 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Laserbeskärningstjänster avslöjade: Prissättning, material och vad verkstäder döljer
Vad laserklipptjänster faktiskt gör och varför de är viktiga
Undrat över hur tillverkare kan skapa de otroligt detaljerade metallkomponenterna eller perfekt släta akrylskyltarna? Svaret ligger i laserklippteknik – en teknologi som omvandlar råmaterial till precisionsdelar. Oavsett om du letar efter en laserklipptjänst i närheten eller undersöker precisionslaserklipptjänster för ett komplext projekt, ger förståelse för denna teknik dig kontroll över dina tillverkningsbeslut.
I grunden använder laserklippning en fokuserad, högeffektiv ljusstråle för att skära, gravera eller ätsa material med anmärkningsvärd noggrannhet. Tänk dig att rita med koncentrerat ljus – förutom att detta ljus är kraftfullt nog att smälta genom stål. En Cnc laserskärare kombinerar datorstyrd numerisk styrning med laser teknik för att utföra skärningsoperationer med exceptionell precision, särskilt vid tillverkning av komplexa former och små hål.
Hur laserstrålar omvandlar råmaterial till precisionsdelar
Tänk dig att fokusera solljus genom en förstoringsglas för att bränna ett löv. Multiplicera nu den intensiteten med tusentals gånger. Det är i grund och botten vad som sker vid laserskärning – men med datorstyrd precision som ingen människa kan matcha.
Processen fungerar genom ett laserhuvud som innehåller en fokuseringslins och dysa. Denna anordning koncentrerar en kolumn av extremt intensivt ljus på arbetsstyckets yta. När denna fokuserade stråle träffar materialet blir värmeflödet vid den punkten så intensivt att det orsakar snabb upphettning och delvis eller fullständig förångning av materialet.
Det som gör denna teknik verkligen kraftfull är CNC-styrssystemet. Datorinstruktioner (så kallad G-kod) styr laserhuvudets rörelser över arbetsytan och följer din design med mikroskopisk precision. Komprimerad gas som strömmar genom munstycket har dubbel funktion – den kyler fokuseringslinsen samtidigt som den blåser bort förångat material från skärspåret.
Vetenskapen bakom ljusbaserad skärtillverkning
Till skillnad från traditionell bearbetning, där material tas bort genom fysisk kontakt med skärverktyg, är laserskärning en kontaktfri process baserad på värme. Denna skillnad är viktig av flera anledningar:
- Ingen verktygslitning: Laserstrålen försämras inte som fysiska skärverktyg, vilket säkerställer konsekvent kvalitet över tusentals skärningar
- Minimal materialpåverkan: Utan fysisk kontakt uppstår ingen mekanisk kraft som kan deformera dina delar
- Hög detaljkapacitet: Den fokuserade strålen kan skapa detaljer som är omöjliga för konventionella verktyg att åstadkomma
För dem som experimenterar med akryl laserklipptjänster eller metallbearbetningsalternativ , erbjuder denna teknik oöverträffad mångsidighet. Samma grundläggande process som kan skära genom tjocka stålplåtar kan varsamt engrava dekorativa mönster i trä eller skapa komplexa prototyper av ingenjörsplaster.
Varför är detta viktigt om du söker tillverkningslösningar? Hastighet, noggrannhet och mångsidighet definierar modern laserbeskärning. Projekt som tidigare krävde flera maskinbearbetningsoperationer och omfattande efterbehandling kan nu slutföras i ett enda svep med kanter så rena att omedelbar montering är möjlig. Att förstå dessa grunder gör att du effektivt kan kommunicera med leverantörer och bedöma offerter med självförtroende – kunskap som du kommer att bygga vidare på genom hela den här guiden.
CO2 kontra Fiberlaser-teknik – Förklarat
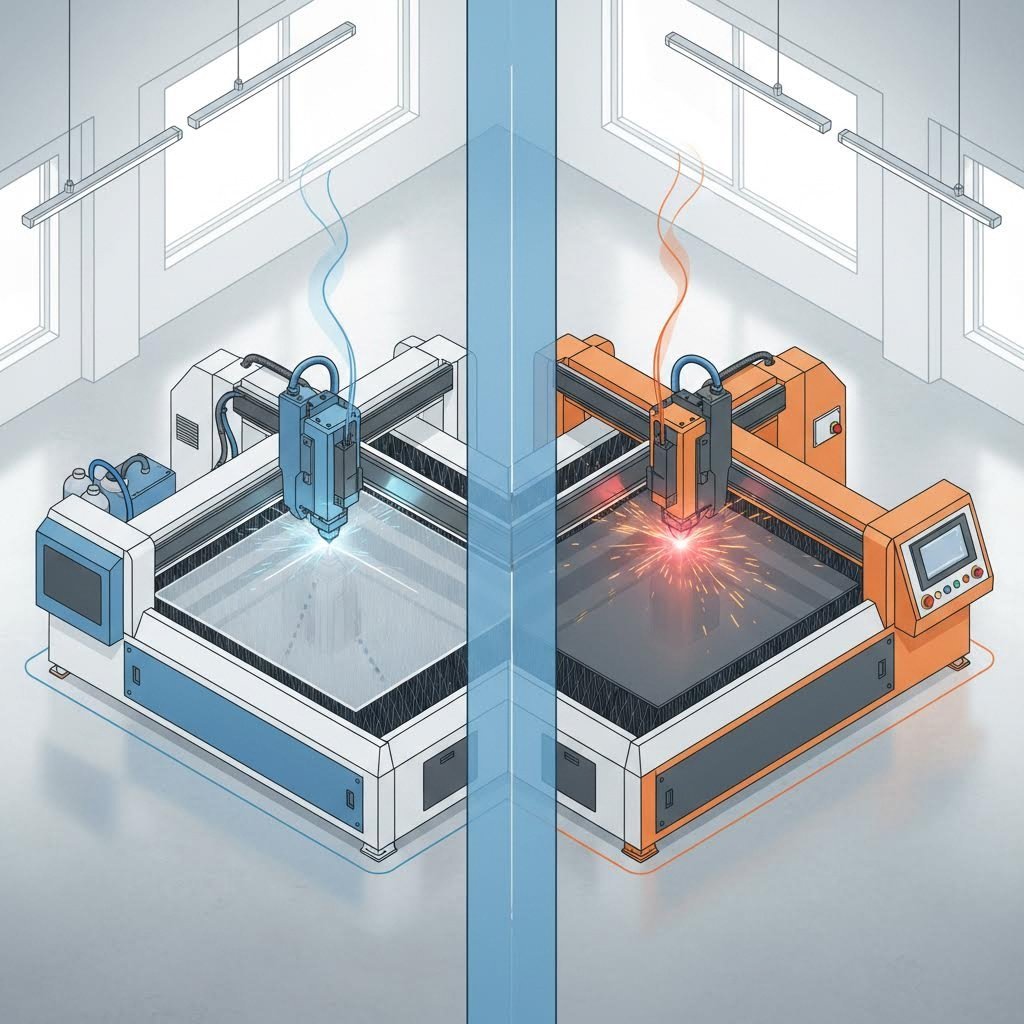
Alla lasrar är inte skapade lika. När du begär offerter från laserskärningstjänster påverkar din förståelse av vilken teknik som driver maskinen direkt projektets kvalitet, kostnad och leveranstid. Två dominerande tekniker styr branschen – CO2-lasrar och fiberlasrar – och var och en presterar bäst inom helt olika tillämpningar. Att känna till skillnaden hjälper dig att välja rätt leverantör och undvika att betala för olämpliga funktioner.
Här är den grundläggande skillnaden: CO2-lasrar använder gasbaserad strålgenerering, medan fiberlasrar använder fast-state-teknik. Denna till synes enkla skillnad skapar dramatiskt olika prestandaegenskaper som är viktiga för dina specifika projektkrav.
CO2-lasrar för icke-metalliska material
CO2-laserskärningsmaskiner har varit branschens arbetshestar sedan 1960-talet. Dessa system använder en blandning av koldioxid, kväve och heliumgaser för att producera en elektriskt driven laserstråle. Tekniken fungerar genom ljusinduktion i ett gasfyllt rör med speglar i båda ändar—en fullständigt reflekterande och en som tillåter delvis ljusgenomsläppning. Denna spegelkonfiguration får ljusvågor att bygga upp intensitet innan den kraftfulla strålen leds till skärningsytan.
Vad gör CO2-lasrar så speciella? Deras våglängd på 10,6 µm absorberas idealiskt av organiska och icke-metalliska material när du behöver exakta snitt i akryl, trä, plaster, läder, tyg eller papper levererar CO2-lasrar överlägsen kantkvalitet. Tjänster som erbjuder sendcutsend-akrylalternativ förlitar sig vanligtvis på CO2-teknik just av detta skäl.
CO2-lasrar är utmärkta för dessa material:
- Plaster och akryl: Rena, polerade kanter utan ytterligare efterbehandling
- Trä och plywood: Exakta snitt med minimalt brännskade material vid korrekt kalibrering
- Läder och tyg: Intrikata mönster utan fransning
- Papper och kartong: Detaljerade designlösningar för förpackningar och prototyper
- Gummi och kork: Specialanpassade tätningar och dekorativa föremål
Vad kostar kompromisserna? CO2-system fungerar endast med en verkningsgrad på 5–10 % och förbrukar 10 till 20 gånger mer el än den mängd laserljus de avger. De kräver också mer frekventa underhåll och har kortare arbetslivslängd – faktorer som påverkar prissättningen hos leverantörer i alla regioner, inklusive laserbeskärningsföretag i San Jose.
Fiberlaser för excellens inom metallbearbetning
Fiberlaser-teknik representerar den nyaste generationen skärkraft. Dessa maskiner använder aktiva optiska fibrer dopade med sällsynta jordartselement som ytterbium för att generera och förstärka laserstrålen. En transportfiber levererar sedan denna koncentrerade energi direkt till skärhuvudet – inga speglar, inga gasblandningar.
Resultaten talar för sig själva. Enligt branschdata producerar fiberlaser strålar med kortare våglängder (1,064 µm) som ger större absorptionseffekt på metalliska ytor. Detta innebär 3 till 5 gånger högre produktivitet jämfört med CO2-maskiner av motsvarande kapacitet vid metallskärning.
Varför föredrar metallbearbetare fiberlaser? Tänk på dessa fördelar:
- Överlägsen metallskärning: Kolstål, rostfritt stål, aluminium, mässing, koppar och titan
- Hantering av reflekterande material: Skär material som orsakar problem för CO2-system
- Högre effektivitet: Över 90 % elektrisk verkningsgrad jämfört med 5–10 % för CO2
- Förskrämd livslängd: Upp till 25 000 driftstimmar – cirka 10 gånger längre än CO2-enheter
- Förminskad underhållsbehov: Solid-state-design eliminerar hantering av gas och spegeljustering
När du söker efter laser max San Jose eller andra lokala specialister inom metallskärning, fråga om de använder fiberlaserutrustning för dina metallprojekt. Teknikskillnaden påverkar direkt skärkvaliteten och prissättningen.
Direkt teknikjämförelse
Att välja mellan dessa tekniker blir tydligare när du ser specifikationerna sida vid sida:
| Egenskap | Co2-laser | Fiberlaser |
|---|---|---|
| Bästa Material | Akryl, trä, plaster, läder, tyg, papper, gummi | Stål, rostfritt stål, aluminium, mässing, koppar, titan |
| Typisk tjockleksintervall | Upp till 20 mm+ för metaller (med syreassistans); idealisk för icke-metaller | Optimal för metaller upp till 20 mm; nyare maskiner hanterar upp till 2,25 tum |
| Skärhastighet | Långsammare på metaller; utmärkt på icke-metaller | 3-5 gånger snabbare än CO2 på metaller |
| Energieffektivitet | 5-10 % (hög energiförbrukning) | Över 90 % (minimal energiförlust) |
| Arbetstidslängd | Ungefär 2 500 timmar | Upp till 25 000 timmar |
| Underhållskrav | Reguljär spegeljustering, gaspåfyllning, oftare underhåll | Minimalt underhåll, inga förbrukningsbara gaser |
| Initial utrustningskostnad | Lägre första investering | 5-10 gånger högre än motsvarande CO2 |
| Skärkantskvalitet | Utmärkt på tjocka material och icke-metaller | Överlägsen precision på metaller |
Att göra rätt teknologival
Vilken teknik ska ditt projekt använda? Svaret beror helt på dina material och krav:
Välj CO2-laserservice när:
- Ditt projekt involverar icke-metalliska material som akryl, trä eller plaster
- Du behöver skära tjocka metallplattor (10–20 mm eller mer) med syreassistance
- Kantkvalitet på organiska material är en prioritet
- Budgetbegränsningar föredrar lägre pris per uppdrag framför längre utrustningslivslängd
Välj fiberlaserservice när:
- Ditt projekt kräver plåtskärning (kolstål, rostfritt stål, aluminium)
- Du arbetar med reflekterande metaller som mässing eller koppar
- Hastighet och precision är avgörande för din produktionstid
- Högre toleranser kräver den smalare, mer stabila strålen som fiberlaser erbjuder
Många professionella laserskärningstjänster använder båda teknologierna och väljer den optimala maskinen för varje jobb. När du begär offerter bör du specifikt fråga vilken typ av laser som kommer att bearbeta dina delar – denna transparens indikerar en leverantör som prioriterar resultat framför bekvämlighet. Att förstå dessa skillnader förbereder dig inför bedömning av materialval, vilket vi kommer att utforska ingående i nästa avsnitt.
Komplett guide till material för laserskärningsprojekt
Här är vad de flesta laserskärningstjänster inte berättar uppriktigt: materialval avgör 80 % av ditt projekts framgång. Du kan ha världens mest avancerade fiberlaser, men om du kombinerar den med fel material – eller missförstår tjockleksbegränsningar – står du kvar med avvisade delar och slösad budget . Denna omfattande guide levererar det som konkurrenter bara antyder: genomförbara specifikationer för varje materialkategori, kompletta med verkliga tjockhetsgränser och kvalitetskrav.
Om du utforskar online laserbeskärningstjänster för en prototyp eller utvärderar laserbeskärningstjänster online för produktion, förhindrar förståelse av materialkompatibilitet kostsamma överraskningar. Låt oss bryta ner exakt vad varje material kan – och inte kan – leverera.
Metallskärningskapacitet och tjockhetsgränser
Metaller utgör grunden i industriell laserbeskärning. Men varje metall beter sig olika under laserstrålen, och skärningskapaciteten varierar kraftigt beroende på laserstyrka och typ. Här är det du behöver veta innan du lämnar in dina designfiler.
Kolstål
Kolstål, den mest vanliga metallen inom laserbearbetning, reagerar förutsägbart både på fiber- och CO2-laser. Dess järnhaltiga sammansättning absorberar laserenergi effektivt, vilket ger rena snitt med minimal dross.
- Tjockleksintervall: 0,5 mm till 25 mm+ (beroende på effekt)
- Kantkvalitet: Utmärkta oxidfria kanter vid användning av kväveassistans; lätt oxidation med syreattack på tjockare plåtar
- Ideala tillämpningar: Konstruktionsdelar, fästen, inkapslingar, bilkomponenter, maskinhus
- Viktig faktor: För blanka, svetsklara kanter på plåtar under 12 mm, ange kväveskärning – dyrare men eliminerar slipning före svetsning
Enligt branschspecifikationer , en 3000 W fiberlaser skär kolvstål upp till max 20 mm, medan 6000 W-system klarar över 25 mm med högkvalitativa kanter under 20 mm.
Rostfritt stål
Rostfritt ståls krominnehåll skapar unika skärningsdynamik. Materialet motståndskraftigt mot oxidation naturligt, vilket gör det idealiskt för applikationer som kräver både hållfasthet och korrosionsmotstånd.
- Tjockleksintervall: 0,5 mm till 50 mm (högpresterande fiberlasrar vid 10 kW+)
- Kantkvalitet: Spegellysfinish möjligt på tunna plåtar; kvaliteten minskar ovan 12 mm utan premiumutrustning
- Ideala tillämpningar: Livsmedelsbearbetningsutrustning, medicinska instrument, arkitektoniska element, marinutrustning
- Viktig faktor: 304 och 316 skär liknande; 430 rostfritt (magnetiskt) kan visa något annorlunda värmegenskaper
Som referens hanterar ett 1000W-system rostfritt upp till 5 mm, medan 4000W sträcker sig till 16 mm – men kantkvaliteten ovanför 12 mm kräver verifiering med din leverantör.
Aluminium
Aluminiums reflekterande yta och höga värmeledningsförmåga innebär skärutmaningar som fiberlasrar hanterar mycket bättre än CO2-system. Materialet sprider värmen snabbt och kräver högre effektinställningar än stål av motsvarande tjocklek.
- Tjockleksintervall: 0,5 mm till 40 mm (fiber system 10 kW+)
- Kantkvalitet: Bra men vanligtvis grovare än stål; kan kräva sekundär efterbehandling för synliga applikationer
- Ideala tillämpningar: Komponenter för rymd- och flygindustrin, kylflänsar, elektronikhus, lättviktiga strukturella delar
- Viktig faktor: Legeringsgraden är viktig – 6061-T6 skär renare än gjutlegeringar; ange alltid din exakta legering
Messing och koppar
Dessa mycket reflekterande metaller ställde tidigare till stora utmaningar för laserbeskärning – äldre CO2-system kunde faktiskt skadas av reflekterade strålar. Moderna fiberlasrar hanterar dem effektivt, men med vissa begränsningar.
- Tjockleksintervall: 0,5 mm till 8 mm (koppar); 0,5 mm till 10 mm (mässing)
- Kantkvalitet: Acceptabelt för funktionella delar; kan visa missfärgning på skärkanterna
- Ideala tillämpningar: Elektriska komponenter, dekorativa beslag, värmeväxlare, engraving san jose-projekt och liknande konstnärliga arbeten
- Viktig faktor: Begär provskärningar innan du går vidare till produktion – skärning av reflekterande material varierar kraftigt mellan leverantörer
Plaster, akryl och icke-metalliska alternativ
Icke-metalliska material öppnar helt nya möjligheter – och fallgropar. CO2-lasrar dominerar denna kategori och ger resultat som fiberlasrar helt enkelt inte kan matcha när det gäller organiska föreningar.
Akryl (PMMA)
Stjärnan bland laserhuggna plaster, eftersom akryl producerar direkt flamglaserade kanter från skärprocessen – inget sekundärt efterbehandling krävs.
- Tjockleksintervall: 1 mm till 25 mm (gjuten akryl fungerar bäst)
- Kantkvalitet: Glasrena, polerade kanter uppnås på gjuten akryl; extruderad akryl kan visa frostning
- Ideala tillämpningar: Skyltar, displayenheter, skyddshöljen, konstnärliga föremål, arkitekturmodeller
- Viktig faktor: Gjuten akryl kostar 20–30 % mer än extruderad men ger betydligt bättre kvalitet på kanterna – ange gjuten för synliga applikationer
Andra produkter av metall
Trots sin popularitet som slagbeständig material har polycarbonat utmaningar vid laserbeskärning som många leverantörer inte diskuterar öppet.
- Tjockleksintervall: 0,5 mm till 6 mm (begränsat av discolorationsproblem)
- Kantkvalitet: Gulnande och förkolning är vanligt; kanter sällan matchar akryls klarhet
- Ideala tillämpningar: Funktionella prototyper, skydd och höljen där kantutseende är sekundärt
- Viktig faktor: För synliga delar bör du överväga akrylalternativ eller planera för efterbehandling av kanter – laserhuggen polycarbonat ser sällan polerad ut
ABS och andra tekniska plaster
ABS (akrylonitrilbutadienstyren) skär rimligt bra men kräver ordentlig ventilation på grund av rishänsyn
- Tjockleksintervall: 0,5 mm till 12 mm
- Kantkvalitet: Lätt smältning skapar släta men inte polerade kanter
- Ideala tillämpningar: Prototyper, höljen, komponenter för konsumentprodukter
- Viktig faktor: Bekräfta alltid att din leverantör har tillräcklig avgasavsugning – vissa verkstäder vägrar ABS på grund av begränsningar i ventilationen
Trä och kompositer
Naturliga och konstruerade träprodukter reagerar utmärkt på CO2-laserskärning, vilket möjliggör intrikata designlösningar som är omöjliga med traditionell träbearbetning.
- Tjockleksintervall: Finér till 20 mm (varierar beroende på densitet)
- Kantkvalitet: Lätt förkolning är oundviklig; ljusare träs sorter visar större kontrast än mörka sorter
- Ideala tillämpningar: Skyltar, dekorpaneler, arkitekturmodeller, specialförpackningar, möbelkomponenter
- Viktig faktor: MDF skär renare än plywood; hos massivt trä påverkar fiberriktningen kvaliteten på kanterna vid kurvor
Materialvalskriterier: Att göra rätt val
Att välja material handlar inte bara om vilka material laserskärningstjänster kan bearbeta – det handlar om att anpassa materialegenskaper till dina projektkrav. Tänk på dessa fyra avgörande faktorer:
Strukturella krav
Vilka belastningar måste din komponent klara? För fästen krävs ståls hållfasthet, medan dekorativa element kan föredra aluminiums lägre vikt. Ange alltid belastningsförhållanden när du begär designfeedback från din leverantör.
Estetiska behov
Kommer kanterna att synas? Gjutacryl med flamslipade kanter eliminerar ytbehandlingskostnader; kolstål kan behöva slipas innan målning. Inräkna sekundära operationer i dina totala projektkostnader.
Budgetbegränsningar
Materialkostnader varierar kraftigt – rostfritt stål kostar 3–4 gånger mer än kolstål; gjutacryl är 30 % dyrare än extruderat. Ibland kan materialbyte ge besparingar utan att kompromissa med funktionen.
Slutanvändningsmiljö
Utomhusapplikationer kräver korrosionsbeständighet (rostfritt stål, aluminium eller behandlade material). Delar som har kontakt med livsmedel kräver specifika sorters rostfritt stål. Högtemperaturmiljöer utesluter de flesta plaster. Definiera dina driftsförhållanden innan du fastslår materialval.
Det bästa materialvalet balanserar alla fyra faktorer – inte bara den som för tillfället är din prioritet.
Utrustad med denna materialkunskap är du i en position att fatta välgrundade beslut och kritiskt bedöma leverantörsrekommendationer. Men att förstå material är bara en del av ekvationen – att veta vad som driver prissättningen säkerställer att du får rättvisa offerter och kan identifiera besparingsmöjligheter.
Förståelse av prissättning och kostnadsfaktorer för laserbeskärning
Har du någonsin klickat på en "omedelbar offert"-knapp bara för att få ett pris som kändes helt godtyckligt? Du är inte ensam. De flesta laser-skärningsleverantörer döljer med flit sina priser bakom automatiserade verktyg, vilket gör att kunder undrar om de får ett rättvist erbjudande eller subventionerar andras ineffektivitet. Detta avsnitt avslöjar vad som faktiskt avgör din slutliga faktura – och ännu viktigare, hur du kan kontrollera dessa kostnader utan att offra kvaliteten.
Att förstå prissättning handlar inte om att hitta den billigaste leverantören. Det handlar om att inse värdet, undvika onödiga kostnader och kommunicera effektivt med tillverkare som respekterar välunderrättade kunder.
Vad som verkligen styr kostnaderna för laserskärning
När en tillverkare beräknar din offert utvärderas flera variabler samtidigt. Vissa kontrollerar du direkt genom dina designbeslut; andra beror på marknadsförhållanden och utrustningens kapacitet. Så här ser det egentligen ut bakom det offerthanteringsformuläret:
- Materialtyp och -klass: Olika material kräver olika laserteknologier, effektinställningar och skärhastigheter. Enligt branschanalys kräver skärning av rostfritt stål generellt mer energi och tid jämfört med kolstål, vilket gör det dyrare. Speciallegeringar och reflekterande metaller som koppar har premieprissättning på grund av den komplexa bearbetningen.
- Plattjocklek: Tjockare material kräver långsammare skärhastigheter och högre energiförbrukning. En 12 mm stålplatta kan kosta 3–4 gånger mer per tum jämfört med 3 mm material – inte för att materialkostnaden tredubblas, utan för att skärtiden och effektkraven ökar avsevärt.
- Skärkomplexitet och banlängd: Varje utskärning kräver en genomborrningspunkt där lasern inleder skärningen. Fler genomborrningspunkter och längre skärbanor ökar direkt maskintiden. Invecklade design med många små detaljer kräver större precision, vilket ökar både arbetskrafts- och utrustningskostnader.
- Kvantitet och partistorlek: Installationskostnader som sprids över större beställningar minskar avsevärt pris per enhet. En enskild prototyp kan kosta 50 USD, medan att beställa 100 identiska delar kan sänka kostnaden per enhet till 8 USD – samma design, men dramatiskt olika ekonomi.
- Krav på efterbehandling: Sekundära processer såsom avkantning, polering, pulverlackering eller gängning innebär extra arbete, specialutrustning och längre produktionstid. Branschexperter påpekar att dessa steg är nödvändiga för att uppnå specifik ytqualitet eller funktionella krav, men de ökar kostnaderna i motsvarande grad.
- Leveranstid: Snabbt levererade beställningar medför högre priser – ibland 50 % eller mer – eftersom de stör produktionsschemat och kräver övertid. Standardleveranstider ger bäst värde.
Tänk på det som att söka efter restauranger som är öppna nära mig vid midnatt jämfört med att planera middag klockan 18 – bekvämlighet och brådskande innebär alltid en kostnad.
Hur du optimerar din budget utan att offra kvaliteten
Nu när du förstår vad som driver kostnaderna, här är hur du minskar dem strategiskt. Detta är inte åtgärder som handlar om att kapa hörn – det är smarta ingenjörsprinciper som professionella konstruktörer använder varje dag.
Förenkla din designgeometri
Komplex geometri med detaljerade inslag kräver mer exakt laserstyrning och längre skärningstider. Forskning visar att undvika skarpa inre hörn, minimera små detaljerade snitt och använda färre kurvor kan resultera i betydande besparingar. Avrundade hörn eller raka linjer skärs snabbare än komplicerade former eller små radier. Ställ dig själv frågan: är dessa dekorativa detaljer nödvändiga för funktionen, eller såg de bara bra ut i din CAD-modell?
Optimera materialtjocklek
Om din applikation inte kräver hållbarheten hos tjockare metaller, sparar val av tunnare material både tid och pengar. Överväg om 1 mm rostfritt stål fungerar lika bra som 2 mm för dina specifika belastningskrav. Ibland specificerar ingenjörer tjocklek "för säkerhets skull" – men den säkerhetsmarginalen kostar verkliga pengar.
Behärska konsten att placera ut delar
Effektiv placering av delar maximerar materialutnyttjandet genom att arrangera delarna så tätt som möjligt på materialplåten. Strategisk placering kan minska materialspillet med 10–20 %, vilket direkt sänker din faktura. Om du beställer flera olika delar, fråga om din leverantör kan placera ut dem tillsammans – att gruppera delar med liknande geometrier effektiviserar skärningen och minskar svinn.
Välj lämpliga toleranser
Här är något de flesta leverantörer inte berättar frivilligt: onödigt stränga toleranser ökar kostnaderna avsevärt. Att ange ±0,005 tum när ±0,015 tum skulle fungera lika bra tvingar fram långsammare skärhastigheter och högre avvisningsfrekvens. Enligt specialister inom tillverkning är delar med extremt stränga toleranser mer benägna att avvisas på grund av små avvikelser och kan kräva ytterligare sekundärbearbetning som maskinbearbetning eller slipning.
Samla dina beställningar strategiskt
Att sätta upp en laser skärare tar tid, så att köra större kvantiteter i en session minskar behovet av frekventa maskinjusteringar. Om du behöver återkommande delar kan det att konsolidera beställningar eller schemalägga produktion i förväg ge betydande besparingar per enhet. Även att kombinera nästa månads order med den här månadens kan sprida installationskostnader effektivt.
Välj material i lager
Är ditt specifierade material lättillgängligt, eller kommer det att kräva en särskild beställning? När det är möjligt, att välja metaller som redan finns i lager förhindrar minimibeställningsavgifter och leveranstidsförseningar. Fråga din leverantör vilka material de har i lager innan du fastställer specifikationerna.
Utvärdera krav på kvalitet vid kanter
Att uppnå premium kantkvalitet kräver ofta att man sänker lasersnittets hastighet eller använder mer effekt – båda alternativen ökar kostnaderna. Inte alla tillämpningar kräver samma nivå av kantprecision. För delar som ska svetsas, målas eller vara dolda inuti monterade komponenter, sparar standard kantkvalitet pengar utan funktionsförlust. Använd premium kantspecifikationer endast för synliga ytor.
Målet är inte att hitta lägsta pris – det är att maximera värde genom att eliminera kostnader som inte tillför värde till din färdiga produkt.
Med denna priskunskap kan du intelligent bedöma offerter, ställa välgrundade frågor och identifiera leverantörer som värdesätter transparens framför oklarhet. Men även perfekt kostnadsförståelse hjälper inte om dina designfiler inte är korrekt förberedda – nästa avsnitt säkerställer att dina filer översätts sömlöst från skärm till laser.
Förbereda dina designfiler för framgångsrikt laserskärning
Du har valt det perfekta materialet och förstår vad som påverkar prissättningen. Men här är där många projekt går fel: att skicka in designfiler som ser perfekta ut på skärmen men misslyckas totalt när lasern börjar skära. Enligt tillverkare som granskar hundratals filer varje vecka beror fler projektfördröjningar på felformade filer än på någon annan enskild faktor. Det goda med det? Varje vanligt misstag kan helt undvikas.
Detta avsnitt ger dig den tekniska kunskap du behöver för att skicka in produktionsklara filer – oavsett om du samarbetar med ett lokalt verkstad eller använder online-laserskärningstjänster över hela landet. Behärska dessa grunder en gång för alla, och du kommer aldrig mer att drabbas av avslagna uppladdningar eller frustrerande omgångar av revideringar.
Krav på filformat och programvarualternativ
Låter komplicerat? Det är faktiskt enkelt så fort du förstår en avgörande skillnad: laserskärare behöver vektorfiler , inte rasterbilder. När du exporterar en JPEG- eller PNG-fil sparar du pixlar – små färgade rutor som approximerar din design. Laserklippmaskiner kan inte tolka pixlar till skärbanor. De behöver matematiskt definierade linjer och kurvor som exakt anger vart strålen ska förflytta sig.
Accepterade vektorformat
De flesta laserklipptjänster accepterar dessa standardvektorformat, även om preferenser varierar mellan leverantörer:
- DXF (Drawing Exchange Format): Industristandard för CNC och laserklippning. Universellt kompatibelt; DXF-filer innehåller ren geometri utan beroenden av teckensnitt eller komplex formatering. När du är osäker, skicka in DXF.
- AI (Adobe Illustrator): Inbyggda Illustrator-filer fungerar bra men kräver att text konverteras till konturer. Se till att du sparar i en kompatibel version – vissa maskiner har problem med nyare AI-format.
- SVG (Scalable Vector Graphics): Öppen källkod-format som blir allt vanligare, särskilt för webbaserade offertsystem. Rent, lättviktigt och brett supportat.
- PDF (Portable Document Format): Acceptabelt när det exporteras från vektorprogramvara med rätt inställningar. Undvik PDF:er skapade från inskannade dokument eller rasteriserad grafik.
Enligt branschexperter , att använda fel filformat är en av de fem vanligaste designfelen de stöter på. Verifiera alltid din leverantörs önskade format innan uppladdning.
Rekommenderad designprogramvara
Du behöver inte dyr professionell programvara för att skapa laserfärdiga filer. Här är alternativ för varje budget:
- Adobe Illustrator: Industristandard för vektorgeometri; utmärkta redigeringsverktyg för vägar och direkt export till DXF
- AutoCAD / AutoCAD LT: Skapad för tekniska ritningar; inbyggt stöd för DXF med exakt dimensionering
- SolidWorks: Idealisk för ingenjörsapplikationer; exporterar platta mönster direkt från 3D-modeller (obs: vattenstämplar från "Student Version" ignoreras automatiskt av de flesta skärningsystem)
- Inkscape: Gratis, öppen källkod som alternativ till Illustrator; exporterar SVG och DXF med rätt plugin-konfiguration
- Fusion 360: Gratis för privat bruk; kombinerar CAD-modellering med möjlighet att exportera ritningar
- LibreCAD: Gratis 2D-CAD-programvara speciellt utformad för tekniska ritningar
Designoptimeringstips för rena snitt
Att skapa en vektorfil är bara början. Skillnaden mellan amatörmässiga design och produktionsklara filer ligger i att förstå hur lasrar faktiskt tolkar din geometri. Dessa tekniska överväganden skiljer lyckade projekt från kostsamma misslyckanden.
Minsta detaljstorlek
Varje laser har fysiska begränsningar när det gäller hur litet den kan skära exakt. Laserstrålen själv har en bredd – vanligtvis 0,1 mm till 1,0 mm beroende på material och inställningar. Detaljer som är mindre än detta blir omöjliga att tillverka rent. Branschriktlinjer rekommenderar att undvika detaljer som skulle bli för små för att skäras korrekt, särskilt interna cirklar eller trånga hörn.
Kerfkompensering
Föreställ dig att du ritar en linje med en penna istället för en pennspets – linjen har bredd. Samma princip gäller för laserbeskärning. "Kerf" avser materialet som tas bort under skärprocessen, vanligtvis mellan 0,1 mm och 0,5 mm beroende på materialtjocklek och laserinställningar. För delar som kräver exakta passningsmått måste du justera dina skärbanor för att kompensera. Diskutera kerftillstånd med din leverantör innan du fastställer kritiska mått.
Rätta linjetyper och färger
Många lasersystem använder linjefärger eller tjocklekar för att skilja mellan skärning, gravering och markering:
- Skärlinjer: Vanligtvis röda eller svarta, hårfin linjetjocklek (0,001" eller tunnare)
- Graveringsytor: Ofta ifyllda former i specifika färger
- Markringslinjer: Kan använda olika färger för att indikera halvdjupiga pass
Bekräfta alltid din leverantörs färg/lagerkonventioner innan inlämning. En linje du avsett som vikmärke kan annars bli en oönskad genomskärning.
Avstånd mellan skärningslinjer
När designlinjer placeras för nära varandra kan lasern överbränna eller skära in i områden du vill behålla. Enligt tillverkningsbästa praxis bör du placera skärgeometrin minst två gånger materialets tjocklek för att undvika deformation. För standardtillämpningar förhindras strukturell försämring genom att hålla minst 0,010 tum (0,25 mm) mellan kritiska banor.
Steg-för-steg-checklista för filförberedelse
Innan du laddar upp till någon laserskärningstjänst, gå igenom denna verifieringsprocess:
- Konvertera all text till konturer: Teckensnitt som inte är installerade på skärsystemet kommer att ersättas eller försvinna helt. I Illustrator markerar du texten och väljer Typ → Skapa konturer. I CAD-programvara använder du kommandona "Explodera" eller "Expandera".
- Stäng alla öppna banor: Oanslutna eller öppna banor förvirrar lasersprogramvaran, vilket resulterar i ofullständiga snitt. Använd din programvaras rensnings- och "sammanfoga"-funktioner för att säkerställa att varje form är korrekt stängd.
- Ta bort överlappande linjer: Dubletterade linjer får lasern att skära samma bana två gånger, vilket kan leda till att materialet bränns igenom eller att kanterna blir ojämna. Kontrollera efter staplade geometrier, särskilt efter att ha kombinerat flera designelement.
- Verifiera mått i 100 % skala: Om du har konverterat från en pixelgrafik eller skalat din design, skriv ut i 100 % för att bekräfta att de fysiska måtten överensstämmer med din avsikt.
- Kontrollera efter instängd geometri: Utskärningar som inte är anslutna till huvudbiten kommer att lossna under skärningen. Lägg antingen till brofästen för att behålla dem eller skicka in dem som separata delar.
- Ta bort onödiga noder: För många ankarpunkter skapar kantiga kurvor istället för släta bågar. Förenkla vägarna utan att förlora designens avsikt.
- Placera hål på avstånd från kanter: Hål placerade alltför nära delarnas kanter riskerar att spricka eller deformeras, särskilt om delen ska böjas i efterhand.
- Exportera till leverantörens önskade format: Spara en ren kopia specifikt för produktion – byt inte bara namn på din arbetsfil.
Effektiv kommunikation av toleranskrav
Även perfekt förberedda filer kan leda till avvisade delar om toleranskrav inte kommuniceras tydligt. Standard laserbeskärning uppnår dimensionsmässiga toleranser på ±0,005" till ±0,015" beroende på material och maskininställning. Om din applikation kräver högre precision måste du ange detta uttryckligen – och förstå kostnadsimplikationerna.
När du begär offerter ska du inkludera:
- Kritiska mått: Markera specifika mått som måste uppfylla stränga toleranser jämfört med allmänna dimensioner med standardtillåtelser
- Funktionskrav: Förklara hur delarna kommer att användas – passningsfogar kräver annan precision än fripassager
- Mätningsreferenspunkter: Ange vilka kanter eller funktioner som utgör referenspunkter (datum) för dimensionskontroll
- Acceptabelt avvikelseintervall: Ange din toleransgräns numeriskt istället för att använda subjektiva termer som "precis" eller "noggrann"
Tydlig kommunikation om toleranser förhindrar frustrationen att ta emot delar som uppfyller "standard"-specifikationer men inte klarar era specifika applikationskrav.
Med korrekt förberedda filer och tydligt kommunicerade specifikationer har ni eliminerat de vanligaste hinder för lyckade laserprojekt. Men genom att förstå när laserbäring i sig är rätt val – jämfört med vattenstråle, plasma eller CNC-alternativ – säkerställs att ni investerar i den optimala processen för era behov.
Laserbäring jämfört med vattenstråle, plasma och CNC-metoder
Här är den ärliga konversation som de flesta laserskärningstjänster undviker: laserbäring är inte alltid det bästa valet. Förvånade? Det borde ni inte vara. Varje skärteknik finns därför att den löser specifika problem bättre än alternativen. Den tillverkare som säger att laserbäring hanterar allt antingen saknar kunskap eller hoppas att ni inte ställer frågor.
Att förstå när laserbeskärning är bäst – och när du istället bör överväga vattenstråle, plasma eller CNC-fräsning – skyddar din budget och säkerställer optimala resultat. Låt oss ärligt analysera varje teknik och jämföra verkliga prestanda snarare än marknadsföringspåståenden.
När laserbeskärning är bättre än andra metoder
Laserbeskärning dominerar inom specifika tillämpningar där dess unika egenskaper levererar oöverträffat värde. Enligt specialister inom industriell tillverkning , kan laserbeskärning skära upp till 2 500 tum per minut, vilket gör den till den snabbaste tillgängliga metoden – och ofta den mest ekonomiska för lämpliga tillämpningar.
Precision och detaljarbete
När din design kräver invecklade mönster, små hål eller strama toleranser tar laserbeskärning klart ledningen. Den fokuserade strålen skapar exceptionellt rena kanter med minimal efterbearbetning behövlig. Elektronikhus, komponenter till medicinska instrument och precisionsklämmor drar stora fördelar av denna kapacitet.
Effektivitet vid tunn plåt
För material under 1/2" tjocklek erbjuder laserbäring vanligtvis den bästa kombinationen av hastighet och kvalitet. Tester över flera teknologier bekräftar att laserbäring ger bättre resultat när fina detaljer eller exakta hål behövs i tunna plåtar.
Nyckelfördelar med laserbäring:
- Hastighet: 3–4 gånger snabbare än vattenstrålebäring vid jämförbara material
- Precision: Toleranser på ±0,005" uppnås på de flesta material
- Kantkvalitet: Rena, ofta svetsklara kanter utan sekundär efterbehandling
- Ingen verktygslitning: Konsekvent kvalitet från första till tusende skärning – inget verktygsförsämring
- Minimalt materialspill: Smal skär är möjliggör tätare placering och mindre avfall
- Icke-kontaktprocess: Ingen mekanisk kraft som deformera tunna eller ömtåliga delar
Situationer där alternativa skärmetoder är bättre lämpade
Honest bedömning kräver att man erkänner laserbeskärningens begränsningar. Vissa projekt presterar verkligen bättre med alternativa teknologier – och att känna igen dessa situationer sparar pengar samtidigt som resultaten förbättras.
Tjocka materialtillämpningar: Plasmaområdet
När man skär ledande metaller som är över 1 tum tjocka erbjuder plasmaskärning tydliga fördelar. Enligt jämförande tester visar plasmaskärare excellent prestanda på stålskivor där laserskärare har svårt att penetrera. Kostnads skillnaden är betydande – plasmasystem kostar cirka 90 000 USD jämfört med 195 000 USD för motsvarande vattenjetsystem, med driftskostnader som är ungefär hälften så höga per fot vid tjocka material.
Värmekänsliga material: Vattenjet vinner
Laserbeskärning är till sin natur en termisk process. Den koncentrerade värmen skapar "värmeinverkade zoner" (HAZ) där materialens egenskaper förändras nära snittkanten. För flyg- och rymdindustriförlagda komponenter, härdat metall eller material som inte tål någon termisk förändring eliminerar vattenjetskärning detta problem helt. Kallskärningsprocessen orsakar ingen vridning, inget härdförlopp och inga metallurgiska förändringar.
Ometallens mångsidighet: Vattenjet och CNC-routning
Även om CO2-laser fungerar bra för många ometaller kan vissa material ställa till problem:
- Sten och glas: Vattenjet skär dessa material rent; laser kan inte
- Tjocka kompositer: Kolfiber och G10 har ofta lätt för att delaminera under laserhetta – vattenjet bevarar strukturell integritet
- Tjocka plaster och trä: CNC-routning ger ofta bättre ytfinish utan förkolning eller smältning
Utmaningar med reflekterande metaller
Koppar, mässing och vissa aluminiumlegeringar reflekterar laserenergi tillbaka mot skärhuvudet. Även om moderna fiberlaser fungerar bättre med dessa material än äldre CO2-system, är tjockleksbegränsningarna fortfarande strängare än vid användning av stål. Vattenstrålskärning skär reflekterande metaller utan risk för strålräflektion.
Direkt teknikjämförelse
Att välja rätt skärmetod blir tydligare när du jämför faktiska prestandaspecifikationer sida vid sida:
| Kriterier | Laserbearbetning | Vattenstrålskärning | Plasmaskärning | Cnc fräsning |
|---|---|---|---|---|
| Precision | ±0,005" (utmärkt) | ±0,009" (mycket bra) | ±0,020" (måttlig) | ±0,005" (utmärkt) |
| Materialomfång | De flesta metaller, många plaster, trä, tyg | Nästan alla material inklusive sten, glas, kompositer | Endast ledande metaller | Plaster, trä, kompositer, mjuka metaller |
| Tjocklekscapacitet | Upp till 1" stål (optimalt under 1/2") | 6"+ på många material | 2"+ stål med god kvalitet | Upp till 3" beroende på material |
| Kantkvalitet | Utmärkt; ofta svetsklart | Utmärkt; ingen värmepåverkan | Bra; kan kräva slipning | Mycket bra; ingen termisk påverkan |
| Värmeinverkanszon | Närvarande men minimalt på tunn plåt | Ingen (kall process) | Markant vid alla snitt | Ingen (mekanisk process) |
| Skärhastighet | Snabbast på tunna material | Långsammast av alla metoder | Snabb på tjocka metaller | Moderat |
| Kostnadseffektivitet | Bäst för tunna, detaljrika arbeten | Högre kostnad; motiverad för specialmaterial | Bäst för tillverkning av tjocka metaller | Ekonomiskt för icke-metaller |
Att göra rätt teknologival
Vilken skärmetod ska ditt projekt använda? Svaret beror på dina specifika krav:
Välj laserskärning när:
- Ditt material är under 1/2" tjockt
- Intrikata detaljer, små hål eller strama toleranser är viktiga
- Hastighet och kostnadseffektivitet är prioriterade
- Renhållna kanter utan omfattande efterbehandling önskas
Välj vattenstråleskärning när:
- Värmeinverkade zoner är oacceptabla (aerospace, hårdade material)
- Du skär sten, glas eller tjocka kompositer
- Materialtjocklek överskrider laserens kapacitet
- Reflekterande metaller medför utmaningar
Välj plasmaskärning när:
- Skärning av tjocka ledande metaller (över 1" stål eller aluminium)
- Hastighet är viktigare än kantprecision
- Budgetbegränsningar gynnar lägre driftskostnader
- Projekt innefattar strukturellt stål eller tillverkning av tunga maskiner
Välj CNC-fräsning när:
- Arbete med tjocka plaster, trä eller skum
- Ytfinish-kvalitet överstiger vad laserförkolning tillåter
- Delar kräver gängning eller försänkningsoperationer
- Material kan inte tåla termiska processer
De bästa tillverkarna satsar inte på en enda teknik – de anpassar rätt process till varje projekts specifika krav.
Många framgångsrika verkstäder använder flera olika skärtekniker eftersom ingen enskild metod hanterar alla tillämpningar optimalt. Att förstå dessa skillnader gör att du kan bedöma leverantörer på ett ärligt sätt – och inse när en verkstad som rekommenderar laserbeskärning för din 2" stålplatta kanske inte agerar i ditt bästa intresse. Med denna teknikjämförelse som grund avslöjas ännu fler möjligheter för ditt nästa projekt genom att utforska tillämpningar i olika branscher.

Tillämpningar i verkligheten inom olika branscher
Nu när du förstår tekniken, materialen och kostnadsfaktorerna, låt oss utforska vad som faktiskt är möjligt. Laserklipptjänster är inte begränsade till en enda bransch – de har omvandlat tillverkning, design och prototypframställning i nästan varje sektor. Oavsett om du är en ingenjör som designar bilfästen eller en konstnär som skapar dekorativa installationer, hjälper förståelse för dessa verkliga tillämpningar dig att se möjligheterna för dina egna projekt.
Mångsidigheten är anmärkningsvärd. Samma grundläggande teknik som tillverkar flyg- och rymdfarkostkomponenter med mikronnoggrannhet skapar också intrikata smycken och arkitektoniska fasader. Låt oss undersöka hur olika branscher utnyttjar denna förmåga.
Industriella och fordonsmässiga tillämpningar
Bilsektorn utgör en av de största användarna av precisionsteknik för laserbeskärning. Enligt bransanalys har laserbeskärning effektiviserat fordonstillverkning avsevärt och erbjudit en effektivitet som traditionella metoder som dieskärning eller plasmaskärning helt enkelt inte kan matcha.
Varför är bilindustrins tillverkning så beroende av denna teknik? Varje millimeter räknas när du tillverkar delar som måste passa exakt samman över tusentals fordon. Fibralaserns högprecisionsförmåga gör den oumbärlig för tillverkning av komponenter där dimensionell noggrannhet direkt påverkar säkerhet och prestanda.
- Chassi och strukturella komponenter: Bärverk, fästplattor och ramförstärkningar som kräver strama toleranser och rena kanter klara för svetsning
- Prototyper av karosseriplåtar: Snabb iteration av designkoncept innan man investerar i dyra stansverktyg
- Inredningsdetaljer: Exakta utskärningar för kontroller, ventiler och fästpunkter
- Avgassystemdelar: Värmesköldar och fästbracketar i rostfritt stål
- Upphängningsdelar: Styrarmsbärverk och fjäderfästen som kräver strukturell integritet
För tillverkare som söker omfattande lösningar inom fordonsindustrin kompletterar precisionslaserbeskärning ofta metallstansprocesser. Företag som Shaoyi integrera båda teknologierna, erbjuder 5-dagars snabbprototypframställning som stödjer de snabba iterationscykler som modern bilutveckling kräver.
Aerospace-tillämpningar kräver ännu strängare specifikationer. Branschexperter påpekar att behovet av lättviktiga, höghållfasta material gör att laserskärningens precision är avgörande – komponenter måste uppfylla strikta toleransnivåer samtidigt som de bibehåller strukturell integritet under extrema förhållanden.
- Motorkomponenter: Turbinkomponenter och värmebeständiga sköldar
- Strukturella element: Lättviktiga aluminium- och titanluftfarkoststrukturer
- Inredningsdetaljer: Exakt anpassade kabinelement och fästdelar
Kreativa och arkitektoniska tillämpningar
Utöver tung industri har laserskärning revolutionerat kreativa och arkitektoniska tillämpningar. Tekniken möjliggör designlösningar som skulle vara omöjliga – eller orimligt dyra – med traditionella tillverkningsmetoder.
Arkitektdesignerspecificerar allt oftare laserbeskurna element för både funktionella och estetiska ändamål. Forskning visar att teknologins förmåga att skära genom tjocka stålplattor medan den ger exakta snitt gör den ovärderlig för modern arkitektur, där anpassning och visuell påverkan är i centrum.
- Dekorativa skärmar och fasader: Intrikata mönster i metallpaneler för byggnadsutsidor och inre avskiljningar
- Specialräcken och balustrader: Unika designlösningar som inte kan uppnås med traditionell metalslageri
- Skyltar och vägvisningssystem: Tredimensionella bokstäver och belysta skyltkomponenter
- Möbelkomponenter: Detaljerade träelement och metallkonstruktioner för specialdesignade delar
- Konstnärliga installationer: Skulpturer i stor skala och interaktiva konstverk
Skyltindustrin drar särskilt stor nytta av laserskärningens mångsidighet. Oavsett om det gäller tredimensionella bokstäver för butiksfacer eller lysande kanalskyltar, levererar tekniken rena kanter och exakta detaljer som höjer varumärkets presentation. Det är liknande med hur sökningar som 'mat öppet nu' kopplar hungriga kunder till lokala alternativ – effektiv skyltning kopplar företag till sina målgrupper genom visuell påverkan.
Prototypskapande och produktutveckling
Kanske inget tillämpningsområde visar värden av laserskärning tydligare än snabb prototypframställning. Enligt experter inom prototypframställning har laserskärning visat sig vara grundläggande för utveckling av prototyper med integrerad CAD-programvara, vilket ger resultat på kort tid jämfört med veckorna som traditionella metoder kan kräva.
Varför är detta viktigt för produktutveckling? Tänk på iterationscykeln: designa en del, tillverka den, testa den, identifiera förbättringar, omforma och upprepa. När varje prototyp tar veckor att tillverka sträcker sig utvecklingstiderna över månader eller år. Laserbeskärning minskar denna cykel dramatiskt.
- Funktionella prototyper: Testa passform, form och funktion med material motsvarande produktionen
- Designvalidering: Bekräfta att CAD-modeller översätts korrekt till fysiska delar innan verktygsinvestering
- Småserietestning: Tillverka begränsade mängder för fälttester utan kostnader för verktyg eller mallar
- Ingenjörsprov: Skapa delar av presentationskvalitet för investormöten och kundrecensioner
Branskanalys bekräftar att laserbeskärningens millimeterprecision resulterar i noggranna representationer av hur komponenter, fixturer och produktfunktionalitet kommer att fungera tillsammans – avgörande när prototyping effektivt måste representera slutgiltiga produktionsdelar.
Elektronikindustrin är kraftigt beroende av denna förmåga. Experter inom tillverkning påpekar att laserbeskärning möjliggör exakt kontroll över mått och kvalitet, vilket är avgörande i en bransch där en bråkdel av en millimeter kan göra en betydande skillnad. Från provning av kretskort till prototyper av yttre skal möjliggör laserbeskärning snabb iteration.
Även utveckling av konsumentprodukter drar nytta – ungefär som att kolla en dollar shop i närheten för snabba leveranser behöver tillverkare snabb tillgång till prototypdelar för att upprätthålla utvecklingsmomentum. På liknande sätt kan produktteam som granskar design ta lunchen medan de går igenom menyn på Olive Garden och diskuterar resultatet av den senaste iterationen, vilket visar hur prototypframställning integreras i hela utvecklingsarbetsflödet.
Specialiserade industriapplikationer
Utöver dessa större kategorier tillgodoser laserbeskärning specialiserade behov inom många sektorer:
- Medicinska enheter: Kirurgiska instrument och implanterbara enheter som kräver exceptionell precision och biokompatibla material
- Elektronik: Precisionskomponenter för miniatyriserade enheter och höljen
- Smycken: Intrikata design och skräddarsydda delar som kombinerar teknik med konstnärlighet
- Förpackning: Skräddarsydda stansade lådor och intrikata prototypförpackningar
- Textil och mode: Exakt tygsnittning för mönster och dekorativa element
- Energisektorn: Komponenter för solpaneler, vindkraftverk och hållbar energiinfrastruktur
Frågan är inte om laserbeskärning kan tillämpas inom din bransch – det är hur du utnyttjar dess möjligheter för ditt specifika användningsområde.
Med dessa tillämpningar i åtanke blir nästa utmaning att hitta rätt tjänsteleverantör som kan förverkliga din vision. Att välja klokt kräver att du förstår vad som skiljer exceptionella leverantörer från tillräckliga – en skillnad som betydligt påverkar resultatet av dina projekt.
Hur man väljer rätt laserbeskärningstjänstleverantör
Du behärskar tekniken, förstår material och vet vad som driver priserna. Men här är den obekväma sanningen: även perfekt förberedelse kan inte kompensera för att välja fel leverantör av laserskärningstjänster. Skillnaden mellan ett lyckat projekt och en frustrerande upplevelse handlar ofta om faktorer du inte hittar på en webbplats startsida – certifieringar som verkligen betyder något, snabb respons som sparar veckor av förseningar och designstöd som upptäcker dyra misstag innan de uppstår.
Att välja en tillverkningspartner är inte som att ta en açaiboll från det närmaste smoothiebaren – du kan inte bara välja det närmaste alternativet och hoppas på det bästa. Detta beslut påverkar direkt din projekttidplan, budget och slutliga kvalitet. Låt oss analysera exakt vad som skiljer exceptionella leverantörer från de som får dig att ångra ditt val.
Viktiga frågor att ställa till potentiella leverantörer
Innan du lämnar in dina designfiler avslöjar några strategiska frågor om en leverantör förtjänar ditt uppdrag. Enligt branschexperter , är det avgörande att utvärdera en leverantörs erfarenhet och expertis – en leverantör med ett fast etablerat rykte och många års erfarenhet har större sannolikhet att leverera högkvalitativa resultat.
Börja med dessa grundläggande frågor:
- Vilka laserteknologier använder ni? Leverantörer som hanterar både CO2- och fiberlaser kan anpassa den optimala tekniken till ditt material. Leverantörer med endast en teknik kan tvinga fram kompromisser.
- Vilka material arbetar ni regelbundet med? Erfarenhet spelar roll – ett företag som skär aluminium dagligen ger bättre resultat än ett som bara hanterar det ibland. Fråga specifikt om ert material och tjocklekskrav.
- Vad är er normala leveranstid? Standardleveranstider varierar kraftigt. Vissa leverantörer anger 2–3 veckor; andra levererar på några dagar. Förstå hur ert projekt passar in i deras produktionsplanering.
- Kan ni hantera brådskande beställningar? Experter inom tillverkning rekommenderar att du bedömer leverantörens förmåga att uppfylla ditt projekts tidsfrister och om de kan hantera brådskande förfrågningar vid behov.
- Erbjuder ni granskning av design eller stöd för tillverkningsvänlig design (DFM)? Leverantörer som granskar dina filer på tillverkningsbarhet upptäcker problem innan skärningen börjar – vilket sparar på revideringscykler och materialslöseri.
- Vilka filformat accepterar ni? Kompatibilitetsproblem orsakar förseningar. Bekräfta att ditt önskade format fungerar med deras system innan du går vidare.
- Kan ni erbjuda provskärningar eller referenser? Ansedda leverantörer delar gärna exempel på liknande arbete eller kopplar dig till nöjda kunder.
Tänk på leverantörsval som att beställa från Harry and David – du vill ha beprövad kvalitet och pålitlig leverans, inte gissningar om huruvida din investering kommer att anlända som förväntat.
Kvalitetscertifieringar som spelar roll
Certifieringar är inte bara väggtavlor – de representerar verifierade åtaganden för kvalitetssystem, processkontroll och kontinuerlig förbättring. För kritiska tillämpningar skiljer specifika certifieringar kvalificerade leverantörer från dem som enbart hävdar kompetens.
ISO 9001
Denna internationellt erkända standard visar ett kvalitetsledningssystem som omfattar design, utveckling, produktion och serviceleverans. ISO 9001-certifiering innebär dokumenterade processer, utbildad personal och systematisk kvalitetskontroll. För allmänna tillverkningsapplikationer ger denna grundläggande certifiering rimlig säkerhet.
IATF 16949
För fordonsrelaterade tillämpningar representerar IATF 16949-certifiering guldstandarden. Denna stränga standard bygger på ISO 9001 med fordonspecifika krav inklusive felpreventiv, minskad variation och borttagande av slöseri genom hela leveranskedjan. Leverantörer som Shaoyi upprätthålla IATF 16949-certifiering specifikt eftersom fordons-OEM:er kräver denna nivå av kvalitetssäkring för chassin, upphängning och strukturella komponenter.
AS9100
Luft- och rymdfartsapplikationer kräver AS9100-certifiering, vilket lägger till stränga krav på spårbarhet, konfigurationshantering och riskminimering utöver standardkraven i ISO 9001.
ISO 13485
Tillverkning av medicintekniska produkter kräver ISO 13485-certifiering, vilket säkerställer att processer uppfyller regleringskrav för medicinska produkter och underhåller dokumentation lämplig för granskning av FDA eller internationella myndigheter.
Checklista för leverantörsbedömning
Använd den här omfattande checklisten när du jämför potentiella samarbetspartners för laserbeskärning:
- Teknikmöjligheter: Lämpliga lasertyper för dina material; tillräcklig effekt för dina tjocklekskrav; sängstorlek som motsvarar dina delmått
- Materialkompetens: Demontrerad erfarenhet av dina specifika material och legeringar; tillgänglighet av material i lager; materialcertifiering och spårbarhet
- Kvalitetscertifieringar: Relevanta ISO-, IATF- eller branschspecifika certifieringar; dokumenterade kontrollförfaranden; kalibrerad mätutrustning
- Genomloppstider: Standardgenomloppstider som matchar din tidplan; möjlighet till akutproduktion vid brådskande behov; realistiska leveranslöften baserat på nuvarande kapacitet
- Designstöd: Tjänster för DFM-granskning; hjälp med filförberedelse; rådgivning om toleranser; proaktiv kommunikation om potentiella problem
- Kommunikationsrespons: Snabbhet i offertbearbetning (vissa leverantörer erbjuder offert inom 12 timmar); tillgänglighet hos teknisk personal; tydliga uppdateringar om projektstatus
- Sekundära operationer: Böjnings-, svets-, ytbehandlings- och monteringskapacitet; potential för helhetslösning som minskar komplexiteten i leverantörsadministration
- Pristransparens: Tydliga kostnadsuppdelningar; inga dolda avgifter; beredvillighet att förklara prissättningsfaktorer
Värdet av DFM-stöd
Stöd för konstruktion för tillverkbarhet utgör en av de mest värdefulla – men ofta överskattade – tjänster som en leverantör kan erbjuda. Enligt experter inom precisionsframställning , att adressera designöverväganden tidigt hjälper till att undvika omarbetningar och säkerställer en smidigare skalförstoring från prototyper till produktion.
Vad innebär effektiv DFM-support egentligen?
- Verifiering av detaljstorlek: Identifiera hål, slitsar eller detaljer som är för små för att skäras på ett tillförlitligt sätt innan material slösas bort
- Toleransrealitetskontroller: Markera specifikationer som kräver långsammare skärhastigheter eller kan leda till högre avvisningsfrekvens
- Materialrekommendationer: Föreslå alternativ som uppfyller era funktionskrav till lägre kostnad eller med bättre kantkvalitet
- Nestningsoptimering: Ordna delar för att minimera materialspill och minska kostnaden per enhet
- Planering av sekundära operationer: Förutsäga hur delar kommer att böjas, svetsas eller monteras och anpassa skärparametrar därefter
Leverantörer som erbjuder omfattande DFM-stöd—till exempel de som har IATF 16949-certifiering med integrerade ingenjörsteam—upptäcker problem som annars skulle visa sig som avvisade delar eller misslyckade monteringar. Kostnadsbesparingarna från undvikta revisioner överstiger vanligtvis med vidkommande det eventuella tillägget för denna servicenivå.
Konsekvenser: Lokala jämfört med online-tjänster
Ökningen av online-laserskärningstjänster har kraftigt utvidgat alternativen, men valet mellan lokala verkstäder och digitala plattformar innebär reella kompromisser som är värda att överväga.
Fördelar med lokal leverantör:
- Personlig designkonsultation och praktisk granskning av prov
- Snabbare iteration när ändringar kräver samarbete på plats
- Enklare logistik för stora eller tunga delar, vilket undviker fraktkostnader
- Byggda relationer som prioriterar dina projekt vid kapacitetsknapphet
- Omedelbar hämtning eliminerar fraktfördröjningar vid akuta behov
Fördelar med online-tjänster:
- Större tillgång till teknik – specialiserad utrustning som du inte kan hitta lokalt
- Konkurrenskraftiga priser från högvolymsverksamhet
- offert och beställning dygnet runt med bekvämlighet
- Konsekvent kvalitet genom standardiserade processer
- Geografisk flexibilitet när du flyttar eller har fördelade team
För prototyper och enskilda projekt levererar online-tjänster ofta ett utmärkt värde. För produktionsserier som kräver pågående samarbete, kvalitetsjusteringar eller komplexa sekundära operationer visar sig lokala relationer ofta mer värdefulla trots potentiellt högre kostnader per enhet.
Den bästa leverantören är inte nödvändigtvis den billigaste eller närmaste – det är den vars kompetens, kommunikationsstil och kvalitetskrav stämmer överens med dina projektkrav.
Att välja rätt partner för laserbeskärning omvandlar din tillverkningsupplevelse från en serie transaktioner till ett samarbetsförhållande. Leverantörer som investerar i certifieringar, erbjuder äkta DFM-stöd och snabbt svarar på förfrågningar visar engagemang för din framgång – inte bara för sina fakturor. Med möjligheter till snabb prototypframställning, som t.ex. leverans inom fem dagar, och effektiva offertsystem kan den rätta parten snabba upp hela din utvecklingsprocess samtidigt som precisionen bibehålls enligt dina applikationskrav.
Vanliga frågor om laserskärningstjänster
1. Hur mycket kostar laserskärningstjänst?
Kostnaden för laserskärningstjänster varierar beroende på materialtyp, tjocklek, skärkomplexitet, kvantitet och leveranstid. Maskintiden ligger vanligtvis mellan 60–150 USD per timme. Enkla delar kan kosta så lite som 5–10 USD, medan komplexa prototyper kan kosta över 50 USD. Serieköp minskar väsentligt kostnaden per enhet – att beställa 100 identiska delar kan sänka priset till 8 USD styck jämfört med 50 USD för en enskild del. För att optimera kostnaderna bör du förenkla designen, välja lämpliga toleranser och samla beställningar när det är möjligt.
2. Hur mycket kostar laserskärning per timme?
Laserklippningstid kostar vanligtvis 60–150 USD per timme beroende på utrustningstyp, material som skärs och leverantörens plats. Fiberlaser som skär metaller har ofta högre timkostnader på grund av utrustningskostnaderna, medan CO2-laser som bearbetar akryl och trä kan vara lägre. Timpriser ger dock inte hela bilden – snabbare skärhastigheter på tunna material innebär färre fakturerade timmar. Begär detaljerade offertförslag som visar material, maskintid och ytbehandlingskostnader för exakta jämförelser.
3. Vilka material kan laserskäras?
Laserbeskärning hanterar många material inklusive metaller (kolstål, rostfritt stål, aluminium, mässing, koppar, titan), plaster (akryl, ABS, polycarbonat), trä och kompositer, läder, tyg och papper. CO2-laser fungerar utmärkt med icke-metaller och ger polerade kanter på akryl samt rena snitt i trä. Fiberlaser dominerar metallskärning med överlägsen hastighet och precision. Tjockleksgränser varierar – stål upp till 25 mm+, akryl upp till 25 mm, aluminium upp till 40 mm med högeffektsystem. Kontrollera alltid ditt specifika material och tjocklek hos leverantörerna.
4. Vilka filformat accepterar tjänster för laserbeskärning?
De flesta laserskärnings tjänster accepterar vektorfilaformat inklusive DXF (branschstandard), AI (Adobe Illustrator), SVG (Skalbara vektorgrafik) och PDF exporterad från vektorprogramvara. DXF erbjuder universell kompatibilitet utan beroende av teckensnitt. Viktiga förberedelssteg inkluderar att konvertera text till konturer, stänga alla öppna vägar, ta bort överlappande linjer och verifiera mått i 100% skala. Undvik rasterformat som JPEG eller PNG – lasrar behöver matematiskt definierade skärningsbanor, inte pixellbaserade bilder.
5. Hur väljer jag mellan laserskärning, vattenjetskärning och plasmaskärning?
Välj laserskärning för tunna material under 1/2 tum som kräver detaljerade mönster och strama toleranser – den erbjuder snabbast hastighet och renaste kanter. Välj vattenjetskärning för värmekänsliga material, tjocka kompositer, sten, glas eller när värmepåverkade zoner är oacceptabla. Välj plasmaskärning för tjocka ledande metaller över 1 tum där hastighet är viktigare än kantprecision. Varje teknik är bäst i specifika tillämpningar – kvalificerade tillverkare matchar rätt process till ditt material, tjocklek och kvalitetskrav.