 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

CNC-delar avkodade: Från maskinkomponenter till anpassade maskinbearbetade produkter
Vad CNC-delar egentligen betyder och varför det är viktigt
När du söker efter "CNC-delar" kan du känna dig överväldigad av resultat som verkar peka i helt olika riktningar. Letar du efter en ersättningsaxel till din fräs-maskin, eller behöver du precisionsfräsade aluminiumbryggor för ditt nästa projekt? Denna förvirring uppstår eftersom termen omfattar två helt åtskilda kategorier som köpare, tekniker och ingenjörer stöter på dagligen.
Maskinkomponenter kontra frästa produkter
Att förstå denna grundläggande skillnad kan spara dig timmar av frustration och potentiellt kostsamma misstag. Uttrycket "CNC-delar" avser både de interna komponenter som utgör själva CNC-maskinen OCH de färdiga produkter som dessa maskiner tillverkar. Föreställ dig att söka efter bilkomponenter utan att veta om du behöver något under huven eller en anpassad karosspålsdel —det är utmaningen många står inför när de navigerar i denna terminologi.
För köpare som söker reservdelar avgör denna tydlighet om du kontaktar en leverantör av verktygsmaskiner, till exempel CNC Router Parts LLC, eller om du vänder dig till en anpassad bearbetningstjänst. Tekniker som utför underhåll måste förstå delar av en CNC-maskin för att kunna diagnostisera problem korrekt, medan ingenjörer som utvecklar produkter kräver maskinbearbetade komponenter med specifika toleranser och material egenskaper.
Att förstå skillnaden i CNC-delterminologi
För att hjälpa dig snabbt identifiera vilken kategori som gäller för ditt fall, överväg denna uppdelning:
| Kategori | Definition | Exempel | Vem behöver detta |
|---|---|---|---|
| CNC maskinkomponenter | Inre delar som utgör själva CNC-maskinen | Spindlar, kulkärl, linjära guider, stegmotorer, styrdon | Maskinägare, underhållstekniker, maskinbyggare |
| Cnc-bearbetade produkter | Anpassade delar som tillverkats med hjälp av CNC-utrustning | Aluminiumbryggor, stålskårf, plasthus, mässingsfittings | Produktkonstruktörer, tillverkare, inköpsansvariga |
I hela den här guiden hittar du detaljerad information om båda kategorierna av CNC-komponenter. Oavsett om du felsöker en sliten CNC-del på ditt verkstadsgolv eller specificerar anpassade maskinerade komponenter för ett luft- och rymdfartsapplikation, kommer de kommande avsnitten att ge dig den praktiska kunskap du behöver för att fatta välgrundade beslut.
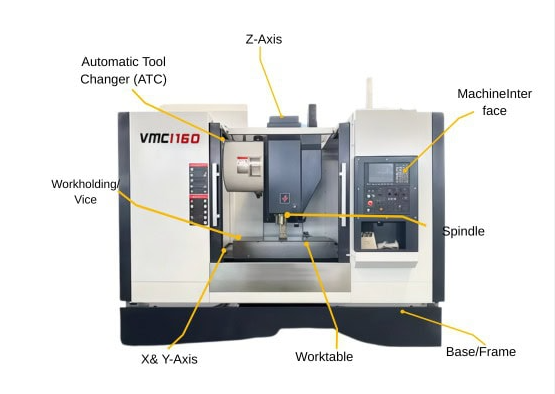
Viktiga komponenter inuti varje CNC-maskin
Har du någonsin undrat vad som egentligen sker under locket på en CNC-maskin? Medan de flesta guider bara listar komponenternas namn, innebär att förstå hur dessa CNC-maskinkomponenter fungerar – och samverkar – att du utvecklas från en passiv användare till någon som kan diagnostisera problem, optimera prestanda och fatta smartare inköpsbeslut. Låt oss gå igenom de fyra stora komponentkategorierna som utgör hjärtat i varje CNC-system.
Mekaniska komponenter som möjliggör precisionsrörelse
De mekaniska systemen i en CNC-maskin översätta digitala kommandon till fysisk rörelse med anmärkningsvärd noggrannhet. Dessa komponenter i en CNC-maskin har ansvaret för att placera verktyg och arbetsstycken inom mikrometer från deras avsedda positioner.
- Spindlar: Spindeln är den roterande hjärtat i varje CNC-maskin och håller och driver skärande verktyg vid hastigheter som sträcker sig från några hundratal till tiotusentals rpm. Högvarvande spindlar genererar den skärande kraft som krävs för att effektivt avlägsna material samtidigt som ytkvaliteten bibehålls.
- Kulskruvar: Dessa precisionsslipade gängade axlar omvandlar roterande rörelse från motorer till linjär rörelse. Enligt branschspecifikationer kan kulkärl uppnå höghastighetsfördelning med utmärkt rörelseeffektivitet och minimal värmeutveckling. Deras återcirkulerande kullager eliminerar nästan helt spel, vilket möjliggör en positionsnoggrannhet som glidmekanismer helt enkelt inte kan matcha.
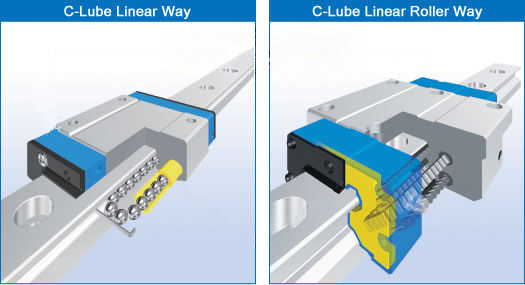
- Linjära guider (skenor): Kallas också glidräls eller linjära glidskinn och stödjer samt guider de rörliga axlarna längs deras färdvägar. Moderna linjära guider använder rullfriktion istället för glidfriktion, vilket minskar friktionskoefficienten till cirka 1/50 av den hos traditionella glidguider. Denna kraftiga minskning möjliggör smidigare rörelse, lägre efforförbrukning och längre komponentlivslängd.
- Lager och bushingar: Precisionsskruvar stödjer varje roterande och glidande komponent och minimerar friktionen samtidigt som de bibehåller stränga toleranser även vid höga laster och höga hastigheter.
För entusiaster och DIY-byggare som söker dessa mekaniska komponenter erbjuder leverantörer som OpenBuilds Part Store modulära lösningar som förenklar anpassad maskinbyggnad utan att göra avkall på professionella kvalitetsstandarder.
Elsystem som driver CNC-drift
Låter det komplicerat? Tänk på elektriska komponenter som musklerna och nervsystemet i din CNC-maskin – de tillhandahåller den kraft och återkoppling som krävs för exakt, samordnad rörelse.
- Servomotorer: Till skillnad från enkla motorer som bara roterar fungerar servomotorer i slutna styrloopar som kontinuerligt övervakar och justerar deras position. En servomotor integreras med en styrenhet och en återkopplingsenhet i ett slutet styrsystem, vilket möjliggör realtidskorrigering för att bibehålla positionsnoggrannheten även vid varierande belastningar.
- Stegmotorer: Dessa motorer rör sig i diskreta vinkelsteg, vilket gör dem idealiska för applikationer som kräver exakt positionering utan komplexiteten med återkoppling via en inkrementalencoder. De förekommer ofta i mindre CNC-fräsar och 3D-skrivare.
- CNC-drivenheter: CNC-drivningen förstärker styrsignalerna för att tillföra lämplig effekt till motorerna. Moderna drivenheter använder pulsbreddsmodulering (PWM) för att reglera motorns hastighet och vridmoment med exceptionell effektivitet. PWM-vågformer överför moduleringssignalerna till motorerna, där längre 'på'-pulser levererar högre spänning och ökar rotationshastigheten.
- Sensorer och encoders: Positionskodare, gränsbrytare och närhetssensorer tillhandahåller återkopplingsloopen som är avgörande för noggrann bearbetning. Dessa enheter rapporterar kontinuerligt axelpositioner, verktygsnärvaro och säkerhetsförhållanden till styrsystemet.
- Strömförsörjning: Stabil och ren kraftförsörjning förhindrar att elektrisk brus påverkar positionsnoggrannheten. Kvalitetskraftförsörjningar skyddar också känsliga elektronikkomponenter mot spänningsstötar och svängningar.
Styrsystemarkitektur och programvaruintegration
Styrsystemet fungerar som hjärnan som koordinerar alla maskinfunktioner. När du läser in ett G-kodprogram tolkar dessa komponenter kommandona och dirigerar den samstämmiga rörelsesymfonin som producerar din färdiga del.
- CNC-styrutrustning: Dessa specialiserade datorer bearbetar bearbetningsprogram och genererar samordnade rörelsekommandon för varje axel. Styrutrustningen använder PID-algoritmer (proportionell, integrerande, deriverande) att kontinuerligt minimera skillnaden mellan de befällda positionerna och de faktiska positionerna – vilket säkerställer att dina skärningar träffar exakt där de är avsedda att hamna.
- Människa-maskin-gränssnitt (HMI): Touchscreens, tangentbord och displaypaneler gör det möjligt for operatörer att ladda program, justera parametrar och övervaka maskinens status i realtid.
- Programgränssnitt: CAM-program genererar verktygspålar, medan postprocessorer översätter dessa till maskinspecifik kod. Moderna CNC-tillbehör inkluderar ofta nätverksanslutning för fjärrövervakning och programöverföring.
- Rörelsestyrkort: I PC-baserade system hanterar specialiserad hårdvara för rörelsestyrning de realtidsberäkningar som krävs för smidig och samordnad rörelse på flera axlar.
Den sanna precisionen hos en CNC-maskin framträder inte från någon enskild komponent, utan från hur sömlöst mekaniska, elektriska och styrsystem kommunicerar och kompenserar för varandras variationer.
Dessa tre system fungerar inte isolerat. När en servomotor rör en axel säkerställer den linjära guiden en slät rörelse, kuggbulten omvandlar rotation till linjär rörelse, enkodern bekräftar positionen och styrenheten justerar drivsignalen – allt detta sker tusentals gånger per sekund. Detta integrerade tillvägagångssätt förklarar varför kvalitet är avgörande för varje komponentkategori: en svag länk någonstans i kedjan försämrar hela systemets prestanda.
Med denna grund på plats kanske du undrar vilka material som används vid tillverkningen av dessa kritiska komponenter – och varför dessa val direkt påverkar hur länge din maskin behåller sin precision.
Material som gör CNC-komponenter pålitliga
Har du någonsin undrat varför en spindel kan rotera med 20 000 rpm i år utan att gå sönder, eller varför linjära guider bibehåller mikronnivåns noggrannhet trots konstant friktion? Svaret ligger i noggrant utvalda material – varje material väljs för specifika egenskaper som motsvarar kraven i dess tillämpning. Att förstå dessa materialval hjälper dig att bedöma komponenternas kvalitet , förutsäga servicelevnad och fatta smartare beslut om utbyte av dina CNC-maskindelar.
Varför materialvalet avgör komponentens livslängd
Varje CNC-komponent utsätts för en unik kombination av påverkningar: mekaniska laster, friktion, värmeutveckling och miljöpåverkan. Materialen som används vid tillverkningen måste hantera alla dessa utmaningar samtidigt, samtidigt som de bibehåller sin dimensionsstabilitet under tusentals drifttimmar.
Tänk på vad som händer inuti en spindellager under höghastighetsbearbetning. Lagerbanorna utsätts för:
- Cyklisk belastning: Upprepad belastning och urlastning när kulor rullar över ytor miljontals gånger
- Friktionsvärme: Temperaturer som kan överskrida 150 °C vid aggressiva skärningsoperationer
- Förvärdningsexponering: Kylmedelsdimma, metallspån och luftburna partiklar som söker tränga in
- Precisionkrav: Toleranser i mikrometer som måste förbli stabila trots termisk expansion
Därför används specialiserade kromstål-legeringar, t.ex. AISI 52100, i spindellager. Enligt materialvetenskapliga principer uppnår detta stål exceptionell hårdhet (60–64 HRC efter värmebehandling) samtidigt som det bibehåller tillräcklig seghet för att motstå utmattningssprickor. Kromhalten – cirka 1,5 % – ger en måttlig korrosionsbeständighet och förbättrar härdbarheten genom hela lagers tvärsnitt.
Kulskruvar står inför liknande utmaningar, men med en extra vändning: de måste omvandla roterande rörelse till linjär rörelse med nästan ingen spel. Tillverkare använder vanligtvis härdade legerade stål för skruvaxeln och muttern, ofta med ytbearbetningar som induktionshärdning eller nitridering. Dessa processer skapar en hård ytskikt (som motstår slitage) över en tough kärna (som motstår stötbelastningar) – det bästa av båda världarna för precisionsrörelsekomponenter.
Härdat stål jämfört med aluminium i CNC-konstruktion
Gå runt i vilken verkstad som helst, och du kommer att märka att CNC-maskiner använder både stål och aluminium i stor utsträckning – men på mycket olika platser. Detta är inte godtyckligt; det speglar grundläggande avvägningar mellan hållfasthet, vikt, termiska egenskaper och kostnad.
Där härdat stål dominerar:
- Linjära guidspår: Dessa specialdelar är tillverkade av yrhärdad stål (vanligtvis med en ythärdhet på 58–62 HRC) eftersom de måste motstå slitage från rullande element samtidigt som de bibehåller planhet och rätlinjighet inom mikrometer. Mjukare material skulle snabbt utveckla spår, vilket förstör positionsnoggrannheten.
- Spindelaxlar: Verktygsstål med hög kolhalt tål böjningskrafterna från skärbelastningar samtidigt som de bibehåller koncentricitet vid extrema rotationshastigheter.
- Kulskruvmonteringar: Kombinationen av höga kontaktskärningar och konstant rörelse kräver material med exceptionell utmattningshållfasthet – något som endast kvalitetsstållegeringar kan erbjuda.
Där aluminium sticker ut:
- Maskinstrukturer och ramverk: Aluminiums utmärkta styrka-vikt-förhållande minskar rörlig massa, vilket möjliggör snabbare acceleration och retardation utan att styvheten försämras.
- Portalkonstruktioner: Lägre vikt innebär att motorer kan uppnå högre hastigheter med lägre efforförbrukning och minskad slitage på drivkomponenter.
- Kylflänsar och motorfästen: Aluminiets termiska ledningsförmåga (ungefär fem gånger högre än stål) avger värme från motorer och drivsystem effektivt.
Vissa tillverkare av CNC-komponenter använder också mässing- och bronslegeringar i specifika applikationer. Du hittar mässingslager i äldre eller specialiserade maskiner där deras självsmörjande egenskaper och korrosionsbeständighet är viktigare än behovet av extrem hårdhet. Bronslegeringar, särskilt fosforbrons, används i spindlar för manuella justeringar där den lägre friktionskoefficienten minskar operatörens ansträngning.
Polymerer och teknikplaster har skapat sina egna nischen inom modern CNC-konstruktion. Acetal (POM/Delrin) används i anti-spelmuttrar för lättlastapplikationer och erbjuder utmärkt dimensionsstabilitet och låg friktion till en bråkdel av stålets kostnad. Material baserade på PTFE används som lagerytor och tätningsmaterial där kemisk motstånd och extremt låg friktion är viktigare än bärförmåga.
Rätt material i fel applikation misslyckas snabbt – men rätt material i rätt applikation kan överleva själva maskinen.
När du utvärderar reservdelar eller uppgraderar din maskin bör du överväga hur materialval påverkar långsiktig prestanda. En billigare linjärledning tillverkad av otillräckligt härdad stål kan spara pengar från början, men snabbare slitage kommer att kosta betydligt mer i förlorad precision och ofta utbyten. Att förstå dessa grundläggande materialaspekter omvandlar dig från att enbart köpa delar till att investera i varaktig prestanda – vilket naturligt leder till insikten om hur komponentkvaliteten direkt påverkar de delar som du bearbetar.
Hur maskinkomponenternas kvalitet påverkar dina resultat
Föreställ dig att du bearbetar en serie precisionsskruvar, bara för att upptäcka att var och en är 0,05 mm för tjock på en axel. Du kontrollerar din G-kod – den är korrekt. Dina verktyg ser bra ut. Din arbetsstyckehållning är stabil. Så varifrån kommer felet? Svaret finns ofta rätt framför näsan: CNC-maskinens interna delar har försämrats så mycket att dina resultat går utanför acceptabla toleranser.
Sambandet mellan inre komponenters skick och färdigdelens kvalitet är inte bara teoretiskt – det är mätbart, förutsägbart och absolut avgörande för alla som tillverkar CNC-maskinbearbetade produkter som kräver konsekvent noggrannhet.
Hur komponentslitage överförs till deldefekter
Varje mekanisk komponent i din CNC-maskin upplever gradvis slitage. Vad som gör detta utmanande är att slitage inte påverkar på ett dramatiskt sätt – det smyger sig in långsamt, ofta dolt av automatisk kompensation eller operatörens justeringar, tills dina delar plötsligt misslyckas vid kontroll.
Degradation av kulscrew och positionsfel
När kulscrew slits så får de cirkulerande kulorna inte längre konsekvent kontakt med gängans gångar. Detta skapar spel – en liten död zon där motorn roterar men axeln inte rör sig. På CNC-svarvdelar manifesterar spel sig som:
- Dimensionella variationer mellan funktioner som bearbetats i motsatta riktningar
- Cirkulär interpolation som ger något ovala former istället för perfekta cirklar
- Gängstigningar som varierar något längs arbetsstyckets längd
- Skulderpositioner som förskjuts beroende på närmanderiktning
En kugghuvudspindel med endast 0,02 mm spel kan verka obetydlig, men när du bearbetar delar med toleranser på ±0,01 mm förbrukar det här spelet hela ditt felmarginalbudget innan du ens tar hänsyn till andra variabler.
Spindelrunout och ytytfinishproblem
Spindelrunout – mängden avvikelse från perfekt koncentricitet hos en roterande spindel – överförs direkt till ditt arbetsstycke. När du håller ett skärande verktyg orsakar runout att verktyget följer en något större cirkel än dess nominella diameter. Men den verkliga skadan blir synlig i ytytfinishen.
En spindel med 0,01 mm runout gör i praktiken varje skärande egg till ett något annorlunda verktyg. En egg skär djupare, nästa mindre djupt, vilket skapar ett karakteristiskt vågigt mönster på bearbetade ytor. På reflekterande material som aluminium blir denna vågighet synlig för blotta ögat. På precisionsförseglingstytor kan den orsaka funktionella fel.
Drivsystemets kvalitet och upprepbarhet
Ditt drivsystem – motorer, inkodrar och förstärkare som arbetar tillsammans – avgör hur konsekvent din maskin återvänder till samma position. Drivsystem av låg kvalitet eller försämrade komponenter orsakar:
- Hastighetspulsationer som skapar variationer i ytytan vid konturbearbetning
- Följfel som förstärks vid snabba riktningsskiften
- Termisk drift när motorerna värms upp under längre driftperioder
- Ojämn acceleration som påverkar verktygets ingreppsvinklar
Precisionkedjan från maskin till arbetsstycke
Här är något som många operatörer inte inser: fel från flera komponenter genomsnittas inte enkelt – de ackumuleras. Detta begrepp, som kallas toleransackumulering, förklarar varför en maskin med flera "godtagbara" komponenttillstånd ändå kan producera ouppnåbara delar.
När spel i kulkärl, slitage i linjärguider, spindelns runout och fel i inkodarens upplösning kombineras kan er totala positionsosäkerhet överskrida summan av de enskilda specifikationerna – vilket omvandlar marginellt godtagbara komponenter till sammanlagt ouppnåbar systemprestanda.
Överväg en typisk fräsoperation där du behöver placera ett hål inom 0,025 mm från dess nominella position:
| Felkälla | Typiskt bidrag | Kumulativ effekt |
|---|---|---|
| Spel i X-axelns kulkärl | ±0.008mm | 0.008mm |
| Spel i Y-axelns kulkärl | ±0,006 mm | 0,014 mm |
| Rakhet i linjärguider | ±0,005mm | 0,019 mm |
| Spindelns runout vid verktygsspetsen | ±0.008mm | 0,027 mm |
I detta scenario överskrider den sammantagna effekten ditt toleranskrav på 0,025 mm, även om varje enskild komponent ligger inom vanliga slitagegränser. Därför tillämpar tillverkare av kritiska CNC-maskinbearbetningsprodukter strikta gränser för komponenternas skick – inte bara minimiacceptabla standarder.
Varför högkvalitativa komponenter betalar sig själva
Att investera i komponenter av premiumklass handlar inte om att jaga specifikationer på papperet. Det handlar om att bibehålla strängare toleranser under längre serviceintervall, vilket direkt innebär:
- Färre avvisade delar och lägre utslagskvoter
- Längre intervall mellan kalibrering och justering
- Mer konsekventa godkännanden vid första provdelens kontroll vid nya uppdrag
- Minskad inspektionstid eftersom delarna konsekvent ligger inom toleransen
- För längre maskintid mellan underhållsstopp
Precisionkedjan som förbinder maskinens interna komponenter med kvaliteten på ditt färdiga arbetsstycke är bara lika stark som dess svagaste länk. Att förstå detta samband ger dig möjlighet att prioritera underhållsinvesteringar, diagnostisera kvalitetsproblem vid deras källa och fatta informerade beslut om när komponentutbyte blir ekonomiskt mer fördelaktigt än fortsatt justering och kompensation.
Att känna igen dessa kvalitetskopplingar väcker naturligt nästa fråga: hur vet du när specifika komponenter har försämrats tillräckligt för att kräva utbyte?
Att identifiera när CNC-komponenter behöver bytas ut
Du har märkt att dina delar inte mäts helt korrekt på sistone. Eller så hörs ett nytt ljud från spindeln som inte fanns där förra månaden. Hur vet du när det är dags att beställa CNC-reservdelar istället for att bara justera ditt program eller dra åt en skruv? Att kunna skilja mellan normal drift och kommande fel kan spara dig från kostsamma oväntade stopp – och förhindra att trasiga delar minskar dina marginaler.
Utmaningen är att CNC-reservdelar sällan går sönder katastrofalt utan varning. Istället försämras de gradvis, ofta dolda av kompenseringsalgoritmer eller justeringar som operatören gör. När felet blir uppenbart har du troligen producerat gränsfallspartier i veckor. Låt oss undersöka de varningssignaler som erfarna tekniker använder för att upptäcka problem tidigt.
Visuella varningssignaler för komponentfel
Dina ögon är kraftfulla diagnostiska verktyg när du vet vad du ska leta efter. Många delar till CNC-maskiner signalerar sitt skick genom synliga förändringar som föregår funktionsfel.
Kulskruvar och linjära guider:
- Färgförändring eller mörkning: Värmepåverkade färgförändringar på kulskruvaxlar indikerar att smörjmedlet har brutits ner eller att friktionen är för hög – båda är förutsättningar för accelererad slitage
- Synliga slitagebanor: Glänsande, polerade banor på linjära guidrälser där vagnarna rör sig tyder på skada orsakad av smuts eller otillräcklig smörjning
- Pitting eller flaking: Små krater eller flagningsbildning på kulskruvtrådarna signalerar att utmattningsskada har inletts – utbyte blir brådskande
- Rost eller korrosion: Även minimal ytoxidation på precisionsytor indikerar att den skyddande smörjfilmen har brutit samman
Spindlar och lager:
- Läckage av smörjmedel: Fett eller olja som sipprar ut från axellästerna indikerar att lästerna försämras och att kontaminering kan tränga in
- Brännmärken på verktygshållare: Färgförändring där verktygen sitter indikerar för stor runout, vilket genererar friktionsvärme
- Metallpartiklar i kylvätskan: Glänsande flisor i kylvätskebehållaren härrör ofta från slitage på axellager
Elektriska komponenter:
- Bränt lukt eller färgförändring: Mörkare områden på motorhus eller drivaggregat indikerar överhettning
- Slitna eller spruckna kablisoleringsmaterial: Särskilt i kabelförda enheter där upprepad böjning orsakar utmattning
- Korrosionspåverkade anslutningar: Gröna eller vita avlagringar på elektriska kontakter ökar motståndet och orsakar intermittenta fel
Prestandasymtom som signalerar bytestid
När dina CNC-reservdelar börjar misslyckas ger maskinen dig signaler genom sitt beteende – om du lyssnar. Dessa prestandasymtom dyker ofta upp innan visuella tecken blir uppenbara.
Indikationer på dimensionsdrift:
- Delar som konsekvent mäts för stora eller för små i en axelriktning
- Cirkulära funktioner som ger ovala former vid inspektion
- Positionsavvikelser som varierar beroende på infartens riktning (klassiskt symptom på spel)
- Mått som drifter under en produktionsserie när maskinen värms upp
- Noggrannhet hos den första delen som försämrats vid skiftets slut
Försämrad ytfärg:
- Vågformade mönster som uppstår på tidigare släta ytor
- Skakmärken trots användning av beprövade hastigheter och fördjupningar
- Olika ytfinishkvalitet mellan identiska operationer
- Synliga verktygsmärken från vad som borde vara slutförda gånger
Ljudmässiga varningstecken:
Erfarna operatörer utvecklar ett öra för sina maskiner. När ljuden förändras har något mekaniskt förändrats:
- Slip- eller skrapljud: Metall-mot-metall-kontakt där smidig rörelse borde ske – indikerar ofta förorenade eller torra linjärguider
- Klickande eller knakande ljud: Särskilt vid riktningsskift, vilket tyder på slitage på kulscrew-mutter eller lösa mekaniska kopplingar
- Högfrekvent vissling: Lagerljud som ökar med spindelns varvtal indikerar lagerslitage eller felaktig förspänning
- Mullrande eller growlande ljud: Ljud från lågfrekventa vibrationer från motorer eller växellådor indikerar lagerskada
- Periodiskt skrikande ljud: Ofta relaterat till problem med remsspänning eller slitage på lager i remdrivna spindlar
Förhindrande kontra reaktiv utbytesstrategier
Att förstå dessa symtom leder till ett avgörande beslut: ska man byta ut delar till CNC-maskiner enligt ett schemalagt underhållsprogram, eller vänta tills symtomen kräver åtgärd?
Reaktiv utbyte väntar på tydliga felindikatorer innan delar beställs. Denna strategi minimerar kostnaderna för reservdelslager, men innebär risken för oplanerad driftstopp. Den fungerar rimligt väl för icke-kritiska komponenter eller maskiner med reservkapacitet.
Förhindrande utbyte schemalägger komponentbyten baserat på driftstider, cykler eller kalendertid—oavsett synlig skick. Denna strategi är lämplig för produktionsmiljöer där kostnaderna för driftstopp långt överstiger kostnaderna för komponenter. Kritiska spindellager kan till exempel bytas ut varje 8 000 driftstimmar även om de fortfarande fungerar acceptabelt.
En hybridansats visar sig ofta som den mest praktiska: övervaka nyckelindikatorer, etablera referensmätningar när komponenterna är nya och byt ut dem när försämringen når fördefinierade gränsvärden—men innan fel blir oåterkalleligt.
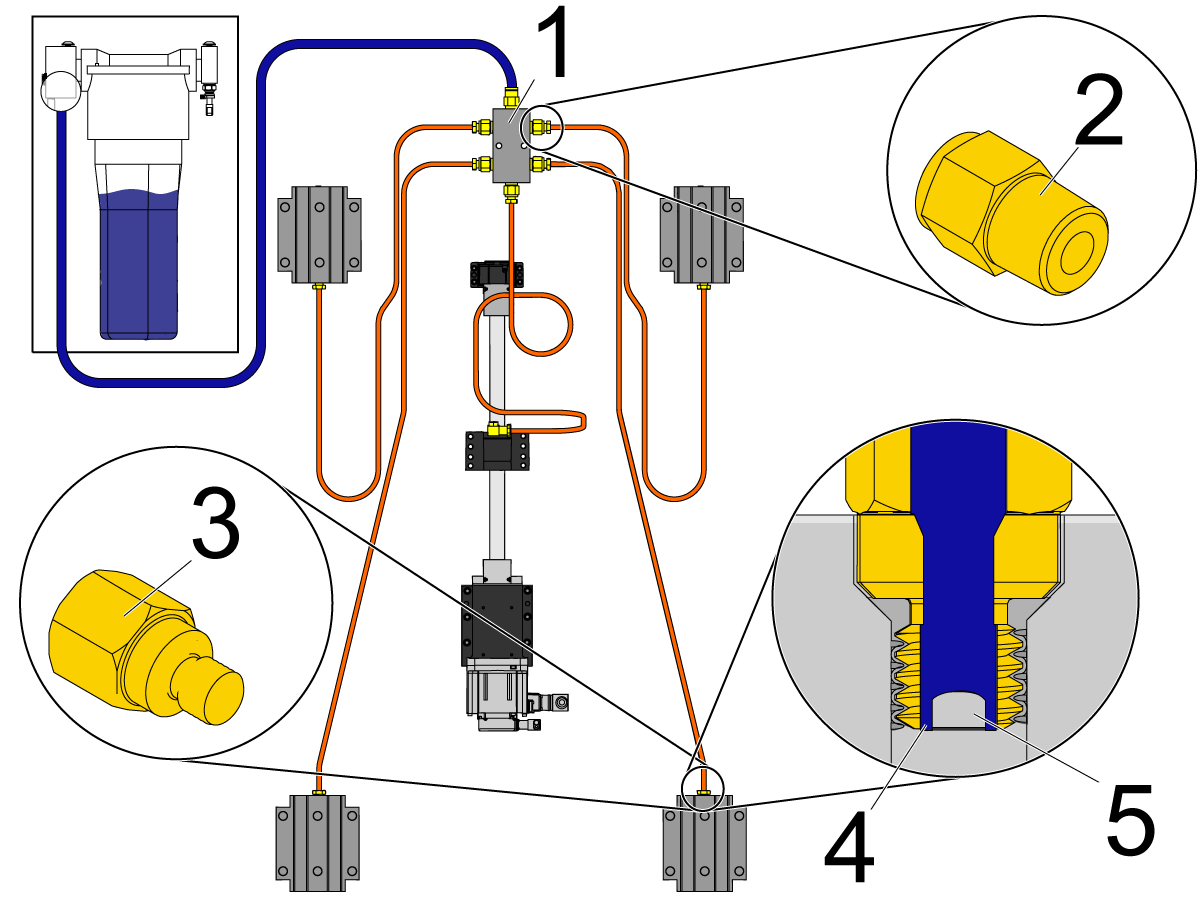
Rätt smörjning förlänger avsevärt tiden mellan utbyten. Genom att använda kvalitetsfett som Mobil SHC 220 för linjära guider och kuglskruvar bibehålls den skyddande fettfilmen som förhindrar metall-till-metall-kontakt. Många verkstäder standardiserar på SHC 220 eller motsvarande syntetiska fetter eftersom deras termiska stabilitet och långa servicelevnad motiverar den högre kostnaden jämfört med konventionella smörjmedel.
Den bästa tiden att beställa reservdelar är när du först märker symtom – inte när du inte längre kan bortse från dem.
Att bygga upp ett litet lager av kritiska CNC-reservdelar – som spindellager, kuglskruvmutter och drivremmar – säkerställer att du kan schemalägga utbytet vid behov så snart symtom uppträder, istället for att behöva agera i en nödsituation.
När du har identifierat vilka komponenter som behöver bytas ut blir nästa utmaning att hitta kompatibla delar – särskilt om din maskin använder en blandning av standardiserade och proprietära komponenter.
Förståelse av kompatibilitet mellan CNC-delar på olika maskiner
Så du har identifierat en sliten kuglskruv eller en motor som håller på att gå sönder – nu kommer den knepiga delen. Kan du helt enkelt beställa en ersättning från vilken leverantör som helst, eller är du tvungen att köpa från din maskins ursprungliga tillverkare? Svaret beror på om dina CNC-maskindelar följer branschstandarder eller använder proprietära designlösningar. Att förstå denna skillnad kan spara dig betydande summor och tid vid inköp av reservdelar.
Standardiserade komponenter som fungerar mellan varumärken
Bra nyheter först: många kritiska CNC-komponenter följer internationella standarder som säkerställer kompatibilitet mellan olika varumärken. Dessa standardiserade delar för CNC-maskintillämpningar ger dig flexibilitet vid inköp och ger ofta tillgång till högkvalitativa aftermarket-alternativ.
Vanliga standardiserade komponenter inkluderar:
- Linjära guider och skenor: De flesta tillverkare följer ISO-dimensionella standarder för skenbredder, vagnsmonteringsmönster och höjspecifikationer. En linjär guide med bredden 20 mm från en tillverkare kan vanligtvis bytas ut mot en motsvarande modell från ett annat märke.
- Kulskruvar: Diameter, gång och monteringsdimensioner följer ofta DIN- eller JIS-standarder. Förspännningsspecifikationer och kulanterätningsystem kan dock variera mellan tillverkare.
- Stegmotorer och servomotorer: NEMA-ramstorlekar (NEMA 17, NEMA 23, NEMA 34) standardiserar monteringshålmönster och axeldimensioner. Mättekniska ekvivalenter följer IEC-standarder.
- Spindelverktygsgränssnitt: BT-, CAT-, HSK- och andra koniska system följer strikta internationella specifikationer, vilket gör att verktygshållare kan användas på olika maskinmärken så länge de har samma konform.
- Elanslutningar: Många drivdon och styrdon använder standardanslutningstyper och kommunikationsprotokoll som RS-485, EtherCAT eller Modbus.
När du handlar standardiserade CNC-delar bör du fokusera på att matcha kritiska specifikationer: lastklasser, noggrannhetsklasser och förspänningsklasser. En kugellinjal med C3-noggrannhet från varumärke A bör prestera lika bra som en C3-kugellinjal från varumärke B – klassificeringssystemet finns just för att säkerställa denna utbytbarhet.
Hantering av proprietära delar – utmaningar
Här är det som inköpsprocessen blir komplicerad. Många maskintillverkare använder medvetet proprietära komponenter för att behålla kontrollen över sin serviceintäktsström – eller helt enkelt för att deras konstruktioner kräver icke-standardiserade specifikationer.
Vanliga proprietära komponenter inkluderar:
- CNC-styrpaneler och HMI-paneler: Programvaru- och hårdvaruintegrationen låser vanligtvis dig in i den ursprungliga tillverkarens ekosystem
- Spindelpatroner: Anpassade lageranordningar, kylkanaler och sensorintegration kräver ofta OEM-specifika reservdelar
- Anpassade servomotorer: Maskiner som är konstruerade för specifika prestandaomslag kan använda motorer med icke-standardklämmor, kodare eller monteringskonfigurationer.
- Förstärkare för specialdrivning: Särskilt på äldre maskiner där styrarkitekturen är äldre än nuvarande kommunikationsstandarder
Innan du beställer något byte ska du dokumentera följande viktiga specifikationer:
- Elektriska krav: Spänning, strömvärden, faskonfiguration och anslutningsspetsar
- Fysiska dimensioner: Monteringshålmönster, axelstorlekar och begränsningar för omslaget
- Gränssnittsprotokoll: Kommunikationsstandarder, kodartyper och feedbacksignals format
- Prestandaspecifikationer: Hastighetsbetyg, vridmomentkurvor, noggrannhetsklasser och termiska gränser
När du jämför alternativ, väga noga följande faktorer:
| Övervägande | OEM-delar | Eftermarknadsdelar |
|---|---|---|
| Kvalitetsgaranti | Garanterad kompatibilitet; testad för din specifika maskinmodell | Förutom att det är möjligt att använda en annan produkt som är mer effektiv än den som används i en annan produkt, kan det vara möjligt att använda en annan produkt som är mer effektiv än den som används i en annan produkt. |
| Garantitäckning | Vanligtvis 12-24 månader; kan omfatta installationsstöd | Ofta 6-12 månader; begränsat till bara komponentfel |
| Kosta | Förmånskostnader (ofta 30-100% högre än eftermarknaden) | Stora besparingar på standardiserade komponenter är möjliga |
| Leveranstid | Kan vara veckor eller månader för mindre vanliga modeller | Ofta snabbare tillgänglighet från flera distributionskanaler |
| Teknisk support | Fullt stöd för applikationer från tillverkaren | Begränsat till specifikationer; integration är er ansvar |
| Påverkan på maskinens garanti | Behåller den ursprungliga garantistatusen | Kan ogiltigförklara garantin för nyare maskiner; kontrollera innan installation |
En praktisk ansats? Använd originaldelar (OEM) för proprietära, säkerhetskritiska eller garantisensitiva komponenter. Välj kvalitetsalternativ från tredje part för standardiserade CNC-delar, såsom linjärguider, kulscrewar och motorer med standardram, där specifikationerna tydligt stämmer överens och besparingen motiverar eventuell extra integrationsinsats.
När kompatibilitetsöverväganden är förstådda är ni redo att utforska den andra sidan av ekvationen för CNC-delar – de anpassade precisionkomponenter som dessa maskiner tillverkar för krävande applikationer inom ett stort antal branscher.

Anpassade CNC-fräsade delar för precisionstillämpningar
Nu när vi har undersökt de interna komponenterna som får CNC-maskiner att fungera, låt oss helt vända på perspektivet. Vad gäller produkterna som dessa maskiner faktiskt skapar? Anpassade CNC-delar representerar den utgående sidan av CNC-tekniken – precisionskomponenter som tillverkas enligt exakta specifikationer för applikationer där 'nästan rätt' helt enkelt inte är tillräckligt bra.
Oavsett om du utvecklar en prototyp för en ny produkt eller skalar upp till full produktion hjälper det dig att förstå hur CNC-bearbetning omvandlar råmaterial till färdiga komponenter att kommunicera effektivt med leverantörer och fatta välgrundade inköpsbeslut.
Industrier som är beroende av anpassade CNC-komponenter
CNC-bearbetning har blivit ryggraden i precisionsframställning inom nästan varje bransch. Enligt tillverkningsexperter används CNC-bearbetning omfattande inom branscher som luft- och rymdfart, bilindustrin, medicinteknik, robotik och industriell utrustningsframställning på grund av dess förmåga att skapa komplexa geometrier med strikta toleranser. Men vilka specifika komponenter kräver varje sektor?
Rymd- och försvarsindustri:
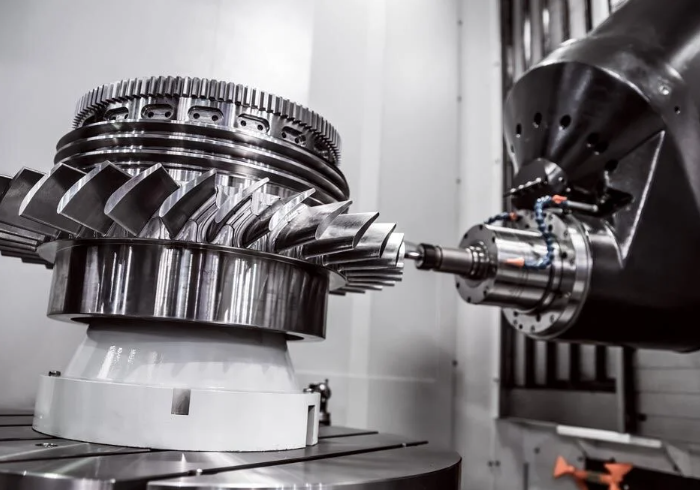
- Turbinblad och motorkomponenter som kräver bearbetning av exotiska legeringar
- Strukturella vinkelskruvar och fästdelar med strikta krav på förhållandet mellan vikt och hållfasthet
- Hydrauliska manifoldar med komplexa interna kanaler
- Precisionshusningar för avionik och styrsystem
Fordon:
- Motorblock, cylinderhuvuden och växellådskåpor
- Upphängningskomponenter som kräver konsekvent dimensionsnoggrannhet
- Bromssystemdelar där säkerhetstoleranser är ovillkorliga
- Anpassade prestandadelar för racingsamt användning och eftermarknadsapplikationer
Medicinska enheter:
- Kirurgiska instrument som kräver biokompatibla material och spegelblanka ytor
- Ortopediska implantat fräsade ur titan och legeringar av medicinsk kvalitet
- Hus för diagnostisk utrustning med exakta funktioner för montering av sensorer
- Prostetiska komponenter anpassade till patientens specifika geometrier
Robot och automation:
- Hus för aktuatorer och ledkomponenter
- Anpassade monteringsplattor och strukturella ramverk
- Precisionsservoväxellådsdelar och axelkopplingar
- Verktyg för slutstyrenheter och greppmekanismer
För entusiaster och hantverkare har CNC-komponenter för privat bruk öppnat dörrar till anpassad tillverkning som tidigare endast var tillgänglig för industriella tillverkare. Från anpassade dronramar till plattor för mekaniska tangentbord gör CNC-fräsade delar det möjligt för enskilda personer att förverkliga sina designidéer i fysisk form med professionell precision.
Från prototyp till produktionsklara delar
Vad gör CNC-fräsning idealisk för precisiondelar? Resan från koncept till färdig del avslöjar varför denna teknik dominerar när noggrannhet är avgörande.
Arbetsflödet för anpassade CNC-delar:
1. Konstruktion och ingenjörskonst
Varje anpassad CNC-del börjar som en CAD-modell – en digital representation som definierar varje mått, tolerans och krav på ytyta. Ingenjörer specificerar kritiska funktioner, materialangivelser och geometriska toleranser som den färdiga delen måste uppfylla.
2. CAM-programmering
CAM-programvara översätter din konstruktion till verktygspålar – de exakta rörelser som skärverktyget kommer att följa. Programmerare väljer skärstrategier, matningshastigheter, varvtal och verktygssekvenser som är optimerade för ditt specifika material och geometri.
3. Materialval
Att välja rätt material innebär att balansera prestandakraven mot bearbetbarhet och kostnad. Vanliga alternativ inkluderar:
- Aluminiumlegeringar (6061, 7075): Utmärkt bearbetbarhet, bra hållfasthets-till-vikt-förhållande, korrosionsbeständighet
- Rostfria stål (303, 304, 316): Korrosionsbeständighet för hårda miljöer, varierande bearbetbarhet
- Kolstål (1018, 4140): Kostnadseffektiv hållfasthet, värmebehandlingsbar för hårdhet
- Titanlegeringar: Exceptionellt hållfasthets-till-vikt-förhållande, biokompatibilitet, svårt att bearbeta
- Tekniskt plastmaterial (Delrin, PEEK, Nylon): Lättviktigt, kemikaliebeständigt, elektriskt isolerande
4. Bearbetningsoperationer
Den faktiska skärprocessen tar bort material med anmärkningsvärd precision. CNC-bearbetning automatiserar skär-, borr-, fräs- och svarvprocesser, vilket säkerställer precision och konsekvens i varje tillverkad del. Maskiner med flera axlar kan närma sig arbetsstyckena från nästan vilken vinkel som helst, vilket möjliggör framställning av funktioner som skulle vara omöjliga att åstadkomma med manuella metoder.
5. Kvalitetsverifiering
Färdiga CNC-skurna delar genomgår inspektion med koordinatmätmaskiner (CMM), optiska jämförare eller precisionsmätverktyg. Kritiska mått dokumenteras och jämförs med specifikationerna innan delarna levereras.
Det verkliga värdet med CNC-bearbetning framträder när du behöver identiska delar – oavsett om det gäller två prototyper eller tvåtusen produktionsenheter, så motsvarar varje enskild del den digitala modellen inom de angivna toleranserna.
Denna återanvändbarhet förklarar varför branscher med nolltolerans för variation – till exempel medicintekniska apparater, luft- och rymdfart samt bilindustrin – är så beroende av CNC-teknik. Ett kirurgiskt instrument måste fungera identiskt oavsett om det är den första eller tiotusende delen som bearbetats.
För krävande applikationer, särskilt bilkomponenter där säkerhet och pålitlighet är av yttersta vikt, blir valet av rätt tillverkningspartner lika viktigt som själva konstruktionen. Certifierade leverantörer med robusta kvalitetssystem säkerställer att dina anpassade CNC-delar konsekvent uppfyller specifikationerna – ett ämne som är värt att utforska när du går från att förstå tekniken till att faktiskt skaffa komponenter till dina projekt.
Välja pålitliga leverantörer av CNC-delar
Du har utformat din komponent, valt ditt material och fastställt dina toleranser. Nu kommer ett beslut som kan göra eller bryta ditt projekt: vilken leverantör av CNC-maskindelar litar du på för produktionen? Skillnaderna mellan leverantörer är inte alltid uppenbara från ett offertblad. Kvalificeringscertifikat, processkontroller och leveransförmåga skiljer tillverkare som konsekvent levererar från de som tvingar dig att jaga efter deadlines med avvisade delar.
Oavsett om du köper prototypkvantiteter eller etablerar en långsiktig produktionsrelation hjälper det dig att undvika kostsamma misstag och bygga en pålitlig leveranskedja att förstå vad som skiljer utmärkta leverantörer av CNC-maskindelar från tillfredsställande sådana.
Certifieringar som indikerar tillverkningsexcellens
Tänk på certifikat som en leverantörs meritförteckning – de visar på verifierad kompetens inom specifika tillverkningsområden. Även om det finns många olika certifikat har vissa särskild tyngd för precisions-CNC-tillämpningar.
IATF 16949: Bilindustrins guldstandard
Om du köper komponenter för bilapplikationer är certifiering enligt IATF 16949 inte frivillig – den är nödvändig. Denna standard går långt bortom grundläggande kvalitetsstyrning. Enligt branschcertifieringskrav , specificerar IATF 16949 fem kärnverktyg som leverantörer måste implementera för att tillverka serietillverkade delar med minimala fel:
- APQP (Advanced Product Quality Planning): Ett strukturerat angreppssätt för utveckling av stabila produktionsprocesser som eliminera risker innan produktionen påbörjas
- FMEA (Felmodell- och effektanalys): Systematisk identifiering och minskning av potentiella konstruktions- och processfel
- SPC (Statistisk processkontroll): Övervakning i realtid av kritiska processparametrar för att upptäcka avvikelser innan de leder till fel
- MSA (Measurement System Analysis): Verifiering av att kontrollutrustning och kontrollmetoder ger tillförlitliga och återkommande mätvärden
- PPAP (Production Part Approval Process): Dokumentation som bevisar att leverantören kan tillverka delar som konsekvent uppfyller kundens specifikationer
Dessa integrerade verktyg skapar ett kvalitetsökosystem som förhindrar fel istället for att bara upptäcka dem. När en leverantör av CNC-delar är certifierad enligt IATF 16949 samarbetar du med en organisation som har demonstrerat mästarkunskap inom kvalitetssystem på bilindustrins nivå.
ISO 9001: Den universella kvalitetsgrunden
För icke-bilrelaterade tillämpningar bekräftar ISO 9001:2015-certifiering att en leverantör underhåller dokumenterade kvalitetsledningssystem. Även om denna certifiering är mindre krävande än IATF 16949 indikerar den ändå ett engagemang för konsekvent kvalitet, spårbarhet och kontinuerlig förbättring.
Miljö- och energicertifieringar
I allt större utsträckning utvärderar inköpsavdelningar leverantörer utifrån deras hållbarhetskompetens. ISO 14001:2015-miljöcertifiering visar att ett miljöhantteringssystem finns på plats, vilket omfattar utsläpp, hantering av material och minskning av avfall – faktorer som är viktiga för företagets hållbarhetsrapportering och ansvarsfulla inköpsinitiativ.
Utvärdera leverantörens förmågor utifrån dina behov
Certifieringar öppnar dörren, men att anpassa leverantörens kapacitet till dina specifika krav avgör projektets framgång. Här är vad erfarna inköpsprofessionella utvärderar när de väljer leverantörer av CNC-maskindelar.
Implementering av statistisk processtyrning
Fråga potentiella leverantörer hur de övervakar kritiska mått under produktionsomgångar. Leverantörer med fokus på kvalitet implementerar statistisk processkontroll (SPC) för att spåra processens förmåga i realtid. Enligt bästa praxis för leverantörsutvärdering bör robusta kvalitetskontrollsystem inkludera SPC-diagram för kritiska parametrar, där både processkontrollgränser och åtgärdsplaner vid avvikelser fastställs.
En leverantör som använder SPC upptäcker drift innan den leder till delar som ligger utanför toleranserna. Utan SPC är du beroende av slutkontroll för att upptäcka problem – efter att skrot redan har genererats.
Leveranstid och responsivitet
Tillverkningskapacitet betyder ingenting om delar anländer för sent. Utvärdera leverantörer både utifrån standardleveranstider och deras förmåga att expediera vid behov. Vissa certifierade tillverkare upprätthåller kapacitet specifikt för snabba beställningar – leveranstider så korta som en arbetsdag är ingen marknadsföringsfantasi när leverantörer strukturerar sina verksamheter för flexibilitet.
Till exempel, Shaoyi Metal Technology visar hur leverantörer med IATF 16949-certifiering kan kombinera kvalitetssystem med snabb leverans och erbjuda precisionskomponenter för bilmotorer med leveranstider som stödjer kraven på just-in-time-tillverkning.
Utrustnings- och kapacitetsbedömning
Att förstå en leverantörs utrustningsregister avslöjar deras verkliga kapaciteter. Vid bedömning av CNC-tjänstleverantörer bör maskinernas ålder, underhållsplaner och teknologiska aktualitet utvärderas. En CNC-delavdel som kör föråldrad utrustning kan ha svårt att uppfylla strikta toleranser eller hantera komplexa geometrier som moderna maskiner hanterar rutinmässigt.
Använd denna ram när du jämför potentiella partner för leverans av CNC-delar:
| Utvärderingskriterier | Vad man ska leta efter | Varningsflaggor |
|---|---|---|
| Kvalitetscertifieringar | IATF 16949 för fordonsindustrin; minst ISO 9001 för allmän bearbetning; aktuella certifieringsdatum | Utgångna certifikat; oförmåga att tillhandahålla revisionsdokumentation |
| Processkontroller | Dokumenterad SPC-implementation; kontrollplaner för kritiska mått; åtgärdsrutiner | Endast slutkontroll; ingen statistisk övervakning |
| Inspektionsförmågor | Koordinatmätmaskin (CMM); kalibrerade mätverktyg; dokumenterade inspectionsrutiner | Endast visuell inspektion; föråldrat eller okalibrerat utrustning |
| Genomloppstidsprestanda | Dokumenterade leveransnoggrannhetsgraden över 95 %; möjlighet att expediera; tydlig kommunikation | Otydliga leveranstidsavtal; historik av missade tidsfrister |
| Materialspårbarhet | Dokumenterade materialcertifikat; partispårning; inspektion av inkommande material | Kan inte tillhandahålla materialcertifikat; inget spårbarhetssystem |
| Teknisk expertis | Teknisk support för DFM-återkoppling; erfarna programmerare; kunskap om material | Endast offertbaserad interaktion; ingen teknisk konsultation tillgänglig |
| Kommunikation | Responsiv projekthantering; proaktiv information om problem; tydlig dokumentation | Svårt att nå; överraskningar på leveransdagen |
Provdelbedömning
Innan du begär produktionsvolymerna bör du begära provdelar med fullständiga mätprotokoll. Att granska provdelar tillsammans med mätdata verifierar påståenden om precisionsegenskaper och visar leverantörens noggrannhet vid kontroll. Fokusera inte enbart på om måtten ligger inom tolerans, utan även på hur centrerade de är – en leverantör som konsekvent når nominella värden indikerar bättre processkontroll än en som varierar mellan toleransgränserna.
Den billigaste offerten ger sällan den lägsta totala kostnaden – ta hänsyn till kassationsfrekvensen, leveranspålitligheten och de dolda kostnaderna för att hantera underpresterande leverantörer.
Att bygga relationer med kvalificerade leverantörer av CNC-maskindelar kräver en inledande ansträngning, men ger avkastning genom konsekvent kvalitet, pålitlig leverans och minskad inköpsdrift. När du väl har etablerat dessa partnerskap blir underhållet av CNC-utrustningen som tillverkar dina egna delar – eller förståelsen för hur dina leverantörer underhåller sin utrustning – den sista pusselbiten i precisionstillverkningen.
Underhåll av CNC-delar för långsiktig prestanda
Du har investerat i kvalitetskomponenter, tagit fram pålitliga leverantörer och förstår hur din CNC-maskin fungerar. Men här är verkligheten: även de bästa CNC-materialen och precisionkomponenterna försämras utan korrekt skötsel. Skillnaden mellan maskiner som levererar konsekvent noggrannhet i flera decennier och de som kräver frekventa reparationer beror på en enda faktor – underhållsdisciplin.
Tänk på underhåll som ett sätt att skydda din investering. Enligt forskning av Deloitte tillverkare som implementerar program för förebyggande underhåll uppnår vanligtvis en minskning av underhållskostnaderna med 25–30 %, en minskning av driftstopp med 70–75 % och en förbättring av drifttid med 35–45 %. Detta är inte marginella vinster – det är omvandlande resultat som direkt påverkar er vinstmarginal.
Att skapa ett schema för förebyggande underhåll
Effektivt underhåll handlar inte om slumpmässiga inspektioner – det handlar om strukturerade rutiner som upptäcker problem innan de eskalerar. Dina CNC-maskintillbehör och kärnkomponenter kräver uppmärksamhet vid olika intervall.
Dagliga uppgifter (10–15 minuter per maskin):
- Visuell inspektion av spån, smuts och kylvätskerest i maskinens ytor
- Kontrollera nivån och koncentrationen av kylvätska – korrekta blandningsförhållanden förhindrar bakterietillväxt och säkerställer effektiv kylning
- Verifiera att smörjsystemet fungerar och kontrollera oljenivåerna i reservoarerna
- Testa nödstopp och säkerhetslås
- Inspektera vägskydd och dragskydd för skador som kan leda till föroreningar
Veckouppgifter:
- Rengör och inspektera linjära guider för slitage mönster eller torra fläckar
- Kontrollera remspänningen och justeringen på axeldrivningarna
- Undersök elektriska anslutningar för lösning eller korrosion
- Rengör kylmedelsmunstycken för att säkerställa korrekt flöde
- Verifiera hydrauliska och pneumativa tryckavläsningar
Månatliga uppgifter:
- Testa kylvätskekoncentrationen med en refraktometer – håll nivån mellan 5–10 % för optimal prestanda
- Byt luftfilter i pneumatiska system och kapslingar
- Kontrollera spel i varje axel med hjälp av diagnostisk programvara
- Mät spindelns excentricitet med en urtavla
- Inspektera och fyll på smörjmedel vid alla smörjpunkter
Rätt smörjning kräver särskild uppmärksamhet. Kvalitetsfulla syntetiska fett som Mobil Mobilith SHC 220 ger överlägsen skydd för linjära guider och kulscrew jämfört med konventionella smörjmedel. Den termiska stabiliteten och den förlängda serviceåldern för Mobilith SHC 220 motiverar den högre kostnaden – komponenter förblir skyddade även under krävande driftförhållanden som genererar betydande värme. Många specialiserade CNC-verkstäder använder standardmässigt SHC 220-fett eftersom det bibehåller sin skyddande film under förhållanden som skulle bryta ner lägre kvalitetsfett.
Kalibreringsrutiner som bevarar precision
Kalibrering är inte en engångsåtgärd – det är ett pågående engagemang för att säkerställa noggrannhet. Enligt underhållsexperter säkerställer kalibrering noggrannhet under drift, och regelbundna kontroller hjälper till att bibehålla precisionen och förhindra kostsamma fel.
Årlig kalibrering bör inkludera:
- Verifiering av geometrisk noggrannhet – rätvinklighet, parallellitet och rakhet för alla axlar
- Kontroll av positionsnoggrannhet med hjälp av laserinterferometri eller ballbar-testning
- Inspektion av spindellager för slitage, spel eller förändringar i förspänning
- Mätning av spel i kulkärl jämfört med referensspecifikationer
- Fullständig säkerhetskopiering av maskinparametrar och ställningar för styrsystemet
Dokumentera varje kalibreringsresultat. Med tiden avslöjar dessa data trender – till exempel kan en gradvis ökning av spel signalera slitage på kulkärl långt innan det leder till underkända delar. Genom att upptäcka dessa mönster tidigt kan du schemalägga utbyten under planerade driftstopp i stället för att drabbas av akuta driftstopp.
Vill du hellre ägna 15 minuter dagligen åt underhållsarbete eller hantera ett flerdagars driftstopp och akut reparation?
Din CNC-underhållsåtgärdslista:
- Inför dagliga, veckovisa och månatliga underhållsrutiner för varje maskin
- Håll lager av kritiska CNC-förbrukningsartiklar, inklusive smörjmedel, filter och vanliga slitagekomponenter
- Träna operatörer att känna igen tidiga varningstecken på komponentslitage
- Inför ett dokumentationssystem – pappersloggar eller CMMS-programvara – för att spåra alla underhållsaktiviteter
- Schemalägg årlig professionell kalibrering med lämplig mätutrustning
- Bygg relationer med certifierade leverantörer som kan svara snabbt när utbyten krävs
Precisionkedjan som förbinder maskinens skick med kvaliteten på dina färdiga delar är lika stark som din svagaste underhållspraxis. Genom att införa dessa rutiner förhindrar du inte bara driftstopp – du säkerställer också att varje del du tillverkar uppfyller specifikationerna, att alla tidsfrister hålls och att din investering i CNC-maskiner ger avkastning under många år framöver.
Vanliga frågor om CNC-delar
1. Vad är CNC-delar?
CNC-delar har två betydelser: komponenter som utgör CNC-maskiner (spindlar, kulkulor, linjära guider, motorer) och produkter som tillverkas av CNC-maskiner (precisionsskruvar, axlar, höljen). Maskinkomponenter möjliggör automatiserade skärningsoperationer, medan maskinerade produkter är specialtillverkade delar som skapas med hjälp av datorstyrda anläggningar från material som aluminium, stål, titan och plast.
2. Vilka är de 7 huvuddelarna i en CNC-maskin?
De sju viktigaste CNC-maskinkomponenterna inkluderar: maskinstyrningsenhet (MCU) som bearbetar program, inmatningsenheter för att läsa in kod, drivsystem med servomotorer eller stegmotorer, maskinverktyg som spindlar och skärande verktyg, återkopplingssystem med inkodrar och sensorer, maskinbädd och arbetsbord för att hålla fast arbetsstycket samt kylsystem för termisk hantering. Dessa komponenter arbetar tillsammans för att omvandla digitala instruktioner till exakta fysiska rörelser.
3. Hur vet jag när CNC-delar behöver bytas ut?
Observera visuella tecken som färgförändringar på kulkärnor, slitageavtryck på linjära guider och läckage av smörjmedel från spindlar. Prestandasymtom inkluderar dimensionell drift, cirkulära former som blir ovala, försämrad ytyta och ovanliga ljud som gnisslande eller klickande under drift. Genom att genomföra förebyggande underhåll med högkvalitativa smörjmedel, till exempel Mobil SHC 220-fett, förlängs komponenternas livslängd avsevärt.
4. Vilka certifieringar bör leverantörer av CNC-delar ha?
För fordonsrelaterade applikationer är IATF 16949-certifiering avgörande, eftersom den kräver tillämpning av kvalitetsverktygen APQP, FMEA, SPC, MSA och PPAP. ISO 9001:2015 utgör grunden för allmänna maskinbearbetningsleverantörer. Certifierade leverantörer som Shaoyi Metal Technology kombinerar dessa kvalitetssystem med korta ledtider och erbjuder fordonsprecisionskomponenter med leverans på så kort tid som en arbetsdag.
5. Kan CNC-delar bytas ut mellan olika maskinvarumärken?
Många komponenter följer internationella standarder och är därför utbytbara. Linjära guider följer vanligtvis ISO:s dimensionsstandarder, motorer följer NEMA- eller IEC-ramstorlekar, och verktygsgränssnitt som BT-, CAT- och HSK-koniskt skruvdrag är standardiserade. Styrsystem, specialtillverkade spindelpatroner och specialdrivförstärkare är dock ofta proprietära. Kontrollera alltid specifikationerna, inklusive mått, spänningsklasser och gränssnittsprotokoll, innan du beställer reservdelar.