 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Kostnaden för bilstansverktyg: Budgetering för progressiva verktyg
TL;DR
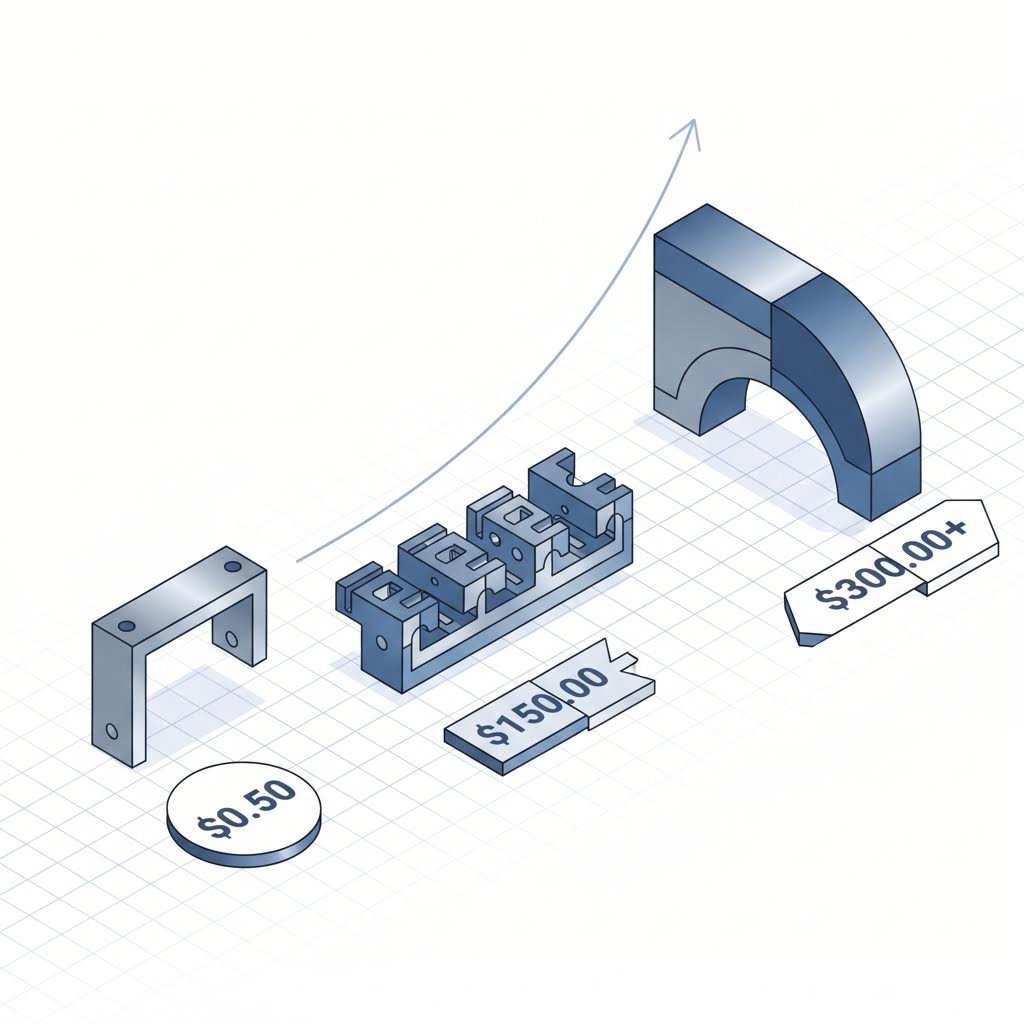
Kostnaden för automobilstansverktyg varierar kraftigt beroende på storlek och komplexitet, från cirka 3 000 USD för enkla mjuka verktyg (bracketar, klämmor) till över 1 000 000 USD för en hel klass-A-karosslinje (flikar, huvar). För medelstora precisionskomponenter ligger kostnaden för ett progressivt stansverktyg vanligtvis på cirka 15 000–30 000 USD . Valet beror i hög grad på produktionsvolym: även om stansverktyg kräver en hög initial investering ger det lägsta styckpris vid mängder över 10 000–20 000 delar per år.
Uppdelning efter verktygstyp: Progressivt verktyg kontra linjeverktyg kontra mjukverktyg
Den enskilda största faktorn som påverkar kostnaden för bilstansverktyg är den teknik som valts för tillverkning av delen. Ingenjörer måste väga investeringskostnaden för verktyg mot förväntad produktionshastighet och antal delar.
Progressivverktyg ($15 000 – $60 000+)
Progressivverktyg är arbetshestarna inom bilindustrin för små till medelstora strukturella delar som fästen, klämmor och kopplingar. I denna uppställning matas en metallremsa genom ett enda verktyg med flera stationer – där delen skärs, böjs och formas i sekventiella steg vid varje pressslag.
Enligt branschdata från tillverkare som Bazz Houston, är genomsnittskostnaden för ett progressivverktyg ungefär $30,000. Denna kostnad kan sjunka till $15 000 för enklare geometrier eller överstiga $60 000 för komplexa delar som kräver strama toleranser. Även om den initiala kostnaden är betydande är progressivverktyg mycket effektiva och körs ofta med 60–100+ slag per minut, vilket sänker styckkostnaden till bara några ören.
Transfer- och linjeverktyg ($100,000 – $1,000,000+)
För stora karosseridelar (klass A-ytor) som dörrar, motorhuvar och hjulhus är progressiva verktyg vanligtvis olämpliga på grund av delens storlek och den komplexa omformning som krävs. Istället använder tillverkare linjeverktyg eller transferverktyg.
Verkliga inköpsdata visar att ett enskilt dragverktyg (det första steget i formningen av ett hjulhus) ofta kostar mellan $250,000 och $500,000 . En färdig panel kräver dock en hel serie verktyg – Drag, Beskärning, Flingning och Genomborrning – vilket driver upp totalkostnaden till mellan $500,000 och $1,000,000 . Dessa verktyg kräver stora gjutbäddar, omfattande CNC-bearbetning och manuell efterbearbetning (justering) för att säkerställa perfekt ytkvalitet.
Mjuka verktyg och prototypframställning ($3 000 – $15 000)
För produktion i liten skala (under 5 000 delar) eller för prototypning erbjuder "mjuk verktygsgöring" ett kostnadseffektivt alternativ. Dessa verktyg använder ofta enkelverktyg eller billigare, förhärdade stål istället för slitstarka karbidmaterial. Kostnader kan vara så låga som $3,000för enkla klippverktyg. Även om mjuka verktyg slits snabbare och kräver mer manuellt arbete per del, gör det att tillverkare kan verifiera sina konstruktioner utan att behöva investera i en tillgång som kostar sex siffror.
Nyckeldrivna kostnadsfaktorer: Material, komplexitet och volym
Att förstå vad som driver priset i en offert gör att inköpschefer kan genomföra värdeoptimering av sina beställningar. Den totala kostnaden för en bilpressform består i huvudsak av tre huvudområden: material, bearbetning och verifiering.
- Verktygsmaterial (20–40 % av totalkostnaden): Stålsorten som används för att bygga själva verktuget är en betydande kostnad. För högvolymproduktion inom bilindustrin (över 500 000 slag) använder verktygstillverkare premiumsorter som SKD11 eller solid karbid, vilket är dyrt men slitstarkt. För kortare serier kan billigare legeringar som Cr12MoV användas för att minska kostnaderna, även om de kräver oftare slipning.
- Bearbetning och komplexitet (30–50 % av totalkostnaden): Varje detalj på en komponent – varje hål, flik och radie – kräver en motsvarande station i verktyget. Ökad komplexitet leder till fler timmar för CNC-bearbetning och tråd-EDM (elektrisk urladdningsbearbetning). Ett verktyg med 15 stationer kostar betydligt mer än ett med 5, helt enkelt på grund av de inblandade bearbetningstimmar.
- Provnings- och verifieringsfasen (10–15 % av totalkostnaden): "Provnings"-fasen är då verktyget testas i en press för att säkerställa att det producerar delar enligt specifikation. Detta är avgörande för fordonskomponenter som kräver hög precision. Om ett verktyg inte håller toleranser under provningen krävs kostsam manuell ombearbetning.
Strategisk upphandling och produktionsvolym
Ekonomin för metallstansning definieras av "brytpunkten". Stansning är sällan kostnadseffektiv vid mängder under 2 000 enheter eftersom verktygsamorteringen lägger till för mycket till kostnaden per del. För dessa lägre volymer är processer som laserbeskärning eller vikning med pressbroms ofta överlägsna.
När volymen däremot överstiger 10 000 till 20 000 enheter årligen betalar sig investeringen i en fast stans snabbt. Till exempel kan en progressiv stans för 30 000 USD minska delkostnaden från 5,00 USD (laserklippt) till 0,50 USD (stansad). Över 20 000 delar täcker besparingarna (90 000 USD) enkelt den initiala verktygskostnaden.
För tillverkare som söker en partner som kan hantera denna övergång, Shaoyi Metal Technology erbjuder en strategisk fördel. Med IATF 16949-certifiering och presskapacitet upp till 600 ton, förbinder de klyftan mellan snabb prototypframställning och högvolymproduktion. Deras förmåga att utforma kostnadseffektiva verktygslösningar hjälper fordons-OEM:er att gå från designvalidering till fullskalig tillverkning samtidigt som strikta krav på globala standarder upprätthålls.
Dolda kostnader: Underhåll och logistik
Köpesumman för verktyget är inte den slutgiltiga kostnaden. Bilpressverktyg kräver kontinuerligt underhåll för att bibehålla delkvaliteten. Skärpning och shimning är rutinkostnader, vanligtvis uppskattade till 5–10 % av verktygets värde årligen beroende på användningsintensitet. Om detta underhåll försummas kan det leda till burrar på delar och potentiell katastrofal verktygsfel
Logistik spelar också en roll, särskilt för verktyg från offshore. Även om asiatiska marknader ofta erbjuder gjutformar till 30 % lägre kostnad än västerländska motsvarigheter, innebär transporter av tungt verktygsstål (ofta flera ton tungt) betydande kostnader och längre leveranstid. Dessutom kan det leda till dyra driftavbrott om en form behöver modifieras efter leverans, eftersom lokal support saknas.

Slutsats: Balansera budget och prestanda
Budgetering för bilpressformar kräver en tydlig förståelse för avvägningen mellan initiala kapitalutgifter (CapEx) och långsiktiga driftskostnader (OpEx). Även om en progressiv form för 30 000 USD eller en stötfångarlinje för 500 000 USD kan verka dyrt från början, är dessa verktyg den enda genomförbara vägen till de låga styckkostnader som krävs för massproduktion av fordon.
Framgång ligger i att korrekt prognostisera årliga volymer och välja rätt verktygsklass – mjuk, progressiv eller transfer – för att anpassa sig till produktens livscykel. Genom att ta hänsyn till materialklasser, komplexitet och underhåll redan i designfasen kan ingenjörer och inköpare förhindra budgetöverskridanden och säkerställa en smidig igångsättning.
Vanliga frågor
1. Hur mycket kostar ett metallstansverktyg i genomsnitt?
Ett typiskt progressivt verktyg för mellanstora fordonsdelar ligger mellan 15 000–30 000 USD . Kostnaderna varierar dock kraftigt: enkla prototypverktyg kan kosta så lite som 3 000 USD, medan komplexa klass-A karosseridels ofta överstiger 500 000 USD.
2. Vad är skillnaden mellan dieskärning och metallstansning?
Dieskärning avser vanligtvis skärning av mjukare material (som tätningar, tyger eller tunna folier) med hjälp av ett stålrulesverktyg, liknande en kakform. Metallstansning är en industriell process med hög tonnage som använder hårdade stålverktyg för att inte bara skära utan också forma, dra och böja plåt till komplexa 3D-former.
3. Varför är verktyg för fordonsindustrin så dyrt?
Kostnaden speglar precisionsteknik, högkvalitativa verktygsstål och den omfattande maskintid som krävs för att tillverka verket. Verktyg för fordonsindustrin måste klara miljontals högimpaktscykler samtidigt som de håller toleranser på mikronivå, vilket kräver robust konstruktion och dyra material som karbid eller SKD11-stål.