 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Laser- och dieskärning för prototyper inom bilindustrin
TL;DR
För bilprototyper är laserskärning det bättre valet under tidiga utvecklingssteg tack vare sin hastighet, flexibilitet och frånvaro av förkostnader för verktyg, vilket gör den idealisk för komplexa eller iterativa designlösningar. Dieskärning är däremot det mer strategiska och kostnadseffektiva alternativet för prototyper med färdigdesign avsedda för högvolymproduktion, eftersom kostnaden per enhet sjunker markant i större serier, vilket motiverar den initiala investeringen i en fysisk form.
Förstå kärnteknologierna: Laser- och dieskärning
För att fatta ett välgrundat beslut mellan laser- och dieschning för bilprototyper är det viktigt att förstå deras grundläggande mekanik. Dessa två metoder fungerar enligt helt olika principer – den ena använder termisk energi, medan den andra förlitar sig på mekanisk kraft. Den här kärnskillnaden avgör deras respektive styrkor, svagheter och idealiska tillämpningar inom produktionslivscykeln.
Laserbeskärning är en termisk process som använder en höggradigt fokuserad, datorstyrd ljusstråle för att smälta, bränna eller förånga material med extrem precision. Eftersom den följer en digital designfil kommer inget fysiskt verktyg i kontakt med materialet. Denna "verktygslösa" natur gör det möjligt att skapa mycket invecklade och komplexa former utan att behöva tillverka en specialkonstruerad die. Olika typer av lasrar, såsom CO₂- och fiberlasrar, är optimerade för olika material, från plaster och tyger som används i bilinredningar till plåt för karossdelar.
Däremot är dieskärning en mekanisk skärprocess, liknande användningen av en industriell kaksform. En specialtillverkad dieskärningsform, vilket är ett vasst snitt i en specifik form, pressas ner i materialet för att klippa ut den önskade delen. Denna metod kan utföras på en plattbäddspresa, vilket är idealiskt för tjockare material och lägre volymer, eller på en roterande presa, där dies är cylindrisk för höghastighets, kontinuerlig bearbetning av rullmaterial. Dieskärning ger rena, konsekventa snitt och är mycket effektiv för tillverkning av stora mängder identiska delar.
Avgörande beslutsfaktorer för automobilprototyper: En jämförelse
Att välja rätt skärmetod för en bilprototyp hänger på en noggrann analys av flera viktiga faktorer. Den idealiska processen beror på ditt projekt specifika krav på precision, hastighet, kostnad, material och designflexibilitet. En direkt jämförelse visar tydliga fördelar med varje metod vid olika steg i utvecklingscykeln.
Noggrannhet och kantkvalitet
Laserklippning erbjuder exceptionell precision och kan uppnå toleranser så tajta som 0,1 mm. Dess kontaktfria natur är perfekt för intrikata mönster och känsliga material. Men eftersom det är en termisk process skapas en värmepåverkad zon (HAZ), vilket kan resultera i mindre avfärgning eller smältning längs skärkanten – en bieffekt av denna termiska process. För de flesta automobilprototyper är detta försumbart, men det är något att beakta vid vissa värmekänsliga polymerer eller skum. Die-kontering, som är en mekanisk process, undviker termisk deformation och ger en konsekvent ren, taggad kant, även om den kanske inte matchar laserens förmåga att skapa extremt fina detaljer.
Hastighet, ledtid och kostnadsanalys
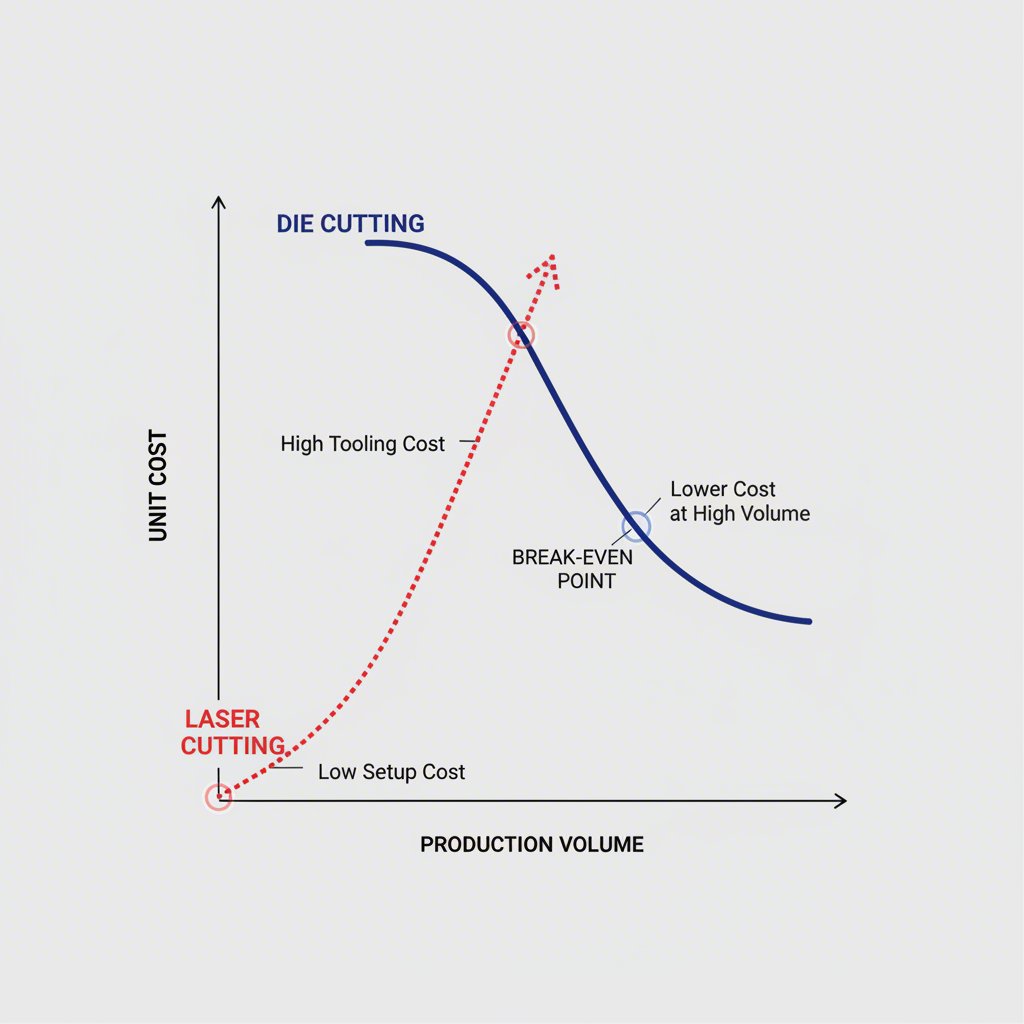
För enskilda eller små serieprototyper är laserskärning avsevärt snabbare. Eftersom den arbetar utifrån en digital fil är installationen nästan omedelbar, vilket möjliggör snabba iterationer utan fördröjningar p.g.a. verktygstillverkning. Stansning kräver tillverkning av en fysisk stans, vilket kan ta dagar eller veckor och innebär en betydande initial kostnad. Denna dynamik vänder dock dramatiskt när volymen ökar. Stansning är långt överlägsen för massproduktion, där rotationspressar kan tillverka tusentals delar per timme. En detaljerad brytpunktanalys visar att stansning blir kostnadseffektivare vid vissa volymer (t.ex. cirka 9 000 enheter i ett fallstudie) eftersom den initiala verktygskostnaden sprids ut.
Materialkompatibilitet och designflexibilitet
Laserkäring är otroligt mångsidig och kan bearbeta ett brett utbud av automaterial, inklusive metaller, plaster som ABS och polycarbonat, tyger och läder för interiörer. Dess främsta fördel är den obegränsade designflexibiliteten; att ändra en design är lika enkelt som att ladda upp en ny digital fil. Det gör den till klart vinnare för prototyper som sannolikt kommer att genomgå frekventa modifieringar. Stansning är också kompatibel med många material men fungerar bäst med tunnare, icke-metalliska material. Dess huvudsakliga begränsning är brist på flexibilitet – när en stans har tillverkats är designen låst. Alla ändringar kräver en ny, kostsam stans.
Följande tabell sammanfattar de viktigaste skillnaderna för applikationer inom fordonsprototypframtagning:
| Fabrik | Laserbearbetning | MatrisSkärning |
|---|---|---|
| Bästa användningsfall | Prototypframtagning, småserier, komplexa design | Storskalig produktion, färdiga design |
| Kapitalintensiv kostnad | Låg (inget verktyg krävs) | Hög (stansframställning krävs) |
| Styckkostnad | Högre, förblir konstant | Mycket låg vid större serier |
| Leveranstid | Mycket kort (timmar) | Längre (dagar till veckor för verktygstillverkning) |
| Flexibel design | Extremt hög (digital fil) | Mycket låg (fast fysisk verktyg) |
| Precision | Extremt hög | Hög, men begränsad av bladets komplexitet |
| Kantkvalitet | Ren, men med potentiell värmeinverkanszon (HAZ) | Ren skärning, ingen termisk deformation |
Slutsatsen: När ska man välja laserskärning för sin bilprototyp
Laserskärning är det definitiva valet i stora delar av prototypframställningen inom bilindustrin, särskilt under de tidiga och iterativa utvecklingsstadierna. Dess främsta fördelar – hastighet, precision och flexibilitet – passar perfekt ihop med målen för prototypframställning: att testa, verifiera och förbättra en design snabbt och kostnadseffektivt utan att binda sig till dyra, permanenta verktyg. Att det inte krävs något fysiskt verktyg är en stor fördel när designerna är flytande och kan ändras.
Denna metod är utmärkt i situationer där komplexitet och frekventa justeringar är normen. Oavsett om det gäller att beskära intrikata plastformade delar, skära anpassade interiörtyger till sittplatser eller skapa initiala instrumentpanelslayouter där komponentplacering fortfarande håller på att färdigställas, erbjuder laserskärning den agilitet som krävs. Du kan tillverka en del på morgonen, låta ingenjörer testa den på eftermiddagen och skära en modifierad version nästa dag med minimal driftstopp eller ytterligare kostnad.
Beakta laserskärning som den idealiska lösningen för din fordonsprototyp om ditt projekt innefattar:
- Tidigfasvalidering: När du behöver skapa funktionsmodeller för att testa form, passning och funktion innan designen färdigställs.
- Komplexa geometrier: För delar med intrikata mönster, tajta kurvor eller fina detaljer som skulle vara svåra eller omöjliga att tillverka med en traditionell stans.
- Flera designiterationer: Om du förutsätter att göra flera ändringar i prototypen baserat på tester och återkoppling.
- Materialutforskning: När olika material testas för en enskild komponent, till exempel olika typer av packningar eller isoleringsfilmer, utan att investera i flera verktyg.
Även om laserskärning är mycket fördelaktig är det viktigt att ta hänsyn till potentiella nackdelar. Processen kan vara långsammare per enhet vid större kvantiteter, och vissa material kan ge upphov till hälsofarliga ångor, vilket kräver adekvat ventilation. För prototypframställning övervägs dock vanligtvis dessa faktorer mindre viktiga jämfört med de stora fördelarna med verktygslös produktion.
Planering för skalförlängning: När dieskärning är meningsfull, även för prototyper
Även om laserbeskärning dominerar de tidiga stadierna av prototypframställning finns det strategiska scenarier där det är ekonomiskt klokare att redan från början välja dieskärning. Den här approachen är mest lämplig för »produktionsmogna« prototyper – delar där designen redan är mogen och sannolikt inte kommer att ändras. I dessa fall är prototypens huvudsakliga mål inte bara att verifiera delen i sig, utan att validera tillverkningsprocessen för höga volymer som kommer att användas för produktionen.
Kärnan i denna strategi handlar om att förstå avskrivning av verktygskostnader. Den betydande initiala investeringen i en stållågsdö (steel rule die), som kan verka orimlig för en enskild prototyp, blir mycket ekonomisk när den sprids över en produktion på tusentals eller miljontals enheter. Genom att skapa dieset tidigt kan man minska riskerna vid övergången till massproduktion. Företag som Shaoyi (Ningbo) Metal Technology Co., Ltd. specialiserar sig på att skapa dessa exakta, slitstarka bilstansar, vilket hjälper till att lösa verktygs- och materialhanteringsutmaningar långt innan monteringslinan startar. Detta säkerställer att delarna som tillverkas i stor skala har identisk kvalitet och tolerans som den slutgiltigt godkända prototypen.
Att välja stansning för en prototyp är ett strategiskt val när:
- Designen är färdigställd: Delens geometri är stabil och har verifierats genom andra metoder, till exempel 3D-utskrift eller simulering.
- Högvolymstillverkning är säkrad: Prototypen avser en komponent, som en standardiserad packning eller dörrtätning, som är bekräftad för en stor produktionsserie.
- Processvalidering är avgörande: Huvudmålet är att bevisa att stansprocessen kommer att uppfylla kraven på kvalitet och hastighet för massproduktion.
- Materialbeteende är en fråga: För vissa material kan dieskärning ge en renare kant eller undvika termisk påfrestning som en laser kan orsaka, vilket gör det viktigt att testa med den slutgiltiga produktionsmetoden.
I grunden är valet av dieskärning för en prototyp en investering i hela produktlivscykeln. Det förskjuter fokus från kortsiktig flexibilitet till långsiktig effektivitet och skalförmåga, vilket säkerställer en smidigare och mer förutsägbar väg från en enskild del till fullskalig bilproduktion.
Vanliga frågor
1. Vad är huvudnackdelen med laserskärning?
De främsta nackdelarna med laserskärning inkluderar begränsningar i tjocklek på materialet som kan skäras effektivt, vanligtvis cirka 25 mm. Dessutom kan processen generera giftiga gaser när den används på vissa material som PVC, vilket kräver adekvata ventilationssystem. Slutligen förbrukar laserskärningsmaskiner en betydande mängd energi, vilket kan vara en faktor för driftskostnaderna.
2. Vad är nackdelarna med dieskärning?
De främsta nackdelarna med dieschning är dess otillräckliga flexibilitet och höga förkostnader. Eftersom en fysisk stans måste skapas för varje unikt design är det inte lämpligt för personalisering eller projekt som kräver frekventa designförändringar. Tiden som behövs för att tillverka stansen ökar den initiala genomloppstiden för ett projekt. Dessutom kan stansens blad bli trubbiga över tiden, vilket kan försämra snittkvaliteten under en lång produktion och kräva underhåll eller utbyte.