare om de första resultaten tyder på behov av detta.
Följande tabell ordnar vanliga material efter deras lämplighet för projekt med snabb genomförandetid. Använd den som utgångspunkt när hastighet är avgörande:
| Material | Bearbetbarhetsgrad | Snabb tillgänglighet | Möjlighet att uppnå ytyta | Allmänna tillämpningar |
|---|---|---|---|---|
| Aluminium 6061 | Excellent | Lagerhållning samma dag | Utmärkt (Ra 0,8–1,6 µm) | Prototyper, bromsar, skal, fästen |
| Aluminium 7075 | Mycket Bra | 1–3 dagar vanligt | Excellent | Luft- och rymdfart, högfast hållfasta konstruktionsdelar |
| Mässing C360 | Excellent | Lagerhållning samma dag | Utmärkt (poleras väl) | Fittings, elektriska, dekorativa komponenter |
| Rostfritt stål 303 | Bra | 1–3 dagar vanligt | Bra (Ra 1,6–3,2 µm) | Axlar, fästdelar, delar för livsmedelsanvändning |
| Rostfritt 316 | Moderat | 1-5 dagar | Bra | Marin användning, medicinsk utrustning, kemisk bearbetning |
| Mjukt stål 1018 | Bra | Lagerhållning samma dag | Måttlig (kräver efterbearbetning) | Konstruktionsdelar, fästutrustning, prototyper till låg kostnad |
| Delrin (acetal) | Excellent | Lagerhållning samma dag | Excellent | Växlar, lager, bushingar, isolatorer |
| ABS | Excellent | Lagerhållning samma dag | Bra | Höljen, konsumentprodukter, prototyper |
| Peek | Bra | 3-7 dagar | Excellent | Medicinska, luft- och rymdfarts-, högtemperaturapplikationer |
| Titan Grade 5 | -Fattiga. | 5–14 dagar | Måttlig (kräver expertis) | Luft- och rymdfart, medicinska implantat, motorsport |
| Inconel 718 | Mycket dålig | 7-21 dagar | Utmanande | Högtemperaturluft- och rymdfarts-, turbinkomponenter |
För aluminium-CNC-bearbetning får du snabbast leveranstid och mest konkurrenskraftiga priser. Materialets kombination av utmärkt bearbetbarhet, universell tillgänglighet och generösa skärsegenskaper gör det till standardvalet för snabb prototypframställning. När ditt användningsområde tillåter det eliminerar en konstruktion baserad på aluminiumlegering 6061-T6 nästan helt materialrelaterade förseningar.
Kom ihåg att kraven på ytbearbetning också påverkar valet av material. Enligt Xometrys riktlinjer fungerar mässing och aluminium bäst för estetiska delar som kräver fina ytor, medan grovare material kan kräva extra bearbetningstid. Den standardmässiga CNC-ytråheten på 3,2 µm Ra uppnås lätt på aluminium, men kräver mer arbete – och tid – på kallförhårdade rostfria stålsorter.
När materialet är valt är din nästa övervägande designoptimering. De funktioner du inkluderar i din CAD-modell påverkar direkt hur snabbt dessa material omvandlas till färdiga delar.
Design för tillverkbarhet vid snabb CNC-bearbetning
Här är en sanning som förvånar många ingenjörer: dina designbeslut påverkar ledtiden lika mycket som ditt val av material eller bearbetningspartner. Varje funktion du lägger till, varje tolerans du specificerar och varje geometrisk komplexitet du inkluderar antingen förkortar eller förlänger leveranstiden för dina CNC-fräsade delar. Den goda nyheten? Några strategiska justeringar under designfasen kan minska tiden med flera dagar utan att påverka funktionaliteten.
Principer för design för bearbetning gäller för all CNC-bearbetning, men de blir särskilt avgörande när hastighet är viktig. Enligt Fictivs forskning kan designers som förstår tillverkbarhet göra enkla ändringar som accelererar produktionen och gör att delar når dig snabbare. Låt oss undersöka exakt vilka dessa ändringar är.
Designval som accelererar produktionen
Vill du ha dina CNC-maskindelar levererade på några dagar istället för veckor? Dessa designpraktiker möjliggör konsekvent snabbare genomloppstider utan att påverka kvaliteten:
- Använd standardhålstorlekar — Designa hål med diametrar som matchar vanliga borrverktygsdiametrar (imperiska eller metriska standarder). Icke-standardhål kräver fräsverktyg istället for borrverktyg, vilket lägger till betydande cykeltid för varje funktion.
- Lägg till tillräckliga hörnradier — CNC-verktyg är cylindriska, vilket innebär att skarpa inre hörn fysiskt är omöjliga. Ange inre hörnradier som åtminstone motsvarar verktygets radie (vanligtvis 3 mm eller större för fickor). Detta gör att standardverktyg kan slutföra funktionerna i ett enda drag.
- Begränsa fickdjup — Håll fickdjupet till högst 2–3 gånger verktygets diameter. Djupare fickor kräver specialiserade långräckande verktyg, lägre fördjupningshastigheter och flera avslutande drag. Som FacFox noterar , även om djup upp till 4 gånger diametern är möjliga, ökar de både kostnaden och ledtiden avsevärt.
- Designa för bearbetning i en enda monteringsposition — Delar som endast kräver en spännriktning slutförs mycket snabbare än delar som kräver flera inställningar. Varje ytterligare inställning lägger till programmeringstid, justeringar av spännutrustning och potentiella justeringsfel.
- Ange standardgängstorlekar — Anpassade gängor ger sällan något funktionellt värde, men ökar alltid bearbetningstiden. Använd UNC-, UNF- eller metriska standardgängor som är kompatibla med lättillgängliga gängskär.
- Gruppera liknande funktioner på gemensamma ytor — När CNC-fräsning av komponenter kräver funktioner på flera sidor minskar koncentrationen av liknande operationer verktygsbyten och installationskomplexiteten.
- Undvik onödigt tunna väggar — Väggtjocklekar under 0,8 mm för metall (och 1,5 mm för plast) orsakar vibrationsproblem, kräver långsammare fördjupningshastigheter och innebär risk för deformation under bearbetning. Enligt tillverkningsriktlinjer är tunna väggar svaga, dyrare att bearbeta och benägna att deformeras.
- Designa utifrån standardmaterialstorlekar — Delar som passar effektivt in i vanliga stång-, platta- eller rördimensioner minimerar materialspill och undviker dröjsmål vid anskaffning av specialbeställda material.
Tänk på dessa principer som att ta bort friktionsfaktorer från din tillverkningsprocess. Varje optimering kan enskilt spara endast några minuter eller timmar, men den sammanlagda effekten över alla funktioner förkortar ditt tidschema dramatiskt.
Toleransspecifikationer och kompromisser mellan noggrannhet och hastighet
Toleranser utgör den största dolda faktorn som påverkar snabba CNC-levertider. Om du anger för stränga toleranser än vad som krävs måste dina delar genomgå ytterligare slutförandeoperationer, använda långsammare matningshastigheter och omfattande kvalitetskontroller. Om du däremot anger lämpliga toleranser uppfyller precisionsbearbetade CNC-delar fortfarande de funktionella kraven samtidigt som de flyter effektivt genom produktionen.
Här är verkligheten när det gäller toleranskapsligheter inom korta tidsramar:
- ±0,1 mm (±0,004 tum) — Uppnåeligt på praktiskt taget all kompetent CNC-utrustning med standardprocesser. Denna toleransnivå möjliggör maximal bearbetningshastighet och minimal kontrollöverskott.
- ±0,05 mm (±0,002 tum) — Fortfarande enkelt för de flesta snabba leverantörer. Lätta justeringar av skärparametrar kan vara nödvändiga, men ledtider påverkas i stort sett inte.
- ±0,025 mm (±0,001 tum) — Kräver mer noggrann processkontroll, långsammare avslutande passer och förbättrad inspektion. Förvänta er en måttlig påverkan på ledtiderna.
- ±0,01 mm (±0,0004") — Anses vara ultra-högprecision. Enligt ECOREPRAP:s toleransanalys ökas tillverkningskostnaden avsevärt vid denna nivå, och det krävs ofta specialutrustning, kontrollerade miljöer samt förlängd bearbetningstid.
Den gyllene regeln: ange stränga toleranser endast där funktionen kräver det. Icke-kritiska mått bör använda standardtoleranser (ISO 2768-m eller motsvarande), medan precisionstoleranser förbehålls för ytor som ska sammanfogas, positioneringsfunktioner och mått som är kritiska för prestanda.
Överväg ett praktiskt exempel. En monteringsbrygga med åtta skruvhål behöver inte ±0,01 mm på varje mått. Den totala ytterkonturen kan kräva ±0,25 mm för att passa i monteringen. Positionen av skruvhålen i förhållande till varandra kan kräva ±0,1 mm för korrekt justering. Endast de kontaktytor som möter precisionkomponenter kan motivera ±0,05 mm eller strängare toleranser. Detta selektiva tillvägagångssätt vid toleransspecifikation – vad ingenjörer kallar "toleransbudgetering" – ger funktionsdugliga delar snabbare och till lägre kostnad.
Materialval påverkar också de uppnåbara toleranserna vid korta tidsramar. Som framgår av toleransforskning bibehåller aluminiumlegeringar bra dimensionsstabilitet och kan uppnå ±0,025 mm utan extraordinära åtgärder. Plaster däremot ställer större krav – termisk expansion, elastisk återböjning och inre spänningar gör att ±0,1 mm är en mer realistisk målsättning för de flesta polymerer under förhållanden med snabb leverans.
Funktioner som bromsar snabb bearbetning
Vissa designelement förlänger oåterkalleligt ledtiden oavsett din bearbetningspartners förmågor. Att känna igen dessa funktioner hjälper dig att göra informerade avvägningar mellan designavsikten och leveranshastigheten:
- Djupa, smala fickor — Höga förhållanden mellan djup och bredd kräver specialverktyg, långsammare hastigheter och stegvis borrning, vilket multiplicerar cykeltiden.
- Skarpa inre hörn — Fysiskt omöjliga med roterande verktyg. Design som kräver nästan skarpa hörn kräver EDM-bearbetning eller manuell efterbearbetning – båda alternativen lägger till dagar på din tidslinje.
- Extremt strikta toleranser för icke-funktionella funktioner — Varje mått markerat ±0,01 mm kräver verifiering. Använd strikta toleransspecifikationer endast där de är avgörande.
- Underskärningar och interna funktioner — Vissa delar av en CNC-fräs kan inte nå inneslutna hålrum eller allvarliga underskärningar. Dessa funktioner kräver specialvinkelskär, flera monteringspositioner eller sekundära bearbetningsoperationer.
- Graverad text och logotyper — Gravering innebär ytterligare specialiserade bearbetningsoperationer. Överväg lasermarkering, silkskärning eller etikettering som alternativ efterbearbetning när hastighet är avgörande.
- Exotiska material som kräver specialverktyg — Titan, Inconel och härdade stål kräver specialiserade insert, långsammare bearbetningsparametrar och mer frekventa verktygsbyten. Standardmaterial kan bearbetas snabbare.
- Spegellykta ytor och extremt släta ytor — Ytråhet under Ra 0,8 µm kräver vanligtvis ytterligare poleringsoperationer utanför standardcyklerna för CNC-fräsning.
- Komplexa geometrier med flera axlar — Femaxlig samtidig bearbetning erbjuder enorm kapacitet men kräver specialiserad programmering och utrustning. Enklare treaxliga konstruktioner slutförs snabbare.
- Motstridiga toleransangivelser — Geometriska specifikationer som matematiskt står i konflikt med varandra (till exempel alltför stränga positions- eller läges-toleranser kombinerade med lösare toleranser för referensytor) utlöser manuell ingenjörsgranskning, vilket kan lägga till timmar eller dagar innan bearbetningen påbörjas.
Ingen av dessa funktioner är i sig felaktig – ibland kräver ditt projekt verkligen stora resurser, strikta toleranser eller komplexa ytor. Nyckeln är att förstå hur ledtiden påverkas, så att du kan fatta medvetna beslut istället för att upptäcka fördröjningar efter att du skickat in din beställning.
När snabb leverans är avgörande bör du överväga en tvåfasstrategi: tillverka initiala prototyper med förenklad geometri för snabb validering, och lägg sedan till komplexitet i efterföljande iterationer när grunddesignen visat sig fungera. Denna strategi låter dig bibehålla farten under utvecklingscyklerna samtidigt som du fortfarande uppnår ditt slutgiltiga designmål.
När designen är optimerad för tillverkbarhet är du redo att undersöka hur olika branscher tillämpar dessa principer på sina specifika krav på snabb CNC-bearbetning.
Branschtillämpningar för snabb CNC-bearbetning
Olika branscher ställer unika krav på verkstadsytan. En prototyp av en medicinsk apparat har andra krav än en valideringsdel för bilindustrin, och luft- och rymdfartskomponenter omfattas av striktare regler än höljen för konsumentelektronik. Att förstå dessa skillnader hjälper dig att välja rätt tillvägagångssätt – och att identifiera när snabb CNC-mekanisk bearbetning ger maximal värde för ditt specifika användningsområde.
Låt oss undersöka hur ledande branscher utnyttjar anpassade CNC-bearbetningstjänster för att accelerera utvecklingen samtidigt som de uppfyller sina mycket krävande standarder.
Utveckling och valideringsdelar för bilindustrin
Utvecklingscyklerna för bilprodukter kräver hastighet utan att kompromissa med kvaliteten. När ingenjörer utformar nya kraftöverföringskomponenter, chassinmonteringar eller inredningsdetaljer behöver de fysiska delar för valideringstester – ofta inom några dagar, inte veckor. Det är här snabb CNC visar sig oumbärlig.
Enligt LS Manufacturings branschanalys kräver bilsegmentet extremt strikta toleranser och sofistikerade kvalitetsstyrningssystem. Anpassade maskinbearbetade delar för biltillämpningar inkluderar vanligtvis:
- Funktionella prototyper för monteringsprov — Hållare, höljen och monteringskomponenter som verifierar monteringskompatibilitet innan man går vidare till produktion av verktyg
- Valideringsprov för hållbarhetstestning — Delar som måste klara temperaturcykling, vibration och spänningsprovning under realistiska förhållanden
- Övergångsproduktionskomponenter — CNC-bearbetning i små serier fyller luckor när injekteringsskålar eller tryckgjutningsverktyg inte är klara, men fordonstillverkningen måste fortsätta
- Anpassade fästen och hjälpmedel — Monteringshjälpmedel som stödjer utvecklingen av tillverkningslinjer parallellt med produktutvecklingen
Toleransförväntningarna inom bilindustrin ligger vanligtvis mellan ±0,05 mm och ±0,1 mm för de flesta funktionella komponenter, medan kritiska sammanfogade ytor ibland kräver ±0,025 mm. Dessa specifikationer är fortfarande uppnåeliga inom korta tidsramar när konstruktionerna följer principer för tillverkningsvänlighet.
Vad är den stora fördelen? Utvecklingsteam inom bilindustrin kan iterera snabbare. Istället för att vänta tre veckor på traditionell bearbetning får ingenjörer CNC-prototyper på mindre än en vecka – vilket möjliggör ytterligare designrevisioner innan produktionen av verktyg är fastställd.
Krav på prototypframställning av medicintekniska produkter
Medicinska applikationer innebär ytterligare komplexitet: efterlevnad av regler, krav på biokompatibilitet samt dokumentationsstandarder som andra branscher sällan ställer. Ändå är hastighet fortfarande avgörande – särskilt när patientsäkerheten beror på att få fram produkterna snabbare till marknaden.
Tillverkning av specialdelar för medicintekniska produkter omfattar vanligtvis:
- Prototyper av kirurgiska instrument — Funktionsprov för ergonomisk utvärdering och designvalidering innan regulatorisk inlämning
- Implantatutvecklingsprov — Delar för biokompatibilitetstestning, ofta fräsade i titan eller rostfritt stål av medicinsk kvalitet
- Hus för diagnostisk utrustning — Höljen och strukturella komponenter som kräver exakta passform och ren estetik
- Validering av engångskomponenter — Fräsade versioner av delar som är avsedda för högvolymsformgjutning, vilket möjliggör tidig funktionsprovning
Enligt branschundersökningar måste tillverkning av medicintekniska produkter följa kvalitetssystemscertifieringen ISO 13485, och vissa produkter kräver godkännande från FDA, CE eller motsvarande regulatoriska myndigheter. Leverantörer av snabb CNC-bearbetning som tjänar denna sektor har dokumenterad spårbarhet av material, validerade processer och omfattande kontrollrapporter.
Tjänster för CNC-bearbetning av rostfritt stål blir särskilt viktiga här. Kvaliteter som 316L och 17-4 PH erbjuder den korrosionsbeständighet och hållfasthet som medicinska applikationer kräver. Toleranskraven varierar kraftigt – vissa komponenter kräver endast ±0,1 mm, medan precisionsmonteringar kan kräva ±0,01 mm på kritiska funktioner.
Överväganden för luftfartskomponenter
Luftfart utgör den mest krävande miljön för snabb CNC-bearbetning. Komponenter måste fungera felfritt under extrema förhållanden – temperatursvängningar, vibrationsbelastningar och utmattningsscykler som inte lämnar någon marginal för fel. Utvecklingstiderna förblir dock ambitiösa, vilket skapar en konstant spänning mellan hastighet och certifieringskrav.
Enligt LS Manufacturings erfarenhet av luftfartsindustrin kräver framgångsrik CNC-bearbetning inom luftfarten AS9100-certifiering och strikt spårbarhet av material. Typiska luftfartsapplikationer inkluderar:
- Strukturella fästen och beslag — Lättviktiga aluminium- eller titan-komponenter som optimerats genom topologianalys
- Motor- och framdrivningssystemdelar — Högtemperaturlegeringar som kräver specialiserad bearbetningsexpertis
- Satellitstrukturkomponenter — Delar där viktsänkning direkt påverkar missionskostnaden och kapaciteten
- Utvecklingstestartiklar — Komponenter för kvalificeringstester innan produktion av flygutrustning
Den verkliga påverkan kan vara betydande. LS Manufacturing dokumenterade ett fall där avancerade 5-axliga fräsningstekniker möjliggjorde en 40 % viktsänkning för en titanbärplatta till en satellit, samtidigt som alla strukturella krav uppfylldes – vilket visar att snabb leverans inte behöver kompromissa med luft- och rymdfartsprestandakraven.
Toleranskraven inom luft- och rymdfarten är vanligtvis striktare än inom bilindustrin, där ±0,025 mm är vanligt för precisionsfunktioner och geometriska toleranser (GD&T), som tillämpas rigoröst. Materialcertifikat måste spåras tillbaka till ursprungliga valverkskällor, vilket lägger till komplexitet i inköpsprocessen och påverkar ledtider för exotiska legeringar.
Uppdateringscykler för konsumentelektronik
Utvecklingen av konsumentelektronik sker i brånskande takt. Produktlivscykler som mäts i månader – inte år – skapar intensivt tryck att snabbt iterera designerna. När en smarttelefonstillverkare förbättrar geometrin för antennhuset eller ett företag som tillverkar wearables optimerar knappens känsla är det helt enkelt inte möjligt att vänta veckor på fräsade prototyper.
Elektroniksektorn utnyttjar CNC-prototypfunktioner för:
- Utveckling av skal och höljen — Fräsade versioner av de delar som senare kommer att framställas genom injektering eller die-casting
- Komponenter för värmehantering — Kylflänsar, värmeledare och kylstrukturer som kräver exakta geometrier
- RF- och antennprov — Komponenter för validering av elektromagnetisk prestanda
- Användargränssnittselement — Knappar, rammar och trytytor för taktil och estetisk utvärdering
Enligt branschanalys kräver elektroniktillverkning allt mer miniatyrisering och högprecisionssnittning av hålrum för att säkerställa signalintegritet. Detta skapar specifika krav på snabb CNC-bearbetning: strikta positionsnoggrannhetskrav för kontaktdelar, ren ytyta för estetisk granskning samt möjlighet till snabb iteration när konstruktioner utvecklas genom flera utvecklingsfaser.
Noggrannhetskraven varierar beroende på komponenttyp – strukturella skal kan exempelvis kräva endast ±0,1 mm, medan precisionsskruvade gränssnitt kan kräva ±0,025 mm. Den avgörande skillnaden är iterationshastigheten: team inom konsumentelektronik behöver ofta tre eller fyra CNC-prototyprevisioner inom den tid som traditionella metoder skulle kräva för att leverera en enda prototyp.
Förståelse av ekonomi vid olika parti-storlekar
Oavsett bransch uppstår en avgörande fråga: hur förändras kostnaden per del när din beställningsmängd ökar? Att förstå detta samband hjälper dig att budgetera effektivt och avgöra när snabb CNC fortfarande är ekonomiskt fördelaktigt jämfört med när det är lämpligt att övergå till produktionsmetoder.
Ekonomin följer ett förutsägbart mönster:
| Kvantitetsomfång | Kostnadsbeteende | Bästa användning |
|---|---|---|
| 1–5 delar | Högsta kostnad per del; programmering och inställning dominerar | Initiala prototyper, designvalidering, bevis på koncept |
| 6–25 delar | Betydande minskning per del då inställningskostnaderna sprids | Funktionell testning, små pilotproduktioner, flera konfigurationer |
| 26–100 delar | Fortsatt förbättring; närmar sig effektiv produktion | Validering innan produktion, tidiga kundprov, övergångsproduktion |
| 100–500 delar | Konkurrenskraftig vid produktion i låg volym | Marknadsprövning, begränsade lanseringar, specialiserade produkter |
| 500+ delar | Överväg produktionsteknik för ytterligare kostnadsminskning | Utred övergången till formgjutning, tryckgjutning eller dedicerad produktion |
För CNC-bearbetning i små serier (10–100 enheter) utgör snabb CNC ofta den mest ekonomiska lösningen. Ingen investering i verktyg innebär att du inte spelar på designens stabilitet. Snabb leveranstid gör att du kan validera innan du begär en större investering. Och den högre kostnaden per del jämfört med högvolymsmetoder är oftast obetydlig i förhållande till kostnaden för ändringar av verktyg när designen utvecklas.
Branschspecifika faktorer påverkar dessa brytpunkter. Luft- och rymdfartsdelar med omfattande dokumentationskrav kan motivera bearbetning i små serier även vid högre volymer. Medicinska komponenter som kräver individuell spårbarhet finner CNC-ekonomin fördelaktig för längre produktionslöp. Konsumentelektronik med snabbt utvecklade designerna drar nytta av bearbetningsflexibiliteten även när mängderna annars skulle motivera investering i verktyg.
Det praktiska budskapet? Anta inte att snabb CNC endast är lämplig för enskilda prototyper. Många företag använder framgångsrikt anpassade CNC-bearbetningstjänster för pågående produktion av specialkomponenter—särskilt när designflexibilitet, kvalitetsdokumentation eller en förenklad leveranskedja väger tyngre än ren optimering av kostnaden per del.
När du förstår branschanvändningarna är du rustad att anpassa dina specifika krav till snabba CNC-funktioner. Men vad händer när projekt inte går som planerat? Vanliga fallgropar kan försena även välplanerade beställningar – och att veta hur man undviker dem spar både tid och frustration.
Undvik vanliga förseningar i snabba CNC-projekt
Du har valt rätt material, optimerat ditt konstruktionsunderlag för tillverkbarhet och hittat en kompetent bearbetningspartner. Varför fastnar ditt projekt ändå i ett limbo? Svaret ligger ofta i förhindringsbara problem som uppkommer under filgranskningen – problem som utlöser manuell ingripande, kommunikationsloopar och frustrerande förseningar.
Enligt Frigates branschanalys stöter över 60 % av tillverkarna på fördröjningar på grund av ineffektiv bearbetning och flaskhalsar i arbetsflödena. Många av dessa fördröjningar går tillbaka till problem med inlämningen som kunde ha lösts innan man klickade på "ladda upp". Låt oss undersöka de vanligaste orsakerna – och hur du kan eliminera dem från dina beställningar av CNC-bearbetade delar.
Filformat och modellkvalitetsproblem
Din CAD-fil kan se perfekt ut på skärmen, men det betyder inte att den är redo för produktion. Skadad geometri, felaktiga exporteringar och formatinkompatibiliteter är bland de vanligaste orsakerna till fördröjningar vid bearbetning av delar.
Enligt Zenith Manufacturing kräver CAM-programvara matematiskt "vattentäta" solidmodeller för att beräkna verktygspaths. När programvaran stöter på icke-manifoldgeometri – små ytbrytningar, överlappande ytor eller osömmade luckor – misslyckas den antingen helt eller genererar oförutsägbara resultat.
Vanliga filrelaterade problem inkluderar:
- Icke-manifoldgeometri från meshbaserad programvara — Program som Rhino, Blender eller SketchUp kan skapa modeller som ser korrekta ut men innehåller matematiska fel som är osynliga i ditt CAD-miljö
- Korrumperade STEP-exporter — Komplex ytoppbyggnad kan ibland generera filer med öppna konturer eller degenererade ytor
- Saknade 2D-ritningar — Att skicka endast en 3D-modell utan en konstruktionsritning lämnar kritisk funktion obestämd (tillåtna avvikelser, ytytor, gängspecifikationer)
- Felaktig enhetsangivelse — Olikheter mellan tumsystemet och metersystemet omvandlar din 25-tumsdel till en 25-millimetersminiatyr
Förebyggande åtgärder:
- Kör geometrikontroller i ditt CAD-program innan export – de flesta program inkluderar funktioner för "validering av solidkropp" eller "reparation"
- Exportera som STEP AP214- eller AP242-format för maximal kompatibilitet med CNC-fräsningens arbetsflöden
- Inkludera alltid en 2D-PDF-ritning med angivna toleranser, krav på ytyta och tydligt markerade kritiska mått
- Lägg till enhetsspecifikationen direkt i filnamnet (t.ex. "bracket_assembly_MM.step") och verifiera att exportinställningarna stämmer överens
Toleranskonflikter som utlöser manuell granskning
Ingenting bromsar ett snabbt projekt snabbare än toleransspecifikationer som inte stämmer. När din ritning innehåller motsägande angivelser – eller kräver en precision som överskrider praktiska gränser – hamnar din fil i en teknisk granskningskö istället for att gå direkt vidare till programmering.
Enligt tillverkningsforskning toleransfel är de dyraste misstagen inom CNC-bearbetning. En tillverkare rapporterade att ett offertpris sjönk från 800 USD till 220 USD endast genom att ändra den globala standardtoleransen från ±0,05 mm till den lämpliga ±0,5 mm för icke-kritiska mått.
Observera dessa toleransrelaterade orsaker till fördröjning:
- Standardmalltoleranser som tillämpas globalt — Att använda ±0,05 mm för varje mått när endast några få funktioner faktiskt kräver den precisionen
- Geometriska konflikter — Positionstoleranser som är striktare än toleranserna för referensytan, vilket skapar matematiskt omöjliga krav
- Orealistiska förväntningar på ytytan — Angivande av Ra 0,4 µm (spegelyta) på fräsade delar trots att standard-Ra 1,6–3,2 µm uppfyller de funktionella kraven
- Saknade kritiska mått — Antagande att maskinisten kommer att härleda viktiga mått från modellen i stället för att dessa anges explicit
Förebyggande åtgärder:
- Använd strikta toleranser endast för ytor som sammanfogas, för lokaliseringsfunktioner och för dimensioner som är kritiska för prestanda
- Använd ISO 2768-m (medium) som allmän toleransstandard och ange undantag uttryckligen
- Granska din toleransackumulering för att säkerställa att specifikationerna är matematiskt konsekventa
- Inkludera en notering om "kritiska mått" som markerar de funktioner som verkligen kräver verifiering
Oklarheter i materialspecifikationen
"Aluminium" är inte en specifikation – det är en kategori som omfattar dussintals legeringar med mycket olika egenskaper, tillgänglighet och bearbetningsegenskaper. Vaga materialangivelser tvingar leverantörer att gissa, begära förtydligande eller göra antaganden som kanske inte stämmer överens med dina krav.
Som påpekats i Reata Engineering's DFM-riktlinjer , vilket upptäcker specifikationsproblem redan i offertstadiet, förhindrar dyra överraskningar mitt i produktionen. Otydliga materialangivelser utgör en betydande orsak till dessa förhinderbara förseningar för fräsade delar och bearbetningsorder av delar.
Materialambiguiteter som orsakar förseningar:
- Generiska materialnamn — "Rostfritt stål" utan angivande av kvalitet 303, 304 eller 316
- Saknade härdningsförhållanden — "Aluminiumlegering 6061" utan angivande av T6, T651 eller glödgat tillfälle
- Motstridiga specifikationer — Angivande av egenskaper (hårdhet, draghållfasthet) som är inkompatibla med det angivna materialet
- Otillgängliga eller föråldrade kvaliteter — Anger material som inte längre är kommersiellt tillgängliga eller endast finns hos specialleverantörer
Förebyggande åtgärder:
- Ange fullständiga materialbeteckningar, inklusive kvalitet, härdning och relevanta standarder (t.ex. "6061-T6 enligt AMS-QQ-A-250/11")
- Bekräfta materialtillgängligheten med din leverantör innan du slutför specifikationerna
- Ange godtagbara alternativ när ditt primära val riskerar leveransfördröjningar
- Inkludera krav på materialcertifikat redan från början om ditt användningsområde kräver spårbarhet
Den snabbaste vägen till färdiga delar är inte att skynda på filöverlämningen – det är att eliminera de problem som orsakar fördröjningar innan de uppstår.
Dessa förhindringsbara problem har en gemensam lösning: förberedelse. Att ägna ytterligare 15 minuter åt att validera dina filer, granska toleranslogiken och bekräfta materialspecifikationerna sparar dagar av utväxling av frågor och svar. Dina CNC-fräsade delar når dig snabbare när ditt inlämningspaket svarar på frågor innan de ställs.
När problemen med inlämningen är lösta blir det sista pusselbiten tydlig: att välja rätt tillverkningspartner som kan leverera inom korta tidsramar utan att kompromissa med den kvalitet som dina applikationer kräver.

Att välja en partner för snabb CNC-bearbetning
Att hitta rätt CNC-tjänsteleverantör kan kännas överväldigande när dussintals verkstäder påstår att de erbjuder snabba leveranstider. Hur skiljer man verklig tillverkningsexcellens från marknadsföringslöften? Svaret ligger i att utvärdera specifika kriterier som förutsäger pålitlig prestanda – certifieringar, kvalitetssystem, utrustningskapaciteter och bevisade erfarenheter som visar att en verkstad faktiskt kan leverera det som annonseras.
Enligt Norcks tillverkningsanalys handlar valet av en CNC-bearbetningspartner inte bara om att äga avancerade maskiner – det handlar om kunskap, erfarenhet och systematiska processer som säkerställer konsekvent kvalitet. Låt oss undersöka de utvärderingskriterier som är mest avgörande när hastighet och precision måste gå hand i hand.
Certifieringar som indikerar tillverkningsexcellens
Branschcertifieringar fungerar som ditt första filter vid utvärdering av maskinverkstjänster. Det är inte bara märken på en webbplats – de representerar verifiering av tredje part av att en leverantör upprätthåller dokumenterade kvalitetsprocesser, genomgår regelbundna revisioner och uppfyller strikta branschspecifika standarder.
Som Modo Rapids certifieringsguide förklarar att certifieringar som ISO 9001, IATF 16949 och AS9100 signalerar en leverantörs engagemang för kvalitet, spårbarhet och processkontroll. Här är vad varje certifiering indikerar om en potentiell partner:
- ISO 9001 — Grundläggande certifiering som verifierar standardiserade kvalitetskontrollprocesser, dokumentation och praktiker för kontinuerlig förbättring. Tänk på den som ett körkort för tillverkning – nödvändigt men inte tillräckligt för specialanvändningar.
- IATF 16949 — Anpassad specifikt för bilindustrins leveranskedja; denna certifiering inkluderar krav på felpreventiv åtgärder, statistisk processkontroll och lean-produktionssystem. För biltillämpningar är denna certifiering ovillkorlig.
- AS9100 — Luft- och rymdfartsstandard som lägger på ytterligare säkerhets-, tillförlitlighets- och spårbarhetsprotokoll till kraven i ISO 9001. Avgörande för alla flygkritiska eller försvarsrelaterade komponenter.
- ISO 13485 — Certifiering för tillverkning av medicintekniska produkter som säkerställer efterlevnad av krav på biokompatibilitet samt hälso- och sjukvårdsspecifika spårbarhetsstandarder.
- ITAR-registrering — Krävs för försvarsprojekt och bekräftar att leverantören kan hantera kontrollerad teknisk information och efterleva exportregler.
Rätt certifiering beror på din bransch. Ett prototypverkstad som tillverkar delar för konsumentelektronik kan exempelvis nöja sig med ISO 9001, medan valideringsdelar för bilmotorer kräver efterlevnad av IATF 16949. Anpassa certifieringskraven till ditt användningsområde – och verifiera att certifikaten är aktuella, inte utgående.
Utvärdering av genomloppskapacitet och kapacitet
Certifieringar etablerar kvalitetsgarantier, men de garanterar inte hastighet. För att utvärdera verkliga genomloppsförmågor krävs en granskning av utrustning, processer och kapacitetsindikatorer som avgör om en leverantör kan uppfylla ambitiösa tidsramar.
När du bedömer partners för prototyp-CNC-bearbetning bör du undersöka följande förmågefaktorer:
- Utrustningsflotta och tekniknivå — Modern, välunderhållen maskinutrustning med avancerade styrsystem möjliggör kortare cykeltider och striktare toleranser. Sök efter 5-axlig CNC-bearbetning när dina komponenter har komplexa geometrier som kräver samtidig fleraxlig bearbetning.
- Automatisering och programmeringseffektivitet — Leverantörer som använder AI-stödd CAM-programmering och automatiserade offertsystem undviker de manuella flaskhalsarna som fördröjer traditionella verkstäder.
- Materiallager och leveransrelationer — Verkstäder som håller lager av vanliga material (aluminium, rostfritt stål, tekniska plastmaterial) undviker inköpsfördröjningar som förlänger ledtider.
- Kapacitet och schemaläggningsflexibilitet — Fråga om nuvarande arbetsbelastning och hur brådskande beställningar hanteras. Den ideala bearbetningspartnern har buffertkapacitet för akuta projekt.
- Geografiska hänsyn — Lokala leverantörer eliminerar transporttid för frakt och möjliggör lättare kommunikation vid komplexa projekt. Undvik dock att offra kvalitet för närliggande placering.
Enligt tillverkningsforskning indikerar responsivitet professionalism och effektivitet. Hur snabbt svarar en leverantör på förfrågningar om offert? Kan du enkelt kommunicera med teknisk personal när frågor uppstår? Dessa indikatorer förutsäger prestanda under tidspress.
Kvalitetskontrollsystem och processkonsekvens
Hastighet betyder ingenting om delar anländer utanför specifikationen. Robusta kvalitetskontrollsystem – och disciplinen att tillämpa dem konsekvent – skiljer pålitliga partners från verkstäder som gör avkortningar under tidspress.
Enligt forskning inom CNC-tillverkning är statistisk processkontroll (SPC) ett avgörande verktyg för kvalitetsstyrning, som erbjuder möjlighet att övervaka och förbättra produktkvaliteten under produktionen. Genomförandet av SPC signalerar en systematisk ansats för att bibehålla precision vid varje order – inte bara för de delar som råkar få extra uppmärksamhet.
Nyckelindikatorer för kvalitet som ska utvärderas:
- Inspektionsutrustningens kapaciteter — Sök efter koordinatmätmaskiner (CMM), optiska jämförare, mikrometrar och ytråhetstestare. Avancerade kontrollverktyg som kalibreras regelbundet visar på ett engagemang för noggrannhet.
- Kontroll under processen jämfört med slutkontroll — Proaktiva verkstäder genomför kontroller under processen för att upptäcka fel i ett tidigt skede, vilket minimerar slöseri och säkerställer konsekvent kvalitet under hela produktionsloppen.
- Dokumentation och spårbarhet — Kan leverantören tillhandahålla materialcertifikat, kontrollrapporter och processdokumentation? Denna spårbarhet är avgörande för reglerade branscher och underlättar felsökning om problem uppstår.
- Första artikelinspektionsfunktioner (FAI) — För produktionsorder verifierar FAI-rapporter att de initiala delarna uppfyller alla specifikationer innan fullständiga serier påbörjas.
Statistisk processkontroll (SPC) kräver särskild uppmärksamhet. Enligt SPC-forskning kan tillverkare som använder kontrollkort spåra produktionsdata i realtid, identifiera avvikelser och vidta motsvarande åtgärder för att förbättra stabiliteten. Denna proaktiva strategi förhindrar kvalitetsavvikelser som annars kanske inte upptäcks förrän delar misslyckas vid inspektion.
Checklista för partnersbedömning
Genom att sammanföra dessa kriterier får vi en praktisk ram för att utvärdera leverantörer av CNC-precisionsslipning:
- Certifieringsanpassning — Har leverantören certifieringar som krävs för din bransch (IATF 16949 för fordonsindustrin, AS9100 för luft- och rymdfarten, ISO 13485 för medicinteknik)?
- Bevisad snabb kapacitet — Kan de visa faktiska ledtider på ett till fem arbetsdagar för delar som liknar era?
- Utrustningens lämplighet — Driftar de modern CNC-utrustning som är kapabel att uppnå de toleranser och geometrier som ni kräver?
- Kvalitetssystemets mogna — Är SPC implementerat? Är inspektionskapaciteten tillräcklig för era specifikationer?
- Materialkompetens — Lagerför de vanliga materialen och har de etablerade leveranskällor för speciallegeringar?
- Kommunikationsresponsivitet — Hur snabbt svarar de på förfrågningar? Kan ni nå teknisk personal vid behov?
- Skalierbarhet — Kan de växa tillsammans med era behov, från prototyp-CNC-bearbetning till serieproduktionsvolymer?
För biltillverkare som söker att accelerera sina leveranskedjor, Shaoyi Metal Technology exemplifierar dessa utvärderingskriterier i praktiken. Deras IATF 16949-certifiering bekräftar kvalitetssystem av bilklass, medan SPC-implementering säkerställer processkonsekvens över produktionsserier. Med ledtider så snabbt som en arbetsdag och kapacitet som sträcker sig från komplexa chassinmonteringar till anpassade metallbultar visar de hur idealiska bearbetningspartners kombinerar certifieringskvalifikationer med verklig snabb leveransförmåga.
Värdet av en grundlig partnersbedömning ökar med tiden. En pålitlig leverantör av CNC-precisionsslipning blir en utvidgning av ditt ingenjörsteam – förstår era krav, förutser problem och levererar konsekvent delar som uppfyller specifikationerna. Detta relationsvärde överstiger långt besparingen per del som uppnås genom att alltid söka efter det billigaste offertpriset för varje order.
När er bearbetningspartner är vald och bedömningskriterierna förstådda är nästa steg att sätta dessa insikter i praktiken – anpassa era specifika projektkrav till snabba CNC-funktioner och förbereda er för framgångsrika resultat.
Gör snabb CNC-bearbetning effektiv för era projekt
Du har nu utforskat hela området för snabb CNC-bearbetning – från grundläggande definitioner via materialval, designoptimering, industriella tillämpningar och utvärdering av partners. Men kunskap utan handling ger ingen värde. Låt oss sammanfatta dessa insikter i en praktisk beslutsram och konkreta nästa steg som omvandlar din förståelse till snabbare och högkvalitativare delar.
Anpassa projektens krav till snabba CNC-kapaciteter
Inte alla projekt drar lika stor nytta av snabb CNC-prototypning. Att förstå när detta tillvägagångssätt ger maximalt värde – och när alternativ är mer lämpliga – sparar både tid och budget. Ställ dig själv följande frågor innan du gör ett engagemang:
- Utvecklas din design fortfarande? — Snabb CNC är särskilt effektiv under aktiv utveckling, då iterationshastigheten är viktigare än optimering av kostnaden per del
- Behöver du funktionell validering? — När delar måste klara verkliga testförhållanden ger CNC-snabbprototypframställning material av produktionskvalitet som 3D-utskrift inte kan matcha
- Är mängden under 500 enheter? — Vid dessa volymer gör frånvaron av verktygsinvesteringar snabbprototypframställning med CNC ekonomiskt konkurrenskraftig
- Mäts din tidsram i dagar, inte veckor? — När tidsfristerna förkortas motiverar de strömlinjeformade arbetsflödena hos snabba leverantörer eventuell extra kostnad per del
Överväg däremot traditionella metoder när designen är fastställd, mängden överstiger flera hundratal enheter, tidspressen är minimal eller specialiserade ytbehandlingsoperationer dominerar dina krav. Beslutet är inte binärt – många framgångsrika program använder snabb CNC för utvecklingsfaserna innan de övergår till optimerade produktionsmetoder.
Förbereda din första beställning av snabb CNC
Klar att skicka in din första beställning? Denna förberedelsechecklista säkerställer smidig behandling och minimerar risken för förseningar:
- Verifiera dina CAD-filer — Utför geometrikontroller, exportera som STEP AP214 eller AP242 och bekräfta att enheterna stämmer överens med avsedd användning
- Inkludera fullständig dokumentation — Ange 2D-ritningar med toleranser, ytfinishangivelser och tydligt markerade gängspecifikationer
- Ange material exakt — Använd fullständiga beteckningar inklusive kvalitet, härdningstillstånd och tillämpliga standarder (t.ex. "6061-T6 enligt AMS-QQ-A-250/11")
- Tillämpa toleranser strategiskt — Använd allmänna toleranser (ISO 2768-m) för icke-kritiska mått; ange stränga specifikationer endast där funktionen kräver det
- Identifiera kritiska egenskaper — Markera mått som kräver verifiering så att kontrollen fokuserar där det är viktigast
- Bekräfta materialtillgänglighet — För speciallegeringar: Kontrollera lagersituationen innan du slutför beställningen för att undvika leveransfördröjningar
Enligt LS Manufacturings riktlinjer för CNC-prototypning krävs en komplett och ren uppsättning information för att kunna ge ett korrekt och konkurrenskraftigt offert. En investering av 15–20 minuter i noggrann filförberedelse spar vanligtvis dagar av utväxling av meddelanden.
Skalning från prototyp till produktion
De mest framgångsrika snabba CNC-programmen planerar för tillväxt redan från dag ett. Din partner för CNC-prototypning bör utan problem kunna stödja hela resan – från enskilda valideringsprov genom pilotserier till pågående produktion.
Överväg följande faktorer vid skalning:
- Designstabilitetskontrollpunkter — Ställ upp tydliga kontrollstationer där du utvärderar om designerna är redo för högre volymkommittering
- Leverantörskvalificering — Se till att din snabba partner har certifieringar och kvalitetssystem som är lämpliga för produktionsvolymer inom din bransch
- Förståelse av kostnadskurvan — Förstå hur dina kostnader per komponent minskar när volymerna ökar, vilket hjälper dig att optimera tiden för produktionsövergångar
- Dokumentationskontinuitet — Se till att kontrollrapporter, materialcertifikat och processparametrar överförs sömlöst när programmen skalas upp
Enligt UPTIVE:s analys av övergången från prototyp till serieproduktion kan samarbete med rätt partner avsevärt minska skalningsrisker, eftersom de har expertis inom designoptimering som hjälper till att förbättra prototyperna för kostnadseffektiv och skalbar produktion. Övergången från anpassade CNC-delar i ental till serieproduktion i hundratal bör kännas som en naturlig utveckling, inte som en disruptiv överlämning.
Den framgångsrika formeln för snabb CNC-produktion handlar inte om att välja hastighet framför kvalitet eller kostnad – det handlar om att välja rätt partner som levererar alla tre genom systematisk processexcellens.
För biltillverkare som söker att accelerera sina leveranskedjor utan att göra avkall på obetingad kvalitetsstandard, Shaoyi Metal Technology visar hur snabb prototypframställning med CNC-utrustning omvandlas till lösningar som är redo för serieproduktion. Deras IATF 16949-certifiering, implementering av statistisk processtyrning (SPC) och ledtider så korta som en arbetsdag positionerar dem som ett praktiskt exempel på excellens inom snabb CNC-bearbetning. Oavsett om du behöver komplexa chassinmonteringar eller precisionsmetallbussningar eliminerar deras sömlösa skalning från snabb prototypframställning till massproduktion den friktionskraft som vanligtvis åtföljer programutveckling.
De CNC-delar du behöver bör inte ta veckor när dagar räcker. Utrustad med ramverken, bästa praxis och utvärderingskriterier som behandlats i den här guiden är du nu rustad att utnyttja snabb CNC-bearbetning till ditt konkurrensfördel – förkorta ledtiderna utan att göra avkompromisser med kvaliteten som dina applikationer kräver.
Vanliga frågor om snabb CNC-bearbetning
1. Vad betyder 'snabb' inom CNC-bearbetning?
Snabb CNC-bearbetning avser tillverkningstjänster med kort genomloppstid som levererar precisionsbearbetade delar inom några dagar i stället för veckor. Till skillnad från G-kodkommandot G00 (snabbförflyttning) beskriver snabb CNC en hel arbetsflödesprocess som är optimerad för hastighet – från automatiserad offertberäkning och CAM-programmering med stöd av artificiell intelligens till strömlinjeformade produktionsprocesser. Denna metod bibehåller produktionsgradens kvalitet samtidigt som ledtider drastiskt minskas, vilket gör den idealisk för prototypframställning, specialanpassade delar och brådskande beställningar.
2. Hur mycket kostar CNC-snickring per timme?
CNC-bearbetning kostar vanligtvis mellan 50 och 150 USD per timme, beroende på utrustningens komplexitet och kraven på precision. Inställningsavgifter varierar mellan 50 och över 1 000 USD beroende på arbetsuppgiftens komplexitet. För projekt inom snabb CNC är kostnaden per del högre för enskilda prototyper, men minskar kraftigt vid mängder på 6–100 enheter eftersom inställningskostnaderna sprids över fler delar. Materialval, toleranser och krav på ytbearbetning påverkar också slutpriset i stor utsträckning.
3. Vad är skillnaden mellan snabb CNC-bearbetning och traditionell CNC-bearbetning?
Snabb CNC-bearbetning levererar delar inom 2–5 arbetsdagar jämfört med 2–4 veckor för traditionella metoder. Fördelen med avseende på hastighet beror på automatiserade offertsystem, CAM-programmering med stöd av AI samt strömlinjeformade arbetsflöden som eliminerar schemaläggningsköer. Traditionell CNC är bättre lämpad för högvolymsproduktion (500+ delar), där installationskostnaderna sprids över större serier. Snabb CNC är optimal för prototyper, små serier och brådskande beställningar där hastighet är viktigare än optimering av kostnaden per del.
4. Vilka material fungerar bäst för snabb CNC-bearbetning?
Aluminiumlegering 6061 ger snabbast leveranstid tack vare utmärkt bearbetbarhet och allmän tillgänglighet i lager. Andra material som är lämpliga för snabbtillverkning inkluderar mässing C360, Delrin, ABS och mjukstål 1018. Dessa material kan bearbetas snabbt utan specialverktyg. Titan, Inconel och härdade stål förlänger avsevärt ledtiden på grund av långsammare skärhastigheter, krav på specialverktyg samt möjliga förseningar vid materialinköp.
5. Hur undviker jag förseningar i mitt projekt för snabb CNC-bearbetning?
Förhindra förseningar genom att validera CAD-filer för geometrifel, exportera dem i STEP-format och inkludera fullständiga 2D-ritningar med toleranser. Ange material exakt, inklusive kvalitetsbeteckning och härdningsgrad. Använd stränga toleranser endast för kritiska funktioner – användning av ±0,1 mm för icke-kritiska mått snabbar upp bearbetningen. Bekräfta materialtillgängligheten innan beställning, särskilt för speciallegeringar. Partner med IATF 16949-certifiering, såsom Shaoyi Metal Technology, kombinerar kvalitetssystem med ledtider på en dag för pålitlig leverans.