 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Hemligheterna med CNC-verkstäder och -tjänster: Vad ingen berättar för första gången köpare

Vad en CNC-verkstad och -tjänst faktiskt omfattar
Har du någonsin gått förbi en tillverkningsanläggning och undrat vad som egentligen sker där inne? När du hör uttrycket "CNC-verkstad och -tjänst" kanske du föreställer dig rader av mystiska maskiner som surrar – men vad betyder det egentligen för någon som behöver tillverka delar?
Här är den raka svaret: en CNC-verkstad är en specialiserad anläggning som använder datorstyrda maskiner för att tillverka precisionskomponenter från råmaterial som metall , plast eller kompositmaterial. Delen "tjänst" sträcker sig långt bortom enbart materialskärning – den omfattar allt från anpassad bearbetning och prototypframställning till underhåll, reparation, kalibrering av utrustning och till och med operatörsutbildning.
Vad gör en CNC-verkstad annorlunda jämfört med allmän tillverkning
Tänk på en allmän tillverkningsanläggning som en varuhusbutik – den hanterar ett brett utbud av produktionsbehov. En CNC-verkstad är däremot mer som en specialbutik som fokuserar helt på precisionssnittning.
Den avgörande skillnaden? Datorstyrd numerisk styrteknik (CNC). Till skillnad från konventionell snittning, som kräver manuell drift vid varje skärning, följer CNC-maskiner programmerade instruktioner för att automatisera skärnings-, borrnings-, fräs- och svarvoperationsarbeten. Enligt Kremin Inc. , säkerställer denna automatisering "överlägsen kvalitet, återkommande noggrannhet och kostnadseffektivitet" – egenskaper som manuella processer helt enkelt inte kan matcha.
Sökningar efter "CNC-tillverkning i min närhet" leder ofta människor till dessa specialiserade anläggningar, eftersom de erbjuder något som allmänna tillverkare vanligtvis inte kan: toleranser mätta i mikrometer (det vill säga en tusendel millimeter) samt möjligheten att tillverka identiska delar upprepade gånger utan variation.
Hela spannet av CNC-tjänster förklarat
När du söker tillverkningsverkstäder i närheten av dig hjälper det att förstå hela utbudet av tillgängliga tjänster, så att du kan ställa rätt frågor. Moderna CNC-anläggningar erbjuder vanligtvis långt mer än grundläggande bearbetning.
Kärntjänster för bearbetning:
- CNC Fräsning - Använder roterande skärande verktyg för att ta bort material, idealiskt för komplexa former och plana ytor
- CNC-svarvning/svarvarbete - Rotera arbetsstycket mot skärande verktyg, perfekt för cylindriska komponenter
- Maskinbearbetning med flera axlar - Femaxlingsmaskiner skapar mycket komplexa geometrier i en enda installation, vilket minskar produktionstiden
- Elektriskt sparkbearbetning (EDM) - Skapar intrikata former och fina detaljer som är svåra att uppnå med traditionell skärning
Tjänster för design och utveckling:
- CAD/CAM-stöd - Mottagning och behandling av datorgenererade konstruktionsfiler
- Prototyputveckling - Tillverka små mängder för testning innan full produktion
- Reverse Engineering - Reproducera befintliga delar när originalritningarna inte finns tillgängliga
- Designhjälp - Hjälpa till att optimera delar för tillverkningsbarhet och kostnadseffektivitet
Ytbehandling och sekundära operationer:
- Ytbehandling - Anodisering, elektroplätering, målning och pulverbeläggning
- Värmebehandling - Spänningsavlastning, härdning och glödgning
- Kvalitetskontroll - Verifiering och dokumentation med koordinatmätmaskin (CMM)
- Monteringslösningar - Kombinera flera komponenter till färdiga monterade enheter
Låter det komplicerat? Det kan det vara – men det är just därför pålitliga CNC-verkstäder anställer skickliga professionella, bland annat CNC-programmerare, maskinister, kvalitetskontrollspecialister och ingenjörer som översätter dina projektkrav till färdiga delar. Som ny kund behöver du inte förstå varje teknisk detalj. Du behöver bara veta att en kvalificerad CNC-tjänstpartner guidar dig genom processen och rekommenderar rätt tillvägagångssätt för ditt specifika användningsområde.

Tekniska standarder och certifieringar förklarade
Du har hittat en CNC-maskin i min närhet det ser lovande ut. Deras webbplats visar imponerande certifieringsmärken – ISO 9001, AS9100D, IATF 16949. Men vad betyder dessa akronymer egentligen för ditt projekt? Och när ett verkstadsoffert anger toleranser på ±0,001 tum, ska du då bli imponerad eller oroad?
Låt oss ta bort den tekniska jargongen och förklara vad dessa specifikationer verkligen innebär för dina delar.
Att förstå toleransspecifikationer i enkla ord
Tänk dig att du behöver en axel som passar perfekt inuti en lager. Om axeln är för stor får den inte plats. Om den är för liten rör den sig ostadigt. Tolerans definierar exakt hur mycket avvikelse från den ideala måtten som är tillåten.
Så här fungerar tolerans i praktiken:
- Standardtoleranser (±0,005 tum eller ±0,127 mm) - Lämpliga för de flesta allmänna delar där exakt passning inte är kritisk. Tänk på fästklämmor, höljen eller dekorativa komponenter.
- Precisionstoleranser (±0,001 tum till ±0,002 tum eller ±0,025 mm till ±0,05 mm) - Krävs när delar måste sitta exakt ihop. Vanligt i mekaniska samlingar, växlar och funktionella komponenter.
- Ultraexakta toleranser (±0,0005 tum eller ±0,0127 mm och strängare) - Reserveras för luft- och rymdfart, medicintekniska apparater och optiska applikationer där mikroskopiska avvikelser är avgörande.
Varför är detta viktigt för dig? Strängare toleranser kräver mer sofistikerad utrustning, långsammare bearbetningshastigheter och ytterligare kvalitetskontroller – allt vilket ökar kostnaden. En pålitlig maskinverkstad i Baton Rouge eller var som helst annanstans bör hjälpa dig att fastställa den tolerans du faktiskt behöver, snarare än att automatiskt välja den strängaste (och dyraste) varianten.
När du diskuterar projekt med potentiella verkstäder, ställ denna enkla fråga: "Vilken tolerans kan ni hålla konsekvent, och hur verifierar ni den?" Kvalitetsverkstäder använder koordinatmätmaskiner (CMM) och statistisk processkontroll för att verifiera måtten – inte bara visuell inspektion.
Vad branschcertifieringar faktiskt betyder för ditt projekt
Certifieringsmärken är inte bara marknadsföringsdekorationer. De representerar verifierade system för att förhindra fel, spåra kvalitet och kontinuerligt förbättra processer. Men varje certifiering har ett annat syfte.
Enligt Qimtek är ISO 9001 "troligen den vanligaste tillverkningsstandarden" och "kräver att företag antar en processinriktad metodik samt forensisk analys av eventuella fel så snart de uppstår."
Här är vad varje större certifiering betyder i praktiken:
| Certifiering | Vad det täcker | Företag som betjänas | Huvudsakliga Krav |
|---|---|---|---|
| ISO 9001 | Allmänna system för kvalitetsstyrning | Alla branscher – grundläggande standard | Dokumenterade processer, felanalys, kundfeedbacksystem, kontinuerlig förbättring |
| AS9100D | Kvalitetsstyrning inom luft- och rymdfartsindustrin | Luftfarts-, rymd- och försvarsbranschen | Krav enligt ISO 9001 plus säkerhetsprotokoll, spårbarhet, regelbundna revisioner, riskhantering |
| IATF 16949 | Kvalitetsstyrning inom fordonsindustrin | Tillverkare i bilindustrins leveranskedja | Krav enligt ISO 9001 plus felpreventiv åtgärder, statistisk processtyrning (SPC), PPAP-dokumentation, FMEA-analys |
| ISO 13485 | Kvalitetsstyrning för medicintekniska produkter | Medicinska och hälso- och sjukvårdsprodukter | Full spårbarhet, designkontroller, riskhantering, efterlevnad av regler |
En avgörande punkt som många köpare missar: IATF 16949 bygger på ISO 9001 genom att införa krav specifika för bilindustrin. Enligt NSF:s förklaring "kan man inte uppnå IATF 16949-certifiering utan att uppfylla ISO 9001-kraven." Detta innebär att en verkstad med IATF-certifiering redan har demonstrerat allmän kvalitetskompetens innan den inför krav specifika för bilindustrin.
För biltillämpningar specifikt kräver IATF 16949 att verkstäder använder specialiserade verktyg, inklusive:
- Statistisk processkontroll (spc) - Övervakning i realtid av bearbetningsprocesser för att upptäcka avvikelser innan de blir fel
- Felmoder och effekteranalys (FMEA) - Systematisk identifiering av vad som kan gå fel och hur det kan förhindras
- Produktionskomponentgodkännandeprocessen (PPAP) - Dokumenterad bevisning för att verkstaden kan producera delar som konsekvent uppfyller dina specifikationer
Vad betyder detta alltså när du utvärderar verkstäder? Om du köper delar för bilmotorapplikationer är en anläggning certifierad enligt IATF 16949 inte valfritt – det krävs troligen av din kund. För luft- och rymdfartsarbete är certifiering enligt AS9100D likaså nödvändig. För allmänna industriella applikationer ger ISO 9001 garanti för ett systematiskt kvalitetsledningssystem.
Slutsatsen: leta inte bara efter märken. Fråga potentiella verkstäder hur deras certifiering påverkar ditt specifika projekt – och observera de som kan förklara de praktiska fördelarna i stället för att bara återge marknadsföringstermer.
Att välja mellan CNC-fräsning, svarvning och EDM-tjänster
Du förstår nu toleranser och certifieringar. Men här är frågan som ställer till det för de flesta första gången köpare: vilken CNC-process bör du egentligen begära? Skall din komponent fräsas eller svarvas? När är det rimligt att använda EDM? Att välja fel process innebär inte bara onödiga kostnader – det kan också leda till komponenter som inte uppfyller dina specifikationer.
Den goda nyheten? Du behöver inte ha en ingenjörsexamen för att fatta kloka beslut . Att förstå några centrala principer hjälper dig att ställa rätt frågor och bedöma rekommendationer från alla CNC-maskintjänster i min närhet.
Anpassa ditt projekt till rätt CNC-process
Börja med att undersöka din dels geometri. Enligt RapidDirects bearbetningsjämförelseguide: "För delar som främst är cylindriska fungerar CNC-svarvning väl. Komplexa, prismatiska delar med konturer eller fickor är bäst att bearbeta med CNC-fräsning."
Här är hur varje huvudprocess fungerar och när du bör välja den:
CNC-Fräsning: Föreställ dig ett roterande skärande verktyg som rör sig över en stationär block av material och avlägsnar lager för att avslöja din del. Arbetsstycket förblir stillastående medan verktyget rör sig längs flera axlar (X, Y, Z – och ibland fler).
- Bäst för: Plana ytor, fickor, spår, vinklade detaljer, komplexa 3D-konturer
- Tänk på: Husningar, bromsar, motordelar, anpassade plattor med flera funktioner
- Fördel: Extremt mångsidig – hanterar allt från enkla borruppgifter till komplicerade skulpturliknande former
CNC Snedring: Tänk dig motsatt metod. Materialet roterar snabbt medan ett stillastående skärverktyg formar dess yta. Detta skapar runda, symmetriska delar effektivt.
- Bäst för: Cylindriska delar, axlar, stavar, bushingar, gängade komponenter
- Tänk på: Stift, hjul, hydrauliska kolvar, spindlar, alla delar med rotationsymmetri
- Fördel: Snabbare och kostnadseffektivare än fräsning för runda delar
EDM (elektrisk urladdningsbearbetning): Denna process använder elektriska gnistor för att erodera material istället för att skära det. Ingen fysisk kontakt mellan verktyg och arbetsstycke innebär att du kan skapa former som är omöjliga att tillverka med konventionella skärmetoder.
- Bäst för: Extremt hårda material, komplicerade inre detaljer, skarpa hörn, tunna väggar
- Tänk på: Sprutgjutningsformhålrum, luft- och rymdfartskomponenter, medicinska implantat, precisionsverktyg
- Fördel: Bearbetar hårdnade material som skulle förstöra konventionella skärverktyg
Här är en praktisk jämförelse som vägleder ditt beslut:
| CNC-process | Bästa användningsområden | Typiska toleranser | Materiell kompatibilitet | Begränsningar |
|---|---|---|---|---|
| CNC Fräsning | Prismatiska delar, komplexa konturer, fickor, spår, komponenter med flera funktioner | ±0,001 tum till ±0,005 tum (±0,025 mm till ±0,127 mm) | Aluminium, stål, titan, mässing, plast, kompositmaterial | Långsammare för enkla cylindriska delar; verktygsslitage ökar vid hårdare metaller |
| CNC Växling | Cylindriska delar, axlar, stänger, gängade komponenter, symmetriska funktioner | ±0,001" till ±0,003" (±0,025 mm till ±0,076 mm) | De flesta metaller och plast; utmärkt för stavmaterial | Kan inte tillverka platta, vinklade eller asymmetriska funktioner utan sekundära operationer |
| EDM | Härdade material, komplexa hålrum, skarpa inre hörn, tunnväggiga delar | ±0,0001 tum till ±0,001 tum (±0,0025 mm till ±0,025 mm) | Alla elektriskt ledande material, inklusive härdade verktygsstål och exotiska legeringar | Långsam process; högre kostnad; fungerar endast på elektriskt ledande material |
När specialiserade tjänster gör skillnaden
Att förstå när varje process INTE är lämplig sparar dig tid och förhindrar kostsamma fel. Här är en ärlig översikt:
Välj inte fräsning när:
- Din komponent är främst cylindrisk – svarvning blir snabbare och billigare
- Du behöver extremt stränga toleranser på interna funktioner i härdade material – överväg istället EDM
- Produktionsvolymen är extremt hög och komponentens geometri är enkel – andra processer kan erbjuda bättre ekonomi
Välj inte svarvning när:
- Din komponent har plana ytor, fickor eller funktioner som inte är symmetriska kring en central axel
- Du behöver vinklade borrningar, sidofickor eller komplexa 3D-konturer
- Komponentens geometri kräver tillträde från flera riktningar
Välj inte EDM när:
- Standardfräsning eller svarvning kan uppnå dina toleranser – EDM är betydligt dyrare
- Ditt material är inte elektriskt ledande (plaster, keramik, de flesta kompositmaterial)
- Leveranstiden är kritisk – EDM avlägsnar material långsammare jämfört med konventionell bearbetning
Vad gäller 3-axlig jämfört med 5-axlig bearbetning? Enligt RapidDirect beror valet på delens komplexitet. Treaxliga maskiner rör verktyget i tre linjära riktningar – tillräckligt för de flesta enkla delar med tillgängliga ytor. Femaxliga maskiner lägger till två rotationsrörelser, vilket gör att verktyget kan närma sig arbetsstycket från nästan vilken vinkel som helst.
Den praktiska påverkan? Femaxlig bearbetning minskar inställningar, förbättrar ytytor på formade ytor och möjliggör geometrier som är omöjliga att tillverka med treaxlig utrustning. RapidDirect påpekar dock att femaxlig bearbetning kräver "dyra maskiner, avancerad programvara och utbildad personal" – vilket innebär högre kostnader. För enkla delar ger treaxlig bearbetning likvärdig kvalitet till lägre kostnad.
När du utvärderar någon maskinverkstad eller CNC-tjänstleverantör i Baton Rouge bör du ställa följande frågor:
- "Baserat på min dels geometri, vilken process rekommenderar ni och varför?"
- "Vilka alternativ finns det, och hur jämförs de med avseende på kostnad och ledtid?"
- "Finns det några konstruktionsändringar som skulle göra denna del lättare att tillverka?"
En kvalitetsverkstad kommer inte bara att ta emot ditt beställningsuppdrag – de hjälper dig att förstå om den begärda processen verkligen motsvarar dina behov. Detta samarbetsbaserade tillvägagångssätt blir ännu viktigare vid val av material, vilket i sig medför en egen uppsättning av avvägningar att överväga.

Vägledning för materialval för CNC-projekt
Du har identifierat den rätta CNC-processen för din del. Nu kommer ett beslut som direkt påverkar prestanda, hållbarhet och budget: vilket material ska du välja? Det är här många förstgångsköpare känner sig överväldigade – och där en kvalitets-CNC-verkstad blir ovärderlig.
Verkligheten är den att materialval inte handlar om att hitta det "bästa" alternativet. Det handlar om att hitta den rätta matchningen för ditt specifika användningsområde. Ett material som är perfekt för ett projekt kan vara helt fel för ett annat.
Material egenskaper som faktiskt spelar roll för ditt användningsområde
Innan du går in på specifika material bör du överväga vad din del faktiskt behöver göra. Enligt Protolabs , är det första steget att "prioritera dina krav. Börja med de absolut nödvändiga och arbeta dig ner till de önskvärda men icke obligatoriska kraven." Denna process minskar vanligtvis antalet alternativ till en hanterbar kortlista.
Nyckelfaktorer att utvärdera inkluderar:
- Mekanisk belastning - Kommer delen att bära vikt, motstå stötar eller klara upprepad belastning?
- Driftsmiljö - Extrema temperaturer, fuktexponering, kontakt med kemikalier?
- Viktkänslighet - Är varje gram avgörande, eller är massan irrelevant?
- Ytfordringar - Dekorativ yta, slitstark yta eller funktionella kontaktytor?
- Produktionsvolym - Prototypkvantiteter eller högvolymsproduktion?
När dessa prioriteringar är fastställda kan vi undersöka hur vanliga material presterar inom olika applikationskategorier.
Strukturella och höglastade applikationer:
- Kolstål - Utmärkt hållfasthet-till-kostnad-förhållande; idealiskt för klämmar, ramverk och bärande komponenter där korrosion inte är ett problem
- Rostfritt stål (304, 316) - Kombinerar hållfasthet med korrosionsbeständighet; föredras för strukturella delar som utsätts för fukt eller kemikalier
- Aluminium 7075 - Enligt Weerg är detta "en av de starkaste legeringarna, använd i luft- och rymdfart, militär och racingsammanhang" – ger nästan stålhållfasthet vid ungefär en tredjedel av vikten
Lättviktiga och prestandaorienterade applikationer:
- Aluminium 6061 - Legeringen som är arbetshästen; Weerg beskriver den som "högst mångsidig, god mekanisk hållfasthet, utmärkt bearbetbarhet" och lämplig för många branscher
- Aluminium 5052 - Överlägsen korrosionsbeständighet för marinmiljöer och bränsletankar
- Titanlegeringar - Ultimat förhållande mellan draghållfasthet och vikt för luft- och rymdfart samt medicinska implantat; avsevärt högre kostnad
Tillämpningar i korrosiva miljöer:
- Rostfritt stål 316/316L - Weerg påpekar att dessa erbjuder "utmärkt korrosionsbeständighet, idealiskt för hårda miljöer eller livsmedels-/kemikalieapplikationer"
- Aluminium (allmänt) - Naturligt korrosionsbeständigt tack vare en skyddande oxidlager som bildas på dess yta
- Med en bredd av mer än 150 mm - Utmärkt för marinutrustning och dekorativa komponenter; naturligt antimikrobiellt
Högtemperaturtillämpningar:
- Rostfritt stål (nickelrika grader) - Behåller styrkan vid höga temperaturer
- PEEK (Polyetereterketon) - Protolabs identifierar detta som ett populärt val för plastapplikationer med hög temperatur; tål kontinuerlig exponering för 480 °F (250 °C)
- Ultem - En annan högpresterande termoplast som är lämplig för krävande termiska miljöer
Estetiska och lågspänningsapplikationer:
- Aluminium (anodiserat) - Tar färgbehandlingar exceptionellt bra; lättviktigt och professionellt utseende
- Acetal (Delrin) - Slät, lågfriction-plast som är idealisk för synliga komponenter och mekanismer
- ABS - Kostnadseffektiv plast för skal, lock och icke-strukturella komponenter
Kostnads- vs. prestandakompromisser vid materialval
Beslutet mellan bearbetning av aluminium och stål illustrerar perfekt hur avvägningar fungerar i praktiken.
Börja med vikten. Enligt Weergs analys är aluminium "ungefär tre gånger lättare än stål." Den här skillnaden är avgörande inom sektorer där vikt direkt påverkar prestanda – exempelvis bränsleeffektivitet inom luftfartsindustrin, acceleration inom bilindustrin och ergonomi för portabel utrustning.
Stål erbjuder dock i allmänhet högre absolut mekanisk hållfasthet. Weerg förklarar den praktiska skillnaden: aluminium har "lägre hållfasthet än stål, men ett utmärkt förhållande mellan hållfasthet och vikt." Vad betyder det? Stål klarar tyngre laster i samma fysiska storlek, medan aluminium klarar lika stora laster med mindre vikt men större dimensioner.
Bearbetningsbarhet påverkar kostnaden avsevärt. Aluminium kan bearbetas snabbare med mindre verktygsslitage, vilket innebär lägre verkstadskostnader och snabbare leverans. Stål kräver mer robusta verktyg, långsammare hastigheter och ofta kylvätska – vilket ökar kostnaden per del. Dock kan stålets lägre råmaterialpris ibland kompensera för dessa högre bearbetningskostnader vid enklare delar.
För plast ändras avvägningarna. ABS och acetal ger ekonomiska lösningar för prototyper och applikationer med låg belastning. PEEK ger exceptionell prestanda men är betydligt dyrare – värd investeringen endast när temperaturmotstånd, kemisk kompatibilitet eller mekaniska egenskaper verkligen kräver det.
Protolabs rekommenderar att använda samma harts för fräsade prototyper som för sprutgjutna produktionsdelar, för att säkerställa att prototyperna "kan testas och kommer att fungera likadant som produktionsdelarna."
Ytfinishalternativ och när de är viktiga
Ytyta - mätt i Ra-värden (genomsnittlig råhet) - ignoreras ofta tills den orsakar problem. Här är vad olika ytfinishnivåer praktiskt sett innebär:
- Ra 3,2 μm (125 μin) – Standardbearbetad - Synliga verktygsspår; acceptabelt för icke-kontaktytor, inre detaljer och delar som ska målas
- Ra 1,6 μm (63 μin) – Finbearbetad - Smetare utseende; lämplig för de flesta mekaniska monteringsdelar och synliga komponenter
- Ra 0,8 μm (32 μin) – Precisionsslipad - Krävs för tätytor, lagerhalsar och precisionsskridande passningar
- Ra 0,4 μm (16 μin) och finare - Polerade ytor för optiska tillämpningar, medicintekniska apparater och högprecisioninstrument
Andra behandlingar utökar alternativen ytterligare. Protolabs påpekar att för aluminiumlegeringar är "anodisering att föredra om hållbarhet är avgörande, medan kromatplätering är ett bättre val om estetik är prioriterad." Anodisering skapar ett hårt oxidlager som motstår repor och tar upp färgämnen. Kromatkonvertering ger korrosionsskydd med en karakteristisk ytbild.
När du specificerar ytbehandlingar bör du komma ihåg att striktare krav ökar kostnaden. Ställ dig själv frågan om applikationen verkligen kräver en Ra 0,8 μm-yta eller om Ra 1,6 μm ger likvärdig funktionell prestanda. En erfaren CNC-verkstad hjälper dig att identifiera där strikta ytfinisher lägger till värde jämfört med där de endast ökar kostnaden.
När material- och ytbehandlingsbeslut är klara kanske du undrar hur CNC-bearbetning förhåller sig till andra tillverkningsmetoder i stort sett. Den här jämförelsen avslöjar när precisionsslipning ger bästa värdet – och när alternativ är mer rimliga.
CNC-bearbetning jämfört med 3D-utskrift, injektering och gjutning
Du har valt ditt material och förstår CNC-processer. Men här är en fråga som är värd att ställa innan du fattar beslut: Är CNC-bearbetning verkligen den rätta tillverkningsmetoden för ditt projekt? Ibland är svaret ja. Ibland är det faktiskt inte det.
De flesta CNC-verkstäder kommer inte att säga till dig när alternativ är mer lämpliga – de är ju verksamma inom bearbetning, efter allt. Men att förstå dessa avvägningar hjälper dig att fatta smartare beslut och undvika dyra misstag. Låt oss undersöka hur CNC-bearbetning står sig mot 3D-utskrift, injektering och gjutning – helt öppet och ärligt.
När CNC-bearbetning överträffar alternativen
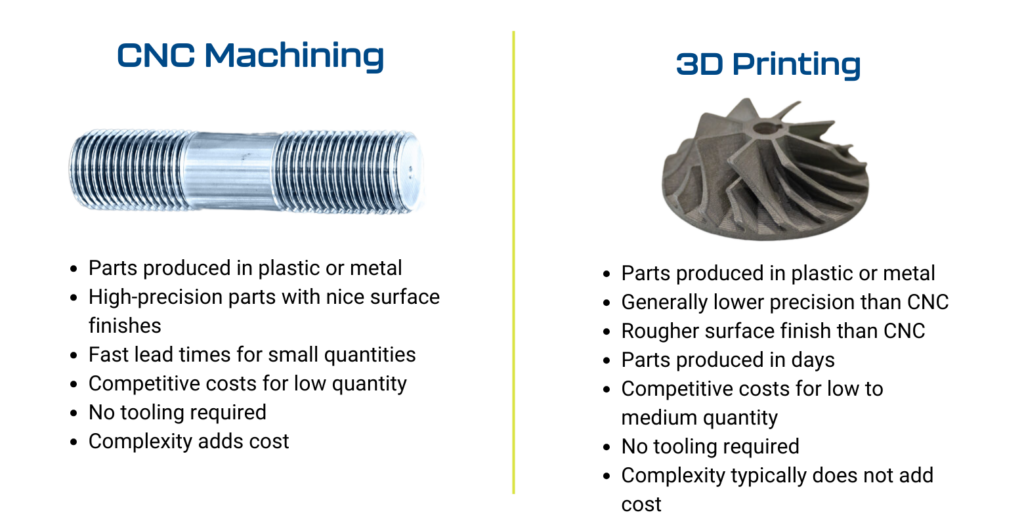
CNC-bearbetning har behållit sin dominerande ställning inom precisionsbearbetning av goda skäl. Enligt Northeast Precision CNC: "CNC-bearbetning erbjuder överlägsen precision och stränga toleranser, ofta inom mikrometer. Detta gör den idealisk för tillverkning av delar som kräver hög noggrannhet, såsom motordelar eller medicinska implantat."
Här är där CNC-bearbetning verkligen överträffar alternativ:
Precision och toleranskontroll: När ditt användningsområde kräver exakta mått levererar CNC-bearbetning detta. Enligt The Steel Printers , kan CNC-bearbetning "uppnå en tolerans på ±0,001 mm – vilket är betydligt bättre än både gjutning och metall-3D-utskrift." Varken 3D-utskrift eller gjutning når denna nivå av dimensionsnoggrannhet utan sekundära bearbetningsoperationer.
Materialversatilitet: CNC-maskiner kan arbeta med nästan alla bearbetningsbara material – metaller, plaster, trä och kompositmaterial. Northeast Precision CNC påpekar att "CNC-maskiner kan arbeta med ett brett utbud av material, inklusive metaller (aluminium, stål, titan), plaster och till och med trä." Sprutgjutning begränsar dig främst till plaster, medan 3D-utskrift erbjuder ett växande men ännu begränsat materialutbud.
Snabb genomloppstid för prototyper och små serier: Behöver du delar snabbt? CNC-bearbetning kräver inte verktygsutveckling. Steel Printers förklarar att "metall-3D-utskrift är den snabbaste metoden" för små serier, men CNC ligger nära – och vinner ofta om man tar hänsyn till kraven på efterbearbetning. Northeast Precision tillägger att "när CAD-modellen är klar – och G-koden är genererad – kan maskinen börja skära nästan omedelbart."
Konstruktionsflexibilitet utan investering i verktyg: Att göra ändringar är enkelt. Om måtten behöver justeras kan operatören direkt ändra G-koden. Jämför detta med injektering, där Northeast Precision noterar att "om det sker en ändring av den önskade delen krävs även en ändring av formen, vilket ytterligare förlänger ledtiden."
Ytkvalitet: Bearbetade ytor kräver vanligtvis mindre efterbearbetning än gjutna eller additivt tillverkade delar. Steel Printers påpekar att "den slutgiltiga bearbetade delen behöver vanligtvis endast värmebehandling som efterbearbetning", medan gjutna och 3D-printade delar ofta kräver bearbetning för att uppnå de önskade ytfinisherna.
Situationer där andra metoder är mer lämpliga
Här är den ärliga sanningen: CNC-bearbetning är inte alltid det bästa valet. Att känna igen dessa situationer sparar pengar och frustration.
När 3D-utskrift är fördelaktig:
- Extremt komplexa geometrier - Steel Printers noterar att "metall-3D-printing också kan producera lätta strukturer och interna hålprofiler som skulle vara omöjliga att tillverka med hjälp av CNC-bearbetning." Tänk på gitterstrukturer, interna kylningskanaler eller organiska former.
- Höggradigt anpassade enskilda delar - När varje enhet skiljer sig åt eliminerar 3D-printing inställningstiden mellan olika variationer.
- Materialeffektivitetsfrågor - CNC-bearbetning är subtraktiv, vilket innebär att material skärs bort och ofta slängs. The Steel Printers påpekar att "metall-3D-utskrift använder endast den mängd material som behövs för att skapa en komponent, och eventuellt överskott kan vanligtvis återvinnas."
När injektering vinner:
- Plastproduktion i hög volym - Om du behöver tusentals eller miljontals identiska plastdelar blir injekteringens kostnad per enhet obegränsat konkurrenskraftig. Den dyrbara formen betalar sig genom volymen.
- Komplexa plastgeometrier med konsekvent kvalitet - När formen en gång är färdigställd är varje del identisk.
- Integrerade Funktioner - Klickfunktioner, elastiska gångjärn och komplexa monteringsdelar i en enda formad del.
När gjutning vinner:
- Stora metallkomponenter - The Steel Printers förklarar att "vid tillverkning av stora komponenter är gjutning den metod man bör välja. Generellt sett är traditionella tillverkningsmetoder mycket bättre på att producera större komponenter."
- Mycket höga produktionsvolymer - Vid tusentals enheter dominerar gjutningens skaleffekter. Steel Printers noterar att "när antalet delar ökar kan de fasta kostnaderna för tillverkning av en gjutform... fördelas över många delar."
- Delar där materialet kan flöda lätt - Enklare geometrier utan komplicerade interna funktioner.
Jämförelse av anpassade tillverkningsmetoder
Den här omfattande tabellen hjälper dig att utvärdera vilken metod som passar dina specifika projektkrav:
| Fabrik | Cnc-mackning | 3D-utskrift (Metall) | Injektionsmoldning | GJUTNING |
|---|---|---|---|---|
| Kostnad för 1–10 enheter | Måttlig – ingen verktygstillverkning krävs | Måttlig till hög – pris per del | Mycket hög – formkostnaden dominerar | Hög – mönster och form krävs |
| Kostnad vid 100 enheter | Måttlig – avskrivning av installationskostnader | Hög – linjär skalning | Måttlig – spridning av formkostnader | Måttlig – blir konkurrenskraftig |
| Kostnad för 1 000+ enheter | Högre per enhet jämfört med alternativ | Högst – skalar inte väl | Lägst för plast | Lägst för metall |
| Precisionsegenskaper | Utmärkt (±0,001 mm möjligt) | Bra (vanligtvis ±0,1–0,2 mm) | Bra (±0,05–0,1 mm typiskt) | Måttlig (kräver ofta bearbetning) |
| Materiella alternativ | Bredast – metaller, plaster, kompositer | Tillväxande men begränsad till metaller/polymers | Främst termoplast | De flesta metalltyper kan gjutas |
| Genomloppstid (första delen) | Dagar till 1–2 veckor | Dagar till en vecka | Veckor till månader (formtillverkning) | Veckor (modell och form) |
| Flexibilitet vid konstruktionsändringar | Utmärkt – ändra CAD-filen | Utmärkt – ändra CAD-filen | Dålig – kräver formändring | Dålig – kräver ny modell |
| Geometrisk komplexitet | Begränsad av verktygets tillgänglighet | Utmärkt – interna funktioner möjliga | Bra med lämplig formdesign | Måttlig – flödesbegränsningar |
| Delstorleksomfång | Liten till stor | Begränsad av printers byggrum | Liten till medelstor vanlig | Liten till mycket stor |
Gör Rätt Val för Din Projekt
Steel Printers sammanfattar beslutsramverket väl: "Den direkta relationen mellan komplexitet och kvantitet" avgör din optimala metod. Här är den förenklade vägledningen baserat på deras analys:
- Enstaka enheter till tiotals delar: 3D-utskrift eller CNC-bearbetning, beroende på geometrisk komplexitet
- Tiotals till hundratals delar: CNC-bearbetning, med möjlighet att övergå till gjutning för enklare geometrier
- Hundratals till tusentals: Gjutning för metall, injektering för plast
- Tusentals och fler: Gjutning eller injektering vinner nästan alltid ur ekonomisk synvinkel
Som The Steel Printers konstaterar: "Det finns ingen metod som alltid är bättre än någon annan. För att gå framåt i framtiden är idén att traditionella tillverkningsmetoder och metall-3D-utskrift ska komplettera varandra, fylla luckor där den andra metodens begränsningar ligger."
Den mest värdefulla insikten? Anta inte att CNC-bearbetning automatiskt är rätt val bara för att det är det mest bekanta alternativet. Utvärdera dina kvantitetskrav, precisionsskrav, materialspecifikationer och tidsramar ärligt. En pålitlig CNC-verkstad kommer faktiskt att säga till dig när andra lösningar passar ditt projekt bättre – den ärligheten bygger den typ av partnerskap som skapar värde över flera projekt.
När tillverkningsmetoden är vald gäller nästa beslut valet mellan lokala maskinverkstäder och online-tjänster – var och en erbjuder olika fördelar beroende på din projektskala och stödbehov.
Hitta rätt CNC-verkstad för din projektskala
Du har fastställt att CNC-bearbetning passar ditt projekt. Nu kommer ett beslut som förvånande nog få guider behandlar ärligt: Ska du samarbeta med en lokal maskinverkstad i närheten eller använda en onlineplattform för CNC-bearbetningstjänster? Svaret är inte enkelt – och att göra fel kan innebära att du betalar premiumpriser för bekvämlighet som du inte behöver, eller att du offrar stöd som är avgörande för din framgång.
Båda tillväxarna har verkliga styrkor. Att förstå när var och en utmärker sig hjälper dig att anpassa dina projektkrav till rätt typ av partner.
Lokala maskinverkstäder mot online-CNC-tjänster
De mest signifikanta skillnaderna mellan dessa alternativ ligger i hur ni kommunicerar, hur beställningar hanteras och vilken support ni får. Enligt XTJ Precision Manufacturing , "När du väljer traditionella CNC-fräsningstjänster arbetar du med en fabrik... Du pratar ofta med fabrikens team om dina behov och material." Onlineplattformar, å andra sidan, "låter dig beställa delar via en webbplats" med automatiserad offertberäkning och minimal direkt interaktion.
Här är vad varje tillvägagångssätt faktiskt erbjuder:
Fördelar med lokala maskinverkstäder:
- Direkt kommunikation med maskinister och ingenjörer - Du kan diskutera komplexa krav ansikte mot ansikte, ställa frågor och få omedelbar förtydligande av tekniska detaljer
- Designrådgivning och expertis - XTJ påpekar att traditionella verkstäder "ger expertdesignhjälp. Du kan få råd om hur du kan förbättra din del och spara pengar"
- Byggande av relationer - Att arbeta direkt med en anläggning skapar förtroende och förståelse som gynnar framtida projekt
- GENOMSKYDD PRISERING - "Du betalar fabriken direkt, så du undviker extra kostnader från mellanhänder", vilket innebär att du undviker plattformsavgifter som kan öka projektets kostnader med 10–20 %
- Kvalitetskonsekvens - Lokala verkstäder "kontrollerar varje steg i sin egen fabrik" med direkt övervakning av varje operation
- Pågående service och support - Behöver du underhåll, reparation eller kalibrering av utrustning? Lokala anläggningar erbjuder ofta dessa tjänster tillsammans med tillverkning
Fördelar med online-CNC-bearbetningstjänster:
- Omedelbar offertberäkning - Ladda upp din CAD-fil och få prisuppgifter direkt utan att vänta på manuella uppskattningar
- Stora leverantörsnätverk - Genom en enda plattform får du tillgång till flera certifierade maskinverkstäder, vilket utökar dina alternativ
- Bekväm orderhantering - Spåra ordrar, hantera projekt och hantera dokumentation via webbgränssnitt
- Flexibla Leveransalternativ - Välj mellan standard-, express- eller ekonomisk frakt beroende på brådskande behov och budget
- tillgänglighet dygnet runt - Skicka in beställningar när som helst utan att behöva koordinera scheman eller tidszoner
- Snabb designiteration - XTJ påpekar att onlineplattformar "låter dig ladda upp nya designfiler och ändra beställningar snabbt. Du kan testa idéer och få delar snabbt"
Men här är vad som ofta överlookas: onlineplattformar använder nätverk av leverantörer, vilket kan medföra variationer. XTJ förklarar att "kvaliteten kan variera beroende på leverantör. Onlineplattformar kan innebära större risk för fel eller försenade delar eftersom de använder många verkstäder." När du behöver identiska resultat över flera beställningar är den här konsekvensen avgörande.
Anpassa verkstads typ till din produktionsvolym
Din produktionsvolym påverkar i hög grad vilken metod som är lämpligast. CNC-bearbetning i små serier ställer andra krav än CNC-produktion i stora volymer – och rätt partners typ ändras därefter.
För prototyper och små serier (1–50 delar):
Båda alternativen fungerar här, men prioriteringarna skiljer sig åt. Om din prototyp kräver iteration och designfeedback är lokala verkstäder särskilt lämpliga. RapidDirect påpekar att CNC-verkstäder kan "snabbt ändra sina konstruktioner med minimal kostnad och tid för att optimera produktionskvaliteten." Denna samarbetsbaserade förfining sker mer naturligt när du arbetar direkt med ingenjörer.
Onlineplattformar utmärker sig när du har färdigställt dina konstruktioner och behöver snabb leverans utan omfattande konsultation. För enkla delar där geometrin är beprövad ger uppladdning av filer och mottagande av delar inom några dagar tydlig effektivitet.
För medelstora produktionsomfattningar (50–500 delar):
Detta intervall föredrar ofta lokala maskinverkstäder eller direkta fabriksrelationer. Enligt XTJ:s jämförelse: "Om du vill ha lägsta pris för stora jobb och behöver exakta delar bör du välja en direkt CNC-bearbetningstjänst." Plattformsavgifter blir mer betydelsefulla ju större antalet delar är, och möjligheten att förhandla fram priser direkt med tillverkare ger kostnadsfördelar.
Dessutom drar medelstora serier nytta av konsekvensen som uppstår genom produktion från en enda källa. Varje del tillverkas på samma maskiner, av samma operatörer och undergår samma kvalitetskontroller.
För högvolymsproduktion (500+ delar):
I storskalig produktion blir direkta relationer avgörande. RapidDirect betonar att man vid utvärdering av verkstäder bör överväga "verkstadens kapacitet och skalbarhetsmöjligheter för CNC-bearbetning – vilka volymer kan verkstan leverera inom en viss tidsram?" Arbete i hög volym kräver verkstäder med tillräcklig maskinkapacitet, effektiv programmering och robusta kvalitetssystem.
Onlineplattformar kan ha svårt att hantera detta eftersom de distribuerar arbetet till flera leverantörer, vilket potentiellt skapar inkonsekvenser. Direkta partnerskap möjliggör dedicerad produktionsschemaläggning, förhandlingar om volympriser och förenklad logistik.
Ledtidsförväntningar och realistisk genomloppstid
Att förstå realistiska tidsramar förhindrar frustration och hjälper dig att planera effektivt. Här är vad du faktiskt kan förvänta dig:
Tidsramar för lokala maskinverkstäder:
- Skyndesbeställningar: 1–3 dagar för enkla delar med tillgänglig kapacitet
- Standardprototyper: 3-7 arbetsdagar
- Komplexa eller precisionsdelar: 1-2 veckor
- Produktionskörningar: 2–4 veckor beroende på mängd och komplexitet
XTJ noterar att traditionella CNC-anläggningar "kan tillverka delar inom 3–7 dagar. Du pratar direkt med fabriken, så du kan begära expressbeställningar." Denna direkta kommunikation ger flexibilitet när tidsfrister är kritiska.
Tidsramar för onlineplattformar:
- Expressservice: 3–5 arbetsdagar (premiepris)
- Standardleverans: 2–3 veckor vanligtvis
- Ekonomiska alternativ: 3-4 veckor
XTJ:s analys visar att "De flesta jobben tar cirka tre veckor, men du kan betala mer för snabbare utförande." Kompromissen är enkel: hastighet kostar extra på plattformar, medan lokala verkstäder kan erbjuda snabbare standardtidsram genom direktbokning.
Tjänstefaktorn: Mer än bara tillverkning av delar
En fördel som lokala maskinverkstäder erbjuder och som inte kan matchas av onlineplattformar: omfattande tjänsterelationer. När du behöver underhåll, reparationer eller teknisk support utöver tillverkning av delar ger lokala anläggningar ett pågående värde.
Enligt Wisconsin Metal Tech innebär starka kundrelationer att "vi aktivt engagerar oss tillsammans med våra kunder för att förstå deras unika behov. Oavsett om det gäller specifika materialkrav, stränga toleranser eller konstruktionsbegränsningar anpassar vi våra CNC-fräsningstjänster därefter."
Detta samarbetsbaserade tillvägagångssätt sträcker sig även till problemlösning. Wisconsin Metal Tech betonar att "utmaningar uppstår, men vårt samarbetsbaserade tillvägagångssätt säkerställer att vi hittar lösningar tillsammans." När problem uppstår – och i tillverkningen gör de det ibland – gör det en stor skillnad att ha en partner som förstår dina applikationer och kan svara snabbt.
För pågående relationer som innefattar upprepade beställningar, utveckling av konstruktionen eller skalförändring av produktionen levererar lokala partners vanligtvis större värde. För engångsprojekt med tydliga specifikationer och utan förväntad fortsättning erbjuder onlineplattformar effektiva transaktioner.
Rätt val handlar inte om vilket alternativ som är universellt bättre – det handlar om vilken metod som bäst motsvarar dina specifika projektkrav, tidplan och relationsbehov.
När din verkstads typ är vald hjälper förståelsen av hur prissättningen fungerar dig att bedöma offertförslag effektivt och undvika oväntade kostnader – vilket leder oss till de faktorer som faktiskt driver prissättningen för CNC-tjänster.
Förstå prissättningen för CNC-tjänster och kostnadsfaktorer
Har du någonsin fått ett offertförslag för CNC-bearbetning och undrat varför den lilla delen kostar så mycket? Eller varför två tydligt liknande projekt fick helt olika priser? Du är inte ensam. Prissättningen för bearbetningstjänster kan ofta kännas oklar för nybörjare – och denna osäkerhet skapar motstånd redan innan projekten ens har startat.
Här är verkligheten: Kostnaderna för CNC-bearbetning är inte godtyckliga. De följer förutsägbara mönster baserade på specifika faktorer. Att förstå dessa faktorer omvandlar dig från en passiv mottagare av offertförslag till en informerad kund som kan fatta kloka beslut och potentiellt minska kostnaderna innan du skickar in din första RFQ.
Nyckelfaktorer som påverkar kostnaderna för CNC-bearbetning
Enligt Komacuts kostnadsanalys bestäms priset för bearbetade delar av flera sammanlänkade faktorer. Låt oss gå igenom dem i ordning efter deras typiska påverkan.
Materialtyp och materialanvändning:
Ditt val av material påverkar kostnaden på flera sätt utöver bara råmaterialpriset. Komacut förklarar att "material som rostfritt stål och titan, som är hårdare och mer slitstarka, kräver mer tid och specialiserad verktygsutrustning, vilket därmed ökar kostnaderna." Omvänt "är mjukare material som aluminium lättare att bearbeta, vilket kan minska både bearbetningstiden och verktygsslitage."
- Råvarukostnad - Titan kostar betydligt mer per kilogram än aluminium eller mjukt stål
- Bearbetningsförmåga - Hårdare material kräver långsammare skärhastigheter, vilket ökar maskintiden
- Verktygsslitage - Slipande eller slitstarka material förbrukar skärande verktyg snabbare, vilket medför extra kostnader för verktygsutbyte
- Särskild hantering - Vissa material kräver specifika kylmedel, fördjupningar eller maskininställningar
Bearbetningstid:
Maskintid påverkar direkt arbets- och utrustningskostnader. Komacut identifierar två huvudsakliga tidsfaktorer: "materialtjockleken och komplexiteten i delens design." Tjockare material kräver flera genomgångar för att uppnå önskad djupnivå. Komplexa geometrier kräver långsammare hastigheter för att säkerställa precision samt ofta verktygsbyten.
Delkomplexitet och designfunktioner:
Enligt Fictivs vägledning för kostnadsminskning påverkar specifika designelement prisbildningen avsevärt:
- Toleranser - "Strängare toleranser = högre kostnad." Att uppnå ±0,001 tum kräver mer noggrann bearbetning än standardtoleranser
- Hålstorlek och -djup - "Djupa, smala hål är långsamma att bearbeta korrekt och benägna att orsaka verktygsbrott"
- Inre radier - "Ju mindre radien är, desto mindre fräs som krävs... och desto långsammare måste bearbetningen ske"
- Skarphet - Extra djupa fickor kräver förlängd bearbetningstid och kan behöva specialverktyg
- Vägg tjockleik - Tunnväggade delar kräver extra omsorg för att förhindra vibrationer och deformation
- Underklippningar - Funktioner som O-ringsskåror kräver specialverktyg som ökar kostnaderna
Installations- och bearbetningstid:
Innan skärningen påbörjas sker omfattande förberedelser. Komacut noterar att "installation av en CNC-maskin är särskilt arbetskrävande och kostsam, och innebär installation av lämpliga verktyg och fästen, materialförberedelse samt inställning av maskinparametrar." Denna engångskostnad för ingenjörsarbete (NRE) inkluderar:
- CAM Programmering - Skapande av verktygspålar och G-kod-instruktioner
- Fixturinställning - Säker montering av arbetsstycket för varje operation
- Verktygsinstallation - Lastning och kalibrering av skärverktyg
- Inspektion av första artikeln - Verifiering av att den första delen uppfyller specifikationerna
Maskintyp och kapaciteter:
Olika utrustning har olika timkostnader. Komacuts analys visar att 5-axliga fräsar är dyrare per timme än 3-axliga maskiner på grund av deras "dyra maskiner, avancerad programvara och utbildad personal." CNC-svarvning är "generellt snabbare och kostnadseffektivare än fräsning för tillverkning av rundformade delar."
Kvantitet och partistorlek:
Volymen påverkar kraftigt styckpriset. Komacut förklarar att "större kvantiteter sprider de fasta installationskostnaderna... över fler enheter, vilket därmed minskar kostnaden per del." Dessutom "ger ofta köp av material i stora mängder rabatter." Sambandet är tydligt: att beställa 100 delar kostar mindre per styck än att beställa 10.
Hur du får exakta offertförslag för ditt projekt
För att få användbara offertförslag krävs det att du redovisar fullständig information från början. Enligt LongShengs guide för offertförslag innebär utvärdering av offertförslag "en omfattande bedömning av en rad nyckelfaktorer", inklusive "materialkostnader, arbetskostnader, utrustningsanvändningsavgifter och eventuella kostnader för efterföljande bearbetning."
För att få exakta och jämförbara offertförslag:
- Leverera fullständiga CAD-filer - 3D-modeller (STEP, IGES) samt 2D-ritningar med mått och toleranser
- Ange materialet tydligt - Inkludera kvalitet, härdning och eventuella certifieringskrav
- Definiera toleranser exakt - Markera kritiska mått jämfört med allmänna toleranser
- Krav på mängd - Inkludera både omedelbara behov och potentiella framtida volymer
- Beskriv kraven på ytyta - Ange Ra-värden eller de ytbehandlingsoperationer som krävs
- Identifiera sekundära operationer - Värmebehandling, beläggning, anodisering, monteringskrav
Vanliga misstag som ökar kostnaderna för CNC-bearbetning
Många kostnadsdrivare ligger inom er kontroll. Fictiv identifierar flera undvikbara misstag som onödigt höjer priset:
Överdimensionerad toleransspecifikation: Att kräva en tolerans på ±0,001 tum för alla mått, när endast några få funktioner verkligen kräver det, ökar kostnaderna kraftigt. Fictiv rekommenderar att man börjar med "ISO 2768-mediumpassning" som "en rimlig standard för prototypproduktion" och förtätar toleranserna endast där det är funktionellt nödvändigt.
Att bortse från monteringskomplexitet: Konstruktioner som kräver flera uppsättningar är dyrare. Fictiv föreslår att du överväger om du kan "dela upp konstruktionen i flera komponenter som lätt kan bearbetas och monteras senare" eller "förenkla konstruktionen genom att tillåta all bearbetning på en enda yta."
Att välja dyrare material onödigt: Fictiv rekommenderar: "välj helt enkelt det billigaste möjliga materialet som fortfarande uppfyller dina konstruktionskrav. Om du bara gör funktionsprototyper bör du försöka hålla dig till billigare alternativ, t.ex. ABS eller CNC-bearbetad aluminium."
Att beställa enskilda enheter: NRE-kostnader dominerar beställningar av enskilda delar. Fictiv rekommenderar att "tillverka fler än en enhet av varje del, så att din styckkostnad blir lägre, men inte så många att du tillverkar onödiga delar."
Att konstruera funktioner som kräver specialfördelning: Delar med komplex geometri kan kräva anpassade mjuka käftar eller sinuslås för positionering. Fictiv föreslår att minska "geometrisk komplexitet där det är möjligt" eller dela upp "komponenten i enklare delar som kan monteras samman senare."
Kom ihåg Fictivs tre huvudsakliga kostnadsdrivare som ska minimeras: "Materialkostnader, inklusive lagringsstorlek och materialvärde; Fördelningsinställningar, både vad gäller antal och komplexitet; Bearbetningstid, genom att eliminera svåra del-funktioner och geometrier där det är möjligt."
Med denna kunskap om prissättning kan du utvärdera offertförslag på ett meningsfullt sätt, identifiera möjligheter till kostnadsoptimering och bygga produktiva relationer med dina bearbetningspartners.
Att välja en pålitlig CNC-partner
Du har gått igenom toleranser, certifieringar, material och prissättningsfaktorer. Nu kommer beslutet som sammanför allt: hur du väljer en CNC-verkstad som levererar konsekvent och växer tillsammans med dina behov. En felaktig partner innebär missade leveransdatum, kvalitetsproblem och slösad budget. Den rätta parten blir istället en konkurrensfördel.
Här är hur du utvärderar potentiella bearbetningspartners med hjälp av den kunskap du har förvärvat genom den här guiden.
Vad att leta efter i en CNC-tjänstpartner
Börja din utvärdering med dessa avgörande kriterier – var och en är direkt kopplad till de tekniska standarder och kapaciteter som vi har diskuterat:
- Relevanta certifieringar för din bransch - Kommer du ihåg vår uppdelning av certifieringar? Anpassa verkstädens kvalifikationer till ditt användningsområde. För CNC-bearbetning med automotiv precision är IATF 16949-certifiering en nödvändighet. Anläggningar som Shaoyi Metal Technology demonstrerar denna standard tillsammans med implementering av statistisk processtyrning (SPC) – exakt de kvalitetssystem som förhindrar fel i stället för att bara upptäcka dem.
- Skalbarhet från prototyp till produktion - Kan verkstaden hantera dina nuvarande behov OCH växa tillsammans med dig? Sök efter partners som erbjuder snabb prototypframställning samt massproduktion under ett tak. Detta eliminerar den besvärliga övergången mellan prototypleverantörer och produktionsanläggningar, vilket ofta leder till kvalitetsvariationer.
- Leveranstider - Fråga specifikt om genomloppstid. Vissa certifierade anläggningar levererar komponenter med hög toleransnoggrannhet med leveranstider så korta som en arbetsdag för brådskande krav. Den responsiviteten är avgörande när produktionsplanerna är strama.
- Transparens kring utrustning och kapacitet - Enligt QTime:s checklista för precisionskonstruktion , att förstå en verkstads "kapacitet och skalbarhetsalternativ" hjälper dig att bedöma om de kan "leverera inom en specifik tidsram." Begär utrustningslistor och aktuell kapacitetsutnyttjande.
- Kvalitetsverifieringsprocesser - Hur bevisar de att delar uppfyller specifikationerna? CMM-inspektion, första artikel-rapporter och dokumenterade SPC-data indikerar ett systematiskt kvalitetsstyrningssystem snarare än tillverkning som bygger på hopp.
- Vilja att ge teknisk konsultation - Hjälper verkstaden dig att optimera dina konstruktioner, eller citerar de bara det du skickar in? Partner som föreslår förbättringar visar på expertis som gynnar dina projekt på lång sikt.
Bedömning av kapaciteter för automobil- och precisionsapplikationer
Automobil- och högprecisionstillämpningar kräver ytterligare granskning. Insatsen är högre – både ekonomiskt och när det gäller säkerhetskonsekvenser.
När du bedömer verkstäder för dessa krävande applikationer bör du verifiera:
- PPAP-dokumentationsförmåga - Kan de tillhandahålla dokumentationen för produktionsdelens godkännandeprocess (PPAP) som era kunder inom bilindustrin kräver?
- FMEA-implementering - Utför de proaktivt felmodus- och effektanalys (FMEA), eller väntar de tills problem uppstår?
- Spårbarhetssystem - Kan de spåra varje komponent tillbaka till specifika materialpartier, maskiner och operatörer?
- Erfarenhet av era komponenttyper - En verkstad som är särskilt skicklig på chassinmontering är kanske inte idealisk för elektronikhus. Begär relevanta fallstudier.
Utvärderingsprocessen handlar i slutändan om tillförlitlighet som stöds av bevis. Certifieringar ger en grundläggande säkerhetsnivå. Men att kombinera dessa kvalifikationer med demonstrerade förmågor – till exempel förmågan att hantera komplexa metallbussningar eller intrikata bilkomponenter med konsekvent precision – skiljer pålitliga bearbetningspartner från verkstäder som helt enkelt äger rätt utrustning.
Den bästa relationen med en CNC-verkstad är inte transaktionell – den är en partnerskap där er framgång driver deras framgång. Sök efter verkstäder som ställer frågor om er applikation, föreslår förbättringar av era konstruktioner och visar genuint intresse för att lösa era tillverkningsutmaningar.
Med kunskapen från den här guiden är ni inte längre en först gången köpare som går in i okänt territorium. Ni förstår vad CNC-tjänster omfattar, hur ni utvärderar certifieringar, när olika processer är lämpliga och vad som påverkar prissättningen. Använd den kunskapen för att ställa informerade frågor, jämföra offertförslag på ett meningsfullt sätt och bygga relationer med verkstäder som levererar den precision, pålitlighet och service som era projekt förtjänar.
Vanliga frågor om CNC-verkstäder och tjänster
1. Vad gör en CNC-verkstad?
Ett CNC-maskinverkstad använder datorstyrda maskiner för att tillverka precisionskomponenter från råmaterial som metall, plast eller kompositmaterial. Tjänsterna sträcker sig bortom grundläggande skärning och inkluderar anpassad bearbetning, prototypframställning, utrustningsunderhåll, reparation, kalibrering och operatörsutbildning. CNC-verkstäder anställer skickliga programmerare, maskinister och kvalitetskontrollspecialister som omvandlar projektkraven till färdiga delar med toleranser mätta i mikrometer.
2. Vad är en CNC-tjänst?
En CNC-tjänst omfattar hela spannet av datorstyrda numeriska bearbetningsoperationer, inklusive CNC-fräsning, svarvning, fleraxlig bearbetning och elektrisk urladdningsbearbetning (EDM). Utöver tillverkning inkluderar den även designstöd såsom CAD/CAM-bearbetning, omvänd teknik (reverse engineering) och designoptimering. Sekundära tjänster omfattar ytbearbetning såsom anodisering och galvanisering, värmebehandling, kvalitetsinspektion med CMM-verifiering samt monteringstjänster.
3. Hur väljer jag mellan CNC-fräsning, svarvning och EDM?
Välj baserat på delens geometri: CNC-fräsning är lämplig för plana ytor, fickor och komplexa 3D-konturer med hjälp av roterande skärande verktyg. CNC-svarvning är snabbare och kostnadseffektivare för cylindriska delar, t.ex. axlar och bushingar, där arbetsstycket roterar. EDM använder elektriska gnistor för att bearbeta extremt hårda material och skapa intrikata interna detaljer som är omöjliga att tillverka med konventionella skärmetoder, men är dyrare och fungerar endast på ledande material.
4. Vilka certifieringar bör jag leta efter hos en CNC-verkstad?
ISO 9001 ger en grundläggande kvalitetsledning för alla branscher. För luft- och rymdfartsapplikationer är AS9100D-certifiering obligatorisk. För bilmotorprojekt krävs IATF 16949, som bygger på ISO 9001 genom att lägga till statistisk processtyrning (SPC), FMEA-analys och PPAP-dokumentation. Tillverkning av medicintekniska produkter kräver ISO 13485. Anpassa certifieringen till dina branschkrav i stället för att enbart räkna antalet certifikat.
5. Ska jag använda en lokal maskinverkstad eller en online-CNC-tjänst?
Lokala verkstäder erbjuder direktkommunikation med maskinister, expertis inom designrådgivning, transparent prissättning utan plattformsavgifter samt pågående servicestöd för underhåll och reparationer. Onlineplattformar erbjuder omedelbara offertförslag, tillgänglighet dygnet runt och omfattande leverantörsnätverk. För komplexa projekt som kräver iteration är lokala partnerskap särskilt lämpliga. För enkla delar med färdiga konstruktioner erbjuder onlineplattformar effektiva transaktioner. För högvolymsproduktion föredras vanligtvis direkta fabriksrelationer.