 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Embossing vs Debossing av automobildelar: Den tekniska guiden
Sammanfattning: Den centrala skillnaden för fordonsingenjörer
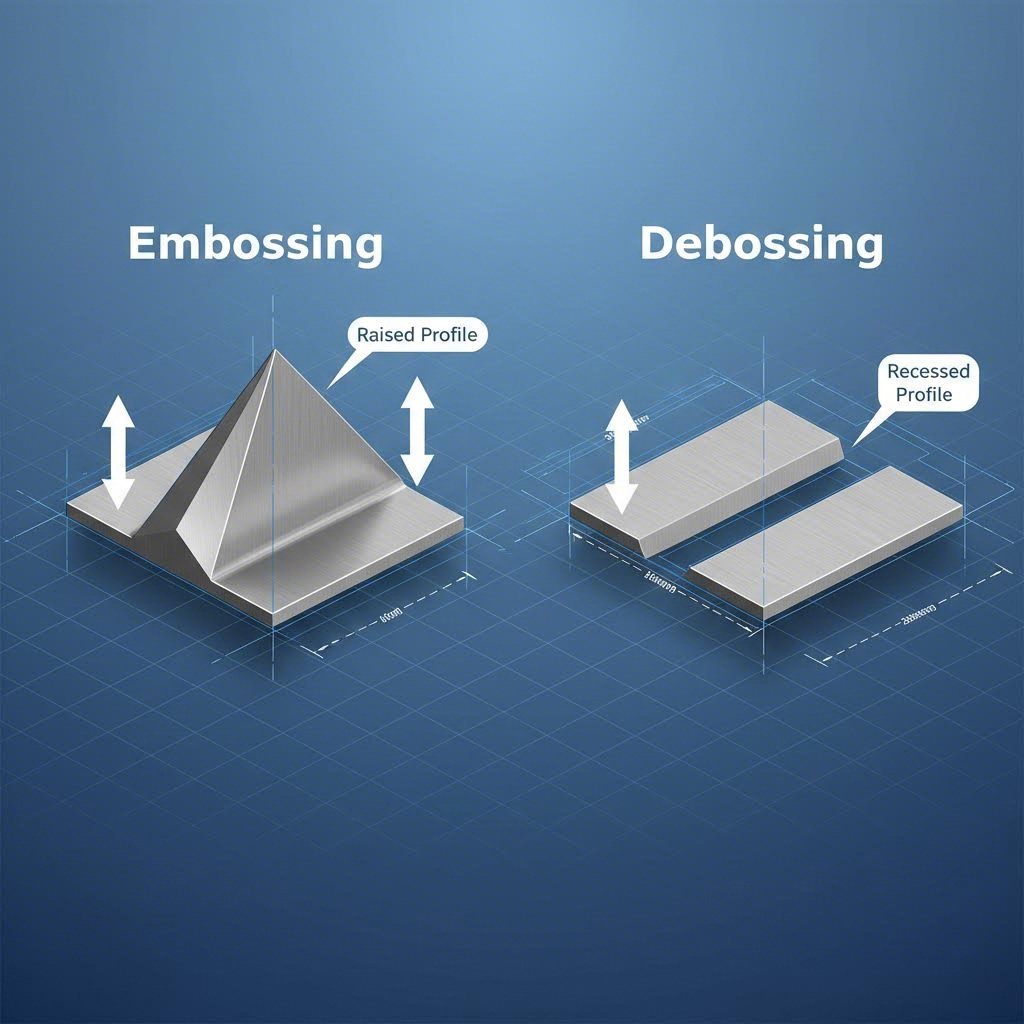
Den primära skillnaden mellan gravering och debossning ligger i riktningen på materialflödet och dess efterföljande interaktion med bilytor. Gravering använder passande manliga och kvinnliga verktyg för att trycka på material uppåt , vilket skapar upphöjda tecken som förblir läsbara även efter kraftig målning, pulverlack eller smutsansamling. Detta gör det till standard för fasta chassinummerplåtar och säkerhetskomponenter.
Omvänt. debossning (som ofta tekniskt benämns impressionsskänkning eller skriftering inom fordonsindustrin) pressar material nedåt in i underlaget. Även om detta skyddar märket från ytslitage är det benäget att fyllas med färg eller fett, vilket minskar läsbarheten. Debossering – särskilt via dot-peen- eller skrivmetod – är dock branschstandard för variabel data som unika fordonsserienummer (VIN), eftersom den inte kräver dyra fasta verktygsuppsättningar vid varje teckenändring.
Mekaniken bakom metalldeformation
Att förstå fysiken bakom dessa märken är avgörande för att välja rätt verktyg. Inom bilindustrin bestämmer valet mellan relief- och negativprägling diespelen, pressens tonnage och materialflödets egenskaper.
Diekonfigurationer: Manlig vs. kvinnlig
Gravering är en dubbel-die process. Den kräver ett par: en manlig die (med upphöjda detaljer) i botten och en kvinnlig die (med fördjupade detaljer) ovanpå. När pressen arbetar tvingas plåten eller plasten mellan dem, vilket sträcker materialet uppåt. Detta kräver exakt justering; om avståndet mellan dies är för litet kommer materialet att skäras eller spricka; om det är för stort förloras skärpan.
Debossning , i sin renaste industriella form, använder också ett manligt/kvinnligt diesystem men i omvänd riktning – trycker bilden nedåt. I de flesta höghastighetsstanslinjer inom bilindustrin är det dock så att det som ofta kallas "debossing" i själva verket är Impression Stamping . Detta använder en enda hårdnad manlig stans för att slå mot ytan mot en plan platta. Den viktigaste skillnaden är baksidan av delen: en äkta inpräglad del har en upphöjd baksida (negativ), medan en impressionsslagd del förblir plan på baksidan.
Materialflöde och spänning
Inprägling utsätter materialet för betydande dragspänning eftersom det sträcks för att anpassas till den upphöjda höjden. För aluminium i bilindustrin (som 5000- eller 6000-serien) eller höghållfast stål måste ingenjörer beräkna maximal töjning i procent för att förhindra mikrosprickor. Inprägling komprimerar materialet, vilket ger kallförfastning i den lokala zonen. Denna komprimering kan faktiskt förstärka delen vid märkplatsen, medan inprägling kan skapa spänningshöjningar om inte radieringen utförs korrekt.
Funktionell märkning: Chassin, motor och metalliska delar
För komponenter under huven och under karossen handlar striden inte om utseende – det handlar om spårbarhet genom hela bearbetningsprocessen . Komponenter som värmsköldar, brandväggar och motorblock utsätts för hårda efterbehandlingsmiljöer som styr märkningsmetoden.
Läsbarhet genom färg och beläggningar
Reliefmärkning är uppenbar vinnare för belagda delar. I bilmontering e-lackeras chassidelar ofta, grundläggs och målas efter märkning. Om en del är inpräglad (fördjupad) rinner färgen in i fördjupningarna, fyller dem och gör tecknen oläsliga. Reliefmärkta tecken, som sticker ut från ytan, gör att färgen kan rinna avstängd förbi topparna. Märket förblir tydligt och läsbart även under tjocka lager understreck.
Det är därför man vanligtvis ser statiska uppgifter – såsom modellkoder eller plattformsbeteckningar på brandväggar – reliefinpräglade direkt i plåten. Det säkerställer att uppgifterna överlever lackavdelningen och 20 års vägsmuts.
Utmaningen med variabel data: VIN-nummer
Även om prägling är överlägsen när det gäller läsbarhet har den en dödlig brist: kostnaden. Prägling kräver ett fast formverk. För att prägla en unik 17-siffrig VIN för varje bil som rullar av bandet skulle du behöva ett komplext, långsamt och dyrt roterande numreringshuvud.
Därför, debossning (via prickslagning eller skriftering) är standard för unik fordonidentifiering. Skrivmaskiner använder en diamant- eller karbidspets för att "skriva" VIN-koden i metallramen. Även om dessa märken är insänkta appliceras de tillräckligt djupt för att överleva vanliga e-lacker, eller appliceras efter målning (maskering krävs). Denna metod möjliggör oändlig variation utan att byta verktyg, en nödvändighet för modern massproduktion.

Estetiska tillämpningar: Inredning och varumärkesbildning
Inne i kupén förskjuts syftet från hållbarhet till "uppfattad kvalitet". Designers använder dessa tekniker för att förmedla lyx och taktil återkoppling.
Läder och mjuka ytor
För lädersäten, ratten och instrumentpanelens trim, debossning (kallas ofta varmembossning i detta sammanhang) skapar en premium, diskret look. Genom att trycka in ett upphettat stämpelverktyg i lädret komprimeras och mörknas fibrerna, vilket skapar en permanent, elegant fördjupning. Detta föredras framför relieftryck för logotyper eftersom upphöjda läderområden är benägna att slitas ner genom gnidning och användning när passagerare kliver in och ut ur fordonet.
Taktila kontroller och strömbrytare
Gravering dominerar designen av strömbrytare och knappar. En upphöjd ikon på en fönsterreglage- eller radioknapp ger avgörande taktil återkoppling, vilket gör att föraren kan identifiera kontrollen utan att behöva ta blicken från vägen. I moderna "In-Mold Labeling" (IML)-processer för plastinteriörer används embossning för att ge tredimensionell struktur till annars platta ytor, och kombinera touchskärmens släta utseende med den fysiska tryggheten hos en mekanisk knapp.
Avgörande jämförelsefaktorer (beslutsmodell)
När du väljer en märkningsteknologi för en ny fordonskomponent, använd denna matris för att utvärdera avvägningar mellan kostnad, hållbarhet och tillverkningsbegränsningar.
| Funktion | Prägling (upphöjd) | Inprägling / stansning (fördjupad) |
|---|---|---|
| Läslighet med färg | Excellent (Färg rinner av toppar) | -Fattiga. (Färg fyller fördjupningar) |
| Verktygskostnad | Hög (Kräver anpassade hankvinndynor) | Medel/Låg (Enkel död eller styloss) |
| Variabel data (VIN) | Svåra (Långsam, komplex numrering) | Excellent (Programmerbar prickmarkering/skravellering) |
| Slipfasthet | Låg (Förhöjd yta tar upp nötningen) | Hög (Märket är skyddat under ytan) |
| Cykeltid | Snabb (Enkel trycksteg) | Snabbt till långsamt (Stämpel är snabbt; Skravellering är långsammare) |
För tillverkare som vill komma över klyftan mellan dessa prototyper och massproduktion erbjuder Shaoyi Metal Technology omfattande stämplösningar. Deras kapacitet, från snabba prototyper till 600 tons pressning, möjliggör sömlös integrering av både embossing och komplex debossing-arbetsflöden. Oavsett om du behöver 50 prototyper för att validera en design eller miljontals serieproducerade reglagearmar, säkerställer deras IATF 16949-certifierade precision att dina märkningsstandarder uppfyller globala OEM-krav. Du kan verifiera deras fulla tekniska utbud på Shaoyi Metal Technology Stamping Solutions .
Sammanfattande rekommendation efter deltyp
För att slutföra din tillverkningsstrategi, kategorisera dina delar efter deras exponering och datanödvändigheter:
- Välj reliefprägling om: Delens yta ska målas, pulverlackeras eller utsättas för mycket fett (t.ex. chassiplåtar, brandskott, oljepannor). De upphöjda tecknen säkerställer att informationen aldrig går förlorad under ytbeläggningar.
- Välj indragning/prägling om: Delens kräver unika serienummer (VIN), eller om ytan utsätts för kraftig friktion (t.ex. golvpansar, sammanfogade ytor). Den intryckta märkningen är skyddad från att skrapas bort.
- Välj varmstämpling (indragen) om: Du designar inredningsdelar i läder eller vinyl. Det ger en högkvalitativ yta som tål slitage från kontakt med passagerare.
Avslutande tankar: Välja rätt prägel
Slutligen är beslutet mellan relieftryck och intagning inom bilindustrin sällan en fråga om preferens – det är en ingenjörsberäkning som styrs av delens livscykel. Ett märke i relief överlever måleriet; ett intaget märke överlever friktionen på monteringslinjen. Genom att anpassa din märkningsmetod till komponentens exponering för miljöpåverkan och datavariabilitet säkerställer du spårbarhet från pressverkstaden till skrotplatsen. Det rätta valet förhindrar kostsamma återkallanden på grund av oläsbar säkerhetsinformation och förbättrar uppfattningen av bilens inrednings kvalitet.
Vanliga frågor
1. Vad är bäst för lackering av bilkomponenter: relieftryck eller intagning?
Relieftryck är betydligt bättre för lackerade delar. Eftersom tecknen är upphöjda tenderar lacken att rinna bort från topparna, vilket håller kanterna skarpa och läsbara. Vid intagning samlas lacken i fördjupningarna, ofta helt fyllande dem och döljer märket, särskilt vid tjocka bilbeläggningar som e-lack eller grundlack.
2. Varför är VIN-nummer vanligtvis avtryckta eller graverade?
VIN-nummer kräver unika, variabla uppgifter för varje fordon. Avtryckning kräver ett fast verktygssats för varje tecken, vilket är mekaniskt komplext och dyrt att byta vid varje cykel. Avtryckning (särskilt prickstansning eller gravering) använder en programmerbar stylus som kan ändra tecknen omedelbart via programvara, vilket gör det till det enda genomförbara alternativet för serieproduktion med hög volym.
3. Vilken process är dyrare för metallkomponenter?
Avtryckning är generellt dyrare vad gäller verktyg eftersom det kräver ett parvis matchat satser av manliga och kvinnliga verktyg med exakt tolerans. Impressionsslagning (en form av avtryckning) kräver vanligtvis endast ett enda manligt verktyg och en plan plattform, vilket minskar de initiala verktygskostnaderna. För variabla uppgifter eliminerar dock programmerbara gravermaskiner helt kostnaden för förbrukningsverktyg.