 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Typer av smidda hjulkonstruktioner: Vilken passar din byggnation?

Förståelse av grunderna i smidda fälgar
Undrat du någonsin vad smidda fälgar betyder när du surfar bland alternativ för högpresterande fälgar? Här är det väsentliga svaret: smidda fälgar tillverkas genom att komprimera massiva aluminiumstockar under extremt högt tryck, vanligtvis mellan 8 000 till 10 000 ton , för att skapa en tätare och betydligt starkare molekylär struktur än någon annan tillverkningsmetod kan uppnå.
Till skillnad från gjutna fälgar, där smält aluminium hälls i formar och får svalna, omvandlar smidning en solid cylindrisk block av flygplansklassad 6061-T6-aluminium till en fälg genom kontrollerad värme och enormt tryck. Aluminium smälter aldrig under denna process. Istället blir den tillräckligt formbar att omskapas samtidigt som dess kristallina struktur bevaras. Denna grundläggande skillnad skiljer smidd konstruktion från gjutning och förklarar varför dessa fälgar har ett högre pris.
Vetenskapen bakom dragstyrkan hos smidd aluminium
När du jämför smidda fälgar med gjutna fälgar ligger den avgörande skillnaden i kornstrukturen. Tänk dig träkorn. Det krävs mycket mindre ansträngning att skära med kornet än tvärs över det. Metaller beter sig på liknande sätt, och smidning utnyttjar denna princip.
Under smidningsprocessen genomgår aluminiums inre kornstruktur en molekylär omorganisering. Kornen förlängs, rätas ut och orienterar sig längs riktningen för den tillämpade kraften. Detta skapar kontinuerliga, riktade banor för spänning att färdas genom materialet. Enligt branschtester gör denna justerade kornstruktur det möjligt för smidda hjul att uppnå cirka 2–3 gånger livslängden jämfört med gjutna motsvarigheter under identiska belastningsförhållanden.
Vad erbjuder smidda fälgar egentligen utöver ren hållfasthet? Svaret är nästan noll porositet. Gjutna hjul innehåller från början mikroskopiska luftfickor och hålrum som bildas när smält metall svalnar ojämnt. Dessa imperfektioner blir potentiella brottställen vid upprepade belastningar. Smidda hjul eliminerar denna svaghet helt och hållet, vilket skapar en homogen struktur i hela materialet.
Definitionen av smidda fälgar kommer ned på detta: fälgar konstruerade på molekylär nivå för överlägsen dragstyrka, utmattningsmotstånd och slagprestanda. De är typiskt 25–30 % lättare än gjutna motsvarigheter samtidigt som de upprätthåller eller överträffar styrkekraven.
Varför konstruktionstyp avgör prestanda
Att förstå vad smidda fälgar är, är bara början. Konstruktionsmetoden – hur de smidda komponenterna är monterade – avgör allt från anpassningsmöjligheter till långsiktig underhållbarhet.
När du jämför gjutna och smidda fälgar kommer du att upptäcka att den smidda konstruktionen själv delas in i tre olika kategorier:
- Monoblock (En-dels) - Fräsad helt ur en enda aluminiumbiljett för maximal strukturell integritet och minimal vikt
- Tvådelad - Kombinerar en smidd mittdel med en smidd fälgkåpa, vilket ger förbättrad anpassningsflexibilitet
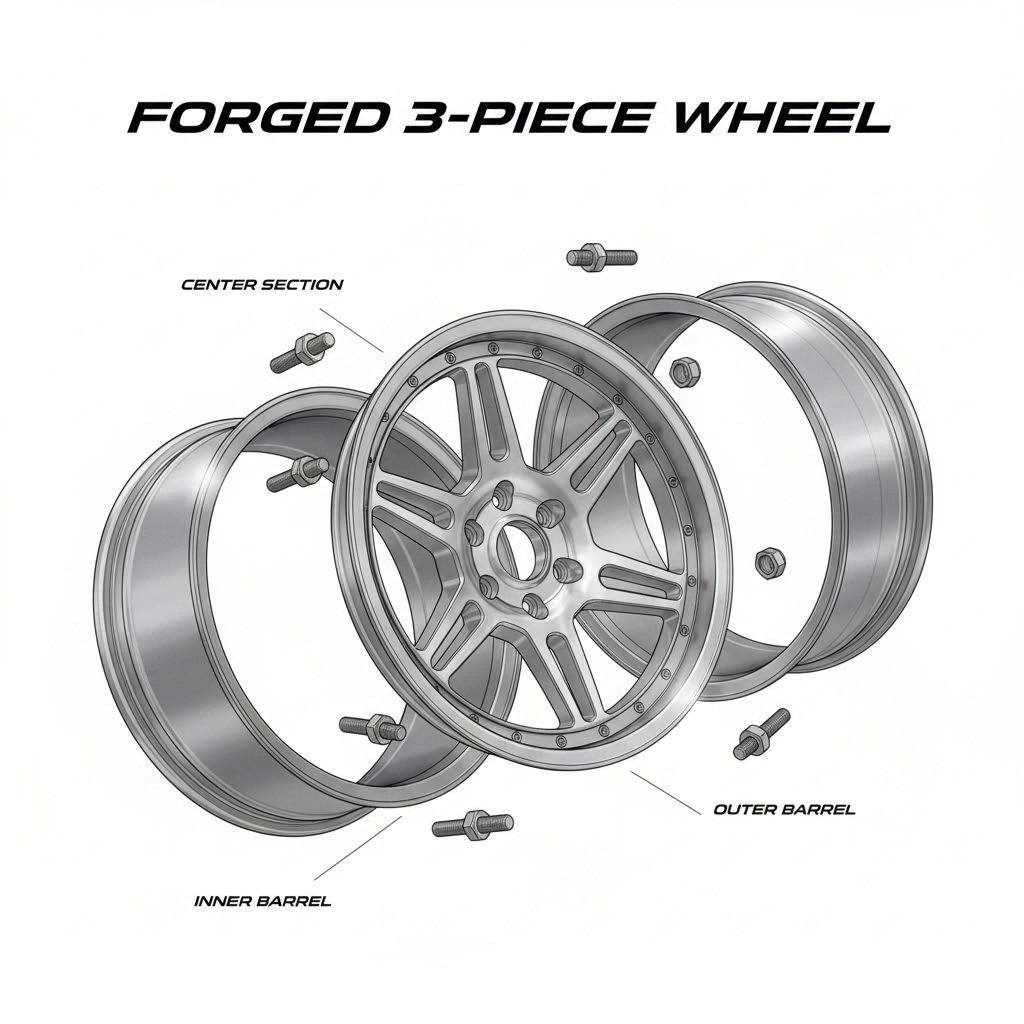
- Tredelad - Innehåller separata smidda komponenter (mittdel, inre kåpa, yttre kåpa) fogade samman med hårdvara av flygplansklass för yttersta anpassning
Varje konstruktionstyp erbjuder specifika fördelar beroende på ditt användningsområde. Banentusiaster prioriterar olika egenskaper än byggare av showbilar. Dagliga förare har unika krav jämfört med de som kör i backarna veckoslutet. Följande avsnitt går igenom varje kategori så att du kan välja rätt konstruktionstyp utifrån dina specifika byggmål.

Monoblock-smidda fälgar förklarade
Vad är då en smidd fälg i sin renaste form? Svaret är monoblock-konstruktion. Även kända som 1-dels smidda fälgar, representerar monoblock den mest raka men tekniskt sett mest krävande metoden för tillverkning av smidda fälgar. En enda aluminiumbiljet omvandlas till en komplett fälg genom precisionsbearbetning, utan fogar, fästelement eller sammansatta delar som kan kompromettera strukturell integritet.
Betydelsen av smidda fälgar blir kristallklar när man tittar på monoblock-design. Varje millimeter av den färdiga fälgen kommer från en solid metallblock, komprimerad och formad under extremt högt tryck innan CNC-maskiner skulpterar den slutgiltiga formen. Denna enhetliga konstruktion utgör prestandareferensen som alla andra typer av smidda fälgar mäts mot.
Enkelblockstillverkningsprocess
Monoblockfälgar börjar sitt liv som cylindriska aluminiumblock, vanligtvis med en vikt mellan 40–80 pund beroende på den slutgiltiga fälgens storlek. Tillverkare väljer i övervägande grad 6061-T6 Smidd aluminium för denna process, och att förstå varför avslöjar ingenjörsfilosofin bakom premiumkonstruktion av smidda fälgar.
Benämningen 6061 avser sammansättningen av aluminiumlegeringen. Denna specifika blandning inkluderar:
- Aluminium - Den primära basen som ger lättviktsegenskaper och allmän styrka
- Magnesium - Förbättrar total styrka genom fastlöstyrkning
- Silikon - Fungerar synergistiskt med magnesium för att förbättra hållfasthet samtidigt som smältpunkten sänks för enklare smidning
- Koppar - Tillsätts i små mängder för att förbättra korrosionsmotstånd och ökad hållfasthet
Men vad sägs om beteckningen T6? Denna anger den specifika värmebehandlingsprocess som omvandlar bra aluminium till exceptionellt material för hjul. T6-behandlingen innefattar två avgörande steg. Först värmebehandlas legeringen till höga temperaturer innan den snabbt släcks, vilket gör att magnesium och kisel löser sig i aluminiumn och bildar en översättad fast lösning. Andra steget är kontrollerad åldring vid förhöjda temperaturer, vilket får de upplösta ämnena att utfällas på ett sätt som dramatiskt ökar brottgräns och hårdhet.
Enligt 3030 Autosport , denna kombination av sammansättning och värmebehandling gör 6061-T6 till det främsta valet inom krävande områden som militära tillämpningar, flyg- och rymdindustrin, Formel 1 och dragracing. Samma egenskaper som skyddar flygplanskomponenter på 40 000 fot överföras direkt till prestanda hos smidda fälgar på gatan eller banan.
När materialblocket genomgått smidning och värmebehandling avlägsnas material med precisions-CNC-maskinering för att skapa spakmönster, monteringsytor och slutgiltiga mått. Varje hjul är i princip utskuret från insidan av det komprimerade blocket, och denna subtraktiva process är vad som möjliggör lägsta möjliga vikt samtidigt som den smidda fälgens innebörd av styrka och pålitlighet bibehålls.
Strukturella fördelar med enhetlig konstruktion
Varför ansluter motorsportlag och prestandaentusiaster sig till monoblock-konstruktion? Frånvaron av fogar besvarar omedelbart den frågan.
Varje anslutningspunkt i en flerdelad fälg representerar en potentiell felkälla. Skruvar kan lossna vid upprepade termiska cykler. Svetsfogar kan utveckla sprickor efter tusentals mil. Tätningar mellan komponenter kan försämras, vilket leder till luftläckage i slätrycksfria system. Monoblockfälgar eliminerar alla dessa problem eftersom det helt enkelt inte finns några monterade delar som kan gå sönder.
Forskning visar att smidda fälgar kan vara upp till 30 % starkare än gjutna aluminiumfälgar av motsvarande vikt. När det smidda materialet utgörs av ett sammanhängande stycke överförs spänningar utan avbrott från ekrar till kruka och nav. Tänk på skillnaden mellan en solid träbalk och brädor ihopskruvade. Båda kan initialt bära liknande laster, men den solida balken behåller sin integritet under dynamisk, upprepad belastning mycket längre.
Denna enhetliga konstruktion ger mätbara prestandafördelar:
- Maximal strukturell integritet - Inga leder, sömmar eller fästelement som kan bli brottpunkter vid upprepade belastningscykler
- Lägsta möjliga viktpotential - Ingen hårdvaruvikt tillagd; material kan tas bort var som helst utan att kompromettera komponentförbindelser
- Förenklad underhåll - Inget att åtdra, inga tätningsringar att kontrollera, ingen hårdvara att byta ut under rutinmässig service
- Inga bekymmer med tätningarnas försämring - Slangfria däckfästen ansluter mot sammanforgat material snarare än monterade sektioner
Viktfördelen förtjänar ytterligare betoning. Eftersom enhetsfästen inte kräver skruvar, muttrar eller förbindningshårdvara kan tillverkare designa tunnare väggar och mer aggressiva ekransprofiler. Varje gram räknas när det gäller minskad oavdämpad vikt. Enligt prestandadata förbättrar varje sparad pund i oavdämpad vikt acceleration, bromssvar och fjädringens respons mer än motsvarande minskningar i avdämpad fordonvikt.
För förare som prioriterar ren prestanda framför maximal anpassningsflexibilitet, erbjuder monoblock-konstruktion den idealiska balansen. Denna optimerade design begränsar dock monteringsalternativen jämfört med flerdelsalternativen. I nästa avsnitt undersöks hur tvådelskonstruktion hanterar denna kompromiss utan att offra smidda fälgars prestandaegenskaper.
Tvådels smidd konstruktion
Vad händer när du behöver styrka på monoblock-nivå men kräver monteringsflexibilitet som en-enkel-billets konstruktion helt enkelt inte kan erbjuda? Tvådels smidda fälgar löser detta genom att dela upp fälgen i två huvudkomponenter: centrumdelen (ansiktet och spakarna) och den yttre ringen där däcket monteras.
Denna modulära approach öppnar dörrar som förblir stängda med monoblockskonstruktioner. När man jämför smidda och gjutna alternativ bibehåller tvådelade smidda konstruktioner den överlägsna kornstruktur och materialtäthet som smide ger, samtidigt som de erbjuder anpassningsmöjligheter som tilltalar entusiaster med kraftigt modifierade fordon eller unika monteringskrav.
Enligt branschspecifikationer , använder tvådelade smidda fälgar högkvalitativ smidd aluminiumlegering för båda komponenterna, vilket gör dem starkare och mer slitstarka än gjutna alternativ. Men det verkliga skillnaden ligger i hur dessa komponenter sammansätts.
Svetsad eller skruvad montering
Här är den avgörande detaljen som de flesta fälgsamtal helt ignorerar: inte alla tvådelade fälgar monteras på samma sätt. Sättet att förena komponenterna förändrar grundläggande fälgens egenskaper, och att förstå denna skillnad hjälper dig att fatta informerade beslut när du väljer mellan smidda eller gjutna fälgar för din specifika användning.
Svetsad tvådelad konstruktion sammanfogar permanent röret och mittsektionen till en enda enhet. Efter precisionssvarvning använder skickliga tekniker specialiserade TIG-svetsmetoder för att sammanfoga komponenterna längs deras anslutningsytor. Svetsen tränger tillräckligt djupt för att skapa molekylär bindning mellan de två smidda sektionerna, vilket resulterar i en strukturell integritet som närmar sig monoblocksnivå.
Tänk så här: en gång svetsad blir dessa komponenter i praktiken åter en enda bit. Sammanfogningsområdet matchar eller överstiger vid korrekt utförande till och med omgivande materials hållfasthet eftersom svetsningen faktiskt förfinar kornstrukturen vid smältpunkten.
Bultad tvådelad konstruktion väljer motsatt väg. Högfasthetsfästelement av flygindustrins standard säkrar röret till mittsektionen och bevarar hjulets modularitet under hela dess livslängd. Denna designfilosofi prioriterar servicevänlighet framför maximal strukturell enkelhet.
Enligt forskning om hjulkonstruktion har skruvade hjul lägre tendens att gå sönder när reparerbarhet och justerbarhet är viktigast, även om dessa konfigurationer kan kräva mer regelbunden underhåll eftersom skruvar kan lossna över tid på grund av termiska cykler och vibrationer.
När du väljer mellan gjutna eller smidda hjul, kom ihåg att både svetsade och skruvade tvådelade alternativ bevarar materialegenskaperna hos smidda material. Monteringsmetoden påverkar servicevänlighet och långsiktiga underhållskrav snarare än den grundläggande fördelen med smidda fälgar jämfört med gjutna.
| Fabrik | Svetsad tvådelad | Skruvad tvådelad |
|---|---|---|
| Strukturstyrka | Nära monoblock-integritet; permanent fusion eliminerar ledflex | Utmärkt vid korrekt åtdragning; kräver periodisk kontroll av fästelement |
| Reparationsförmåga | Skadade sektioner kräver beskärning och omsvetsning; specialutrustning behövs | Enskilda komponenter kan skruvas isär och ersättas separat |
| Vikt | Lättare i helhet; inga fästelement bidrar till vikten | Något tyngre på grund av skruvar, muttrar och ökad materialtjocklek vid monteringspunkter |
| Underhåll | Minimal; ingen hårdvara att undersöka eller åtdra | Periodisk kontroll av bultmoment rekommenderas var 12 000 mil |
| Anpassning efter köp | Begränsad; ändringar kräver professionell skärning och svetsning | Hög; komponenter kan bytas ut för olika bredder eller offset |
| Relativ kostnad | Måttlig; enklare långsiktig äganderätt men svårare reparationer | Högre initial; lägre långsiktig kostnad om komponentbyten blir nödvändiga |
Fälg- och centrumkonstruktionsdynamik
Att förstå hur tvådelade fälgar tillverkas visar varför de erbjuder fördelar som envävsdesigner inte kan matcha. Varje komponent börjar som en separat smidd aluminiumbiljett, som bearbetas och värmebehandlas separat innan precisionsbearbetning ger den slutgiltiga formen.
Den mittelsektion innehåller ekrarna och navmonteringsytan. Tillverkare bearbetar denna komponent från ett smitt block, vilket skapar det visuella designelementet och den kritiska gränssnittet mot navmonteringen på fordonet. Här formas ekermönster, mutterhål och centrumborrningsdimensioner.
Den fat utgör den yttre omkretsen där däcket monteras. Enligt tillverkningsstandarder är också fälgdelar smidda för maximal styrka och sedan precisionsbearbetade till exakta mått för däckets sittning och ventilstamplacering.
Här blir passformens flexibilitet betydelsefull. Med enstyckes konstruktion krävs det att ett helt nytt hjul tillverkas från grunden om man vill ändra hjulets bredd eller offset. Tvåstyckeskonsutrktionen förändrar denna ekvation avsevärt.
Tillverkare kan kombinera samma centrumdel med fälgar av olika djup och bredd. Vill du ett bredare bakhjul med en mer aggressiv offset? Centrumdesignen förblir densamma medan en annan fälgspecifikation uppnår önskade mått. Denna modulära approach möjliggör:
- Större offsetintervall - Samma center fungerar med flera fälgkonfigurationer för att uppnå offset som inte ekonomiskt kan produceras med enstyckesverktyg
- Fler breddkombinationer - Variationer i fälgdjup skapar breddalternativ utan att behöva omforma ekransgeometrin
- Stegrad montering - Fram- och bakhjul kan dela centerdesigner samtidigt som de använder olika foder-specifikationer
- Framtida anpassningsbarhet - Att byta fordon eller ändra upphängningsgeometri behöver inte nödvändigtvis innebära att byta hela hjuluppsättningar
Reparationsaspekten är också värd uppmärksamhet. När kantstötar skadar en del av fodret gör en tvådelad konstruktion att endast den komponenten behöver ersättas. Den oskadda centerdelen kan fortsätta användas på fordonet medan ett nytt foder återställer hjulet till perfekt skick. Jämför detta med enhetskonstruktion (monoblock), där liknande skador ofta innebär att hela hjulet måste kasseras.
Denna underhållsbarhet sträcker sig även till kosmetiska uppdateringar. Entusiaster kan omfodra eller byta centerdelar för att förnya hjulens utseende utan att behöva köpa helt nya hjul. För dem som överväger gjutna eller smidda alternativ, erbjuder tvådelad smidd konstruktion både fördelarna med materialstyrka och den praktiska flexibilitet som ofta krävs för daglig körning.
Tre-dels konstruktionsmetoden tar denna modulära filosofi ännu längre genom att dela upp själva fälgskålen i inre och yttre delar för maximal anpassningsförmåga.
Tre-dels smidat fälgarkitektur
Vad om du kunde skapa din idealiska fälgspecifikation från grunden, med justerbar bredd, offset och backspace ner till millimeterprecision? Det är exakt vad tre-dels smidna fälgar erbjuder. Som representerar toppen av helt smidad fälgteknik delar denna konstruktionsmetod upp fälgen i tre separata smidda komponenter, var och en tillverkad separat innan montering med hårdvaror av flygplansklass.
För entusiaster som kör anpassade smidda setup på showbilar, banbyggen eller smidda fälgar för lastbilar som kräver aggressiva monteringar, erbjuder tre-dels konstruktion möjligheter som enhjuls- och tvådelsdesigner helt enkelt inte kan matcha. Men denna flexibilitet innebär kompromisser som är värda att förstå innan man väljer denna premiumkonstruktion.
Modulär designfilosofi
Tredelade fälgar består av tre separata smidda aluminiumkomponenter:
- Mittelsektion - Innehåller ekrarna, navmonteringsytan och definierar fälgens visuella karaktär
- Inre ring (bakre delen) - Utgör baksidan av fälgen där den ansluter till bromskomponenter och upphängning
- Yttre ring (främre delen) - Skapar den synliga kanten och främre däckhylsans monteringsyta
Varje komponent börjar som en separat smidd stång och genomgår samma värmebehandling och precisionsbearbetning som präglar all tillverkning av smidda fälgar. Magin sker vid monteringen. Enligt Forgelines tillverkningsstandarder , kan tredelade fälgar dessutom ges olika anpassade färgkombinationer på centrum, inre kant och yttre kant, vilket skapar visuella möjligheter som inte är tillgängliga med någon annan konstruktionsmetod.
Men hur blir dessa komponenter ett fungerande hjul? Hårdvaror i rostfritt stål av flyg- och rymdindustrins kvalitet, vanligtvis höjhållfasta bultar eller specialfästen, säkrar de tre sektionerna samman runt omkretsen. Denna hårdvara måste tåla enorma krafter: acceleration, bromsbelastning, sidokrafter vid kurvtagning och konstant vibration från vägytan.
När någon frågar vad som är starkare, solidfräsad eller smidd aluminium, blir svaret mer nyanserat med treskiktskonstruktion. De smidda komponenterna behåller i sig själva samma överlägsna kornstruktur och materialtäthet som monoblockshjul. Men den totala konstruktionens hållfasthet beror nu på hårdvarans kvalitet, korrekt åtdragningsmoment och tätheten i fogarna mellan sektionerna.
Fördelarna med anpassning
Tänk dig att du behöver 24x14 smidda fälgar med en mycket specifik offset för att passa din trucks anpassade upphängning samtidigt som du får plats med stora däck under bredare fälgkåpor. Med monoblock-konstruktion skulle tillverkaren behöva dedikerad verktygsmaskin för just den specifikationen. Med trebitarskonstruktion kan de kombinera befintliga fälgkanter och centrumdelar i nya konfigurationer.
Denna modulära approach möjliggör närmast obegränsade kombinationer:
- Breddanpassningar - Genom att byta inre eller yttre fälgkanter med olika djup ändras hjulets totala bredd utan att påverka centrumdesignen
- Offset-finjustering - Förhållandet mellan fälgkantens djup kan förskjuta monteringsytans position i förhållande till hjulets mitteplan
- Backspacing-precision - Avgörande för smidda fälgar till lastbilar och aggressiva ställningsbyggen där millimeter är kritiska för däckklaring
- Olika fälgkantsdjup - Byggare av showbilar kan ange djupare yttre fälgkanter för en dramatisk trappstegseffekt på fälgkanten
Som påpekats i Hot Rods guide för fälgmontering , två- och tre-dels fälgar erbjuder störst flexibilitet när det gäller montering, och när du vill ha de bredaste däcken möjligt handlar det om att ha monteringsalternativ. Denna flexibilitet sträcker sig bortom det ursprungliga köpet. Bytt fordon? Ändrat upphängningsgeometrin? Med en treskiktskonstruktion kan du konfigurera om istället för att byta ut hela fälgen.
Möjligheten till reparation och underhåll är ytterligare en stor fördel. Skrapat av ytterkanten mot en pilar i parkeringsgaraget? Byt bara ytterbrämman och behåll din mittdel och inre bräm. Behöver du återställa fälgarna efter skador från en banträff? Enskilda komponenter kan demonteras, repareras eller bytas ut och sedan sättas ihop igen. Denna möjlighet att återuppbygga förvandlar treskiktsfälgar från engångsprodukter till långsiktiga investeringar.
Ärliga kompromisser att överväga
Treskiktskonstruktion är inte alltid överlägsen. Att förstå dess begränsningar hjälper dig avgöra om denna typ av konstruktion passar dina specifika behov:
- Ökad vikt - De bultar i luftfartsstandard och det ytterligare material som krävs för fästning lägger till vikt. Förvänta er att trebitars hjul väger 10–20 % mer än motsvarande monoblockskonstruktioner
- Underhållskrav för tätningsdelar - Kopplingen mellan fackverksdelarna kräver silikontätningar eller O-ringar vid användning av däck utan kamrar. Dessa tätningar kan försämras med tiden, vilket potentiellt kan orsaka långsamma luftläckage
- Behov av besiktning av fästdelar - Fästdelar kräver periodisk kontroll av åtdragningsmoment, särskilt efter termiska cykler orsakade av aggressiv körning eller värmeansamling från bromsarna
- Högre tillverkningskostnader - Fler komponenter, fler bearbetningsoperationer, mer monteringsarbete och dyrare fästdelar bidrar alla till högre priser
- Komplexitet vid bedömning av skador - Slagkan kan påverka flera komponenter, vilket komplicerar besluten om reparation
Ideella tillämpningar för trebitars konstruktion
Med tanke på dessa egenskaper presterar trebitars smidda hjul särskilt bra i scenarier där deras fördelar väger tyngre än kompromisserna:
- Visningsbilar som kräver exakt passform - När din byggnation kräver exakta specifikationer för den perfekta jämnade ställningen, levererar trebitars konstruktion millimeterexakta resultat som standardhjul inte kan matcha
- Samlare som vill ha reparerbara hjul - Entusiaster och samlare av klassiska bilar uppskattar möjligheten att återställa istället för att ersätta. Möjligheten att få tag i enskilda komponenter innebär att dessa hjul kan underhållas obegränsat
- Entusiaster som kanske byter fordonsplattform - Planerar du att överföra ditt investerade värde till en framtida byggnation? Trebitars hjul kan eventuellt konfigureras om med olika facklingsmått för nya användningsområden
- Anpassade lastbil- och SUV-byggen - Smidda hjul för lastbilar kräver ofta extrema bredder och offset. Trebitars konstruktion gör det möjligt att realisera specifikationer som 24x14 smidda hjul utan orimliga kostnader för specialverktyg
- Rotationsvisning och gatukonfigurationer - Vissa entusiaster har flera kranieuppsättningar, vilket möjliggör snabba byten mellan visningsklara djupa kanter och mer praktiska gatukonfigurationer
Valet mellan konstruktionstyper beror slutligen på dina prioriteringar. Förare med fokus på banan föredrar vanligtvis monoblockets lägre vikt och strukturella enkelhet. Dagliga förare uppskattar ofta tvådelad flexibilitet med minskade underhållskrav. Byggare av visningsbilar och anpassningsentusiaster finner att tre-delad konstruktion erbjuder obegränsad konfigurationspotential, vilket väger upp den ökade komplexiteten och kostnaden.
Mellan fullt smidda flerdelade design och standardgjutna alternativ finns en annan kategori: hybridkonstruktionsmetoder som kombinerar smide och gjutningsprinciper för att uppnå olika prestanda- och kostnadmål.
Flow Formed och roterande smidda alternativ
Vad händer om du vill ha bättre prestanda än gjutna fälgar erbjuder, men helt smidda fälgar ligger för långt utanför din budget? Det är här hybridkonstruktionsmetoder kommer in i bilden. Fälgar tillverkade med flödesformning, roterande smidning och liknande tekniker intar en mellanposition mellan traditionellt gjutning och fullständig smidning, och ger förbättrade egenskaper till mer tillgängliga priser.
Här är den avgörande skillnaden du behöver förstå: trots marknadsföringstermer som "flödessmida fälgar" eller "roterande smidda", är dessa inte äkta smidda fälgar. De börjar livet som gjutna komponenter. Den ytterligare bearbetningen de genomgår förbättrar dock verkligen deras metallurgiska egenskaper jämfört med vanlig gjutning.
Flödesformningsprocessen avslöjad
Tänk dig en keramikskiva, men istället för lera och försiktiga händer har du upphettad aluminium och kraftfulla hydrauliska rullar. Den mentala bilden fångar kärnan i flödesformning, en relativt ny tillverkningsteknik som har utvecklats mer nyligen jämfört med traditionella gjut- och smidemetoder.
Processen fungerar så här:
- Steg 1: Gjut förformen - Tillverkare börjar med ett lågtrycksgjutet aluminiumhjul, vanligtvis med ett tjockare än normalt huvudstycke
- Steg 2: Värm huvudstycket - Det gjutna hjulet monteras på en specialbyggd roterande maskin, och huvudstycket värms för att göra aluminiumn böjlig
- Steg 3: Applicera rulltryck - Hydrauliska rullar trycker mot det roterande huvudstycket, sträcker och komprimerar materialet samtidigt
- Steg 4: Forma den slutgiltiga formen - Rullarna tunnar successivt huvudstycket samtidigt som det förlängs för att uppnå önskad bredd och profil
Enligt flödesformsforskning , denna process sträcker metallets kornstruktur longitudinellt, vilket starkt ökar dess hållfasthet och utmattningsmotstånd. Rullarnas komprimerande effekter får materialkornen att rikta in sig under bearbetningen, på samma sätt som sker vid verklig smidning.
Men här är den metallurgiska verkligheten som marknadsföringsmaterial ofta döljer: endast fälgen genomgår denna omvandling. Fälgens mitt, inklusive spakarna och navfästet, förblir gjuten aluminium med sin ursprungliga kornstruktur intakt. Du får egenskaper liknande smidda i fälgen där däcket monteras, medan mitten behåller de egenskaper som karakteriserar gjutna delar.
Denna hybrida natur förklarar varför flödesformade fälgar kostar avsevärt mindre än helt smidda alternativ. De dyra smidpressarna och den omfattande bearbetning som krävs för monoblockkonstruktion ersätts med en mer ekonomisk snurropperation tillämpad på en gjuten utgångspunkt.
Var hybridkonstruktioner passar in i konstruktionskedjan
Så var i prestandahierarkin hör egentligen flowformfälgar hemma? Tänk på dem som upptar en värdefull mellanposition. Enligt branschanalyser är flowformed-fälgar 15–25 % lättare än motsvarande gjutna fälgar, med ökad stötdämpning och högre lastkapacitet tack vare den komprimerade kolvdelens konstruktion.
Terminologin kan bli förvirrande. Du kommer att stöta på namn som:
- Fläktrullad - Den mest korrekta tekniska beskrivningen
- Rotationsforgad - Ett marknadsföringsterm som vissa tillverkare använder för att betona spin- och komprimeringsprocessen
- Flödesforgat - En annan marknadsföringsvariant som antyder smidda-liknande egenskaper
- Spun forged - ytterligare ett uttryck som beskriver samma grundläggande process
Enligt fälgstillverkningsexperter , när du hör namn som "rotary forged", är det värt att dubbelkolla hur fälgen faktiskt är tillverkad. Det är troligen ett marknadsföringsterm som ett företag har gett sina flowformed-fälgar för att indikera ökad hållfasthet, även om de inte är smidda alls.
Denna skillnad spelar roll när du bedömer flödesformade eller roterande smidda alternativ för din specifika tillämpning. Båda levererar riktiga prestandafördelar, men den underliggande konstruktionen och de resulterande egenskaperna skiljer sig väsentligt.
| Egenskap | Flödesformad / Roterande smidd | Fullt smidd (Monoblock) |
|---|---|---|
| Utgångsmaterial | Gjuten aluminiumförform | Solid smidd aluminiumstock |
| Flerlagerstruktur | Komprimerad och riktad (smidd-liknande) | Helt smidd genomgående |
| Centrumkornstruktur | Förblir gjuten (potentiell porositet) | Fullt smidd (ingen porositet) |
| Viktreduktion jämfört med gjutna | 15–25 % lättare | 25–30 % lättare |
| Styrkeförbättring | Betydande i cylinderdel; nivå med gjutna i centrum | Maximal genom hela hjulet |
| Tillverkningskomplexitet | Måttlig (gjuten + spinoperationsbearbetning) | Hög (smidpress + omfattande CNC) |
| Relativ kostnad | Mellanläge (mer än gjuten, mindre än smidd) | Premiumprissättning |
| Ideell tillämpning | Gatuprestanda, tillfälligt användning på banan | Motorsport, maximala prestandakrav |
För många entusiaster representerar rotatingsmidda fälgar en intelligent kompromiss. Du uppnår mätbara förbättringar av vikt, hållfasthet och prestanda jämfört med standardgjutna fälgar utan den betydande kostnadsökningen som hel-smidda medför. Deltagare i trackday-aktiviteter som inte tävlar professionellt, bilar byggda för gatuprestanda samt dagliga körare som söker uppgraderade fälgar finner ofta att flowforming träffar rätt balans.
När dock maximal hållfasthet, minimal vikt och fullständig strukturell konsekvens är viktigast, förblir helt smidd konstruktion det definitiva valet. Professionella racingteam, dedikerade banbilar och entusiaster som kräver absolut prestanda väljer fortfarande sanna smidda fälgar – av goda skäl.
Nu när alla dessa konstruktionstyper är definierade, hur står de sig egentligen mot varandra om man jämför dem direkt utifrån de faktorer som betyder mest för din bilbyggnad?

Jämförelse av olika smidda konstruktionstyper sida vid sida
Du har nu undersökt varje olika typ av hjul inom smidd kategori individuellt. Men när du faktiskt ska fatta ett inköpsbeslut avslöjar en direkt jämförelse vilken tillverkningsmetod som bäst passar dina specifika prioriteringar. Denna sida-vid-sida-analys bryter igenom marknadsföringsspråket och ger dig den ärliga jämförelse du behöver.
När man i allmänna samtal jämför aluminium- och legeringshjul blandar man ofta ihop termerna. Här är en snabb förklaring: aluminiumhjul och legeringshjul beskriver samma sak, eftersom hjullegeringar är baserade på aluminium. Den verkliga prestandaskillnaden ligger inte i begreppen aluminium mot legeringsfälgar, utan i hur aluminiumlegeringen tillverkas och monteras. Det är där konstruktionstypen blir den avgörande faktorn.
Prestandaegenskaper efter konstruktionstyp
Hur presterar de olika typerna av fälgar egentligen när de utsätts för extrema belastningar? Att förstå strukturell integritet, vikteffektivitet och slagstyrka i monoblock-, tvådelade och tredelade konstruktioner hjälper dig att anpassa byggnadssättet till tillämpningen.
Strukturell integritet
Monoblockkonstruktion ger högsta möjliga strukturella integritet eftersom spänning överförs sömlöst genom ett enda sammanhängande stycke smidat material. Enligt Performance Plus Tire skapar enpiecekonstruktion en exceptionell strukturell integritet som klarar extrema spänningar och krävande lastkrav. Det finns inga fogar, fästelement eller sömmar som kan bli potentiella brottställen.
Tvådelade smidda fälgar har ungefär 2,5 gånger större hållfasthet än gjutna alternativ. Svetsade tvådelade konstruktioner närmar sig monoblockintegriteten eftersom svetsen skapar molekylär bindning mellan komponenterna. Skruvade versioner innehåller fästdon som kräver korrekt momentunderhåll men överträffar ändå gjuten konstruktion avsevärt.
Trehjulsskivor, även om de fortfarande är avsevärt starkare än gjutna alternativ, introducerar de flesta potentiella spänningspunkter genom sin hårdvaruberoende montering. De 30–35 fästelementen som förbinder komponenterna måste bibehålla korrekta momentvärden för att bevara strukturell integritet under dynamiska belastningar.
Vikteffektivitet
Viktreduktion påverkar direkt acceleration, bromsrespons och hanteringsprecision. Varje konstruktionstyp uppnår olika viktmål:
- Monoblock - Uppnår den lägsta möjliga vikten eftersom inga fästelement tillsätter massa. Tillverkare kan ta bort material var som helst utan att kompromettera anslutningar mellan komponenter
- Tvådelad - Väger typiskt 1–2 pund mer per hjul än motsvarande monoblockskivor på grund av fästutrustning och materialkrav vid anslutningspunkter
- Tredelad - Har den största viktnackdelen, vanligtvis 10–20 % tyngre än monoblocksmotsvarigheter på grund av omfattande hårdvara och tjockare material vid fästplatser
Alla typer av hjulkonstruktioner i den smidda kategorin ger fortfarande betydande viktreducering jämfört med gjutna alternativ. Enligt branschdata är smidda hjul cirka 25–30 % lättare än gjutna hjul av samma storlek, oavsett konstruktionsmetod.
Stötsäkerhet
Hur hjul reagerar vid slag i hålor, kantstötar och vägskräp skiljer sig åt beroende på konstruktionstyp. Enhjulsdesigner sprider stötkrafterna genom hela den enhetliga strukturen, vilket gör dem mycket motståndskraftiga mot lokal skada. Men allvarliga stötar som orsakar skador påverkar ofta hela hjulet.
Konstruktioner i flera delar kan faktiskt erbjuda fördelar i stötsituationer. Enligt Vivid Racing kan skador på enskilda komponenter eventuellt åtgärdas utan att byta ut hela hjulet. Ett kantstöt som skadar en yttre kum ska lämna centrumdelen och inre kum oskadda och återanvändbara.
Kostnads-nyttoanalys för varje kategori
Att förstå vad du faktiskt betalar för hjälper till att motivera investeringen i vilken typ av smidda fälgar som helst. Låt oss undersöka vart dina pengar går och vilken avkastning du kan förvänta dig.
Monoblock-värdeproposition
Inmatningsnivås monoblock-smidda fälgar börjar vanligtvis på cirka 2 095 USD per set, med prissättning per enskild fälg som ökar med storleken: 17 tum till baspris, ökande till 18 tum (2 150 USD), 19 tum (2 250 USD), 20 tum (2 295 USD) och större. Premiummärken tar betydligt högre priser, där HRE Performance Wheels-set kostar mellan 6 000 och 15 000 USD.
Vad motiverar denna investering?
- Maximalt hållfasthets-till-viktförhållande tillgängligt i fälgkonstruktion
- Noll underhållskrav utöver normalt däckservice
- Längsta potentiella livslängd tack vare enhetlig struktur
- Bästa termiska stabilitet vid krävande bromsvärme
Tvådelad värdeproposition
Tvådelad konstruktion kommer in på marknaden runt 1 100 dollar per hjul, vilket placerar den mellan monoblock och tredelade prissättningar. Den modulära designen innebär att du investerar i både prestanda och praktisk underhållsbarhet.
Fördelen med långsiktig kostnad blir tydlig när skador uppstår. Att byta ut ett skadat fälgsnitt kostar vanligtvis 400–800 dollar jämfört med över 2 000 dollar för helt nytt monoblockshjul. För fordon i urbana miljöer med högre risk för kantbeskador kan denna underhållsfördel kompensera den initiala investeringen över flera års ägande.
Tredelad värdeerbjudande
Tredelade smidda hjul har premieprissättning som börjar runt 1 680 dollar per hjul, där kostnaden snabbt ökar beroende på storlek, finishkomplexitet och varumärkesprestige. Kompletta set från premiumtillverkare som HRE kan ligga mellan 8 000 och 20 000 dollar.
Du betalar för maximal flexibilitet:
- Närmast obegränsade kombinationer av bredd, offset och backspacing
- Möjlighet att byta ut komponenter separat
- Möjlig omkonfigurering för olika fordon eller specifikationer
- Individuell återförsäljning utan att byta ut hela hjulen
Fullständig jämförelse: Alla konstruktionstyper
Denna omfattande tabell sammanställer de viktigaste faktorerna för alla smidda hjulkonstruktionstyper och ger dig en enda referens för beslutsfattande:
| Fabrik | Monoblock (En-dels) | Tvådelad smidd | Tredelad smidd |
|---|---|---|---|
| Typiskt viktspann | Lättast; 25–30 % lättare än motsvarande gjutna | 1–2 lbs tyngre än monoblock per hjul | 10–20 % tyngre än monoblock |
| Strukturstyrka | Maximal; cirka 3 gånger starkare än gjutna | Cirka 2,5 gånger starkare än gjutna | Cirka 2 gånger starkare än gjutna |
| Anpassningsflexibilitet | Begränsat till tillgänglig verktygning; färre offset-alternativ | Måttlig; olika offset genom val av pip | Maximal; närmast obegränsade kombinationer |
| Reparationsförmåga | Svårt; skador kräver ofta fullständig ersättning | Måttlig; pipbyte möjligt vid skruvförband | Utmärkt; enskilda komponenter kan bytas ut |
| Underhållskrav | Minimal; inga hårdvarukomponenter att kontrollera | Låg till måttlig; skruvförband behöver momentkontroll | Högre; periodisk kontroll av hårdvara och tätningsverifiering |
| Relativ kostnadsklass | $2 095+ per setingång; $6 000–$15 000 premie | $1 100+ per hjul; $2 800–$6 500 premiesets | $1 680+ per hjul; $8 000–$20 000 premiesets |
| Idealiska användningsområden | Banbilar, motorsport, maximal prestanda på gatan | Gatuprestanda, dagliga körningar, balanserade konstruktioner | Utställningsbilar, samlare, extrema monteringskrav |
| Avsluta alternativ | Enkel finish per hjul som standard | Tvåfärgad möjlig (centrum vs kolv) | Finish i tre zoner; alternativ för hårdfvaruhöjdpunkter |
| Långsiktigt värde | Högsta hållbarhet; lägsta återkommande kostnader | Balanserad; utbyte av komponenter minskar den totala ägandekostnaden | Återuppbyggbar; möjlighet till omkonfigurering för framtida fordon |
Varje typ av smidda fälgar presterar bäst i specifika scenarier. Det finns inget universellt "bästa" alternativ – bara rätt matchning för dina prioriteringar, användningsområde och budget.
Denna neutrala analys visar varför envävsfälgar dominerar inom motorsport medan trevävsfälgar lockar byggare av showbilar och entusiaster av ställning. Tvåvävsdesigner intar den praktiska mellanpositionen som passar flest prestandainriktade vardagsförare.
Nu när dessa olika fälgs typer har jämförts tydligt är nästa steg att välja rätt konstruktionstyp för ditt specifika fordon och kökrafter.
Matcha konstruktionstyper till ditt användningsområde
Du har sett specifikationerna och jämförelserna. Nu kommer den praktiska frågan: vilken typ av smidda fälgar ska egentligen monteras på ditt fordon? Svaret beror helt på hur du kommer att använda din bil, lastbil eller prestandautrustade byggnad. Att välja fel konstruktionstyp slösar inte bara med pengar – det kan kompromettera säkerheten, försämra styrningen eller lämna dig med fälgar som inte överlever sin tänkta användning.
När entusiaster frågar vad som är bättre, legerade eller smidda fälgar, missar de ofta den djupare frågan. Alla smidda fälgar presterar bättre än gjutna alternativ när det gäller styrka i förhållande till vikt. Men inom kategorin smidda fälgar avgör matchningen mellan konstruktionstyp och användningsområde om du verkligen utnyttjar fördelen – eller betalar premiepriser för egenskaper du aldrig kommer att använda.
Låt oss bryta ner beslutet genom att undersöka hur varje konstruktionstyp presterar i verkliga scenarier som du faktiskt kan stöta på.
Banan- och tävlingsanvändning
När millisekunder räknas och misslyckande inte är ett alternativ, varför dominerar monoblockskonstruktion inom professionell motorsport? Svaret handlar om två oeftergivliga faktorer: vikt och förutsägbarhet.
Är smidda fälgar lättare än gjutna fälgar? Absolut – med 25–30 % i de flesta jämförelser. Men monoblock-smidda fälgar är även de lättaste inom kategorin smidda fälgar, eftersom inga fästelement tillsätter massa. Enligt Performance Plus Tire-forskning kan smidda fälgar ge 0,3–0,4 sekunder snabbare varvtider, även på mindre banor, tack vare minskad roterande massa som förbättrar acceleration, bromsning och hanteringsrespons.
Strukturell förutsägbarhet är lika viktig för tävlingsanvändning. Monoblockfälgar beter sig konsekvent under upprepade belastningscykler eftersom det inte finns några monterade komponenter som kan skifta, lossna eller utveckla mikrorörelser. När du driver ett fordon till dess absoluta gränser kurva efter kurva behöver du fälgar som reagerar identiskt på varv 50 som de gjorde på varv 1.
Beslutsgrunder för bana och tävling:
- Viktkänslighet - Om du strävar efter snabbare varvtider innebär varje gram minskad oåkande vikt mätbara prestandafördelar
- Tolerans för termisk cyklage - Upprepad uppvärmning från kraftig inbromsning kräver en enhetlig konstruktion som inte utvecklar lösa fästen
- Strukturell konsekvens - Inga fogar eller fästelement innebär inga variabler som kan påverka handhavandebalansen mitt under en session
- Ursättningsfilosofi - Allvarliga tävlare byter ofta hjul istället för att reparera dem efter kraftiga stötar; monoblockens lägre reparerbarhet blir därför oväsentlig
- Budgetprioritet - Byggen med fokus på banprestanda avsätter vanligtvis större budget till prestandakomponenter; monoblockens premieprissättning stämmer överens med denna prioriteringsstruktur
För specialbyggda banbilar, time attack-uppläggning och professionella racelösningar är monoblockskonstruktion fortfarande det uppenbara valet. De egenskaper som gör den mindre praktisk för gatukörning – begränsade offset-alternativ, svår reparation, premieprissättning – spelar helt enkelt ingen roll när ren prestanda är den enda måttstocken.
Överväganden för daglig körning och gatuprestanda
Din dagliga bil ställs inför utmaningar som banbilar aldrig möter. Hull i vägen. Parkeringens trottoarer. Månader mellan däckrotationer. Byggen. Den tillfällige parkeraren som behandlar dina hjul som hyresutrustning. Dessa faktorer förändrar beräkningen av konstruktionstyp avsevärt.
Är gjutna aluminiumhjul tillräckligt starka för daglig körning? För renodlat standardfordon som körs försiktigt fungerar vanliga gjutna hjul tillräckligt bra. Men när du undrar om gjutna aluminiumhjul håller samma slitstyrka som smidda för prestandainriktad gatukörning blir svaret mer nyanserat.
Tvådelad smid konstruktion ger ofta den optimala balansen för gatprestanda. Du får styrkan från smidd material—cirka 2,5 gånger starkare än gjutna alternativ—kombinerat med praktiska underhållsfördelar som spelar roll över årens ägande.
Beslutsgrunder för daglig körning och gatprestanda:
- Hål i vägen motstånd - Smidd konstruktion klarar stötar som skulle spräcka gjutna fälgar, men flerdelade design möjliggör att skadade komponenter byts ut istället för att hela fälgarna kasseras
- Risk för kantbeskador - Stadskörning ökar risken för kosmetiska skador; skruvad tvådelskonstruktion gör det möjligt att byta ringen till en bråkdel av kostnaden för en hel fälg
- Underhållsengagemang - Tänk på dina faktiska vanor vad gäller underhåll; skruvade flerdelade fälgar kräver periodisk kontroll av fästdon, vilket inte behövs vid monoblockdesign
- Långsiktig äganderelation - Om du behåller fordon i många år kan tvådelad servicebarhet minska den totala ägandekostnaden trots högre initial investering
- Prestanda-till-praktikalitets-förhållande - Du vill ha meningsfull viktreduktion och ökad styrka utan underhållskraven från tredelad konstruktion
Frågan om smidda fälgar är lättare förtjänar en kontext här. Ja, smidda fälgar spar betydande vikt jämfört med gjutna alternativ. Men för gatubruk skapar den 0,5–1 kg per fälg skillnad i vikt mellan monoblock- och tvådelskonstruktion sällan märkbara prestandaskillnader. Fördelen med att tvådelsdesigner är lättare att underhålla väger oftast tyngre än den minimala viktnackdelen för fordon som används på väg.
Visningsbilar och specialbyggda fordon
När du bygger en showbil eller eftersträvar en aggressiv ställning, vänder sig prioriteringarna helt. Passningsprecision blir oerhört viktigt. Visuell påverkan spelar roll. Möjligheten att uppnå exakta specifikationer som inget standardhjul kan erbjuda, driver hela processen för val av hjul.
Det är här konstruktionen i tre delar med smidda komponenter förtjänar sin premieprissättning. Som nämnts i bransanalys , erbjuder smidda hjul ett brett utbud av anpassningsmöjligheter som höjer fordonets utseende – och konstruktion i tre delar maximerar denna fördel genom sin modulära designfilosofi.
Beslutsgrunder för showbilar och specialbyggen:
- Passningskrav - Om din byggnad kräver specifika kombinationer av bredd, offset och backspace som standardhjul inte erbjuder, ger konstruktion i tre delar närmast obegränsade specifikationer
- Visuell anpassning - Separata ytbehandlingsalternativ för centrum, inre mantlar och yttre mantlar skapar visuella möjligheter som inte finns tillgängliga med andra konstruktionstyper
- Värdet av återuppbyggnad - Visningsbilar genomgår ofta flera omålade cykler; utbyte av enskilda komponenter och omålning minskar långsiktiga kostnader
- Framtida flexibilitet - Planerar du att överföra däck till en framtida byggnation? Tre-delsdesigner kan potentiellt konfigureras om med olika fackverkspecifikationer
- Hårdvaruutseende - De synliga bultarna runt tre-dels-hjulen blir ett designelement; vissa byggare vill specifikt ha detta mekaniska utseende
Kompromisserna med tre-delskonstruktion – ökad vikt, underhållskrav och högre kostnad – blir acceptabla när huvudmålet är att uppnå specificeringar som är omöjliga att hitta och bibehålla långsiktig servicebarhet.
Konsekvenser av mismatchade konstruktionstyper
Vad händer egentligen när du väljer fel konstruktionstyp för din användning? Att förstå dessa konsekvenser hjälper till att förstärka varför matchning är viktig.
Monoblock på en daglig körbil i dåliga vägförhållanden: Du får maximal styrka men noll servicebarhet. Den kantstöt som skulle kosta 400–800 USD att reparera på en tvådelad fälg nu koster 2 000+ USD för helt utbyte. Fälgen presterar underbart, men ägandekostnaderna ökar varje gång stadskörningen kräver ytterligare ett offer.
Tredelad fälg på en allvarlig banbil: Du bär extra vikt från hårdvara som ger anpassningsflexibilitet du aldrig kommer att använda. Ännu viktigare är att de flera fogförbanden kräver momentkontroll som blir nödvändig på grund av temperaturcykler under banedagar – vilket lägger till underhållsarbete som monoblockkonstruktion helt eliminerar.
Tvådelad fälg på en showbil som kräver extrema specifikationer: De kombinationer av offset och bredd som finns i kataloger för tvådelade fälgar kanske inte uppnår din exakta monteringsönskan. Du offrar den stil du tänkt dig eftersom du valt en konstruktionstyp som inte stödjer dina faktiska krav.
Smidda fälgar av vilken typ som helst för renodlat serieanpassade kommuterfordon: Du betalar premiepriser för prestandafördelar som du aldrig kommer att utnyttja. Standardtekniken med gjutna hjul ger ofta tillräcklig prestanda för fordon som aldrig överskrider motorvägshastigheter eller utsätts för betydande belastningar.
De lättaste hjulen för bilprestanda är inte alltid de rätta hjulen för varje bil. Välj konstruktionstyp enligt faktisk användning, inte efter önskad användning.
Oavsett om du strävar efter snabbare varvtider, bygger en imponerande ställningsbil eller helt enkelt vill ha bättre prestanda från din vardagsbil, så avgör valet av konstruktionstyp om din investering i smidda hjul lever upp till sin potential. Tillverkningsprocessen bakom dessa hjul är lika viktig att förstå – den visar varför smidd konstruktion har högre pris och hur kvalitén varierar mellan tillverkare.

Inne i tillverkningsprocessen för smidda hjul
Har du någonsin undrat hur smidda fälgar tillverkas? Resan från rå aluminiumstock till färdig prestandafälg innefattar specialiserad maskinutrustning, exakt temperaturreglering och kvalitetsverifiering som motiverar den högre prissättningen. Att förstå denna tillverkningsprocess avslöjar varför smidd konstruktion ger överlägsen prestanda – och hjälper dig att bedöma tillverkarnas kvalitetspåståenden.
Till skillnad från gjutna fälgar eller gjutmetoder där smält aluminium helt enkelt fyller en form, utsätts solid metall för extrema krafter vid smidning av aluminiumfälgar, vilket grundläggande omvandlar dess inre struktur. Denna metallformningsmetod skapar densiteten och kornriktningen som skiljer smidda fälgar från alla andra tillverkningsmetoder.
Från aluminiumstock till precisionskomponent
Tillverkningsprocessen börjar med cylindriska aluminiumbrämman, som typiskt väger 40–80 pund beroende på den färdiga falkens specifikationer. Dessa fasta block av aluminiumlegering 6061 fungerar som råmaterial för smidda falkar som till slut kommer att bära ditt fordon.
Förvärmningssteg
Innan någon pressning sker måste brämman uppnå exakta temperaturer som gör aluminiumet formbart utan att smälta det. Enligt specifikationerna för smidesprocessen värms materialet till temperaturer som vanligtvis ligger mellan 400°C och 480°C (750°F till 900°F) för optimal metallflödesegenskaper.
Temperaturjämnheten är kritisk under detta skede. Ojämn uppvärmning skapar temperaturgradienter inom brämman som orsakar materialinkonsekvenser och potentiella fel i den färdiga falken. Kvalitetsmedverkande tillverkare använder kalibrerade temperatursensorer eller infraröda termometrar för att verifiera jämn uppvärmning genom hela brämman innan de går vidare.
Själva smidesverktygen kräver uppvärmning för att förhindra termisk chock när den upphettade billeten kommer i kontakt med dem. Denna förberedelse av verktyget säkerställer en jämn materialflöde under pressoperationen och förhindrar för tidig avsvalning som kan försämra smidets kvalitet.
Pressoperationen
Här skiljer sig smidesfälgar radikalt från standardgjutning. Enligt tillverkningsdata från Rusch Wheels tillverkas fälghjul med hjälp av pressar som levererar extremt högt tryck på 12 000 ton – medan MP Wheels använder en 10 000-tonspresa för sina smidda magnesiumfälgar. Dessa enorma krafter komprimerar aluminiumbilleten till en tät, finstrukturerad struktur som inte kan uppnås med någon annan metallformningsmetod.
Vad sker under pressningen?
- Verktygsjusteringsverifiering - Exakt justering förhindrar dimensionsfel eller ojämn yta som skulle försämra den färdiga fälgen
- Tryckövervakning - Lasttryck övervakas kontinuerligt för att säkerställa att det hålls inom angivna gränser; för högt eller för lågt tryck orsakar deformering av delen eller ofullständig fyllning av formskålen
- Inspektion av materialflöde - Visuella eller maskinstyrda kontroller bekräftar korrekt materialflöde till alla formhålrumsområden, och identifierar potentiella problem som ofullständiga fyllnader eller kallsvetsningar
- Verifiering av initial geometri - Efter pressningen genomgår hjulblanken en visuell inspektion för att kontrollera rätt form, inklusive fälgbredd, navmått och övergripande symmetri
Denna pressoperation eliminerar porer och svaga ställen som uppstår i gjutna hjul. Resultatet är vad hjul är gjorda av när prestanda är avgörande: tät, homogen aluminium med riktad kornstruktur genom hela materialet
Avlägsnande av flash och beskärning
Smidning skapar överskottsmaterial kallat "flash" runt kanten på hjulblanken. Enligt kvalitetskontrollspecifikationerna måste borttagning av flash ske noggrant utan att lämna ojämnheter eller skador på delen. Precisionsverktyg för beskärning tar bort detta överskottsmaterial samtidigt som dimensionell noggrannhet bibehålls vid kritiska ytor.
Efter beskärning verifieras genom dimensionskontroll att mått för nav, borre och hårddel ligger inom de angivna toleranserna. Ytfinish-kontroll identifierar eventuella felaktigheter som spån eller grova kanter som kan påverka hjulets prestanda eller montering av däck.
Värmebehandling och bearbetningssteg
Den formade hjulblanken går nu in i värmebehandlingsprocessen – en process som omvandlar bra aluminium till exceptionellt material för hjul genom T6-utsmältning som du sett anges på kvalitativa smidda hjul.
T6-värmebehandlingsprocess
Enligt branschens tillverkningsspecifikationer genomgår smidningar efter pressning en T6-värmebehandling för att skapa en högintegrande, flerriktad kornstruktur. Denna behandling innebär två skilda faser:
Lösningsglödgning uppvärmning av aluminium till högre temperaturer, vilket gör att magnesium och kisel i legeringen löser upp sig i en översättad fast lösning. Hjulet snabbköls därefter – avkyld snabbt för att låsa dessa element i deras upplösta tillstånd.
Kontrollerad åldring följer, där hjulet hålls vid specifika förhöjda temperaturer under exakta tidsperioder. Detta får de upplösta legeringsbeståndsdelarna att utfällas på ett sätt som dramatiskt ökar brottgräns, hårdhet och slagstyrka utan att lägga till onödig vikt.
Enligt värmebehandlingskvalitetsprotokoll övervakar termoelement temperaturnoggrannheten under hela denna process. Hårdhetsprovning med Rockwell- eller Vickersmetod verifierar att den slutliga hjulhårdheten uppfyller specifikationerna. Mikrostrukturinspektion genom metallografisk analys bekräftar enhetlighet och frånvaro av defekter som sprickor eller oönskade materialfaser.
CNC-bearbetning med precisionsbearbetning
Den värmebehandlade smiden har nu fått en grov hjulform, men de slutgiltiga måtten och designdetaljerna kräver precisionsbearbetning. Enligt Rusch Wheels använder deras fabrik 11 CNC-maskiner specifikt för smidda hjul – svarv som uppnår hög koncentricitet för cylindriska ytor, och fräsar med hög styvhet och spindeltur som ger jämnare färdiga ytor.
Bearbetningsprocessen sker i steg:
- Face design-fräsning - CNC-fräsar formar ekransmönstren och skapar den visuella designen som skiljer varje hjulmodell
- Fräsning av baksida - Efter att ha roterat hjulet 180 grader fräsas lättviktsfickor i baksidan för att minska vikten så mycket som möjligt
- Hjulnav och håls precision - Kritiska monteringsytor bearbetas enligt exakta specifikationer för korrekt passning på fordonet
- Fälgprofils avslutning - Monteringsytor för däckkant genomgår slutlig bearbetning för korrekt däcksäte
Enligt kvalitetsstandarder för tillverkning , användningen av högkvalitativa CNC-maskiner uppnår högsta toleranser samtidigt som ytfel minimeras på smidena. Varje hjuls CAD-modell programmeras med datorbaserad tillverkningsprogramvara (CAM) för att generera G-kod som styr exakta verktygsbanor.
Manuell avslutning och beläggning
Precisionssvarvning lämnar kanter som kräver mänsklig omsorg. Enligt branschstandard genomgår varje frästa sektion flera etapper av avkantsning, manuell filning, polering och buffning innan beläggning. Hantverkare formar varje profil till perfektion – varje kant behandlas noggrant innan den slutgiltiga avslutningen.
Beläggningsprocessen följer en flerstegsprotokoll. Kvalitetsillverkare använder kombinerade processer med flytande färg och pulverbeläggning: pulverbeläggning följt av uppvärmning, sedan färgbeläggning och uppvärmning, därefter klar pulverbeläggning och slutlig uppvärmning – tre kompletta cykler av beläggning och uppvärmning för maximal hållbarhet och utseende.
Kvalitetskontroll: Varför den motiverar premieprissättning
Varje steg som beskrivs ovan inkluderar verifieringsförfaranden som skiljer kvalitetsframskaffade fälgar från undermåliga produkter. Att förstå dessa kvalitetskontrollåtgärder hjälper dig att bedöma tillverkarens trovärdighet.
Icke-skadlig provning (NDT)
Enligt inspektionsprotokollen identifierar icke-destruktiv provning inre defekter som kan påverka fälgens prestanda:
- Ultraljudstestning (UT) - Använder ultraljudsvågor för att upptäcka inre sprickor eller porositet som inte syns vid visuell inspektion
- Magnetpulssprovning (MPT) - Identifierar ytsprickor och närliggande sprickor som påverkar strukturell integritet
- Färgpenetrerande provning (PT) - Påvisar synliga ytsprickor eller fel genom färgpenetrering
- Röntgen- eller radiografisk undersökning - För maximal känslighet upptäcker röntgenundersökning dolda inre defekter
Dimensionsverifiering
Slutgiltiga hjul genomgår omfattande mätning med koordinatmätdon (CMM), precisionsskalfoder och mikrometerskruvar. Enligt Rusch Wheels kvalitetspecifikationer är axellutning – måttet på ett roterande hjuls rundhet – den viktigaste mätningen. Hjulen kontrolleras enligt de internationella kvalitetsstandarderna SAE-J och JWL för att säkerställa att alla dimensioner ligger inom toleransgränserna.
Prestandatestning
Enligt ingenjörsvalideringsprotokoll genomgår varje hjuldesign fysisk testning i enlighet med standarderna SAE, JWL, VIA och TUV. Med Finite Element Analysis (FEA)-programvara simuleras kurvtagning, radialbelastning och slagtestning anpassade till varje fordonstillämpning innan produktionen påbörjas.
Denna omfattande kvalitetskontrollram förklarar varför anrika tillverkare av smidda fälgar investerar kraftfullt i testinfrastruktur. Företag som upprätthåller certifieringar som IATF 16949 – kvalitetsledningssystemet för fordonsproduktion – visar sin engagemang för dessa verifieringsstandarder. Till exempel tillämpar specialister inom precisionsvarmsmidesprocesser som Shaoyi (Ningbo) Metallteknik liknande IATF 16949-certifierade kvalitetskontrollprotokoll på bilens upphängningsarmar och drivaxlar, vilket visar hur samma metallurgiska principer och verifieringsstandarder styr högpresterande smidda komponenter inom hela fordonsindustrin.
Tillverkningsprocessen som skapar smidda fälgar innebär temperaturer över 1000°C, tryck upp till 12 000 ton och kvalitetsverifieringsprotokoll som motsvarar flyg- och rymdindustrins standard. Detta förklarar både den högre prissättningen och de överlägsna prestandaegenskaperna.
Att förstå hur smidda hjul tillverkas ger dig underlag för att bedöma tillverkare och fatta välgrundade inköpsbeslut. I det sista avsnittet behandlas hur man identifierar kvalitetsindikatorer och väljer rätt konstruktionstyp utifrån dina specifika krav.
Välja rätt konstruktion för smidda hjul
Du har undersökt vetenskapen bakom smidning, granskat varje konstruktionstyps egenskaper och anpassat tillämpningar till specifika designlösningar. Nu är det dags för det praktiska steget: att faktiskt köpa smidda hjul utan att bli lurad av marknadsföring eller kompromissa med kvaliteten. Oavsett om du letar efter de bästa smidda hjulen för bananvändning eller söker prisvärda smidda hjul som erbjuder verkligt värde, hjälper den här inköpsvägledningen dig att navigera på marknaden med självförtroende.
När man jämför smidda fälgar med legerade fälgar i allmänna diskussioner, kom ihåg att alla smidda fälgar är aluminiumlegerade fälgar – skillnaden ligger i tillverkningsmetoden, inte i grundmaterialet. Detta förtydligar en vanlig missuppfattning: är smidda fälgar av aluminium? Ja, absolut. Fördelen när det gäller prestanda kommer från hur den aluminiumlegeringen bearbetas, inte från exotiska material.
Frågan om legerade eller smidda fälgar handlar egentligen om huruvida aluminium har gjutits (hällt i form i smält form) eller smitts (komprimerats från massiva stycken under extremt högt tryck). Båda använder aluminiumlegeringar; smide skapar helt enkelt bättre materialegenskaper genom mekanisk bearbetning istället för att förlita sig på gjutningens naturliga avsvalningsprocess.
Utvardering av Kvalitetsindikatorer
Hur skiljer man äkta märken för smidda fälgar från företag som gör överdrivna påståenden? Certifieringar, teststandarder och dokumentation av material ger objektiv kvalitetskontroll som bryter igenom marknadsspråket.
Viktiga certifieringar att verifiera
Enligt industricertifieringsstandarder , pålitliga tillverkare av smidda fälgar bör inneha flera nyckelcertifieringar:
- ISO 9001 - Den globala standarden för kvalitetsledningssystem, som säkerställer konsekventa kvalitetskontrollprocesser från design till inspektion
- JWL och JWL-T - Japanska standarder för legerade fälgar som bekräftar säkerhets- och kvalitetskrav; allmänt accepterade världen över trots sitt japanska ursprung
- VIA-certifiering - Oberoende tredjepartsprovning från Japans fordonstestningsförening, som ger ytterligare verifiering utöver tillverkarens egna påståenden
- TÜV-certifiering - Högaktad på europeiska marknader, vilket innebär strikt efterlevnad av kvalitets- och säkerhetstestning
- IATF 16949 - Kvalitetsledningsstandarden för bilindustrin som omfattar hela produktionsprocesserna med fokus på kontinuerlig förbättring och felundvikande
IATF 16949-certifiering förtjänar särskild uppmärksamhet. Denna standard, som upprätthålls av specialister inom bilsmidning som Shaoyi (Ningbo) Metallteknik , indikerar att en tillverkare arbetar enligt kvalitetssystem specifikt utformade för komponenter av bilklass. När ett smidesföretag innehar denna certifiering för produkter som fjädringsarmer och drivaxlar, visar de samma metallurgiska expertis och kvalitetsverifieringsprotokoll som krävs inom premiumhjulstillverkning.
Teststandarder och dokumentation
Utöver certifieringar bör du begära bevis på faktiska tester utförda på hjuldesigner. Enligt riktlinjer för köp av hjul bör äkta smidda hjul levereras med smidescertifikat som visar pressens tonnage och värmebehandlingsloggar. Tillverkare som inte kan tillhandahålla metallurgiska testrapporter eller resultat från röntgeninspektion kanske inte levererar äkta smidd konstruktion.
Nyckeldokumentation för tester inkluderar:
- Resultat från slagtester - Verifierar hjulets prestanda under simulerade hål i vägen eller kantstötar
- Data från utmattnigstester - Bekräftar långsiktig hållbarhet under upprepade belastningscykler
- Radialbelastningstest - Säkerställer att hjulen hanterar specificerade viktlaster utan deformation
- Verifiering av trötthet vid kurvkörning - Testar strukturell integritet under laterala krafter som uppstår vid aggressiv körning
Enligt kvalitetsbedömningsprotokoll kan tillverkare genom att utföra dessa tester garantera sina hjuls strukturella integritet och säkerhet, vilket ger kunderna förtroende för att de investerar i pålitliga produkter.
Leveranskedjefrågor
För anpassade hjulprojekt eller stora inköp påverkar tillverkarens plats ledtider och logistikkostnader. Etablerade smidespartners nära stora fraktcentrum som hamnen i Ningbo kan effektivisera inköp avsevärt. Företag som Shaoyi Metal Technology , belägna nära denna strategiska hamn, visar hur geografisk placering kombinerat med certifierade tillverkningskapaciteter möjliggör effektiv global leverans av precisions-smidda fordonskomponenter.
Gör ditt beslut om konstruktionstyp
När kvalitetsindikatorer är förstådda innebär det sista steget att systematiskt anpassa konstruktionstypen till dina specifika krav. Denna beslutsram förhindrar kostsamma missförhållanden mellan hjulens egenskaper och faktiska användningsområden.
- Definiera din primära användning - Var ärlig om hur du faktiskt kommer att använda fordonet, inte hur du hoppas använda det. Byggen med fokus på banan prioriterar andra egenskaper än fordon för daglig körning. Visningsbilar har unika krav jämfört med prestandafordon för veckoslutskörning. Din användning avgör vilka kompromisser inom konstruktionstypen som är viktigast.
- Upprätta budgetparametrar - Enligt marknadsprisanalys kan realistiska prisklasser för äkta smidda fälgar förväntas vara: entry-level monoblock-uppsättningar börjar runt 2 095 USD, tvådelsfälgar i medelklass startar vid ca 1 100 USD per fälg, och premium tre-delskonstruktioner kräver 1 680 USD+ per fälg. Tänk på långsiktiga kostnader inklusive eventuella reparationer, underhåll och utbyte av komponenter.
- Avgör passningskrav - Standardmässiga offset- och breddkombinationer fungerar med monoblock- eller tvådelskonstruktion. Extrema specifikationer som kräver exakt millimeternoggrann anpassning kräver vanligtvis tre-delskonstruktion. Enligt passningsriktlinjer bör du alltid verifiera passformen med hjälp av en digital konfigurator innan du gör ett köp, och bekräfta minimal kaliperfrihet med tillverkarens mallar.
- Utvärdera underhållsengagemang - Monoblockhjul kräver minimal kontinuerlig uppmärksamhet utöver normal däckservice. Tvådels skruvade design behöver periodisk kontroll av åtdragningsmoment. Tre-delskonstruktion kräver regelbunden besiktning av fästdon och potentiell tätningsservice. Anpassa konstruktionstyp till dina verkliga underhållsvanor.
- Verifiera tillverkarens kvalifikationer - Begär certifieringsdokumentation, testresultat och materialspecifikationer innan du gör ditt köp. Tillverkare som inte kan eller vill tillhandahålla denna dokumentation kanske inte levererar den annonserade kvaliteten. Leta efter ISO 9001, JWL, VIA och helst IATF 16949-certifieringar som kvalitetsindikatorer.
Vanliga missförstånd hos köpare avhjälpt
Marknadsspråk och konkurrenters påståenden sprider flera missförstånd som leder till dåliga inköpsbeslut. Att förstå dessa hjälper dig att objektivt bedöma fälgar.
"Rotationsforgad" och "flödeforgad" är verkliga forgade fälgar
Som tidigare nämnts beskriver dessa termer en hybridtillverkning där gjutna fälgcentrum utsätts för en process i fälgkanten som förbättrar egenskaperna. De är inte helt forgade konstruktioner. Fälgkanten uppnår egenskaper liknande smidda, men centrumet förblir gjuten aluminium. De erbjuder legitima prestandaförbättringar jämfört med standardgjutning och till lägre kostnad än riktiga smidda fälgar – men de är inte ekvivalenta med fullt smidda fälgar.
"Billiga smidda fälgar" levererar samma prestanda som premiumalternativ
Prisskillnader i smidda fälgar speglar verkliga kvalitetsskillnader. Enligt köparundersökningar ångrar budgetmedvetna köpare ofta att de hoppat över professionell montering och översett kvalitetsverifiering. Misstänkt låga priser indikerar ofta brister i materialkvalitet, värmebehandling eller testverifiering. Det finns prisvärda smidda fälgar, men de billigaste alternativen levererar sällan äkta smidd prestanda.
"Alla smidda fälgar är utbytbara oavsett märke"
Olika märken av smidda fälgar har olika kvalitetsstandarder, testprotokoll och materialspecifikationer. Enligt verifieringsvägledning begär tillverkarens smidningsintyg som visar pressens tonnage och värmebehandlingsloggar. Äkta smidda fälgar har en sammanhängande kornstruktur som syns under förstoring och saknar gjutnässidor. Undvik säljare som inte kan lämna metallurgiska testrapporter.
konstruktions typ spelar ingen roll om hjulet är smidd
Denna artikel har omfattande visat att konstruktions typ avgör anpassningsflexibilitet, servicevänlighet, underhållskrav och viktegenskaper. Enkelstyckade, tvådelade och tredelade konstruktioner passar olika tillämpningar optimalt. Att välja enbart baserat på "smidd" beteckning utan att ta hänsyn till konstruktions typ leder till felaktiga förväntningar.
smidda hjul är endast för racerbilar
Enligt tillämpningsanalys ger smidda hjul mätbara fördelar även för dagliga körningar: förbättrad bränsleeffektivitet (cirka 0,5–1 MPG bättre i icke-EV), förbättrad hanteringsrespons och överlägsen slitstyrka mot väghinder. De är motiverade för fordon med mer än 300 hästkrafter eller sådana som transporterar betydande laster där minskad roterande massa direkt förbättrar effektivitet och kontroll.
De bästa smidda hjulen för din bil är de som matchar din faktiska användning, budget och underhållsengagemang – inte nödvändigtvis det dyraste eller lättaste alternativet som finns.
Med denna omfattande förståelse av olika typer av smidda hjulkonstruktioner, kvalitetsindikatorer och praktiska urvalskriterier är du rustad att fatta välgrundade beslut som ger långvarig värdeökning. Oavsett om du bygger ett specialanpassat banfordon, en uppmärksammad showbil eller en vardagsbil som presterar bättre än sin klass, säkerställer att matcha rätt typ av smidd konstruktion med dina specifika krav att din investering ger avkastning varje gång du kör.
Vanliga frågor om konstruktionstyper för smidda hjul
1. Vilken typ av hjulkonstruktion är bäst?
Monoblock-smidda fälgar anses vara toppen för prestandaanvändning tack vare sin överlägsna styrka i förhållande till vikt och strukturella integritet. De är cirka 25–30 % lättare än gjutna fälgar och upp till tre gånger starkare. Men den 'bästa' konstruktionen beror på användningsområdet – monoblock är bäst för bananvändning, tvådelade erbjuder balanserad prestanda med underhållsbarhet för vardagskörning, medan tredelade ger maximal anpassning för showbilar och unika monteringskrav.
2. Är OEM-fälgar gjutna eller smidda?
De flesta fabriksmonterade OEM-fälgar är gjutna i aluminium. Smidda fälgar förekommer vanligtvis endast på högpresterande versioner eller lyxbilar där tillverkarna kan motivera den högre kostnaden. Till exempel har BMW:s fulla M-modeller ofta smidda fälgar, medan standardversioner använder gjuten konstruktion. Du kan verifiera din specifika fälgs konstruktion via tillverkarens specifikationer eller materialdokumentation.
3. Vad är skillnaden mellan smidda och flödesformade fälgar?
Fullt smidda fälgar är frästa helt från massiva aluminiumblock som komprimeras under 8 000–12 000 tons tryck, vilket skapar en överlägsen kornstruktur genom hela fälgen. Flödesformade fälgar tillverkas först som gjutna aluminiumfälgar, varefter endast fälgens skaft del värms och sträcks med rullar, vilket ger smiddliknande egenskaper i det området medan centrumdelen förblir gjuten. Flödesformade fälgar kostar mindre och ger 15–25 % viktreduktion jämfört med gjutna, men fullt smidda fälgar erbjuder 25–30 % lägre vikt med fullständig strukturell konsekvens.
4. Är det värt den extra kostnaden för smidda fälgar?
Smidda fälgar motiverar sin premieprissättning för fordon som genererar över 300 hästkrafter, banorienterade byggen eller tillämpningar som kräver maximal prestanda. De ger mätbara fördelar såsom 0,3–0,4 sekunder snabbare varvtider tack vare reducerad oåterhämtad vikt, förbättrad bränsleeffektivitet med 0,5–1 MPG, förbättrad bromssvar och avsevärt större slitstyrka mot väghinder. För renodlat serieanpassade kommuterfordon som körs försiktigt kan standardgjutna fälgar erbjuda tillräcklig prestanda till lägre kostnad.
5. Kan skadade smidda fälgar repareras?
Reparerbarhet beror på konstruktionstyp. Monoblock-smidda fälgar är svåra att reparera – omfattande skador kräver ofta fullständig ersättning. Tvådelade skruvade konstruktioner gör det möjligt att byta endast kappan för 400–800 USD jämfört med över 2 000 USD för utbyte av hela fälgen. Tredelad konstruktion erbjuder bästa reparerbarhet, där enskilda delar som centrum, inre kappe eller yttre kappe kan bytas oberoende av varandra. Det gör tredelade fälgar idealiska för entusiaster som värdesätter långsiktig återuppbyggnad.