 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Mästra design av sammanfogade aluminiumprofiler
Mästra design av sammanfogade aluminiumprofiler

TL;DR
Effektiv design av sammanfogade aluminiumextrusionsprofiler är beroende av att välja rätt foggeometri och upprätthålla exakta dimensionstoleranser. Genom att skapa integrerade funktioner som klickfogar, spår- och tappfogar kan konstruktörer bygga starka, stabila konstruktioner utan att förlita sig på traditionella fogmedel. Framgång kräver en djup förståelse för materialens egenskaper, konsekvent väggtjocklek och hur profils form påverkar tillverkbarhet och monteringseffektivitet.
Grundläggande principer för design av sammanfogade extrusionsprofiler
Att designa sammanfogade aluminiumprofiler är en strategisk metod för att skapa eleganta, starka och effektiva förbindelser mellan komponenter. Till skillnad från enkla stötfogar som kräver externa fogmedel eller svetsning har sammanfogade profiler integrerade passformgeometrier som gör att de kan anslutas direkt. Denna metod förenklar monteringen, minskar materialförteckningen och förbättrar ofta den strukturella integriteten hos det färdiga produkten. Den grundläggande principen är att använda själva extrusionsprocessen för att skapa komplexa tvärsnitt som uppfyller både strukturella och anslutningsmässiga funktioner.
Aluminiumextrusionsprocessens mångsidighet möjliggör skapandet av många olika fogtyper, var och en anpassad för olika tillämpningar och prestandakrav. Dessa fogar kategoriseras i huvudsak efter monteringsmetod och om de skapar en permanent eller lösbar förbindelse. Att förstå dessa grundläggande typer är det första steget mot att utnyttja deras fulla potential i en design.
Vanliga foggeometrier och deras mekanik
Flertalet primära typer av sammanfogade fogsamlingar används vanligtvis inom produktutformning, var och en med distinkta mekaniska egenskaper. Några av de viktigaste är:
- Klikfogar: Även kända som spärrfogar, är dessa utformade för snabb, ofta permanent montering. De bygger på aluminiumns elastiska egenskaper, där en flexibel detalj (som en krok eller klämma) böjs vid införing och återgår till sin ursprungliga form för att låsa ihop de två profilerna. Denna metod är utmärkt för att minska monteringstiden och eliminera behovet av extra fogmaterial.
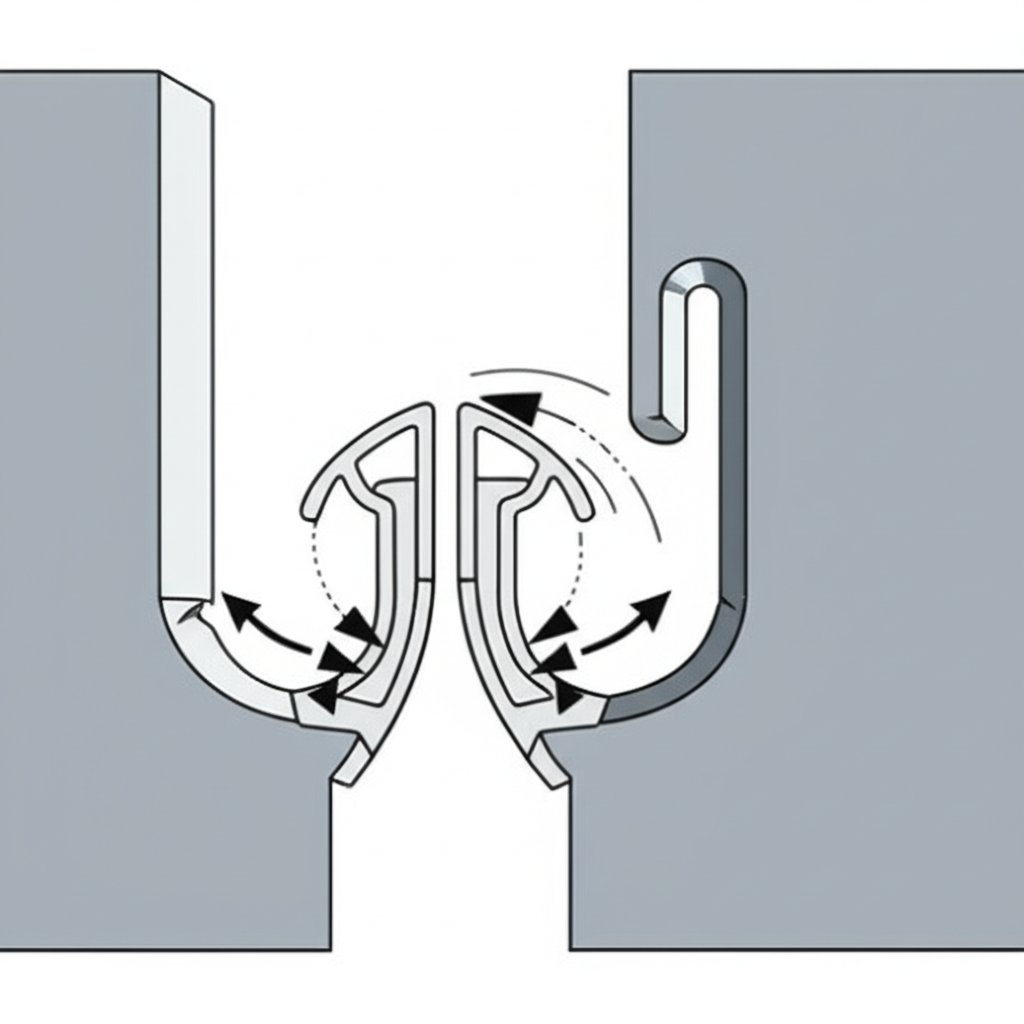
- Spår- och faskopplingar: Denna kategori avser ofta fogsamlingar som monteras genom en roterande rörelse, till exempel en modifierad spår- och faskoppling där krökta element förhindrar demontering genom att dra rakt isär. Förbindelsen är säkrad när den är monterad och kan endast tas isär genom en motriktad rotation, vilket gör den mycket motståndskraftig mot separation vid normal belastning.
- Inremliggande fogsamlingar: Dessa fogar använder passande ytor som en klassisk tång-och-falst eller halvöverlapp för att uppnå exakt justering. Även om de justerar delarna perfekt, låser de vanligtvis inte ihop dem på egen hand och kan kräva lim eller sekundära fästelement för att skapa en permanent eller halvpermanent konstruktion. Deras huvudsakliga funktion är justering och lastfördelning.
- Slidfogar: Ibland kallade hylsfogar, är dessa profiler utformade för att skjutas samman längs sin längd. Detta skapar en stark, kontinuerlig förbindelse som är idealisk för linjära applikationer men kan vara svår att montera i trånga utrymmen.
Viktiga designöverväganden för optimal prestanda
Att skapa en framgångsrik sammanfogad aluminiumprofil kräver mer än att bara välja en fogtyp; det kräver noggrann övervägning av flera viktiga tekniska parametrar. Dessa faktorer påverkar direkt delens hållfasthet, tillverkningsbarhet, kostnad och totala prestanda i dess avsedda applikation. Att bortse från dessa detaljer kan leda till delar som är svåra att tillverka, inte uppfyller prestandakraven eller är onödigt dyra. Enligt bästa praxis från branschexperter förhindrar det att fokusera på dessa element tidigt i designfasen kostsamma omarbetningar.
En välkonstruerad extrudering balanserar den idealiska geometrin med de praktiska begränsningarna i extruderingsprocessen. Faktorer såsom aluminiumlegeringens egenskaper, väggtjocklekens konsekvens och precisionen i dimensionstoleranser är av yttersta vikt. Varje beslut innebär en kompromiss mellan prestanda, kostnad och tillverkningslättighet, och en helhetsmässig ansats krävs för att uppnå en optimerad design.
Toleranser, väggtjocklek och materialval
Precision är avgörande, särskilt för funktioner som klickfogar där exakta mått avgör låskraften och hållbarheten. Ingenjörer måste identifiera vilka mått som är kritiska för funktionen och tillämpa stramare toleranser endast där det är nödvändigt för att kontrollera kostnader. Att tydligt kommunicera dessa krav till extruderingsproducenten säkerställer att slutprodukten fungerar som avsett.
Väggtjocklek är en annan avgörande faktor. Stora variationer i väggtjocklek inom en enskild profil kan orsaka ojämna svaltningshastigheter under tillverkningen, vilket leder till vridning eller dimensionsfel. En bästa praxis är att bibehålla enhetlig väggtjocklek närhelst det är möjligt. Om variationer inte går att undvika hjälper det att utforma smidiga övergångar mellan olika tjocklekar för att säkerställa konsekvent materialflöde genom extruderingsverktyget.
Valet av aluminiumlegering har också en betydande inverkan. Olika legeringar erbjuder unika kombinationer av hållfasthet, korrosionsmotstånd, ytfinish och formbarhet. Till exempel:
- 6063-legering: Väljs ofta för sin utmärkta ytkvalitet och goda formegenskaper, vilket gör den idealisk för arkitektoniska och dekorativa tillämpningar.
- 6061-legering: Ger högre hållfasthet och gott korrosionsmotstånd, lämplig för strukturella komponenter.
- 7075-legering: Erhåller mycket hög hållfasthet, vilket gör den till ett vanligt val för krävande tillämpningar inom flyg- och försvarsindustrin.
En praktisk guide till konstruktion av vanliga sammanfogade fogar
Att översätta teoretiska principer till funktionsfull geometri är där design blir en praktisk övning. Att designa en robust sammanfogad funktion kräver en steg-för-steg-metod som tar hänsyn till de krafter som verkar, monteringsprocessen och materialets beteende. Två av de vanligaste och mest effektiva sammanfogade funktionerna är klickfogningen och fålludden (en typ av skjutfog eller sammanfogad fog). Att bemästra deras design ger en solid grund för att skapa ett brett utbud av anpassade profiler.
För varje sammanfogad design börjar processen med att definiera de funktionella kraven. Kommer fogningen att vara permanent eller separabel? Vilka laster måste den tåla? Hur kommer användaren att montera den? Svaren på dessa frågor kommer att styra de geometriska besluten, såsom vinkeln på en låskrok eller djupet på en mottagande kanal. Det är viktigt att visualisera hela livscykeln för fogningen, från extrudering till slutlig montering och användning.
Designa en klickfog
Snap-fit-fogar är värdefulla för sin monteringshastighet och fastningsfritt design. För att skapa en effektiv så kräver det en noggrann balans mellan flexibilitet och styrka.
- Definera låsmekanismen: Den vanligaste designen är en kantelverkrok eller spik som avböjer vid inresa i en mottagningsran och snappar tillbaka för att skapa en underskärning, vilket förhindrar separation. Inledningsvinkeln för spiken bör vara gradvis (t.ex. 30-45 grader) för att underlätta montering, medan låsfoten bör vara skärpere (t.ex. 90 grader) för ett säkert grepp vid permanent användning.
- Beräkna deflektion och stress: Den kantilvererade delen måste vara tillräckligt flexibel för att kunna böjas utan att överskrida aluminiumlegerings elasticitetsgränser, vilket skulle orsaka permanent deformation. Detta kräver noggranna beräkningar baserade på materialens elasticitetsmodul och utbytesstyrka. Tjockleken och längden på den flexibla armen är de viktigaste variablerna att justera.
- Se till att det finns lämpliga toleranser: Lyckan med en klickfogning är beroende av exakta mått. Ingripandet mellan kroken och den mottagande delen måste vara noga kontrollerat. För stort ingripande leder till överdriven monteringskraft eller orsakar brott, medan för lite resulterar i en lös, osäker förbindelse.
Att designa en fågelsågsfog
Fågelsågsfogar, en form av skjutfog, ger utmärkt motstånd mot dragningskrafter och säkerställer exakt justering. Designprocessen fokuserar på att skapa självalignerande och mekaniskt låsande geometri.
- Fastställ geometrin: En klassisk fågelsågsfog har en trapetsformad tunga som glider in i en matchande spår. För en roterande låsning är de sammanfogade ytor böjda. Vinkeln på fågelsågen avgör dess hållfasthet; brantare vinklar ger ett starkare mekaniskt grepp men kan kräva högre precision vid tillverkning.
- Ta hänsyn till monteringsmetod: En rät dovetail kräver linjär glidning vid montering. Detta är enkelt men kräver utrymme i ena änden av extruderingen. Ett roterande infästning monteras genom att vinkla en del i förhållande till den andra och rotera den på plats, vilket är användbart för slutna konstruktioner där linjär glidning är omöjlig.
- Hantera friktion och utrymme: Passningen mellan manliga och kvinnliga komponenter måste vara exakt. Ett litet utrymme behövs för att möjliggöra smidig montering samt ta hänsyn till tillverkningstoleranser och ytbehandlingar (till exempel anodisering, som ökar tjockleken). Konstruktionen bör syfta till en tajt passning som minimerar lek utan att göra monteringen alltför svår.
Optimering för tillverkningsvänlighet, kostnad och montering
Ett sammanflätat profileringsdesign är endast lyckat om det kan tillverkas effektivt, monteras enkelt och produceras inom budgeten. Designval har betydande konsekvenser längre fram i processen, vilket påverkar allt från kostnaden för extruderingsverktyget till arbetskraften som krävs för slutmontaget. En strategisk designer tänker bortom delen i sig och tar hänsyn till hela produktionsekosystemet. Genom att förenkla profiler och utforma dem med hänsyn till processen kan ingenjörer drastiskt minska kostnader och ledtider.
En av de starkaste fördelarna med att designa sammanflätade funktioner är möjligheten att eliminera sekundära operationer och komponenter. Ett smart klick- eller passningsfog kan ersätta skruvar, fästen och lim, vilket inte bara sparar materialkostnader utan också drastiskt minskar monteringstid och arbetskraft. Den här helhetsinriktade approachen, som balanserar teknisk prestanda med kommersiell genomförbarhet, är ett kännetecken för expertnivå inom extruderingsdesign.
Dessutom är samarbete i ett tidigt skede med en extruderingsproducent avgörande för att verifiera en designs tillverkningsbarhet. En erfaren partner kan ge ovärderlig feedback om dies komplexitet, potentiella extruderingsutmaningar och möjligheter att minska kostnader. För projekt inom krävande sektorer, såsom fordonsindustrin, där precision och kvalitet är oeftergivliga, blir detta samarbete ännu viktigare. För fordonsprojekt som kräver precisionskonstruerade komponenter, överväg anpassade aluminiumextrusioner från en pålitlig partner. Shaoyi Metal Technology erbjuder en omfattande helhetslösning , från snabb prototypframställning till fullskalig produktion under ett strikt kvalitetsystem certifierat enligt IATF 16949, vilket hjälper till att effektivisera tillverkningen och säkerställa att komponenterna uppfyller exakta specifikationer.

Er väg till avancerad extrusionsdesign
Att behärska designen av sammanfogade aluminiumprofiler öppnar upp nya nivåer av prestanda, effektivitet och designelegans. Genom att gå bortom enkla profiler och istället använda integrerade fogningslösningar kan du minska komplexiteten, sänka monteringskostnaderna och skapa starkare, mer strömlinjeformade produkter. De viktigaste insikterna är att basera sin design på grundläggande principer, noggrant övervaka kritiska parametrar som toleranser och väggtjocklek samt alltid ta hänsyn till konsekvenserna för tillverkning och montering. Genom att tillämpa dessa strategier kan du omvandla en enkel bit aluminium till en sofistikerad, högpresterande komponent.
Vanliga frågor
1. Vad är en snap-fit-fogning i aluminiumprofil?
En snap-fit- eller snap-lock-förbindning i aluminiumextrusion är en integrerad fogningsfunktion där en profil har en flexibel krok eller klämma som böjer sig vid påtryckning in i en mottagande kanal på en annan profil. När den är införd, 'klickar' funktionen tillbaka på plats och skapar ett mekaniskt lås som förhindrar att de två delarna skiljs åt utan behov av ytterligare fästelement. Denna metod uppskattas för sin snabba montering och ren estetik.
2. Hur ansluter man aluminiumprofiler utan fästelement?
Du kan ansluta aluminiumprofiler utan traditionella fästelement genom att utforma dem med integrerade sammanflätade geometrier. Vanliga metoder inkluderar snap-fit-fogar, som låser ihop sig automatiskt; slip-fit-fogar som dovetails, som skjuts ihop för att bilda en stark mekanisk förbindelse; och rotationslåsta fogar, som monteras genom att en del roteras in i en annan. Dessa metoder bygger på profilens form för anslutning och minskar monteringstid samt antalet komponenter.
3. Vad är döda fogar i aluminiumprofiler?
Döda fogar avser förbindningar där fästmekanismen är dold efter montering, vilket skapar en ren och smidig yta. Interagerande profiler är ett utmärkt sätt att skapa döda fogar. Till exempel är en klickfog naturligt död eftersom låsfunktionen är inbyggd i profilerna. En annan metod innebär användning av inre kopplingselement eller fästskenor som skjuts in i dolda kanaler för att sammanfoga två profiler ände till ände eller i hörn, så att all fasthållningsutrustning förblir osynlig.