 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Viktiga typer av verktygsdelar i modern tillverkning

TL;DR
Inom tillverkning avser termen "die" två relaterade begrepp. Först är diekomponenter de enskilda delarna i ett verktyg—som dieplattor, guidadecken och punscher—som arbetar tillsammans i en press. För det andra klassificeras dies i olika typer beroende på deras funktion och komplexitet, såsom enkla, sammansatta och progressiva dies, vilket avgör hur de skär eller formar plåt till en färdig produkt.
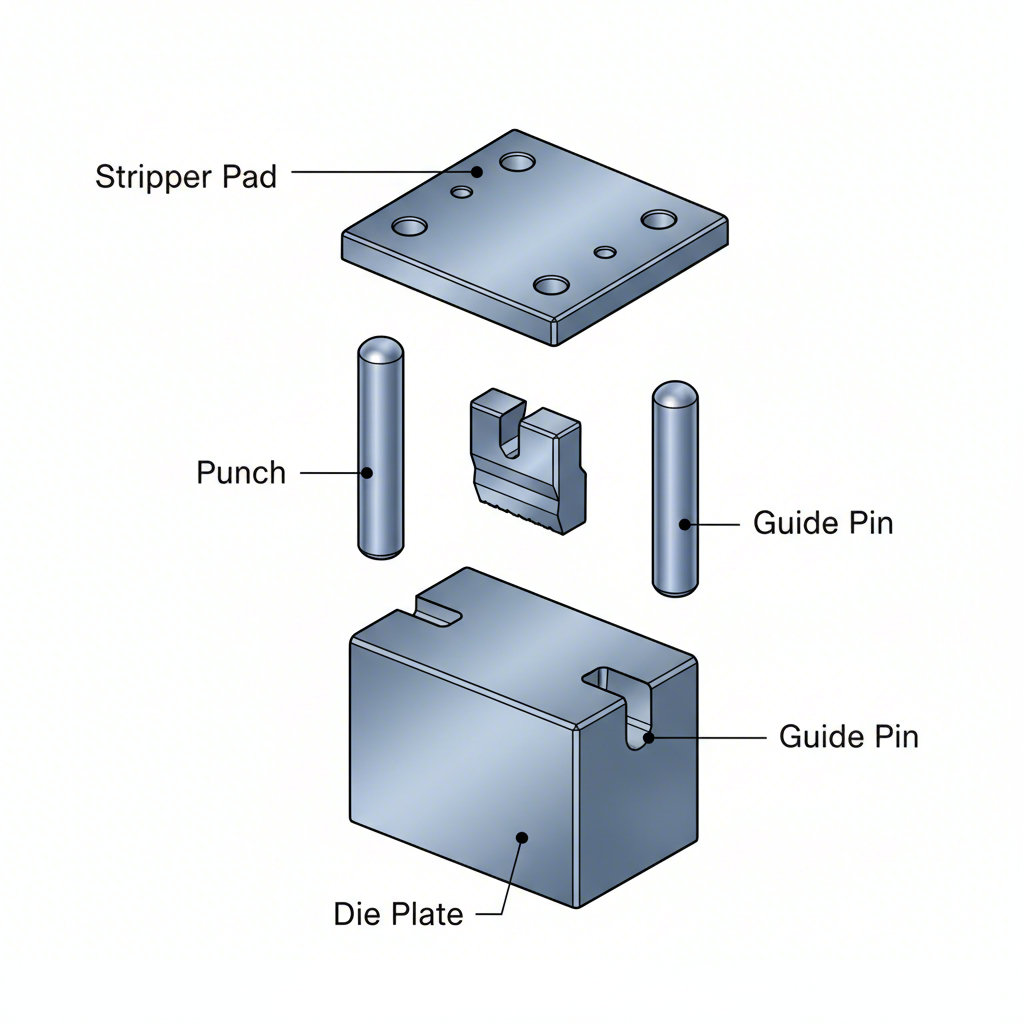
De grundläggande komponenterna i ett stansverktyg
Ett stansverktyg är ett precisionsverktyg som används för att skära och forma plåt, och det består av flera väsentliga komponenter som fungerar i samverkan. I dess botten finns dieplattor , även kända som dieklackar eller diesatser. Dessa tjocka, platta plattor utgör grunden för montering av alla andra arbetsdelar i die. Deras planhet och parallellitet är avgörande för hela verktygets noggrannhet. Den övre och undre dieklacken är exakt justerade med hjälp av guidedockor och ledningshylsor , vilket säkerställer att de två halvorna av verktyget passar perfekt samman vid varje pressning, och förhindrar feljustering som kan skada verktyget eller delen som tillverkas.
De aktiva elementen i verktyget är stansar och knappar (eller stansmatris). Stansar är komponenterna som utför skärning eller formning; till exempel skapar en genomstans ett hål, medan en konturstans skär ut den yttre profilen på en del. Dessa stansar hålls säkert på plats av hållare . När en stans tränger igenom materialet går den in i ett motsvarande utrymme i den nedre stansblocket och skär metallbiten. För att förhindra att materialet fastnar vid den återdragande stansen håller en fjädrad utklippningsplatta kvar plåten nere, så att stansen kan dra sig ur renodlat.
Slutligen drivs och styrs hela konstruktionen av olika andra komponenter. Fjädrar —som kan vara fjädrar av stålfjäder, polyuretan eller kvävegaskuddar—tillhandahåller den nödvändiga kraften för utmatningsplattor och tryckplattor som håller metallen under omformningsoperationer. För verktyg som utsätts för betydande sidledskrafter, hälblock och hälplattor läggs till för att absorbera denna axialkraft och skydda styrfingrarna från böjning. Enligt experter på Tillverkaren , utgör dessa kärnkomponenter grunden för nästan vartenda stansverktyg, från det enklaste till det mest komplexa.
En omfattande guide till de viktigaste typerna av verktyg
Utöver sina enskilda komponenter klassificeras verktyg i flera typer baserat på de operationer de utför och deras komplexitet. Valet av verktygstyp beror på faktorer som delens komplexitet, produktionsvolym och kostnadseffektivitet. Det mest grundläggande är ett Linjeverktyg (eller enkel verktyg), som utför en enda operation, såsom böjning eller genomstickning, vid varje hammerslag. Denna metod används ofta för produktion i låga volymer eller för tillverkning av enkla delar, eftersom den kräver mindre komplexa och kostsamma verktyg.
För mer effektiv produktion använder tillverkare mer avancerade konstruktioner. En Sammansatt matris utför flera skärningsoperationer i ett enda hammerslag vid en station. Till exempel kan den sticka ett hål i mitten av en del samtidigt som den blankar dess yttre kontur, vilket gör den idealisk för tillverkning av platta delar som brickor med hög precision. I motsats till detta har en Progressiv stänkform en serie stationer, där varje station utför en olika operation i följd. Plåten, i form av en rulleband, matas igenom verktyget, och vid varje hammerslag förflyttas delen till nästa station tills den är färdig. Som påpekas av Standardstämplel , är denna metod exceptionellt snabb och kostnadseffektiv för produktion i höga volymer av komplexa delar.
En annan viktig kategori är Transportsvensk , vilket liknar en progressiv dies men hanterar enskilda, separerade blankningar istället för en kontinuerlig band. Mekaniska fingrar eller armar för transporterar delen från en station till nästa. Detta är användbart för stora delar, som bilpaneler, som inte lätt kan hanteras på ett band. För komplexa projekt, särskilt inom bilsektorn, är det avgörande att samarbeta med en specialiserad tillverkare. Till exempel, Shaoyi (Ningbo) Metal Technology Co., Ltd. excellerar i tillverkning av anpassade stansverktyg för bilindustrin och erbjuder precisionslösningar för OEM:er och Tier 1-leverantörer som kräver avancerad verktygslösning för massproduktion.
| Tändkroppstyp | Nyckelkarakteristik | Vanlig applikation | Relativ komplexitet/kostnad |
|---|---|---|---|
| Linjedies (enkel dies) | Utför en operation per pressslag. | Lågvolymproduktion, enkla delar, sekundära operationer. | Låg |
| Sammansatt matris | Utför flera skärningsoperationer i en enda station. | Skivor, tätningar och andra platta delar med hög noggrannhet. | Medium |
| Progressiv stänkform | Flera stationer utför sekventiella operationer på en metallremsa. | Högvolymproduktion av komplexa delar (t.ex. elektriska kopplingar). | Hög |
| Transportsvensk | Flyttar en enskild del mellan flera stationer för operationer. | Stora delar som karosseriplåtar och djupdragna skal. | Mycket hög |
| Kombinationsverktyg | Utför både en skär- och en icke-skärande (formning/dragning) operation i ett enda slag. | Delar som kräver ett snitt och en böj/form, som små fästen. | Måttlig till hög |
Utforskar specialiserade verktyg för specifika tillverkningsoperationer
Utöver de allmänna klassificeringarna baserat på arbetsflöde har många verktyg namn efter den specifika uppgift de utför. Dessa specialiserade, ofta enstaka operationsverktyg är avgörande för att uppnå exakta detaljer på en tillverkad del. Ett Blankingsstänk , till exempel, är utformat enbart för att skära ut yttre formen eller konturen av en del från en större plåtbit. Den utskurna delen, känd som blanken, blir arbetstycket för efterföljande operationer. Detta är ofta det första steget i en tillverkningsprocess, till exempel att skära ut den platta formen av en bil dörrpanel innan den formas.
I motsats, en Genstansverktyg används för att skapa hål, slitsar eller andra inre detaljer i en del utan att påverka dess yttre kontur. Till skillnad från blankning, där den utskurna delen är den önskade produkten, kastas det avskurna materialet (kärnan) som skrot vid perforering. Perforeringsoperationer kan utföras med en särskild verktygsform eller integreras som en station inom en större progressiv form. Både blankning och perforering är grundläggande skäroperationer inom metallstansning, vilket beskrivs i olika tillverkningsresurser, inklusive Wikipedias översikt över verktygstillverkning .
Andra specialiserade verktygsformer fokuserar på formning snarare än skärning. En Präglingsverktyg används för att skapa upphöjda eller fördjupade mönster i plåt utan att ändra dess tjocklek. Detta uppnås genom att pressa materialet mellan ett passande stansverktyg och en form som innehåller det önskade mönstret, ofta används för logotyper, text eller dekorativa detaljer. På liknande sätt används en Myntningsverktyg utsätter arbetsstycket för extremt högt tryck, vilket tvingar metallen att flöda in i de intrikata detaljerna i formsprutan. Denna process kan skapa olika detaljer på varje sida av delen och används för att tillverka föremål som kräver hög detaljrikedom, såsom mynt och medaljer.
Vanliga frågor
1. Vad är en formsdel?
En formsdel är en enskild del av en större formsanordning som används i en stanspress. Dessa komponenter samverkar för att skära eller forma plåt. Viktiga exempel inkluderar formskivor (grundplattan), lednitar och ledhylsor (för justering), stansar (som utför skärning eller formning) och avdragningsplattor (som avlägsnar materialet från stansen).
2. Vilka olika typer av formmaterial finns det?
Stansar är vanligtvis tillverkade av mycket slitstarka, nötningsbeständiga material. De vanligaste är verktygsstål, vilket är speciella legeringar av järn och kol som kan göras hårda för att uppnå hållfasthet och kantskärpa. För tillämpningar med extremt hög volym eller hög nötning används ofta volframkarbid för skär- och formningsavsnitt på grund av dess exceptionella hårdhet. Andra material kan inkludera aluminium för stansskor för att minska vikten, samt aluminiumbrons för släppskydd och buusar för att minska friktionen.