 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Online-CNC-bearbetningstjänst förklarad: Från offert till färdig del
Vad gör online-CNC-bearbetning annorlunda jämfört med traditionella verkstäder
Föreställ dig att ladda upp en CAD-fil mitt i natten och vakna upp till ett detaljerat offertförslag i din inkorg. Det är verkligheten för en online-cnc-bearbetningstjänst —en digital-first-metod som grundläggande har omformat hur ingenjörer, designers och produktutvecklare får tillgång till precisionsframställning.
Traditionella verkstäder arbetar efter en välkänd rytm: telefonsamtal, e-postkommunikation, personliga samråd och offertförslag som kan ta dagar eller till och med veckor att komma fram med. Du bygger relationer med lokala maskinister, diskuterar specifikationer vid disken och undrar ofta om du får konkurrenskraftiga priser. Även om detta handpåläggningsbaserade tillvägagångssätt har sina fördelar skapar det hinder – särskilt när du arbetar mot en tidsfrist eller befinner dig långt från kvalificerade CNC-tjänsteleverantörer.
En CNC-nätverkstjänst vänder helt om denna modell. Dessa digitala plattformar kopplar dig direkt till nätverk av certifierade tillverkare via ett enda gränssnitt, vilket eliminerar de geografiska begränsningarna med att söka efter "CNC i min närhet" och den tidskrävande utväxlingen i traditionella offertprocesser.
Från CAD-fil till färdig del på några dagar
Arbetsflödet är förvånande enkelt. Du laddar upp dina konstruktionsfiler – vanligtvis i STEP- eller IGES-format – och AI-baserade algoritmer analyserar omedelbart din dels geometri. Inom sekunder får du online-offert för bearbetning som tar hänsyn till materialval, toleranser, ytytor och produktionskomplexitet. Enligt InstaWerk jämför dessa algoritmer din komponent med databaser som innehåller hundratusentals tidigare tillverkade delar för att generera exakta priser omedelbart.
Denna hastighet är avgörande. Hårdvaruutvecklare vet att fysiska produkter måste valideras genom experiment – inte bara simulering. Ju snabbare du kan få delar i dina händer, desto snabbare kan du iterera, testa och förbättra dina konstruktioner.
Hur digitala plattformar förändrat tillgängligheten till tillverkning
Teknikplattformen som möjliggör denna omvandling kombinerar flera element:
- Direkta offertmotorer som eliminerar dagar av väntan på ett CNC-erbjudande online
- Automatiserad konstruktionsfeedback som upptäcker tillverkningsrelaterade problem innan produktionen påbörjas
- Orderhanteringssystem som dirigerar jobb till specialiserade tillverkare inom omfattande leverantörsnätverk
- Live spårning som håller dig informerad under hela produktionsprocessen
Dessa plattformar utnyttjar sin inköpskraft genom att samla beställningar och fördela arbetet till högst specialiserade CNC-tillverkningspartners. En titaniumsvarvad del skickas till tillverkare som är experter på titanium; en komplex 5-axlig aluminiumkomponent dirigeras till verkstäder med just den specifika expertisen. Resultatet? Konsekvent kvalitet, konkurrenskraftiga priser och tillgång till kapaciteter som kanske inte finns i ditt lokala område.
För produktutvecklare innebär detta att fokusera på designarbete i stället för att ägna timmar åt att förbereda datapaket, kontakta tillverkare via e-post och vänta dagar på svar. Den tråkiga processen att jämföra offertförslag angående leveranstider och kostnader reduceras till några minuter istället för veckor.
Förstå CNC-fräsning, CNC-svarvning och fleraxlig bearbetning
Du har alltså laddat upp din CAD-fil och fått ett omedelbart offertförslag – men hur vet du vilken bearbetningsmetod som är rätt för din komponent? Att förstå skillnaderna mellan CNC-fräsning, CNC-svarvning och specialiserade metoder som EDM hjälper dig att fatta klokare beslut om kostnad, ledtid och komponentkvalitet. Låt oss gå igenom varje process i enkla termer.
CNC-fräsning förklarat enkelt
Tänk dig ett roterande skärande verktyg rörelse över ett stationärt arbetsstycke, där material skärs bort lager för lager. Det är CNC-fräsning i korthet. Den CNC-styrda skärmaskinen använder flerpunktsverktyg – fräsar, planfräsar eller kulskaftfräsar – för att skapa plana ytor, fickor, spår och komplexa 3D-konturer.
Vad som gör fräsning så mångsidig är dess förmåga att röra sig längs flera axlar. Så här ser kapaciteterna ut:
- 3-axlig fräsning: Verktyget rör sig längs X-axeln (vänster-höger), Y-axeln (fram-bak) och Z-axeln (upp-ned). Perfekt för enkla geometrier – klämmar, höljen och plana paneler. Enligt Xometry är dessa maskiner kostnadseffektiva och kräver minimal utbildning, vilket gör dem idealiska för enklare delar.
- 4-axlig fräsning: Lägger till rotation kring en axel, vilket möjliggör bearbetning av funktioner på flera sidor utan manuell ompositionering av delen.
- 5-axlig CNC-bearbetningstjänster: Verktyget kan närma sig din del från nästan vilken vinkel som helst, vilket möjliggör komplexa konturer, underkutningar och släta skulpterade ytor i en enda montering. Dessa maskiner är särskilt lämpliga för luft- och rymdfartskomponenter, medicinska implantat och formhålrum.
Kompromissen? Fler axlar innebär högre maskinkostnader och större programmeringskomplexitet. En 3-axlig maskin kan kosta mellan 25 000–50 000 USD, medan utrustning med 5 axlar kan kosta mellan 80 000 och över 500 000 USD. För komplexa delar minskar dock 5-axlig bearbetning ofta den totala kostnaden genom att eliminera flera monteringssteg och förbättra noggrannheten.
Idealiska tillämpningar för CNC-fräsade delar:
- Kapslingar och höljen med fickor och monteringsfunktioner
- Hållare och konstruktionsdelar med hål på flera ytor
- Formhålrum som kräver släta, konturerade ytor
- Prototypdelar med komplex 3D-geometri
När svarvning är bättre än fräsning
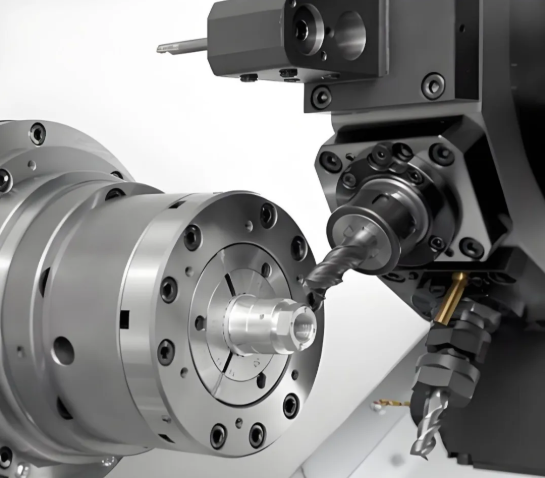
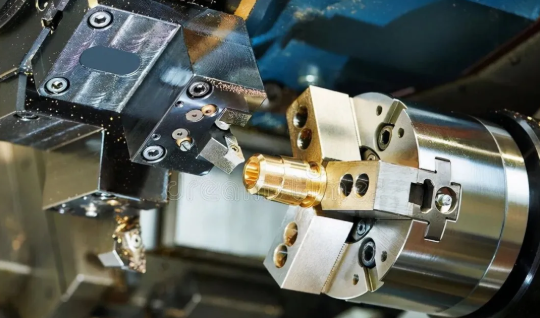
Tänk dig nu motsatsen: ditt arbetsstycke roterar snabbt medan ett stillastående skärande verktyg formar dess yta. Detta är CNC-svarvning, och det är den snabbaste vägen att tillverka cylindriska eller koniska delar som axlar, stift, bushingar och gängade komponenter.
En CNC-svarvtjänst använder svarvar utrustade med enkel-punkts-skärande verktyg som rör sig längs X- och Z-axlarna. Eftersom delen roterar kontinuerligt är svarvning särskilt lämplig för att upprätthålla koncentricitet och rundhet – avgörande egenskaper för komponenter som måste passa exakt i monterade sammanställningar.
Varför välja CNC-svarvtjänster?
- Hastighet: Enklare verktygsvägar och kontinuerlig skärning gör svarvning snabbare än fräsning för runda delar
- Kostnadseffektivitet: Enkel-punkts-verktyg är billiga, och stångmatare möjliggör högvolymsproduktion med minimal manuell ingripande
- Precision: Toleranser på ±0,002 tum är standard, medan ±0,001 tum kan uppnås på väl kalibrerad utrustning
Modern CNC-svarvcenter inkluderar ofta livverktyg—roterande verktyg monterade i tornet—som kan utföra CNC-fräsoperationer som borrning av tvärhål eller fräsning av plana ytor utan att flytta delen till en separat maskin. Denna hybridfunktion täcker klyftan mellan ren svarvning och fräsning.
Idealiska applikationer för svarvade delar:
- Axlar, drivaxlar och rullar
- Gängade fästdelar och kopplingar
- Bussningar, avståndshållare och mantlar
- Alla komponenter med rotationsymmetri
EDM för specialapplikationer
Vad händer när konventionell CNC-bearbetning inte fungerar—till exempel om du behöver extremt skarpa inre hörn eller måste bearbeta hårdad verktygsstål? Då är det dags att använda elektrisk urladdningsbearbetning (EDM).
EDM avlägsnar material med hjälp av elektriska gnistor mellan en elektrod och ditt ledande arbetsstycke, båda nedsänkta i dielektrisk vätska. Det finns ingen mekanisk skärkraft, vilket innebär att du kan bearbeta extremt hårda material eller känslomliga detaljer som skulle gå sönder vid användning av traditionella verktyg.
Vanliga EDM-applikationer:
- Tråd-EDM för komplicerade profiler och dieskomponenter med strikta toleranser
- Sänk-EDM för komplexa formhål
- Småhåls-EDM för kylkanaler i luftfartsdelar
EDM är långsammare och dyrare än fräsning eller svarvning, så det används vanligtvis endast för specialanvändningar snarare än för allmän produktion.
Välja rätt process för ditt projekt
Här är en snabb beslutsram: om din del främst är rund eller symmetrisk kring en central axel börjar du med svarvning. Om den kräver plana ytor, fickor eller flersidig bearbetning är fräsning ditt alternativ. Behöver du bådadera? Många onlineplattformar dirigerar ditt uppdrag till mill-turn-centrum som kombinerar båda processerna i en enda montering.
Din dels geometri avgör slutligen vilken bearbetningsprocess som väljs – och att förstå dessa grundenheter hjälper dig att kommunicera effektivare med din tillverkningspartner samtidigt som du optimerar kostnad och ledtid.
Materialvalsguide för CNC-bearbetade delar
Du har identifierat den rätta bearbetningsprocessen för din geometri – men hur är det med materialet? Detta beslut avgör ofta om din komponent fungerar felfritt eller misslyckas i fältet. Att välja fel material kan leda till överdriven verktygsslitage, dimensionsinstabilitet eller för tidig komponentfel. Det rätta valet balanserar mekaniska krav, miljöförhållanden, bearbetbarhet och budget.
Till skillnad från enkla materiallistor som du hittar på andra ställen låt oss bygga ett beslutsfattande ramverk som hjälper dig att utvärdera alternativ utifrån dina specifika projektbehov.
Metaller som bearbetas bäst
När det gäller bearbetning av aluminium erbjuder få material samma kombination av bearbetbarhet, hållfasthet i förhållande till vikt och kostnadseffektivitet. Därför dominerar aluminiumlegeringar CNC-produktionen inom branscher från luft- och rymdfart till konsumentelektronik.
Men aluminium är inte ditt enda alternativ. Här är hur vanliga metaller jämförs när du utvärderar en online-CNC-bearbetningstjänst:
| Material | Nyckelegenskaper | Bearbetbarhetsgrad | Typiska Tillämpningar | Relativ kostnad |
|---|---|---|---|---|
| Aluminium 6061 | God hållfasthet, utmärkt korrosionsbeständighet, svetsbar | Utmärkt (90 %) | Strukturella komponenter, ramverk, fästningar, allmänna delar | Låg ($) |
| Aluminium 7075 | Hög hållfasthet, tröghetsbeständig, mindre korrosionsbeständig än 6061 | Bra (70 %) | Luftfartsstrukturer, komponenter utsatta för hög belastning, sportutrustning | Medel (++) |
| Rostfritt stål 304 | Utmärkt korrosionsbeständighet, god hållfasthet, icke-magnetisk | Måttlig (45 %) | Livsmedelsequipment, medicinska instrument, marin användning | Medel (++) |
| Rostfritt stål 316 | Utmärkt korrosionsbeständighet, särskilt mot klorider | Måttlig (40 %) | Kemisk industri, marin utrustning, kirurgiska instrument | Medelhög till hög ($$$) |
| Med en bredd av mer än 150 mm | Utmärkt bearbetbarhet, god korrosionsbeständighet, dekorativ yta | Utmärkt (100 %) | Fästdelar, ventiler, elektriska kontakter, dekorativ utrustning | Medel (++) |
| Brons | Utmärkt slitagebeständighet, låg friktion, god korrosionsbeständighet | Bra (65 %) | Lager, axellager, marin utrustning, växlar | Medelhög till hög ($$$) |
| Titan Grade 5 | Exceptionell hållfasthet i förhållande till vikt, biokompatibel, korrosionsbeständig | Dålig (22 %) | Luft- och rymdfart, medicinska implantat, högpresterande fordonsteknik | Hög ($$$$) |
Observera att bearbetbarhetsbetyget direkt påverkar dina produktionskostnader. Messing bearbetas som smör – det är faktiskt referensvärdet (100 %) som andra material jämförs mot. Bearbetning av brons kräver större försiktighet på grund av dess hårdhet, men CNC-delar i brons ger enastående slitagebeständighet för lager- och axellagerapplikationer. Titan, trots sina oöverträffade prestandaegenskaper, kräver specialverktyg, långsammare fördjupning och mer maskintid – allt vilket höjer ditt offertpris.
Att välja mellan aluminiumstål och speciallegeringar
Verkar det komplicerat? Här är en praktisk ram baserad på vad HPPI:s vägledning för materialval rekommenderar:
Steg 1: Definiera dina funktionskrav. Vilka belastningar kommer komponenten att utsättas för? Krävs elektrisk ledningsförmåga? Kommer den att komma i kontakt med korrosiva ämnen eller extrema temperaturer?
Steg 2: Överväg driftmiljön. En komponent som är avsedd för användning i saltvatten kräver annan korrosionsskydd än en som placeras inuti en klimatreglerad inkapsling.
Steg 3: Utvärdera bearbetbarheten i förhållande till din budget. Ibland ger ett mer bearbetningsvänligt material med något lägre prestanda faktiskt bättre värde när man tar hänsyn till minskad verktygsslitage och kortare cykeltider.
För viktkänslomaterial, såsom luftfartskomponenter, väljs ofta aluminiumlegering 7075 trots dess högre pris jämfört med 6061—dess överlägsna hållfasthet i förhållande till vikt motiverar den högre kostnaden.
Tekniska plastmaterial: När metall inte är svaret
Metall är inte alltid det rätta valet. Konststoffer som delrin och nylon erbjuder övertygande fördelar för rätt applikationer—lägre vikt, lägre kostnad, naturlig smörjning och utmärkt kemisk resistens.
Men valet mellan dessa två populära konststoffer kräver förståelse för deras olika egenskaper. Enligt Penta Precisions jämförelse framgår skillnaderna tydligt i praktiken:
| Egenskap | Delrin (Acetal/POM) | Polyamid (PA6/PA66) |
|---|---|---|
| Fuktabsorption | Mycket låg (0,2 %) | Hög (2,5–3 %) |
| Dimensionell stabilitet | Excellent | Måttlig (sväller vid hög luftfuktighet) |
| Värmebeständighet | 100–110 °C kontinuerligt | 120–130 °C (glasförstärkta sorters) |
| Stötsäkerhet | Bra | Excellent |
| Bearbetningsförmåga | Utmärkt—rena snitt, slät yta | Måttlig—benägen att fransas och böjas |
| Relativ kostnad | 10–30 % högre | Lägre materialkostnad |
Delrin-material utmärker sig där strikta toleranser och fuktbeständighet är avgörande. Det bearbetas rent med skarpa kanter och släta ytor direkt från verktyget – vilket kräver mycket liten eller ingen efterbearbetning. Tänk på precisionsväxlar, ventilkomponenter och monteringsdelar med strikta toleranser där dimensionsstabilitet är ovillkorlig.
Nylon för maskinbearbetning är lämpligt när du behöver överlägsen slagfasthet eller högre värmetålighet. Det är det första valet för delar som utsätts för hård belastning – dynamiska komponenter, applikationer i motorrummet eller situationer där flexibilitet under last faktiskt är önskvärd. Kom ihåg att nylon är hygroskopiskt, vilket innebär att delar kan svälla 2–3 % i fuktiga miljöer, vilket potentiellt kan påverka kritiska passningar.
Metall jämfört med plast: En snabb beslutsmodell
När bör du välja Delrin-plast istället för aluminium? Överväg dessa scenarier:
- Välj teknisk plast när: Du behöver viktminskning, naturlig smörjegenskap, elektrisk isolering eller kemisk motstånd mot ämnen som angriper metaller
- Välj metaller när: Strukturell hållfasthet är av största betydelse, driftstemperaturerna överstiger 150 °C eller delen måste klara höga mekaniska belastningar
- Ta hänsyn till miljön: Plaster är i allmänhet mer korrosionsbeständiga än de flesta metaller, men UV-strålning och vissa kemikalier kan med tiden försämra polymerernas prestanda
Budgetbegränsningar påverkar ofta valet också. Delrin-plast kostar vanligtvis mer per kilogram än aluminium, men dess lägre densitet innebär att du får fler delar per kilogram material – och dess utmärkta bearbetbarhet minskar produktionstiden.
Det material du väljer påverkar varje aspekt av ditt projekt – från det första offertförslaget till den långsiktiga prestandan för delen. Att förstå dessa kompromisser innan du laddar upp din CAD-fil hjälper till att säkerställa att dina delar uppfyller specifikationerna utan att överskrida din budget.
Hur du anger vad du faktiskt behöver
Du har valt ditt material och valt rätt bearbetningsprocess – nu kommer den specifikation som kan göra eller bryta din budget: toleranser. Här är problemet: många ingenjörer väljer som standard de strängaste toleranserna möjliga, med tanke på att detta garanterar kvalitet. I verkligheten kan överdrivna toleransspecifikationer dubbla eller till och med tredubbla kostnaden för dina komponenter utan att förbättra funktionen.
Vilken tolerans gäller då för gängade hål, fräsade detaljer eller svarvade diametrar? Ännu viktigare: när spelar det egentligen någon roll med strängare specifikationer? Låt oss ta bort jargongen och ge dig en praktisk ram för att specificera exakt vad dina maskinbearbetade delar behöver – inget mer, inget mindre.
Standardtoleranser jämfört med precisions-toleranser – förklarat
Tolerans definierar den acceptabla variationen i en måttangivelse. När du anger en håldiameter på 0,500 tum ± 0,005 tum, meddelar du tillverkaren att allt mellan 0,495 tum och 0,505 tum fungerar för ditt användningsområde.
Enligt Xometrys riktlinjer för toleranser är standardtoleranserna för precisions-CNC-bearbetning följande:
- Metallkomponenter: ±0,005 tum (±0,127 mm) är standardtoleransen
- Plastkomponenter: ±0,010 tum (±0,254 mm) på grund av materialens flexibilitet under skärning
För att ge perspektiv: En pappersark är ca 0,003 tum tjockt. Standardtoleranser fungerar perfekt för de flesta applikationer – fästen, höljen, lock och allmänna mekaniska komponenter där exakta passningar inte är avgörande.
Men vad händer när du behöver precisionsbearbetningstjänster med striktare specifikationer? Här är det kostnaderna börjar stiga:
| Toleranskategori | Typiskt intervall | Kostnadsfaktor | Ytterligare krav |
|---|---|---|---|
| Standard | ±0,005 tum (±0,127 mm) | 1x (baslinje) | Standardutrustning, stickprovskontroll |
| Precision | ±0,001" (±0,025 mm) | 3-5x | Specialiserad verktygsmaskinering, miljökontroller, utökad kontroll |
| Ultraprecision | ±0,0004 tum (±0,010 mm) | 8–15× | Specialiserad utrustning, 100 % kontroll, spänningsavlägsningsåtgärder |
Observera den här relationen? Enligt Modus Advanceds DFM-forskning , ökar kostnaderna exponentiellt – inte linjärt – när toleranserna försämras bortom ±0,005 tum. Att gå från standardtoleranser till precisionsbearbetning kan multiplicera delkostnaderna med tre till tio gånger, beroende på geometri och storlek.
När strama toleranser verkligen spelar roll
Här är frågan som de flesta toleransguider undviker: När behöver du faktiskt precisions-CNC-bearbetningstjänster i stället for standardspecifikationer?
Strängare toleranser är motiverade när:
- Sammansatta delar måste sitta tätt med minimalt spel (presspassningar, lagerbockar)
- Tätytor kräver konsekvent kontakt (O-ringrännor, packningsytor)
- Roterande eller glidande komponenter kräver exakt justering (axlar, kolvar, ventilstammar)
- Optiska eller elektroniska monteringsgrupper kräver exakt positionering
Standardtoleranser fungerar bra för:
- Spelfack för fästdon
- Icke-kritiska yttre mått
- Ytor som får sekundär ytbehandling
- Funktioner som inte påverkar montering eller funktion
Överväg gängade funktioner som ett praktiskt exempel. För en gänga med måtten 3/8 NPT är huvuddiametern 0,675 tum med standardiserade toleranser som ingår i själva gängspecifikationen. På samma sätt följer en 1 4 NPT-hålsstorlek etablerade standarder – du behöver inte specificera dessa funktioner överdrivet eftersom gängningen i sig styr de kritiska måtten.
Design för tillverkning: Undvik kostsamma fel
Enligt Modus Advanceds forskning bestäms cirka 70 % av tillverkningskostnaderna under designfasen. Det innebär att dina beslut om toleranser på ritningen har större kostnadsimpact än nästan allt annat som sker på verkstaden.
Här är praktiska principer för att optimera dina specifikationer:
- Använd stränga toleranser endast för kritiska funktioner. Om en måttspecifikation inte påverkar passning, form eller funktion bör den lämnas på standardtolerans.
- Ta hänsyn till materialbeteende. Mjukare material som nylon eller HDPE böjer sig under bearbetning, vilket gör det svårare att uppnå strikta toleranser.
- Tänk på kontrollen. Geometrier som är svåra att bearbeta är också svåra att mäta. Komplexa toleransangivelser kan kräva specialiserad kontrollutrustning, vilket ökar kostnaderna.
- Observera processändringar. Att specificera ett borragransvärde på ±0,001 tum som annars kunde fräsas med en tolerans på ±0,005 tum kan tvinga tillverkaren att istället borra det på ett svarv – vilket ökar installationskostnader och ledtid.
Det bästa sättet att ange toleranser är att endast använda stränga och/eller geometriska toleranser i kritiska områden när det är nödvändigt för att uppfylla konstruktionskraven.
När du laddar upp din konstruktion till en online-CNC-bearbetningstjänst utvärderar offertalgoritmen varje toleransangivelse. Att släppa icke-kritiska specifikationer från ±0,001 tum till ±0,005 tum kan minska ditt prisförslag med 30 % eller mer – utan någon inverkan på delens funktion.
Att förstå vad som driver bearbetningskostnaderna ger dig kontroll över avvägningarna mellan precision och budget – vilket leder oss till den fullständiga beställningsprocessen och hur du undviker vanliga fel under vägen.
Den fullständiga onlineprocessen för beställning av CNC-bearbetade delar steg för steg
Du förstår bearbetningsprocesserna, du har valt ditt material och du har specificerat rimliga toleranser. Nu kommer den praktiska frågan: hur omvandlar du egentligen din CAD-fil till anpassade CNC-bearbetade delar som ligger på ditt skrivbord?
Arbetsflödet för att beställa CNC-bearbetade delar online skiljer sig kraftigt från traditionell tillverkning. Ingen telefonsnack med verkstadschefer, inga resor med provdelar över staden för offertförfrågningar. Istället navigerar du i ett digitalt system som är utformat för snabbhet – men som belönar förberedelse och straffar slarviga filhantering.
Låt oss gå igenom hela processen från uppladdning av fil till öppning av förpackningen med dina färdiga CNC-bearbetade delar.
Förbereda dina CAD-filer för framgång
Här är en verklighetskontroll: Enligt Bolangs beställningsguide beror framgången med din onlinebeställning till 90 % på kvaliteten på dina filer. Både automatiserade offertmotorer och mänskliga ingenjörer förlitar sig på specifika format för att generera korrekta priser och verktygspaths.
Din 3D-modell utgör den primära sanningskällan. Men inte alla filformat är lika bra:
- STEP (.step / .stp): Guldstandarden för CNC-bearbetning. STEP-filer bevarar exakt geometri, kurvor och kantdefinitioner som meshbaserade format förlorar. De flesta onlineplattformar föredrar detta format.
- IGES (.iges / .igs): Ett annat branschstandardformat som fungerar väl för överföring av 3D-ytdata mellan olika CAD-system.
- Parasolid (.x_t / .x_b): Nativa för Siemens NX och SolidWorks – dessa filer bibehåller hög geometrisk noggrannhet.
- SOLIDWORKS (.sldprt): Många plattformar accepterar nativa SolidWorks-filer direkt.
Vad gäller STL-filer? Enligt Dipecs guide för filförberedelse , du bör undvika STL-filer för CNC-arbete. STL-filer är nätbaserade och approximerar ytor med trianglar, vilket kan leda till förlust av detaljer vid generering av verktygspaths. De fungerar bra för 3D-utskrift men saknar den precisionsgeometri som CNC-maskiner kräver.
Utöver filformat spelar förberedelsedetaljer roll:
- Ange rätt enheter. Fel vid valet mellan millimeter och tum leder till delar som är 25 gånger för stora eller för små.
- Definiera en tydlig origo. Detta hjälper tillverkare att orientera din del korrekt.
- Kontrollera om det finns öppna ytor eller luckor. Vattentäta modeller förhindrar fel i offertberäkningar och tillverkningsmissförstånd.
- Ta bort onödiga funktioner. Konstruktionsgeometri, dolda kroppar och dubblerade ytor kan förvirra automatisk analys.
För delar med strikta toleranser bör du aldrig enbart lita på 3D-modellen. Inkludera en 2D-PDF-ritning som anger kritiska mått, krav på ytyta och geometriska toleranser. Detta eliminerar gissningar och säkerställer att dina CNC-vridna delar eller fräsade komponenter uppfyller exakta specifikationer.
Vad händer efter att du har laddat upp
När dina filer når plattformen är detta steg-för-steg-resan från digital modell till fysisk del:
- Omedelbar geometrianalys: AI-algoritmer genomsöker din modell inom sekunder och identifierar funktioner som hål, fickor, gängor och underskärningar. Systemet markerar potentiella tillverkningsproblem – skarpa inre hörn som kräver EDM, tunna väggar som kan böja sig under bearbetning eller funktioner som inte går att nå med standardverktyg.
- Automatiserad offertställning: Baserat på geometrins komplexitet, materialval, toleranskrav och kvantitet får du ett prisförslag nästan omedelbart. Enligt Bolangs data utgör materialet cirka 20 % av bearbetningskostnaderna, medan maskintiden står för 80 % – så geometrisk komplexitet har störst inverkan på ditt prisförslag.
- Designåterkopplingsloop: Ansedda plattformar ger Design for Manufacturing (DFM)-återkoppling innan du gör ett bindande beslut. De föreslår ändringar som minskar kostnaderna – till exempel att lägga till rundningar i inre hörn, justera väggtjocklekar eller rekommendera materialsubstitutioner. Denna dialog kan spara 20–50 % på komplexa delar.
- Orderbekräftelse och routning: När du godkänner prisförslaget kommer ditt uppdrag in i produktionsköen. Digitala plattformar dirigerar order till specialiserade tillverkare inom sitt nätverk – din titan-del skickas till verkstäder med expertis inom titanbearbetning, medan en fleraxlig aluminiumkomponent dirigeras till anläggningar med 5-axliga kapaciteter.
- Produktion: CNC-programmerare genererar verktygspathar från din modell, väljer lämpliga skärande verktyg och ställer in maskinen. För CNC-prototypbeställningar påbörjas ofta produktionen inom 24–48 timmar efter orderbekräftelse.
- Kvalitetskontroll: Slutförda CNC-maskindelar genomgår dimensionell verifiering. Standardbeställningar omfattar vanligtvis provtagning, medan precisiondelar kan genomgå 100 % kontroll med dokumenterade mätprotokoll.
- Ytbehandling: Om du har specificerat behandlingar som anodisering, pulverlackering eller strålkulning överförs delarna till avslutande operationer innan slutlig förpackning.
- Förmedling: Delar förpackas noggrant för att förhindra skador under transporten. Standardaluminiumprototyper skickas vanligtvis inom 3–5 arbetsdagar; produktionslöpningar på 100+ enheter tar i regel 2–4 veckor, beroende på kraven på avslutande behandlingar.
Vanliga misstag som leder till orderavbrott
Även erfarna ingenjörer gör misstag i beställningsprocessen. Enligt JUPAICNC:s analys orsakar dessa fallgruvor de flesta förseningar och kostnadsöverskridningar:
- Ofullständiga specifikationer: Att tillhandahålla en 3D-modell utan toleranser, materialangivelser eller krav på ytyta tvingar tillverkare att gissa – eller avvisa din beställning tills förtydligande har skett.
- Felaktig materialval: Att välja baserat på varumärkesigenkänning snarare än applikationskrav. Den rostfria stålkomponenten kan möjligen bearbetas perfekt i aluminium till hälften av kostnaden om hållfasthetskraven tillåter det.
- Överdimensionerade toleranser: Att begära ±0,001 tum på varje mått när ±0,005 tum skulle fungera utmärkt ökar kostnaderna kraftigt utan att förbättra komponentens funktion.
- Orealistiska tidsramar: Att anta att CNC-bearbetning är lika snabb som 3D-utskrift. Komplexa komponenter kräver programmering, flera monteringsomgångar och inspektionsarbete. Att skynda på processen leder till kompromisser med avseende på kvalitet.
- Att ignorera DFM-återkoppling: När plattformen föreslår designändringar innebär det ofta att betala premiumpriser för funktioner som kunde förenklas, om man avvisar förslagen utan att överväga dem.
Ju bättre din fil är, desto bättre blir resultatet.
Att ta en extra timme för att förbereda rena filer, ange endast nödvändiga toleranser och granska DFM-återkopplingen kan spara flera dagar i förseningar och hundratals dollar på ditt beställning av anpassade maskinbearbetade delar.
När dina delar är på väg blir det viktigt att förstå vad som påverkade det slutliga offertpriset – och hur du kan optimera framtida beställningar – vilket är den nästa värdefulla färdighet du bör utveckla.
Prisbildningsfaktorer och kostnadsoptimeringsstrategier
Dina delar har skickats från en tidigare beställning, och nu tittar du på en faktura och undrar: varför blev offerten så hög? Eller så laddar du upp en ny konstruktion och ser hur priset fluktuerar när du justerar parametrar. Att förstå vad som faktiskt påverkar priset för CNC-bearbetning hjälper dig att fatta smartare beslut innan du klickar på "beställ".
Här är det som de flesta plattformar inte kommer att berätta direkt för dig: kostnaden för metallbearbetning utgör endast cirka 20 % av dina totala kostnader. De återstående 80 % härrör från maskintiden – vilket innebär att konstruktionskomplexitet, toleranskrav och produktionsverkningsgrad har långt större inverkan på ditt resultat än val av material ensamt.
Vad driver kostnaderna för CNC-bearbetning
Låt oss gå igenom de främsta kostnadsdrivande faktorerna så att du kan förutse prissättningen innan du laddar upp din CAD-fil:
- Materialval: Råmaterialpriserna varierar kraftigt. Enligt Unionfabs kostnadsanalys ligger aluminium på den lägsta nivån ($), medan titan och magnesium kräver premiumpriser ($$$$$). Kom ihåg dock att hårdare material också sliter snabbare på verktygen och kräver långsammare skärhastigheter, vilket förstärker kostnaderna utöver råmaterialkostnaden.
- Komplexitet hos delar: Djupa fickor, skarpa inre hörn, tunna väggar och komplexa geometrier förlänger alltid bearbetningstiden. Funktioner som kräver flera monteringspositioner eller specialverktyg ökar arbetskostnaderna och maskinomställningstiderna. En del som kan slutföras i en enda monteringsposition kostar alltid mindre än en del som kräver tre ompositioneringar.
- Toleranskrav: Som vi diskuterade tidigare kan övergången från standardtolleranser (±0,005 tum) till precisions-tolleranser (±0,001 tum) öka kostnaderna med en faktor 3–5. Varje strikt toleransangivelse leder till långsammare skärhastigheter, ytterligare inspektionsarbete och potentiellt specialutrustning.
- Mängd: Detta spelar till din fördel. Inställningskostnader – programmering, spännutrustning, verktygsval – är fasta oavsett om du tillverkar en enda del eller 100 delar. Att sprida dessa kostnader över fler enheter minskar kraftigt styckkostnaden. Enligt Unionfabs data kan styckkostnaderna sjunka med 50 % eller mer när beställningarna ökar från enskilda prototyper till partier om fem stycken.
- Ytbehandling: Ytbehandlingen "som maskinerad" ingår som standard utan extra kostnad. Men anodisering lägger till 3–12 USD per del, elektroplätering kostar 10–30 USD och specialbehandlingar som passivering eller lasergraveringsbehandling höjer kostnaderna ännu mer. Varje ytbehandling kräver ytterligare hantering, bearbetningstid och kvalitetskontroller.
- Ledtid: Standardtillverkningstider (7–15 arbetsdagar) ger bästa värde. Snabba beställningar med leveranstid på 1–3 dagar kräver övertidsarbete, störning av produktionsplanen och expedierad frakt – räkna med tillägg på 25–100 % jämfört med standardpriser.
Smart sätt att minska delkostnader
Nu när du förstår vad som påverkar kostnaderna följer här hur du optimerar dina beställningar av maskinbearbetade delar utan att offra funktionalitet:
- Förenkla geometrin där det är möjligt. Minimera skarpa inre hörn – ange hörnradier som är minst en tredjedel av hålets djup. Enligt Hubs riktlinjer för konstruktion för tillverkning (DFM) möjliggör större radier användning av större verktyg, vilket gör snabbare och billigare bearbetning.
- Använd standardverktygsstorlekar. Designfunktioner som är anpassade för vanligtillgängliga fräsar och borrar. Håldiametrar i steg om 0,1 mm (upp till 10 mm) eller standardbråkstorlekar eliminerar kostnader för specialverktyg.
- Optimera väggtjocklek. För metallkomponenter bör väggarna vara minst 0,8 mm tjocka; för plastkomponenter minst 1,5 mm. Tunnväggiga delar kräver långsammare bearbetningsgånger och medför risk för deformation, vilket förlänger cykeltiderna.
- Använd strikta toleranser selektivt. Endast kritiska sammanfogningsoverflätor kräver högprecision. Att släppa icke-viktiga mått från ±0,001 tum till ±0,005 tum kan minska kostnaderna med 30 % eller mer.
- Välj ytfärdig (”as machined”)-ytbehandling när detta är acceptabelt. Att specificera ytbehandlingar endast där de är funktionellt nödvändiga eliminerar sekundära bearbetningsoperationer och de kopplade kostnaderna.
- Samla dina beställningar strategiskt. Om du behöver 3 delar nu och kanske 10 fler senare, är det oftast billigare att beställa alla 13 på en gång än att göra två separata beställningar, eftersom installationskostnaderna delas.
- Välj bearbetningsbara material. Aluminiumlegering 6061 bearbetas snabbare än rostfritt stål – ofta dubbelt så snabbt. När hållkraven tillåter att välja mer bearbetningsvänliga legeringar minskar detta cykeltiden och verktygsslitage.
När expedierade tjänster är rimliga
Snabba beställningar är inte alltid en slöseri med pengar. Här är när det är berättigat att betala en extra avgift:
- Projekt på den kritiska vägen: När en försenad prototyp blockerar en hel produktlansering är den extra avgiften för snabb leverans obetydlig jämfört med kostnaden för att missa marknadsfönster.
- Designvalidering innan verktygstillverkning påbörjas: Att investera extra för att verifiera en design innan man satsar på injekteringsskärm eller produktionsskärm förhindrar ofta långt dyrare misstag.
- Kundåtaganden: När leveranslöften står på spel skyddar snabbproduktion relationer som är värda mer än den extra avgiften för expedierad behandling.
För icke-akuta projekt ger standardtidsramarna samma kvalitet till avsevärt lägre kostnad. Att planera i god tid – ladda upp filer tidigt, svara snabbt på DFM-återkoppling och undvika sista-minutens designändringar – håller dina beställningar på ekonomiska tidsplaner.
De dyraste CNC-skärningarna är inte de som kräver specialutrustning—de är de som görs på delar som är utformade utan kostnadsoptimering i åtanke. Med dessa strategier kan du nu utvärdera inte bara vad dina delar kommer att kosta, utan också hur valet av tillverkningsmetod jämför sig mellan olika produktionstekniker.
CNC-bearbetning jämfört med 3D-utskrift, injekteringssprutning och plåt
Du har optimerat din konstruktion för CNC-bearbetning och förstår kostnadsdrivande faktorer—men här är en fråga som är värd att ställa: Är CNC ens den rätta tillverkningsmetoden för ditt projekt? Ibland är svaret ja. Ibland ger 3D-utskrift, injekteringssprutning eller plåtbearbetning bättre resultat till lägre kostnad.
Att fatta detta beslut tidigt sparar pengar, tid och frustration. Enligt Protolabs vägledning för val av tillverkningsmetod hjälper det att förstå när varje process är bäst, så att du kan anpassa produktionsmetoderna till dina verkliga projektkrav istället för att automatiskt välja metoder som du redan är bekant med.
Låt oss jämföra dessa fyra stora tillverkningsmetoder sida vid sida.
Beslutsramverk för valet mellan CNC och 3D-utskrift
Diskussionen kring CNC mot 3D-utskrift dyker upp ständigt inom produktutveckling – och det finns ingen universell vinnare. Varje metod dominerar specifika användningsområden.
Välj CNC-bearbetning när du behöver:
- Överlägsna mekaniska egenskaper från massiv metall eller teknisk plast
- Stränga toleranser (±0,001 tum uppnås jämfört med ±0,005 tum som är typiskt för 3D-utskrift)
- Funktionella prototyper som matchar materialens egenskaper i serieproduktion
- Kvantiteter från 1 till flera hundratal delar ekonomiskt
Välj 3D-utskrift när du behöver:
- Snabb CNC-prototypframställning med kort genomloppstid – ibland samma-dag-leverans
- Komplexa interna geometrier som inte går att bearbeta (gitterstrukturer, konformala kylningskanaler)
- Billig designvalidering innan man begär CNC-prototypbearbetning
- Prototypframställning i kolfiber med kontinuerlig fiberförstärkning
- Höggradigt anpassade enskilda delar där verktygskostnaderna inte kan motiveras
Enligt Gizmosprings tillverkningsanalys , 3D-utskrift är särskilt lämplig för snabb prototypframställning eftersom den korta leveranstiden och de lägre kostnaderna möjliggör snabb iteration. CNC-fräsning är däremot att föredra när precision, materialstyrka och ytkvalitet är avgörande.
För prototypframställning med CNC-fräsning är det optimala området när funktionell validering krävs – delar som fungerar under verkliga belastningar, inte bara passar i form.
När sprutgjutning är mer lämpligt
Här är det volymen som förändrar allt. Sprutgjutning kräver en betydande första investering i verktyg – vanligtvis 3 000–100 000 USD eller mer beroende på komplexiteten – men styckkostnaderna sjunker kraftigt vid storskalig produktion.
Övergångspunkten: Enligt Protolabs data blir injektering vanligtvis kostnadseffektivare än CNC-fräsning någonstans mellan 100 och 500 delar, beroende på geometri och material. För produktionsomfattningar på 10 000+ delar kostar injektering en bråkdel av alternativen med CNC.
Sprutgjutning är fördelaktigt när:
- Produktionsvolymen överstiger 500+ identiska delar
- Delarna kräver komplexa funktioner som skulle vara dyrbara att bearbeta (klicklås, integrerade gångjärn, tunna väggar)
- Du behöver konsekvent upprepbarhet över tusentals enheter
- Långsiktiga produktionsplaner motiverar investeringen i formverktyg
CNC-fräsning är fortfarande överlägsen när:
- Du behöver prototypbearbetning för designvalidering innan du investerar i formverktyg
- Antalet delar ligger under den kritiska gränsen för injektering
- Metaldelar krävs (injektering hanterar främst plast)
- Konstruktionsändringar är fortfarande troliga – omformning av gjutformar är kostsam
Många framgångsrika produkter använder båda metoderna strategiskt. Prototypbearbetning validerar designen snabbt, varefter injektering tar hand om volymproduktionen så snart specifikationerna är fastställda.
Jämförelsetabell för tillverkningsmetoder
Denna jämförelse omfattar de viktigaste beslutsgrunderna för alla fyra huvudsakliga tillverkningsmetoderna:
| Kriterier | Cnc-mackning | 3D-utskrift | Injektionsmoldning | Tillverkning av plåtdelar |
|---|---|---|---|---|
| Ideal volymer | 1–500 delar | 1–50 delar | 500–1 000 000+ delar | 10–10 000 delar |
| Materiella alternativ | Metaller, plast, kompositmaterial (50+ alternativ) | Polymerer, harter, vissa metaller (begränsad urval) | Termoplastiska material främst (brett urval av polymerer) | Plåtmetaller: aluminium, stål, rostfritt stål, koppar |
| Precisionsegenskaper | ±0,001" uppnåeligt | ±0,005" typiskt | ±0,003 tum typiskt | ±0,005" till ±0,010" |
| Typisk ledtid | 3–15 arbetsdagar | 1–5 arbetsdagar | 2–6 veckor (inklusive verktygstillverkning) | 5-15 arbetsdagar |
| Inställningskostnad/verktygskostnad | Låg ($0–500) | Ingen | Hög ($3 000–100 000+) | Låg till måttlig ($100–2 000) |
| Kostnad per del (10 stycken) | $$ | $$ | $$$$$ (verktygskostnader amorterade) | $$ |
| Kostnad per del (1 000 enheter) | $$ | $$$ | $ | $ |
| Bäst för | Precisionsskivdelar i metall/plast, funktionsprototyper | Snabb prototypframställning, komplexa geometrier, anpassning | Plastproduktion i hög volym | Höljen, fästen, paneler |
Gör Rätt Val för Din Projekt
När du utvärderar tjänster för prototypbearbetning eller produktionsframställning bör du gå igenom dessa beslutsgrunder:
- Vad är din kvantitet? Låga volymer föredrar CNC eller 3D-utskrift; höga volymer föredrar injektering eller plåtbearbetning.
- Vilka material egenskaper behöver du? Om hållfasthet, värmebeständighet eller specifika legeringar av metall är avgörande, är CNC-bearbetning eller plåtbearbetning troligen bästa valet.
- Hur stränga är dina toleranskrav? Krav på hög precision utesluter ofta 3D-utskrift och plåtbearbetning.
- Vad är din tidslinje? Akuta behov av CNC-prototyper kan göra att 3D-utskriftens snabbhet är fördelaktig; produktionsplanering kan ta hänsyn till injekteringens längre ledtider.
- Är din konstruktion färdigställd? Om förändringar fortfarande är sannolika bör du undvika de dyra verktygsmodifikationerna för injektering.
Många online-leverantörer av CNC-bearbetningstjänster erbjuder idag flera tillverkningsmetoder via en enda plattform – vilket gör att du kan bygga prototyper med snabb CNC-prototypning, validera med funktionsdugliga bearbetade delar och sedan övergå till injektering för volymproduktion utan att byta leverantör.
Att förstå dessa avvägningar gör att du kan fatta tillverkningsbeslut baserat på projektets krav snarare än på bekantskap med processen. Men att välja rätt metod är bara en del av ekvationen – att säkerställa att din tillverkningspartner uppfyller kvalitetskraven som är lämpliga för din bransch lägger till en annan avgörande dimension att ta hänsyn till.
Branschcertifieringar och kvalitetsstandarder förklarade
Du har valt en tillverkningsmetod och förstår vad som påverkar prissättningen – men här är en fråga som skiljer tillfällig prototypframställning från allvarlig produktion: uppfyller din CNC-partner de certifieringar som krävs inom ditt branschområde? För luft- och rymdfartskomponenter, medicintekniska apparater eller bilmontage kan ett felaktigt svar leda till avvisade delar, misslyckade revisioner eller värre.
Certifieringar är inte bara eleganta logotyper på en webbplats. Enligt 3ERPs certifieringsguide utgör de dokumenterad bevisning för att en tillverkare har infört kvalitetsstyrningssystem, genomgår regelbundna tredjepartsrevisioner och säkerställer spårbarhet under hela produktionsprocessen. Att förstå vad varje certifiering faktiskt innebär hjälper dig att välja företag för precisionsslipning som passar dina specifika projektbehov.
Att tyda ISO AS9100- och IATF-certifieringar
Låt oss ta bort förvirringen kring tillverkningscertifieringarnas bokstavssoppa. Varje standard behandlar specifika branschrelaterade frågor – och att känna till skillnaderna hjälper dig att verifiera om en potentiell partner verkligen kan leverera det som ditt användningsområde kräver.
ISO 9001: Grundstenen för kvalitetsstyrning
Tänk på ISO 9001 som den grundläggande certifieringen för varje allvarlig tillverkningsverksamhet. Den fastställer krav på ett kvalitetssystem (QMS) med fokus på kundnöjdhet, konsekvent produktion och kontinuerlig förbättring. Enligt Hartford Technologies , är ISO 9001 tillämpbar inom alla branscher och i alla skala – och utgör den grundläggande certifieringen som definierar förutsättningarna för ett robust kvalitetssystem.
När du arbetar med en online-CNC-bearbetningstjänst som är certifierad enligt ISO 9001 får du garanti för att:
- Dokumenterade rutiner styr varje produktionssteg
- Kundkrav identifieras och spåras systematiskt
- Intern revision verifierar pågående efterlevnad
- Korrigerande åtgärder hanterar avvikelser innan de blir mönster
AS9100: Kvalitetskontroll på luftfartsnivå
CNC-bearbetning av luftfartskomponenter kräver mer än allmän kvalitetsstyrning. AS9100 bygger på ISO 9001:s grundläggning men lägger till luftfartsspecifika krav för riskhantering, konfigurationskontroll och produktspårbarhet. Varje komponent måste vara spårbar till dess råmaterialkälla, och bedömningar av felrisk är obligatoriska under hela designvalideringen.
För luftfartsbearbetningsapplikationer signalerar AS9100-certifiering att en tillverkare förstår den nolltoleranta miljön inom flygindustrin. Delar som är avsedda för flygplan – oavsett om det gäller strukturella komponenter, motormontage eller elektronikhousing – kräver denna nivå av dokumenterad kontroll.
ISO 13485: Standarder för tillverkning av medicintekniska produkter
Medicinsk bearbetning medför unika ansvarsområden. Ett fel i ett kirurgiskt instrument eller en implantatkomponent kan kosta liv. ISO 13485 skapar ett kvalitetssäkringssystem (QMS) som specifikt är anpassat för tillverkning av medicintekniska produkter och betonar riskhantering, efterlevnad av regleringskrav samt full spårbarhet från utformning till underhåll.
Medicinteknisk bearbetning enligt ISO 13485 kräver:
- Strikta dokumentationskrav för utformnings-, tillverknings- och valideringsprocesser
- Demonstrerad förmåga att identifiera och minska risker för patientsäkerheten
- Efterlevnad av regleringskrav i de målmarknader som avses
- Produkter som uppfyller definierade säkerhets- och prestandakriterier
IATF 16949: Exklusivitet inom bilindustrin
Utvecklad av International Automotive Task Force (IATF) representerar IATF 16949 den globala standarden för kvalitetsstyrning som är anpassad specifikt för fordonsindustrins tillverkning. Den bygger på ISO 9001 men omfattar även ytterligare krav inom produktutveckling, produktionsprocesser och kundspecifika standarder som definierar fordonsindustrins leveranskedja.
Vad gör IATF 16949 särskilt värdefull? Certifierade anläggningar tillämpar statistisk processkontroll (SPC) för att övervaka produktionsvariabler i realtid, vilket säkerställer konsekventa komponenter med hög tolerans även vid långa produktionsomgångar. Detta är avgörande när du tillverkar chassinmonteringar, bromskomponenter eller precisionsmetallbussningar där måttnoggrannhet direkt påverkar fordonets säkerhet och prestanda.
För fordonsrelaterade applikationer som kräver certifierade tillverkningskapaciteter, Shaoyis lösningar för fordonsbearbetning demonstrera hur produktion med IATF 16949-certifiering ser ut i praktiken – levererar komplexa chassinmonteringar och precisionsmetalkomponenter med ledtider så snabbt som en arbetsdag, samtidigt som strikta kvalitetskontroller upprätthålls.
Anpassning av certifieringar till dina branschbehov
Vilka certifieringar bör du verifiera innan du lämnar in en beställning? Det beror helt och hållet på var dina delar ska användas. Här är en praktisk översikt per bransch:
Allmän tillverkning och prototyptillverkning:
- ISO 9001-certifiering ger tillräcklig kvalitetssäkring
- Lägg fokus på kommunikationskvalitet och responsivitet gällande DFM-återkoppling
- Precisionsegenskaper är viktigare än specialiserade certifieringar
Rymd- och försvarsindustri:
- AS9100-certifiering krävs vanligtvis för flygkritiska komponenter
- ITAR-kompatibilitet krävs för försvarsrelaterade artiklar på den amerikanska vapenlistan (U.S. Munitions List)
- Förvänta dig rigorös dokumentation och full spårbarhet av material
Medicintekniska produkter och vård:
- ISO 13485-certifiering är obligatorisk för reglerade medicintekniska produkter
- FDA-registrering kan krävas för medicintekniska apparater på den amerikanska marknaden
- Materialcertifikat och dokumentation av biokompatibilitet krävs ofta
Fordonsindustrin:
- IATF 16949-certifiering krävs av stora OEM:er och Tier-1-leverantörer
- PPAP-dokumentation (Production Part Approval Process) förväntas ofta
- Statistisk processtyrning säkerställer konsekvent produktionskvalitet
Certifikat visar för våra kunder att vi tar kvalitet på allvar. De är inte bara papper – de är ett engagemang för excellens i varje del vi tillverkar.
Enligt Machine Shop Directorys certifieringsguide kräver 67 % av OEM:erna ISO 9001-certifiering från sina leverantörer – och verkstäder med branssspecifika certifikat vinner i genomsnitt 15 % fler kontrakt. Investeringen i certifiering ger avkastning genom utvidgad marknadsåtkomst och ökad kundförtroende.
Utöver att öppna dörrar till reglerade branscher driver certifieringar även interna förbättringar. Granskningsprocessen tvingar tillverkare att granska sina arbetsflöden, dokumentera rutiner och införa kontroller som minskar fel och slöseri. Du drar nytta av dessa effektivitetsvinster genom mer konsekvent kvalitet och ofta lägre priser, eftersom operativa förbättringar förstärks över tid.
Att veta vilka certifieringar som är avgörande för ditt användningsområde är avgörande – men att verifiera att en potentiell partner faktiskt innehar dessa kvalifikationer och levererar konsekvent kvalitet i praktiken kräver en systematisk utvärderingsansats.
Hur man utvärderar och väljer rätt online-CNC-partner
Du förstår certifieringar och vet vilka standarder din bransch kräver – men hur verifierar du faktiskt att en potentiell tillverkningspartner levererar vad de lovar? Att välja fel CNC-maskinverkstad kan leda till missade tidsfrister, avvisade delar och frustrerande kommunikationsbrott som sätter hela ditt projekt i stå.
Oavsett om du söker efter "CNC-maskinverkstäder i min närhet" eller utvärderar globala digitala plattformar kräver urvalsprocessen en systematisk bedömning snarare än gott skötsel. Enligt TQ Manufacturings vägledning för partnersval stöter företag ofta på vanliga fallgropar såsom inkonsekvent kvalitet, sena leveranser och dålig kommunikation – problem som leder till kostsamma omarbetningar, produktionsfördröjningar och missnöjda kunder.
Låt oss bygga ett praktiskt ramverk för att utvärdera anpassade CNC-maskinbearbetningstjänster som skiljer pålitliga partners från riskabla leverantörer.
Röda flaggor vid val av CNC-partner
Innan vi går in på vad man ska leta efter, låt oss identifiera varningssignaler som bör få dig att söka vidare. Enligt JUPAICNC:s ingenjörschecklista lär erfarna köpare sig att upptäcka dessa problem tidigt – vilket sparar tid och förhindrar kostsamma misstag.
Varningssignaler som indikerar potentiella problem:
- Saknad av certifieringar: Saknaden av branscherkända kvalitetskontrollcertifieringar, såsom ISO 9001, tyder på otillräckliga processkontroller. För reglerade branscher utesluter frånvaron av sektorsspecifika certifieringar (AS9100, ISO 13485, IATF 16949) omedelbart en leverantör.
- Otydliga svar om kapaciteter: När du frågar om toleranskapacitet, materialkunskap eller ledtider och får oklara svar, bör du förvänta dig liknande okunnighet under produktionen.
- Långsamma svarstider under utvärderingsfasen: Om det tar dagar att få svar på initiala förfrågningar bör du också förvänta dig kommunikationsfördröjningar under produktionen. Testa deras responsivitet innan du gör ett engagemang.
- Inget DFM-feedback erbjuds: Kvalificerade maskinbearbetningsverkstäder i min närhet – eller var som helst – identifierar proaktivt tillverkningsrelaterade problem. Leverantörer som endast lämnar offert utan att ge designinput levererar ofta delar med problem som kunde ha undvikits.
- Begränsad erfarenhet av material: En CNC-maskinverkstad i min närhet som endast arbetar med aluminium kommer inte att tjäna dig väl när ditt projekt kräver expertis inom rostfritt stål eller titan.
- Frekventa leveransfördröjningar: Fråga om andelen leveranser i tid. En dålig prestation indikerar brister i kapacitetsstyrningen, vilket kommer att påverka ditt projekt.
- Ingen strukturerad process för snabba beställningar: När akuta prototyper uppstår – och det kommer de att göra – lämnar leverantörer utan möjlighet att expediera dig i sticket.
Om en leverantör visar flera röda flaggor är det bäst att undersöka andra alternativ.
Frågor att ställa innan du lägger din beställning
Nu låter vi oss vända på situationen. Här är vad du aktivt bör verifiera när du utvärderar maskinbearbetningsverkstäder i ditt närområde eller digitala tillverkningsplattformar. Enligt UPTIVE:s tillverkningsguide kan valet av rätt partner med relevant erfarenhet potentiellt spara dig tusentals dollar, eftersom de känner till vanliga fallgropar och de mest effektiva sätten att undvika dem.
Certifiering och kvalitetsverifiering:
- Vilka kvalitetscertifieringar innehar ni, och när genomfördes den senaste revisionen?
- Kan ni lämna in inspektionsrapporter, dokumentation för kvalitetskontroll eller rapporter från första artikelinspektion (FAI)?
- Hur hanterar ni icke-konforma delar – vilken är er process för korrigerande åtgärder?
Kommunikation och projektledning:
- Kommer jag att ha en dedicerad kontohanterare eller en enskild kontaktperson?
- Hur kommunicerar ni projektuppdateringar, förseningar eller oväntade problem under produktionen?
- Vad är er typiska svarstid för tekniska frågor eller förtydliganden angående offert?
Tekniska möjligheter:
- Vilka toleransintervall kan ni pålitligt uppnå? (Verifiera gärna med exempeldel om möjligt)
- Vilka material specialiserar ni er på, och kan ni dela med er av fallstudier av liknande projekt?
- Vilka maskinkonfigurationer använder ni — 3-axliga, 4-axliga, 5-axliga fräs-svarvcenter?
Skalbarhet och flexibilitet:
- Kan ni hantera både prototypkvantiteter och serietillverkning av 1 000+ delar?
- Vad är er kapacitet att hantera ökade ordermängder utan leveransfördröjningar?
- Tar ni emot brådskande projekt eller sista-minutens designändringar?
Ledtid och leverans:
- Vad är er typiska ledtid, och vad är er andel i tid levererade beställningar?
- Ererbjuder ni realtids-spårning av beställningar och statusuppdateringar?
- Hur hanterar ni produktionskapaciteten för att undvika fördröjningar under perioder med hög efterfrågan?
Skalbarhetsfaktorn: Från prototyp till serietillverkning
Här är det många tillverkare som inte levererar. Att hitta lokala maskinverkstäder som hanterar enskilda prototyper är enkelt. Att hitta partners som kan övergå sömlöst från snabb prototypframställning till massproduktion med konsekvent kvalitet – det är utmaningen.
Enligt UPTIVE:s forskning kräver resan från prototyp till produktion partners som kan hantera:
- Stöd för designiteration: Kvalitetspartners ger DFM-återkoppling som förfinar din prototyp för kostnadseffektiv och skalbar produktion
- Validering vid låg volym: Innan du går vidare till full produktion upptäcker små partier tillverkningsproblem tidigt
- Produktionsökning: När efterfrågan ökar bör din partner kunna skala upp tillsammans med dig utan att kvaliteten försämras
- Konsekventa kvalitetskontroller: Samma rigorösa inspektion som verifierar din prototyp bör tillämpas på varje produktionsenhet
Den ideala balansen? Anläggningar som erbjuder ledtider på en dag för brådskande prototyper samtidigt som de upprätthåller produktionsgradens kvalitetsstandarder. Denna kombination signalerar både operativ excellens och kundinriktad flexibilitet.
För fordonsrelaterade applikationer som kräver denna prototyp-till-produktion-funktion, Shaoyis precision CNC-bearbetningstjänster visar hur en produktionsklar online-tillverkning ser ut – från snabb prototypframställning till massproduktion av komplexa chassinmonteringar och anpassade metallkomponenter, stödd av IATF 16949-certifiering och statistisk processkontroll som säkerställer konsekvent hög noggrannhet.
Din utvärderingschecklista
Innan du lämnar ditt nästa beställning, verifiera dessa avgörande faktorer:
| Utvärderingskriterier | Vad som ska verifieras | Varför det är viktigt |
|---|---|---|
| CERTIFIERINGAR | Minst ISO 9001; branschspecifika certifikat vid behov | Dokumenterade kvalitetssystem minskar fel och omarbete |
| Kommunikation | Svars tid under 24 timmar; dedicerad kontaktperson tillgänglig | Dålig kommunikation orsakar förseningar och specifikationsfel |
| DFM-återkoppling | Proaktiv designrekommendation innan produktionen påbörjas | Identifierar kostsamma problem innan de blir tillverkningsrelaterade |
| Toleranskapacitet | Dokumenterad precision som motsvarar dina krav | Säkerställer att komponenter uppfyller funktionsspecifikationerna |
| Materiell expertis | Erfarenhet av just dina material; fallstudier finns tillgängliga | Materialspecifik kunskap förhindrar bearbetningsfel |
| Skalierbarhet | Kapacitet för både prototyper och serieproduktionsvolymer | Undviker leverantörsbyten när ditt projekt växer |
| Leverans i tid | Bevisad pålitlighet med en i tid-leveransgrad på 95 % eller högre | Fördröjda komponenter stöter produktionsschemat och kundavtal ur kurs |
Att välja rätt online-CNC-bearbetningstjänstpartner är ett av de viktigaste tillverkningsbesluten du kan fatta. En pålitlig partner förbättrar produktkvaliteten, optimerar produktionseffektiviteten och säkerställer leveranser i tid – vilket gör att du kan fokusera på designinnovation istället för att hantera kriser i leveranskedjan.
Genom att systematiskt utvärdera leverantörer mot dessa kriterier väljer du med säkerhet en tillverkningspartner som är i linje med dina kvalitetskrav, leveransförväntningar och skalförändringsbehov. Den första investeringen i en ordentlig utvärdering ger avkastning genom varje order som anländer i tid, enligt specifikationerna och redo att användas.
Vanliga frågor om online-CNC-bearbetningstjänster
1. Vad är skillnaden mellan online-CNC-bearbetning och traditionella verkstäder?
Online-CNC-bearbetningstjänster använder digitala plattformar som möjliggör omedelbar offertberäkning, uppladdning av CAD-filer och global tillgänglighet till precisionsbearbetning utan telefonsamtal eller personliga samråd. Traditionella verkstäder kräver manuella offertförfrågningar, e-postutväxling och stöter ofta på geografiska begränsningar. Digitala plattformar dirigerar uppdrag till specialiserade tillverkare inom omfattande nätverk, vilket säkerställer konsekvent kvalitet och konkurrenskraftiga priser samt leverans av delar på så kort tid som 1–3 dagar för prototyper.
2. Hur får jag ett omedelbart offertförslag för online-CNC-maskinbearbetning?
Ladda upp din 3D-CAD-fil (helst i STEP- eller IGES-format) till en online-CNC-plattform. AI-baserade algoritmer analyserar omedelbart din dels geometri, materialval, toleranser och ytytor för att generera en exakt prisuppgift inom sekunder. Systemet markerar tillverkningsrelaterade problem och ger feedback om design för tillverkning innan produktionen påbörjas. De flesta plattformar låter dig dessutom justera mängder, material och ledtider för att se prisändringar i realtid.
3. Vilka filformat är bäst för online-CNC-bearbetningsbeställningar?
STEP-filer (.step/.stp) är guldstandarden för CNC-bearbetning eftersom de bevarar exakt geometri, kurvor och kantdefinitioner. IGES- och Parasolid-format fungerar också bra. Undvik STL-filer eftersom de använder triangulära nätapproximationer som saknar den precision som krävs för CNC-verktygspathsgenerering. För delar med strikta toleranser inkludera en 2D-PDF-ritning som anger kritiska mått, ytytor och geometriska toleranser tillsammans med din 3D-modell.
4. Hur mycket kostar CNC-bearbetning och vilka faktorer påverkar prissättningen?
Kostnaderna för CNC-bearbetning beror på materialval (20 % av kostnaden), maskintid (80 % av kostnaden), delens komplexitet, toleranskrav, kvantitet, ytytor och ledtid. Aluminiumdelar kostar mindre än titan; standardtoleranser (±0,005 tum) är betydligt billigare än precisionstoleranser (±0,001 tum). Större partier minskar kostnaden per enskild del genom att sprida installationskostnaderna. Expressbeställningar med leveranstid på 1–3 dagar innebär vanligtvis en pålägg på 25–100 % jämfört med standardleveranstider på 7–15 dagar.
5. När bör jag välja CNC-bearbetning i stället för 3D-utskrift eller injektering?
Välj CNC-bearbetning när du behöver utmärkta mekaniska egenskaper från massivt metall eller teknisk plast, strikta toleranser (±0,001 tum), funktionsprototyper som motsvarar produktionsmaterial, eller mängder mellan 1 och 500 delar. 3D-utskrift är särskilt lämplig för snabb iteration, komplexa interna geometrier och kostnadseffektiv designvalidering. Sprutgjutning blir kostnadseffektiv vid mängder över 500 delar, men kräver en betydande första investering i verktyg ($3 000–$100 000+). Många projekt använder CNC för prototypframställning och övergår sedan till sprutgjutning för volymproduktion.