 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

CNC-maskinbearbetningsleverantörer avslöjade: 9 kriterier som de hoppas att du aldrig granskar

Förstå CNC-maskintillverkare och vad de faktiskt erbjuder
När du söker efter CNC-maskintillverkare kommer du snabbt att upptäcka en förvirrande blandning av resultat. Vissa företag tillverkar själva maskinerna, medan andra använder dessa maskiner för att tillverka komponenter åt dig. Att förstå denna skillnad är det första steget mot smartare inköpsbeslut —och det är något som många köpare missar tills de redan har slösat bort värdefull tid på att kontakta fel typ av leverantör.
Vad betyder CNC egentligen? Begreppet CNC står för Computer Numerical Control (datorstyrd numerisk styrning), en teknik som automatiserar verktygsmaskiner genom programmerade kommandon. Men här är det som förvirringen uppstår: termen "CNC-maskintillverkare" används för två helt olika affärsområden.
Maskintillverkare vs. bearbetningstjänster
Tillverkare av CNC-maskiner är företag som designar, konstruerar och bygger de faktiska CNC-utrustningarna. Tänk på industristore som Haas Automation, Mazak och DMG MORI. Det är dessa företag som skapar den sofistikerade maskinutrustningen som står på fabriksgolv över hela världen. När du kontaktar en tillverkare av CNC-maskiner vill du köpa eller hyra utrustning för din egen anläggning.
Å andra sidan äger och driver CNC-bearbetningstjänsteleverantörer dessa maskiner för att tillverka komponenter å ditt vägnar. De är kontraktstillverkare som tar emot dina ritningar och omvandlar dem till färdiga komponenter. Om du undrar "hur mycket kommer CNC-bearbetning att kosta för mitt projekt?" letar du troligen efter denna andra kategori.
Betydelsen av förkortningen CNC är densamma i båda sammanhangen – datorstyrda precisionstillverkningsprocesser. Men definitionen av vad varje företag faktiskt erbjuder skiljer sig åt på ett helt annat sätt. Det ena företaget säljer dig verktygen; det andra använder dessa verktyg för att leverera färdiga produkter.
Varför skillnaden är viktig för ditt projekt
Tänk dig att du behöver 500 precisionstillverkade aluminiumbryggor för en kommande produktlansering. Att kontakta en tillverkare av CNC-maskiner skulle vara som att ringa en bilfabrik när du behöver en taxiresa. Du skulle slösa bort tid, förvirra försäljningsteamet och onödigt dröja upp ditt projekt.
Å andra sidan, om du sätter upp en ny tillverkningsanläggning och behöver köpa utrustning kommer det inte att hjälpa dig att bygga interna kapaciteter att vända dig till leverantörer av CNC-bearbetningstjänster.
| Kategori | Definition | Exempel | Vad de erbjuder | När du ska kontakta dem |
|---|---|---|---|---|
| Tillverkare av CNC-maskiner | Företag som designar och tillverkar CNC-utrustning | Haas, Mazak, DMG MORI, Okuma, Fanuc | CNC-maskiner, svarv, fräsar, bearbetningscentrum, programvara, utbildning | När du köper utrustning för din anläggning eller utökar din produktionskapacitet |
| Leverantörer av CNC-bearbetningstjänster | Företag som använder CNC-maskiner för att tillverka delar | Kontraktstillverkande verkstäder, företag inom precisionstillverkning | Färdiga delar, prototyper, serieproduktion, monterings-tjänster | När du behöver anpassade delar tillverkade utan att äga utrustning |
Denna grundläggande tydlighet skapar förutsättningarna för en effektiv bedömning av potentiella partners. I denna guide fokuserar vi främst på leverantörer av CNC-bearbetningstjänster – de företag som de flesta köpare faktiskt behöver när de söker efter tillverkare av CNC-maskiner för att uppfylla sina krav på delar. Med denna förståelse är du redan ett steg före konkurrenter som slösar bort veckor på att kontakta fel typ av leverantör.
Kärnprocesser för CNC-bearbetning och när varje process används
Nu när du förstår vem du faktiskt kontaktar, blir nästa fråga: vad kan de egentligen göra för dig? Tillverkare av CNC-maskiner erbjuder en rad processer, och att veta vilken som passar ditt projekt kan spara dig från kostsamma felaktiga val. Tänk på det som att välja rätt verktyg ur en verktygslåda – du skulle inte använda en hammare när du behöver en skruvmejsel, eller hur?
Låt oss gå igenom de grundläggande processerna som du kommer att stöta på och, ännu viktigare, när var och en är lämplig för dina specifika delar.
Grundläggande fräsning och svarvning
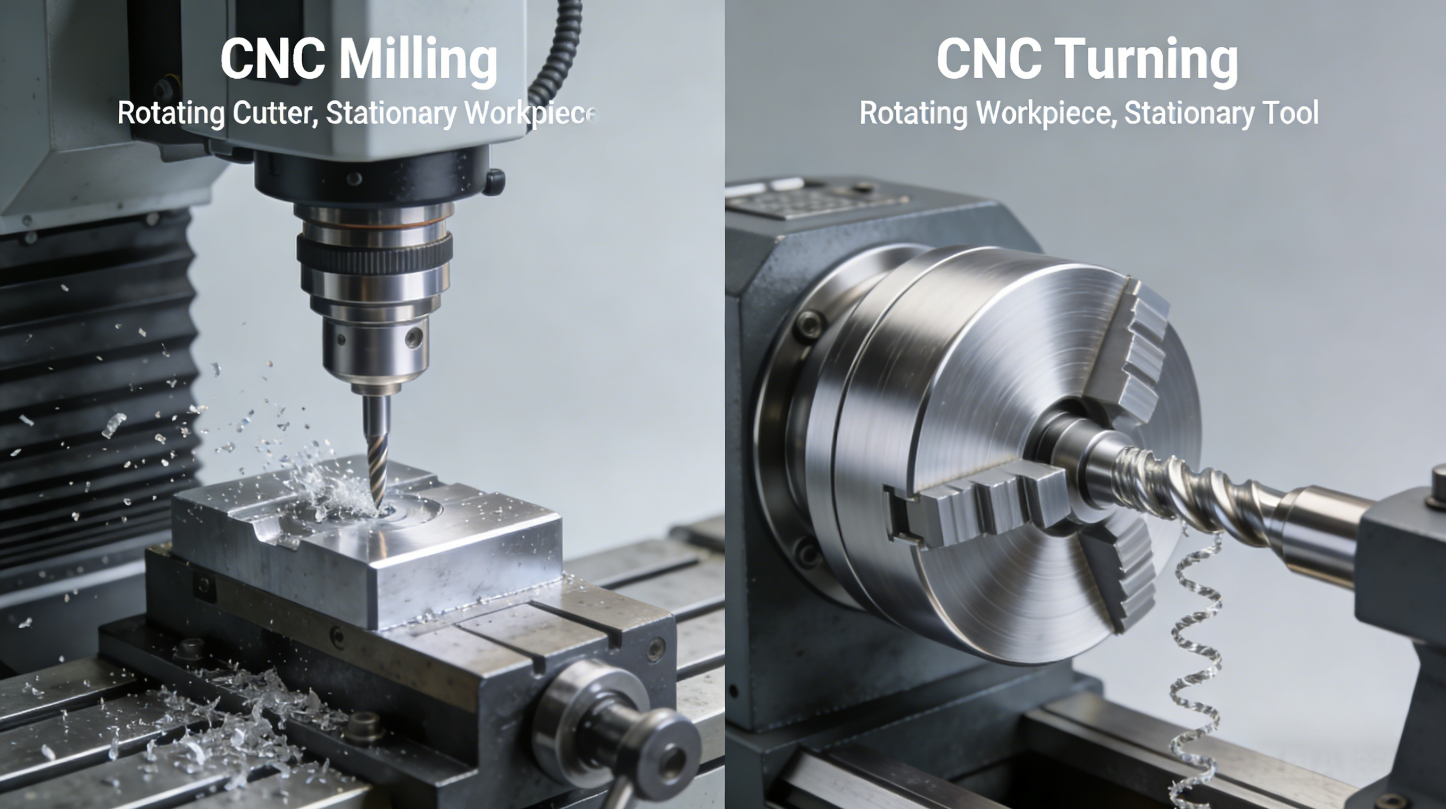
Dessa två processer utgör stommen i de flesta Cnc-fräsningstjänster . Att förstå skillnaden är förvånansvärt enkelt så fort du visualiserar den.
Med en CNC FRÄS-MASKIN här roterar skärverktyget medan ditt arbetsstycke förblir stilla. Föreställ dig en roterande borr som fräsar in i en block av aluminium – det är grundkonceptet. En vertikal fräscentral placerar spindeln vertikalt ovanför arbetsstycket, vilket gör den idealisk för plana ytor, fickor och spår. En horisontell fräsmaskin däremot orienterar spindeln parallellt med bordet och är särskilt lämplig för djupa hål och effektiv avlägsnande av stora spån.
A Cnc svarv vänder på denna ordning helt och hållet. Här roterar ditt arbetsstycke medan skärverktyget förblir stillastående. Enligt Mekalites tillverkningsguide kan CNC-svarvning uppnå mycket exakta diametrar med toleranser så stränga som ±0,001 mm – avgörande för högpresterande applikationer.
- CNC-Fräsning: Bäst för delar med plana ytor, komplexa fickor, spår eller icke-symmetriska egenskaper. Idealisk för kåpor, fästen och plattor.
- CNC Snedring: Perfekt för cylindriska eller runda delar, t.ex. axlar, stift, bushingar och gängade komponenter. Snabbare och mer ekonomisk för delar med rotationsymmetri.
Här är den praktiska slutsatsen: undersök först formen på din del. Är den främst rund eller cylindrisk? Börja då med svarvning. Innehåller den plana ytor, oregelbunden geometri eller hål som ligger utanför axeln? Då är fräsning det rätta valet. Många tillverkare erbjuder båda metoder, och komplexa delar kräver ofta en kombination av CNC-svarvning och fräsning för att uppnå den slutgiltiga geometrin.
När fleraxlig bearbetning är rimlig
Du har förmodligen sett "3-axlig", "4-axlig" och "5-axlig CNC-maskin" anges på tillverkarnas webbplatser. Men vad betyder detta egentligen för ditt projekt?
Standard 3-axlig fräsning rör verktyget i tre riktningar: vänster-höger (X), framåt-bakåt (Y) och uppåt-nedåt (Z). Detta hanterar de flesta enkla delar mycket väl. Att lägga till en fjärde axel innebär rotation kring en horisontell axel, vilket gör att arbetsstycket kan lutas under bearbetningen.
En 5-axlig CNC-maskin går ett steg längre genom att lägga till två rotationsaxlar. Skärverktyget kan närma sig din del från nästan vilken vinkel som helst i en enda inställning. Denna funktion ger flera fördelar:
- Komplex geometri: Underskärningar, sammansatta kurvor och komplexa 3D-ytor blir möjliga utan ompositionering.
- Färre inställningar: Att bearbeta flera ytor i en enda operation minskar hanteringstiden och förbättrar noggrannheten.
- Bättre ytkvalitet: Verktyget kan bibehålla optimala skärvinklar, vilket ger jämnare ytor.
Dock är 5-axlig bearbetning inte alltid nödvändig – eller ekonomiskt fördelaktig. Om din del kan slutföras med 3-axliga rörelser innebär det onödiga kostnader att betala premiumpriser för avancerad utrustning. När du utvärderar tillverkare av CNC-bearbetning bör du fråga om fleraxliga funktioner verkligen gagnar din specifika konstruktion, eller om enklare processer kan uppnå samma resultat till lägre kostnad.
Specialprocesser för komplexa delar
Ibland kan konventionell fräsning och svarvning inte leverera det som din konstruktion kräver. Där är det specialprocesser som fyller kritiska luckor.
Tråd EDM (Elektrisk urladdningsbearbetning) använder en tunn, elektriskt laddad tråd – vanligtvis av mässing eller koppar – för att skära genom ledande material med extraordinär precision. Enligt JLC CNC:s tekniska guide uppnår tråd-EDM toleranser så stränga som ±0,001 mm och ger slipfria snitt i härdad stål, titan och andra svårbearbetade material. En EDM-trådmaskin är särskilt lämplig för komplicerade inre hörn, delikata detaljer och delar där mekaniska skärkrafter skulle orsaka deformation.
- Tråd-EDM: Idealisk för komponenter till injektionsformar, stämplar, punschverktyg och luft- och rymdfartsdelar som kräver extrem precision i härdade material.
- CNC-Grindning: Ger ultrafin ytyta och strikt dimensionskontroll för lagerytor, måttblock och slitageskänsliga komponenter.
- Schweizisk bearbetning: Specialiserad drejning av små, komplexa delar som ofta förekommer i medicintekniska apparater och elektronik – kombinerar drejnings- och fräsningsegenskaper för komplexa mikrokomponenter.
Den avgörande insikten? Inte alla fräsmaskiner eller drejcentrum kan hantera alla arbetsuppgifter. Materialhårdhet, toleranskrav, krav på ytyta och geometrisk komplexitet påverkar alla vilken process som ger optimala resultat. När du begär offert från CNC-maskinbearbetningsleverantörer bör du tydligt kommunicera dessa krav, så att de kan rekommendera den mest lämpliga metoden – istället för att tvinga din komponent in i en process som inte riktigt passar.
Viktiga kriterier för att bedöma CNC-maskinbearbetningspartner
Du har identifierat rätt typ av leverantör och förstått vilka maskinbearbetningsprocesser som passar ditt projekt. Nu kommer den avgörande frågan: hur gör du egentligen att bedöma en CNC-maskinbearbetningsleverantör mot en annan? Förvånande nog förlitar sig de flesta köpare på intuitiva känslor, lägsta offertpriser eller spektakulära webbplatser – tillvägagångssätt som ofta leder till kvalitetsproblem, missade leveransdatum och spända relationer.
Vad händer om du istället hade en strukturerad ram? En prioriterad checklista som tränger igenom marknadsföringspåståenden och avslöjar verklig kompetens? Det är exakt det vi bygger här – transparenta urvalskriterier som många tillverkare hoppas att du aldrig ens tänker på att kontrollera.
Utvärdering av teknisk kompetens
Innan du diskuterar certifieringar eller kapacitet börjar du med grunden: kan denna fräsningcenter verkligen tillverka dina delar? Teknisk kapacitetsbedömning undersöker tre sammankopplade faktorer som avgör framgången i tillverkningen.
Toleranskrav: Varje del har måttspecifikationer, men inte alla verkstäder kan uppnå dessa. Verkstäder för allmänt bruk uppnår vanligtvis ±0,005 tum (0,127 mm) utan särskilda åtgärder. Precisionstillverkare strävar mot ±0,001 tum (0,025 mm) eller strängare toleranser. Begär dokumenterad bevisning – inte bara påståenden – om de toleranser som konsekvent uppnåtts vid serieproduktion, inte bara vid prototypexempel.
Erfarenhet av material: En verkstad som är särskilt skicklig på bearbetning av aluminium kan ha svårt att bearbeta titan eller Inconel. Olika material kräver specifika CNC-bearbetningsverktyg, skärparametrar och hanteringsexpertis. När ditt projekt omfattar exotiska legeringar eller tekniska plastmaterial bör du begära exempel på liknande material som de framgående har bearbetat. Bilder på verkstäder säger ingenting om detta – produktionsregister och delprov ger den verkliga bilden.
Utrustningsinventering: Vilka maskiner äger de faktiskt? Ett moderna bearbetningscenter med styv konstruktion, höghastighetsdrivsystem och avancerad styrutrustning ger andra resultat än föråldrad utrustning. Tveka inte att begära en utrustningslista som inkluderar maskinmärken, modeller och ålder. Denna information avslöjar investeringsmönster och teknologisk engagemang.
- Verifiera toleranskapslighet med dokumenterad bevisning från faktiska produktionsomgångar, inte bara angivna specifikationer.
- Bekräfta materialkunskap stämmer överens med dina projektkrav – begär specifika exempel med liknande legeringar eller plasttyper.
- Begär utrustningslistor som visar maskintyper, märken och ungefärlig ålder för att bedöma teknologiska kapaciteter.
- Utred sekundära bearbetningsoperationer tillgängliga inomhus jämfört med utlagda – värmebehandling, beläggning, anodisering och montering.
- Kontrollera kontrollutrustning inklusive koordinatmätmaskiner (CMM), optiska jämförare och ytytjhetstestare som är lämpliga för dina toleranskrav.
En skicklig CNC-maskinist som arbetar med föråldrad utrustning stöter på begränsningar. Å andra sidan ger avancerad maskinutrustning som drivs av oerfarna medarbetare besvikande resultat. Kombinationen av kapabel utrustning, erfarna CNC-maskinister och lämplig verktygsmateriel skapar grunden för kvalitetsdelar.
Kvalitetscertifieringar förklarade
Du har sett förkortningarna som prunkar på tillverkarnas webbplatser: ISO 9001, AS9100, IATF 16949, ITAR. Men vad betyder dessa certifieringar egentligen för dina delar? Att förstå det verkliga innehållet bakom varje benämning hjälper dig att anpassa certifieringskraven till dina branschbehov.
ISO 9001: Denna grundläggande standard för kvalitetsstyrning visar att ett företag har dokumenterade processer, spårar kvalitetsmått och eftersträvar kontinuerlig förbättring. Enligt Voyager Engineering , ISO 9001-certifiering visar ett företags engagemang för kvalitetsstandarder som är avgörande för konsekventa och pålitliga tillverkningsresultat. Tänk på det som ett bevis på att systematiska kvalitetspraktiker finns – inte på att kraven är lika strikta som inom luft- och rymdfarten.
AS9100: Denna luft- och rymdfarts-specifika standard bygger på ISO 9001 med ytterligare krav på spårbarhet, konfigurationshantering och riskbedömning. Accumet Engineering förklarar att AS9100 säkerställer att leverantörer inom luft- och rymdfarten vidtar nödvändiga åtgärder för att uppfylla specifika krav inom luft- och rymdfarten samtidigt som produktkvaliteten förbättras. För projekt inom luft- och rymdfart samt försvaret är AS9100-certifiering ofta obligatorisk – inte frivillig.
IATF 16949: Bilindustrins kvalitetsledningsstandard betonar felundvikning, minskning av variation och kontinuerlig förbättring genom hela leveranskedjan. Om du köper komponenter för bilapplikationer signalerar denna certifiering förmågan att utföra högvolymsproduktion med statistisk processtyrning.
ITAR-efterlevnad: Till skillnad från de andra är ITAR (International Traffic in Arms Regulations) inte en kvalificeringscertifiering – det är ett lagkrav för hantering av försvarsrelaterade artiklar och teknisk information. Som Accumet påpekar , innebär ITAR-overensstämmelse att företaget kan spåra skyddad information vid alla tillfällen, med förståelse för vilken information som är skyddad, var den befinner sig och vem som har tillgång till den. För försvarsprojekt som omfattar artiklar på USA:s vapenlista skapar samarbete med leverantörer som inte är registrerade enligt ITAR allvarlig rättslig exposure.
| Certifiering | Fokusera på område | Huvudsakliga Krav | När du behöver det |
|---|---|---|---|
| ISO 9001 | Allmänt kvalitetsledning | Dokumenterade processer, kvalitetsspårning, kontinuerlig förbättring | Grundkrav för alla professionella tillverkare |
| AS9100 | Kvalitetssystem inom flyg- och rymdindustri | Spårbarhet, konfigurationshantering, riskbedömning, krav enligt ISO 9001 samt luft- och rymdfartssektors-specifika tillägg | Luft- och rymdfarts- samt försvarsrelaterade komponenter |
| IATF 16949 | Fordonskvalitetssystem | Felpreventiv åtgärder, statistisk processtyrning (SPC), avancerad produktkvalitetsplanering (APQP), produktionstillämpningsgodkännande (PPAP) | Komponenter i bilindustrins leveranskedja |
| ITAR-registrering | Exportkontroll för försvarsprodukter | Spårning av data, åtkomstkontroll och kryptering av tekniska data | Försvarsartiklar som anges i USML |
Här är den praktiska insikten: certifieringar indikerar processmognad, inte garanterade resultat. En certifierad tillverkare som ignorerar sina egna rutiner producerar samma defekta komponenter som en icke-certifierad verkstad. Begär auditresultat, kundpoängskådar eller kvalitetsprestationsdata som visar att certifieringar överförts till faktisk prestanda.
Kapacitets- och lokalitetsfaktorer
Teknisk kapabilitet och kvalitetssystem har liten betydelse om din valda tillverkare inte kan leverera i tid. Produktionskapacitet och geografiska överväganden påverkar direkt ledtider, kommunikationseffektivitet och total landad kostnad.
Kapacitetsbedömning: Ställ konkreta frågor om nuvarande arbetsbelastning och tillgänglig kapacitet. Hur många skift kör de? Hur stor andel av kapaciteten är för närvarande reserverad? Har de utrymme för brådskande beställningar, eller är de ständigt överbelastade? Tillverkare som opererar nära maximal kapacitet kan acceptera er beställning men har svårt att prioritera den vid konflikter.
Skalbarhetsbedömning: Idagens prototyp kan bli nästa års produktionsomgång. Kan denna partner växa tillsammans med er? Utvärdera om deras maskinverktyg, kontrollmöjligheter och golvutrymme kan hantera ökande volymer utan att kvaliteten försämras. Vissa verkstäder är särskilt skickliga på lågvolymsarbete med hög precision men saknar infrastruktur för storskalig produktion.
Geografiska överväganden: Platsen påverkar mer än fraktkostnaderna. Tidszonsöverensstämmelse påverkar kommunikationsresponsiviteten. Närliggande läge möjliggör platsbesök för kritiska projekt. Inhemsk kontra utländsk inköpsstrategi innebär avvägningar mellan kostnad, ledtid och skydd av immateriella rättigheter. För varor som omfattas av ITAR-reglering krävs det juridiskt att tillverkningen sker inom landet och att tekniska uppgifter hanteras av amerikanska medborgare.
- Nuvarande kapacitetsutnyttjande: Verkstäder som kör på 90 % eller mer av kapaciteten kan ha svårt att uppfylla leveransavtal.
- Skiftmönster: Flera skift indikerar större flexibilitet för brådskande tidsramar.
- Tillväxtbana: Investeras det i ytterligare utrustning och personal?
- Kommunikationsrespons: Hur snabbt svarar de på samtal och e-post under era affärstider?
- Fraktlogistik: Beräkna total transporttid och kostnad för er typiska orderprofil.
Den ideala bedömningen balanserar alla dessa faktorer mot dina specifika prioriteringar. En tillverkare med perfekta certifieringar men otillräcklig kapacitet levererar för sent. Ett verkstadsföretag med hög kapacitet men utan lämpliga kvalitetssystem producerar skrot. Geografisk bekvämlighet betyder ingenting om de tekniska möjligheterna är otillräckliga. Använd denna ram för att väga kriterierna enligt vad som är viktigast för ditt specifika projekt – och verifiera sedan påståenden genom referenser, platsbesök eller provbeställningar innan du går vidare till produktionsvolymerna.

Branschspecifika krav för urval av CNC-bearbetning
Du har etablerat din bedömningsram. Du förstår certifieringar och kapacitetsfaktorer. Men här är det som många köpare missar: de kriterier som är mest avgörande varierar kraftigt beroende på din bransch. En tillverkare som är perfekt lämpad för bilindustrins produktion kan misslyckas fullständigt med luft- och rymdfartskomponenter – inte på grund av bristande kompetens, utan eftersom varje sektor kräver fundamentalt olika förmågor.
Att förstå dessa branssspecifika krav omvandlar ditt leverantörsval från en generell utvärdering till målgrupperad precision. Låt oss undersöka vad varje stor bransch faktiskt kräver av CNC-maskintillverkare.
Krav inom luft- och rymdfartsförsvar
När komponenter flyger på 30 000 fot eller skyddar soldater i strid finns det inget begrepp som "tillräckligt bra". Luft- och rymdförsvarsindustrin samt försvarsindustrin arbetar under en granskning som gör att andra branscher verkar avslappnade i jämförelse.
AS9100-certifiering är inte frivillig här – den är din inträdesbiljett. Enligt American Micro Industries bygger AS9100 på ISO 9001 med ytterligare krav som är specifika för luft- och rymfindustrin, med tonvikt på riskhantering, strikt dokumentation och kontroll av produktens integritet genom hela de komplexa leveranskedjorna. Varje operatör av en CNC-maskin som hanterar luft- och rymfindustritillverkning måste följa dokumenterade procedurer som spårar varje del från råmaterial till slutkontroll.
Toleranskraven driver utrustningen till dess gränser. Avanti Engineering noterar att precisionstillämpningar kan kräva toleranser så stränga som ±0,0002 tum (0,005 mm) – mått där temperatursvängningar i verkstaden kan påverka mätningarna. Tillverkare som tjänar denna sektor investerar kraftigt i klimatreglerade kontrollrum och koordinatmätmaskiner.
Materialkunskap skiljer kompetenta leverantörer från pretender. Titanlegeringar, Inconel och andra exotiska superlegeringar motstås aggressivt vid bearbetning. Dessa material kräver specialiserad verktygsmateriel, minskade skärhastigheter och operatörer som förstår hur värme påverkar dimensionsstabiliteten. En sinker-EDM- eller wire-EDM-maskin visar sig ofta nödvändig för att skapa komplexa detaljer i härdade luft- och rymdfartslegeringar, där konventionella skärande verktyg skulle misslyckas.
Automobilproduktionsstandarder
Bilindustrins tillverkning ställer en annan utmaning: att producera tusentals eller miljontals identiska delar med statistisk konsekvens. Där luft- och rymfindustrin accepterar lägre volymer med omfattande dokumentation kräver bilindustrin obönhörlig upprepbarhet i stor skala.
IATF 16949-certifiering styr denna värld. Enligt American Micro kombinerar denna globala standard för kvalitetsstyrning inom bilindustrin ISO 9001:s principer med sektor-specifika krav på kontinuerlig förbättring, felpreventiv åtgärder och strikt leverantörsövervakning. Diagram för statistisk processkontroll (SPC) spårar varje kritisk dimension under hela produktionsloppen och identifierar avvikelser innan delarna går utanför specifikationen.
Produktionsplanering inom bilindustrin sträcker sig månader framåt. Tillverkare måste kunna visa att de har kapacitet för hållbar högvolymsproduktion utan kvalitetsförsämring. En CNC-operatör i denna miljö följer standardiserade arbetsinstruktioner som utvecklats genom processen Avancerad produktkvalitetsplanering (APQP). Dokumentation enligt Produktionsdelgodkännandeprocessen (PPAP) bevisar att produktionsmetoderna konsekvent återger godkända provexemplar.
Kostnadstrycket är intensivt. Biltillverkare (OEM) förväntar sig årliga prissänkningar samtidigt som kvalitetsmåtten bibehålls – eller förbättras. Framgångsrika tillverkare av CNC-maskiner investerar i automatisering, fästoptimering och cykeltidsminskning för att möta dessa krav utan att offra precision.
Överväganden vid tillverkning av medicintekniska produkter
När maskinbearbetade komponenter införs i människokroppen eller stödjer livräddande diagnostik blir efterlevnad av regleringskrav avgörande. Övervakning av FDA skapar dokumentationskrav som kan överraska tillverkare som nyss har trätt in på denna marknad.
ISO 13485-certifiering ger ramverket för kvalitetsstyrning av medicintekniska produkter. Enligt branschens certifieringsguider specificerar denna standard strikta krav på design, tillverkning, spårbarhet och riskhantering. Anläggningar måste införa detaljerade dokumentationsrutiner, ingående kvalitetskontroller samt effektiva rutiner för hantering av klagomål och återkallanden.
Advanced EMC Technologies bekräftar att CNC-bearbetning skapar komponenter med strikta toleranser och material som uppfyller FDA:s krav och som tål sterilisering, biokompatibilitet och prestandakrav. Viktiga användningsområden inkluderar kirurgiska verktyg, implanterbara komponenter, delar till diagnostisk utrustning samt tätningslösningar.
Materialval kräver verifiering av biokompatibilitet. Titan, kirurgiska rostfria stål, PEEK och andra medicinska material kräver dokumenterad spårbarhet från märkning vid tillverkning till färdigdel. Elektroerosionsbearbetning spelar ofta en avgörande roll här – en EDM-sparkerosionsmaskin kan skapa komplexa detaljer i hårdade kirurgiska instrument utan att införa mekanisk påverkan som kan försämra prestandan.
Mikrobearbetningsförmåga avgör ofta leverantörens lämplighet. Medicinska apparater blir allt mindre och kräver precisionsdetaljer som mäts i tusendel tum på komponenter som är mindre än en nagel. Tillverkare behöver specialutrustning, förstorningssystem och inspektionsverktyg anpassade för dessa minimala dimensioner.
Elektronik och precisionstillämpningar
Elektroniksektorn kräver en unik kombination: extrem precision vid allt mindre skalor. Komponenter för halvledare, telekommunikation och precisionsinstrument utmanar tillverkningstekniken till dess gränser.
Mikrofräsningens kapacitet skiljer kvalificerade leverantörer åt. Funktioner som mäts i mikrometer kräver specialutrustning – höghastighetsdrivsystem, precisionsverktyg och vibrationsisolerade underlag. En tråd-EDM-maskin visar sig ofta oumbärlig för att skapa komplexa inre geometrier i små komponenter där mekaniska verktyg inte kan nå.
Materialkunskap sträcker sig från aluminiumlegeringar för värmeavledning till exotiska kopparlegeringar för elektriska kontakter. Kraven på ytyta överstiger ofta vad standardbearbetning kan leverera, vilket kräver efterpolering eller specialiserade skärparametrar. Renhetskraven kan nästan motsvara de som gäller vid halvledartillverkning, där komponenter rengörs och förpackas i kontrollerade miljöer.
| Industri | Vanliga certifieringar | Vanliga material | Toleransomfång | Volymförväntningar |
|---|---|---|---|---|
| Aerospace & Defense | AS9100, NADCAP, ITAR | Titan, Inconel, aluminiumlegeringar, härdade stål | ±0,0002 tum till ±0,001 tum | Låg till medel; omfattande dokumentation |
| Bilindustrin | IATF 16949, ISO 9001 | Stål, aluminium, gjutjärn, tekniska plastmaterial | ±0,001" till ±0,005" | Hög volym; produktion styrd av statistisk processkontroll (SPC) |
| Medicintekniska produkter | ISO 13485, FDA 21 CFR Del 820 | Titan, kirurgiskt rostfritt stål, PEEK, biokompatibla polymerer | ±0,0005" till ±0,002" | Låg till medel; full spårbarhet krävs |
| Elektronik | ISO 9001, branschspecifika standarder | Kopparlegeringar, aluminium, specialplaster | ±0,0002 tum till ±0,001 tum | Varierar kraftigt; renlighet är kritisk |
Den praktiska lärdomen? Sluta bedöma CNC-fräsningstillverkare utifrån generiska kriterier. Er bransch avgör vilka certifieringar som är relevanta, vilka toleranskapsligheter som är avgörande och om expertis inom mikrofräsning eller konsekvent högvolymsproduktion bestämmer framgången. Anpassa era krav till tillverkarens specialisering – en perfekt passform för en bransch översätter sig sällan till en annan. Med dessa branschspecifika referensvärden kan ni nu bedöma om potentiella partners verkligen förstår er verksamhet eller bara påstår att de har breda kapaciteter som de inte kan leverera konsekvent.
Materialkapaciteter och tillverkares specialisering
Du har matchat certifieringar till din bransch och verifierat tekniska kompetenser. Men här är ett urvalskriterium som kan utmana även erfarna köpare: materialkompetens. Inte alla CNC-fräsverkstäder hanterar alla material lika väl. Verkstaden som tillverkar felfria aluminiumdelar kan ha svårt att arbeta med titan. Tillverkaren som är expert på teknikplaster kan sakna erfarenhet av exotiska superlegeringar.
Varför spelar detta så stor roll? Enligt E.J. Baslers tillverkningsinsikter , att välja rätt material för precisionsfrästa delar är lika viktigt som att välja rätt fräsverkstadspartner. Utan rätt materialkompetens kan projekt drabbas av ökade kostnader, produktionsoförseningar och kvalitetsproblem. Olika material kräver olika verktyg, skärparametrar och hanteringstekniker – kompetens som utvecklas genom års lång fokuserad erfarenhet.
Metallfräsningsskapacitet
Metaller dominerar CNC-bearbetningsanvändningar, men varje legeringsfamilj presenterar unika utmaningar. Att förstå dessa skillnader hjälper dig att matcha ditt projekt till tillverkare med verklig expertis snarare än de som hävdar breda förmågor som de inte konsekvent kan leverera.
Aluminium är bland de lättaste metallerna att maskinera. Dess låga skärmotstånd gör det möjligt att fräsa med hög hastighet på moderna fräsmaskiner och snabbt avlägsna material på drevmaskiner. Men som Unisontek förklarar kan aluminiumets mjukhet och duktilitet få det att hålla fast vid skärverktyg, vilket skapar uppbyggda kanter och kompromissar ytbehandlingen. Erfarna tillverkare använder skarpa verktyg med polerade flöjter, kontrollerade matningsfrekvenser och strategisk kylvätskeanvändning för att uppnå släta ytor och snabba bearbetningscykler.
Rostfritt stål erbjuder korrosionsbeständighet och styrka men skapar betydande utmaningar vid bearbetning. Högre skärresistans genererar värme snabbt, vilket leder till verktygsslitage och arbetshärdning om parametrarna inte kontrolleras noggrant. Framgångsrik bearbetning kräver styva verktyg, stabil fästning på en fräsmaskin, hårdmetallverktyg med värmebeständiga beläggningar samt högtryckskylvätska för effektiv värmekontroll. Undvik lätt avslutande passager – de orsakar arbetshärdning som försämrar ytkvaliteten.
Titan ger utmärkt förhållande mellan styrka och vikt men kräver specialiserad kompetens. Dess låga värmeledningsförmåga gör att värmen koncentreras vid skärtippen, vilket leder till snabbt verktygsslitage. Enligt bearbetningsexperter kräver titan reducerade skärhastigheter, konstanta fördjupningshastigheter och kraftfull kylvätska riktad mot kontaktszonen vid spetsen. Tillverkare utan erfarenhet av titan producerar ofta delar med dimensionsinstabilitet och dålig ytkvalitet.
- Aluminiumlegeringar: Hög bearbetbarhet, utmärkt för luftfartsstrukturer, bilkomponenter och elektronikhusningar. Utmaningar inkluderar materialens vidhäftning till verktyg och termisk expansion vid skärning.
- Kol- och legeringsstål: Används allmänt för konstruktionskomponenter, axlar och verktyg. Hårdare sorters kräver karbidverktyg och lägre hastigheter vid svarvning av metall.
- Rostfria stål: Avgörande för korrosionsbeständiga applikationer inom livsmedelsindustrin, medicintekniken och marinmiljöer. Tendensen att förhärda vid bearbetning kräver erfarna operatörer.
- Titanlegeringar: Avgörande för luftfarts- och medicinska implantat. Låg värmeledningsförmåga kräver specialiserad värmehantering och minskade skärhastigheter.
- Exotiska superlegeringar: Inconel, Hastelloy och liknande material för extrema miljöer. Kräver ofta slipmaskinfinishing och specialiserat verktyg.
Konsiderationer för plaster och kompositmaterial
Tekniska plastmaterial erbjuder fördelar som metaller inte kan matcha – lägre vikt, korrosionsbeständighet och ofta lägre bearbetningskostnader. Plastmaterial ställer dock sina egna utmaningar som kräver särskild tillverkningskompetens.
Enligt Komacuts vägledning för materialval har plastmaterial i allmänhet bättre bearbetbarhet jämfört med metaller på grund av deras lägre hårdhet och densitet. De kräver mindre skärförce och kan bearbetas vid högre hastigheter, vilket minskar verktygsslitage och produktionstid. Vissa plastmaterial kan dock smälta eller deformeras vid höga temperaturer under fräs- eller slipbearbetning.
Vanliga tekniska plastmaterial används var och en för specifika applikationer:
- ABS: Utmärkt slagfasthet och dimensionsstabilitet. Vanliga i konsumentprodukter och bilinteriörer.
- Polycarbonat: Optisk genomskinlighet kombinerad med slagstyrka. Används för linser, skyddsskärmar och transparenta komponenter.
- Nylon: Bra slitagebeständighet och självsmörjande egenskaper. Idealiskt för kugghjul, lager och glidkomponenter.
- PEEK: Högpresterande polymer för krävande applikationer. Tål sterilisering för medicintekniska apparater och extrema temperaturer för luft- och rymdfart.
- Delrin (acetal): Utmärkt dimensionsstabilitet och låg friktion. Precisionkomponenter som kräver stränga toleranser.
- PTFE (Teflon): Kemisk resistens och icke-klibbade egenskaper. Tätningar, packningar och komponenter för kemisk processutrustning.
Förstärkta plastmaterial som innehåller glasfiber eller kolfiber kräver särskild uppmärksamhet. Dessa abrasiva material orsakar ökad verktygsslitage och kan kräva verktyg av hårdmetall eller diamantbelagda skärande verktyg. En slipmaskin med lämpliga slipmedel ger ofta bättre resultat än konventionell fräsning av fiberförstärkta kompositmaterial.
Anpassning av material till tillverkarens expertis
Här är insikten som de flesta köpare missar: materialexpertis varierar kraftigt mellan tillverkare. En verkstad som dagligen tillverkar aluminiumdelar utvecklar en intuitiv förståelse för optimala snitt- och fördjupningshastigheter samt verktyg, vilken en annan verkstad helt enkelt inte kan matcha utan liknande erfarenhet.
Enligt E.J. Basler antar ingenjörer och inköpschefer ofta att alla bearbetningsleverantörer har expertis inom bearbetning av olika material, men detta är långt ifrån fallet. Att använda felaktigt material eller välja en leverantör utan relevant erfarenhet leder till ökad slitage, för tidig felbildning eller onödigt komplex bearbetning.
När du utvärderar CNC-bearbetningsföretag med avseende på materialkompetens bör du ställa följande målriktade frågor:
- Hur stor andel av er nuvarande produktion omfattar just min specifika materialfamilj?
- Kan ni lämna provdelar eller referenser från liknande projekt med detta material?
- Vilka verktyg och skärstrategier använder ni för detta material?
- Lagerhåller ni detta material, eller kommer ni att skaffa det per order?
- Vilka ytytor kan ni konsekvent uppnå på detta material?
Svaren avslöjar om materialkunskapen är djupgående eller endast en tillfällig förmåga. En tillverkare som bearbetar titan veckovis förstår dess egendomligheter på ett intimt sätt. En tillverkare som försöker bearbeta titan för första gången med dina kritiska komponenter lär sig på ditt bekostnad.
Materialvalet påverkar också produktionskonomins. Vissa tillverkare specialiserar sig på högvolymsbearbetning av aluminium med optimerade fräsar och strömlinjeformade arbetsflöden. Andra fokuserar på lågvolymsbearbetning av exotiska legeringar, där expertis kräver premiumprissättning. Att anpassa dina materialkrav till tillverkarens specialisering ger bättre kvalitet till en lämplig kostnad – en grund som direkt påverkar leveranstider och prisöverväganden framöver.
Ledtider och förväntad produktionstid
Du har bedömt kapaciteter, verifierat certifieringar och bekräftat materialkompetens. Men här är frågan som ställer till det för fler projekt än någon teknisk specifikation: när får du faktiskt dina delar? Leveranstider är fortfarande det mest överlookade utvärderingskriteriet – och det som orsakar störst frustration när förväntningar kolliderar med verkligheten.
Att förstå vad som påverkar produktionstiderna omvandlar dig från en köpare som accepterar vaga leveranslöften till en köpare som ställer informerade frågor och sätter realistiska förväntningar. Oavsett om du söker ett bearbetningsföretag för prototyputveckling eller ett CNC-maskinbearbetningsföretag som kan hantera kontinuerlig produktion förhindrar tydlighet kring tidsplanering kostsamma överraskningar.
Faktorer som påverkar leveranstider
Leveranstider är inte godtyckliga siffror som tillverkare plockar ur luften. Enligt Cheetah Precision bestäms hur snabbt dina delar går från beställning till leverans av flera sammanlänkade faktorer. Att förstå varje enskild faktor hjälper dig att förutse realistiska tidsramar – och identifiera vilka faktorer du själv kan påverka.
Materieltillgänglighet: Denna faktor orsakar ofta de längsta fördröjningarna. Enligt tillverkningsexperter kan vissa speciallegeringar och material ha längre inköpstider, särskilt om de kräver anpassade beställningar eller import. Standardaluminium eller mjukstål levereras vanligtvis inom några dagar. Luft- och rymdfartstitan eller medicinsk grad PEEK kan däremot kräva veckors ledtid innan bearbetningen ens påbörjas. Smarta köpare bekräftar tillgängligheten av material innan de slutför beställningarna.
Designkomplexitet: Delar med flera bearbetningsprocesser, strikta toleranser eller komplexa geometrier kräver mer tid för programmering, kvalitetskontroll och bearbetning. En enkel bygel bearbetas på timmar. En komplex luft- och rymdfartsdel med sammansatta kurvor, flera uppsättningar och dussintals kritiska mått kräver dagar av noggrann arbetsinsats. Specialbeläggningar eller anpassade verktyg förlänger ledtiden ytterligare, eftersom varje steg bidrar till den totala produktionstiden.
Antal och amortering av inställningskostnader: Här är något som många köpare missar – den första delen tar alltid längst tid. Programmering, fästutrustningens inställning, första artikeln granskning och processverifiering kräver betydande tid oavsett antal. När produktionen väl löper smidigt går efterföljande delar snabbare. Detta förklarar varför ledtiden per del minskar kraftigt när antalet ökar.
Tillverkningskapacitet: En betydande efterfrågan på tjänster för precisionsbearbetning kan leda till schemaläggningsflaskhalsar, särskilt om specialutrustning krävs. Maskinverkstäder i min närhet som kör på 95 % kapacitet kan ange längre ledtider än konkurrenter med tillgänglig kapacitet. Att fråga om nuvarande arbetsbelastning avslöjar om ditt uppdrag får omedelbar uppmärksamhet eller måste vänta i kö.
Sekundära operationer: Värmebehandling, beläggning, anodisering och andra avslutningsprocesser är ofta beroende av externa leverantörer. Även om dessa behandlingar är nödvändiga för att uppfylla specifika kvalitetskrav introducerar de ytterligare ledtid som tillverkare inte direkt kan kontrollera. Att samarbeta med partner som underhåller betrodda leverantörsrelationer hjälper till att minimera dessa förseningar.
Prototypframställning kontra produktionsplanering
Realistiska förväntningar skiljer sig åt kraftigt beroende på om du utvecklar prototyper eller kör produktionskvantiteter. Att förstå denna skala hjälper dig att planera projektens tidsplaner på ett lämpligt sätt.
Snabb prototypframställning (dagar): När hastighet är viktigare än kostnadsoptimering erbjuder många tillverkare av CNC-bearbetning expedierade prototypservice. Enkla delar i vanliga material kan skickas inom 1–3 arbetsdagar. Enligt Avid Product Development , gör kommersiell 3D-utskrift och CNC-prototypning det prisvärt att snabbt testa flera versioner och justera konstruktionerna efter behov. Förvänta er dock premiumpriser för akuta tidsfrister – du betalar för prioriterad schemaläggning och särskild uppmärksamhet.
Standardprototypning (1–2 veckor): De flesta prototypbeställningar med rimlig komplexitet faller inom denna tidsram. Denna tidslinje möjliggör korrekt programmering, eventuell inköp av material, noggrann bearbetning och ingående kontroll utan nödschemaläggning. För produktutvecklingscykler utgör detta den optimala balansen mellan hastighet och kostnad.
Produktionslöpningar (2–6 veckor): Att skala upp från prototyp till serieproduktion innebär ytterligare krav på tidsplaneringen. Tillverkningsexperter betonar att övergången från produktprototyp till massproduktion kräver tålamod, noggrann planering och disciplinerad genomförande. Produktionsplaneringen sträcker sig månader framåt för fordonsrelaterade applikationer som kräver efterlevnad av IATF 16949 och dokumentation för statistisk processtyrning. Godkännande av första artikeln, tillverkning av fixturutrustning samt processvalidering utförs alla innan den fortsatta produktionen påbörjas.
Högvolymig pågående produktion: Etablerade produktionsrelationer med ramorder och schemalagda leveranser uppnår ofta de kortaste effektiva ledtider. När er CNC-partner i närheten av mig känner till era krav månader i förväg kan de optimera schemaläggningen, lagra material och underhålla specialanpassad verktygsutrustning – vilket gör att delar levereras snabbare än vad någon ny kund skulle kunna förvänta sig.
Frågor att ställa om leverans
Otydliga löften som "2–3 veckor" lämnar för mycket utrymme för besvikelse. Innan du ingår avtal med någon CNC-maskinbearbetningsleverantör bör du ställa specifika frågor som avslöjar deras verkliga leveransförmåga. Dessa frågor skiljer mellan leverantörer som följer sina prestandadata och de som gissar.
- Vad är er nuvarande kapacitetsutnyttjning? Verkstäder som kör nära maximal kapacitet kan ta emot beställningar som de inte kan prioritera. Att förstå arbetsbelastningen avslöjar den verkliga schemaläggningsverkligheten.
- Hur hanterar ni materialinköp för min specifika legering? Om materialet kräver särbeställning kommer denna tidsram att läggas till er totala ledtid innan maskinbearbetningen påbörjas.
- Vad är er tidskvot för leveranser under de senaste 12 månaderna? Leverantörer som följer denna indikator visar engagemang för att uppfylla tidsplaner. De som inte kan svara på frågan har troligen problem med konsekvensen.
- Utför ni sekundära operationer inomhus eller så utkontrakterar ni dem? Utkontraherad ytbehandling lägger till leverantörskoordinering och fraktid till er totala tidsskala.
- Vilka alternativ för snabbare leverans finns det om min tidsplan försnabbar sig? Att förstå möjligheterna till snabbare produktion innan du behöver dem förhindrar panik senare. Vissa tillverkare erbjuder premiumtjänster för snabbare leverans; andra kan inte hantera ändringar.
- Hur kommer ni att kommunicera produktionsstatus och eventuella förseningar? Proaktiv kommunikation om tidsschemanändringar – innan fristerna missas – skiljer professionella partners från reaktiva leverantörer.
- Vilka dokument åtföljer leveransen? Inspektionsrapporter för första artikeln, överensstämmelsecertifikat samt dokumentation för materialspårbarhet kräver alla förberedelsetid. Komplexa dokumentationskrav förlänger leveranstiderna.
Om du undersöker alternativ som en bilverkstad i närheten av mig för bilmotorer eller utvärderar möjligheter där CNC-maskinistjobb i närheten av mig indikerar lokal tillverkningsdjup, gäller dessa frågor universellt. Transparens kring tidsramar avslöjar operativ mognad – tillverkare som spårar och kommunicerar leveransprestanda investerar i system som stödjer konsekvent genomförande.
Att ställa realistiska förväntningar skyddar båda parter. En tillverkare som anför aggressiva tidsramar för att vinna beställningar men konsekvent levererar försenat skadar din produktionsplanering och undergräver tilliten. Å andra sidan hjälper förståelse för verkliga faktorer som påverkar tidsramar dig att planera projektplaner som tar hänsyn till tillverkningsverkligheten. Denna grund av realistiska förväntningar påverkar direkt hur du utvärderar prissättning – eftersom kostnadsfaktorer och ledtider är närmare sammankopplade än de flesta köpare inser.
Kostnadsfaktorer och prisöverväganden för CNC-projekt
Du har utvärderat kapaciteter, bekräftat certifieringar och ställt realistiska förväntningar på tidsramar. Nu kommer den diskussion som de flesta tillverkare av CNC-maskinbearbetade delar hoppas att du aldrig behöver ha: en öppen diskussion om vad som faktiskt driver kostnaderna. Överraskande nog är prissättningen fortfarande det mest oklara aspekten vid leverantörsval – och det är också den aspekt där oinformerade köpare förlorar mest pengar.
Här är den obekväma sanningen: det lägsta offertpriset är ofta inte det bästa värdet. Enligt HMaking:s omfattande kostnadsguide har många ingenjörs- och inköpsavdelningar svårt att förstå varför liknande delar får dramatiskt olika CNC-offertpriser, särskilt när man köper in globalt. Prissättningen varierar eftersom maskinbearbetningstid, toleranser, materialbeteende, maskinkapacitet och installationskostnader påverkar varandra på sätt som inte alltid är synliga för köpare.
Att förstå dessa dynamiska faktorer omvandlar dig från en köpare som enbart accepterar offertpriser till en köpare som känner igen rättvisa priser – och upptäcker varningsflaggor innan de blir dyra problem.
Att förstå kostnadsdrivare för CNC-bearbetning
Varje offert för CNC-bearbetning speglar en kombination av mätbara faktorer som tillverkare beräknar på olika sätt. Att känna till vad som påverkar prissättningen hjälper dig att utvärdera offertpriser utifrån innehållet snarare än att enbart jämföra slutsummor.
Enligt Unionfabs uppdelning av priserna bygger den typiska kostnadsmodellen på följande komponenter: materialkostnad, bearbetningstid multiplicerad med maskinens timkostnad, installations- och programmeringskostnad, verktygskostnad och slitagekostnad för verktyg, ytbearbetningskostnad, kontrollkrav samt förpacknings- och logistikkostnad. Varje enskild komponent bidrar i olika utsträckning beroende på ditt specifika projekt.
- Bearbetningstid (50–70 % av totala kostnaden): Detta dominerar de flesta offertförslag eftersom spindeltiden direkt avgör hur länge din komponent upptar dyrt utrustning. Djupa fickor, små radier, små verktygsstorlekar och kraftig materialavtagning förlänger cykeltiderna avsevärt. En vertikal fräsningssmaskin som tillverkar en enkel bygglåda kostar långt mindre per timme än en 5-axlig horisontell bearbetningscentral som tillverkar komplex luft- och rymdfartsgeometri.
- Materialkostnader (vanligtvis 15–30 %): Råmaterialkostnaden varierar kraftigt beroende på legering. Enligt Unionfabs data är aluminium en lågkostnadslegering ($), medan titan och magnesium kräver premiumpriser ($$$$$). Utöver den direkta råmaterialkostnaden är skrotmängden viktig – CNC-bearbetning innebär att överskottsmaterial avlägsnas för att forma önskade komponenter, och dyrare legeringar förstärker kostnaderna för detta skrot avsevärt.
- Installation och programmering (fast kostnad per order): Oavsett om du beställer 5 delar eller 500 måste fixturinställning, verktygsinläsning, CNC-programmering och validering av den första delen utföras. Denna fasta kostnad förklarar varför prototypkvantiteter har högre styckpriser än serietillverkning.
- Toleranser och kvalitetskrav: Strängare specifikationer saktar ner bearbetningen, ökar inspektionstiden och höjer risken för skrot. Enligt experter inom tillverkningskostnader kan en del som används standardtoleranser ofta slutföras 2–4 gånger snabbare än en del som kräver precisionstoleranser. När detta multipliceras över partier blir skillnaden betydande.
- Sekundära operationer: Värmebehandling, ytbearbetning och specialbearbetning lägger till mätbara kostnader. Anodisering kostar vanligtvis 3–12 USD per del, elektroplätering 10–30 USD och specialiserade värmebehandlingar för titan kan uppgå till 100–200 USD per komponent.
Maskintimpriser varierar också beroende på funktioner. Enligt branschdata kör 3-axliga maskiner vanligtvis för cirka 40 USD/timme, 4-axliga maskiner för 45–50 USD/timme och 5-axliga anläggningar för 75–120 USD/timme. När du utvärderar om en CNC-fräs för försäljning skulle gagna dina verksamheter jämfört med att utnyttja externa leverantörer hjälper dessa pris skillnader dig att beräkna break-even-punkter.
Hur antal påverkar pris per del
Låter det motintuitivt? Den första delen du beställer är alltid den dyraste – även om efterföljande delar kostar en bråkdel så mycket. Att förstå denna dynamik hjälper dig att optimera orderkvantiteter för maximal värde.
Inställningskostnader förblir fasta oavsett kvantitet. Enligt JLC CNC kan små serier eller enskilda prototypdelar vara dyra på grund av höga inställningskostnader och att maskinerna inte kör vid full kapacitet. Stora serier gör det möjligt för tillverkare att maximera maskintid, optimera verktyg och minska kostnaden per enhet.
Överväg detta exempel från branschens prissättningdata:
| Beställningsmängd | Allokering av inställningskostnader | Påverkan per del | Typiskt enhetsprisområde |
|---|---|---|---|
| 1–5 enheter (prototyp) | $120 ÷ 2 = $60/del | Inställning dominerar kostnaden | Högst—ofta 3–5 gånger produktionspriset |
| 10–50 enheter (liten serie) | $120 ÷ 25 = $4,80/del | Inställning är fortfarande betydande | Måttlig premie över produktionskostnaden |
| 100–500 enheter (medelstor serie) | $120 ÷ 250 = $0,48/del | Cykeloptimering påbörjas | Närmar sig effektiv prissättning |
| 500+ enheter (produktion) | 120 USD ÷ 500 = 0,24 USD/del | Inställning nästan osynlig | Mest kostnadseffektiv per enhet |
Detta förklarar varför något större partier ofta ger oproportionerligt stora besparingar. Om din konstruktion är stabil kan en ökning av beställd kvantitet från 25 till 100 enheter minska kostnaden per del med 30–40 % utan att den totala investeringen ökar i samma utsträckning.
För köpare som överväger inköp av utrustning – till exempel vid bedömning av en CNC-maskin till försäljning eller en EDM-maskin för intern kapacitet – hjälper denna volymekonomi till att beräkna om underentreprenad eller intern produktion ger bättre långsiktig värdeutveckling. En CNC-slipmaskin eller specialutrustning är endast ekonomiskt motiverad när volymen motiverar kapitalinvesteringen och de pågående driftskostnaderna.
Dolda kostnader att observera
Offerten du får är sällan hela historien. Erfarna köpare vet att gå bortom de angivna priserna för att identifiera kostnader som uppstår senare – ofta vid olämpliga tillfällen. Dessa dolda faktorer skiljer rättvisa offertförslag från problematiska.
Materialcertifiering och spårbarhet: Standardoffert kan förutsätta allmänt material utan dokumentation. Om ditt projekt kräver märkningsspecifikationer, materialspårbarhet eller specifika legeringscertifikat kan ytterligare kostnader uppstå. Projekt inom luftfarts- och medicinbranschen stöter regelbundet på dessa krav.
Inspektion och dokumentation: Grundläggande kontroll ingår som standard, men detaljerade dimensionsrapporter, första-artikelkontrollpaket eller CMM-data medför extra kostnad. Enligt tillverkningsexperter kan kvalitetsprocesser utgöra 10–30 % av totala tillverkningskostnaderna för högprecisionsdelar. Begär tydlighet angående vilka kontroller som ingår i offerten jämfört med de som är tillval.
Avslutningsantaganden: Inkluderar offerten avburning? Vilken ytråhet förutsätts? Offert som anges som "som maskinerad" kan leda till delar som kräver omfattande rengöring innan användning. Klargör exakt i vilket skick delarna kommer att levereras.
Förpackning och transport: Internationella beställningar lider särskilt av oklara förpackningskostnadsuppgifter. Enligt Unionfabs kostnadsfördelning ligger priset för träkistor för större delar mellan 50 och 500 USD, medan specialbyggda flytkässor för känsliga komponenter kan kosta 800–2 000 USD. Tullavgifter utgör vanligtvis 5–20 % av produktens värde, beroende på regelverket i destinationlandet.
- Varning: Enstaka pauschalpriser utan kostnadsfördelning – du kan inte bedöma vad du betalar för.
- Varning: Ovanligt låga offertpriser jämfört med konkurrenterna – det finns risk för att kvaliteten på material, kontroll eller ytbehandling försämras.
- Varning: Saknade uppgifter om maskintyp eller bearbetningstid – förhindrar en meningsfull jämförelse.
- Varning: Extra avgifter som läggs till efter beställning utan tidigare underrättelse.
- Varning: Material angett utan angivande av kvalitetsklass eller specifikation – ökar risken för ersättningsproblem.
- Varning: Ingen information om toleranskapacitet i förhållande till dina krav.
En pålitlig leverantör visar exakt hur kostnaden formas, vilket HMaking betonar. Du bör förvänta dig offertförslag som bryter ner materialtyp och vikt, bearbetningstid för varje huvudoperation, maskintyp, installationskostnader, avslutningssteg och ledtidskrav. Denna transparens bygger förtroende och hjälper dig att jämföra offertförslag på lika villkor.
Det bästa värdet kommer inte från det lägsta offertförslaget, utan från den tillverkare vars prissättning återspeglar en verklig kompetens som är anpassad till dina krav – med transparenta kostnadsdrivare som du kan verifiera och optimera.
När du jämför offertförslag ska du motstå frestelsen att helt enkelt välja det billigaste alternativet. Istället bör du normalisera jämförelserna genom att säkerställa att varje offertförslag omfattar identiska specifikationer, toleranser, material och krav på ytbehandling. Ett offertförslag som är 20 % högre än konkurrenternas kan inkludera kontroll, dokumentation och ytbehandling som andra debiterar separat – eller helt utelämnar tills problem uppstår.
Denna grund av kostnadstransparens förbereder dig för det sista avgörande steget: att bygga tillverkarrälskaper som levererar konsekvent värde över tid. Att förstå prisutvecklingen hjälper dig att identifiera partners som är engagerade i ömsesidig framgång jämfört med de som optimerar kortfristiga marginaler på ditt bekostnad.

Att bygga framgångsrika relationer med CNC-tillverkare
Du har utvärderat kapaciteter, verifierat certifieringar, förstått prisutvecklingen och ställt realistiska förväntningar på tidsramar. Nu kommer steget som skiljer enstaka transaktioner från värdefulla partnerskap: att bygga relationer som levererar konsekventa resultat under år – inte bara vid den första beställningen. Överraskande nog kan hur du närmar dig de inledande samtal och navigerar de tidiga interaktionerna ofta förutsäga långsiktig framgång mer tillförlitligt än någon teknisk specifikation.
Tänk på valet av en CNC-maskinbearbetningsleverantör som anställning av en nyckelmedarbetare. Kvalifikationer är viktiga, men kulturell passning, kommunikationsstil och ömsesidig investering avgör om relationen blomstrar eller blir en ständig källa till konflikter.
Börja konversationen rätt
Din första interaktion sätter tonen för allt som följer. Enligt Supplyframes forskning om leverantörsrelationer så säkerställer en tydlig inledning av er affärsrelation att allt fungerar smärtfritt. Innan ni börjar samarbeta bör ni sitta ner och identifiera båda parternas förväntningar.
Hur ser detta ut i praktiken? Börja med att förbereda en omfattande offertförfrågan (RFQ) som tydligt kommunicerar dina krav. Enligt experter på RFQ-rådgivning eliminerar tillhandahållande av korrekta och tydliga ritningar eller 3D-modeller tvetydigheter som leder till felaktiga offertberäkningar och besvikna förväntningar.
Inkludera dessa element i ditt första meddelande:
- Fullständiga tekniska specifikationer: Mått, toleranser, krav på ytyta och materialklasser – lämna ingenting åt antagande.
- Kvantitetsförväntningar: Både omedelbara behov och beräknade årliga volymer hjälper tillverkare att förstå er verksamhetspotential.
- Krav på kvalitetsdokumentation: Ange inspektionsrapporter, certifikat eller spårbarhetsdokumentation redan från början i stället för att överraska leverantörerna senare.
- Tidsramar: Delar realistiska leveransförväntningar och kommunicerar öppet om eventuell flexibilitet eller begränsningar.
- Långsiktig Vision: Ange om detta är en engångsprototyp eller början på pågående produktionskrav.
Professionella tillverkare svarar på professionella förfrågningar. En väl förberedd RFQ signalerar att du är en allvarlig köpare som är värd att prioritera – inte någon som letar efter uppskattningar av budgeten med ofullständig information. Enligt experter inom leverantörsrelationer bör ditt inköpsansvariga team ange serviceavtal och nyckelmått i alla avtal, medan leverantören bör dela med sig av sina föredragna fakturerings- och betalningsmetoder.
Gör din första beställning betydelsefull. Som relationsexperter betonar är första intrycket alltid viktigt i alla affärsrelationer. När du kommer överens om att samarbeta med en leverantör ska den första beställningen komma snabbt och betalas omedelbart. Detta etablerar dig som en pålitlig kund som är värd att prioritera när kapaciteten blir knapp.
Varningssignaler vid utvärdering av tillverkare
Även de imponerande förmågorna betyder ingenting om varningssignaler tyder på framtida problem. Erfarna köpare lär sig känna igen mönster som förutsäger problem – ofta innan den första delen har skickats. Observera dessa indikatorer under din utvärderingsprocess:
- Ovilja att dela referenser eller ge tillträde till anläggningen: Anseende tillverkare visar stolt fram sina verksamheter. De som undviker granskning har ofta något att dölja.
- Otydliga svar på tekniska frågor: När du ställer frågor om toleransförmåga, materialkompetens eller utrustningsspecifikationer tyder undvikande svar på begränsad verklig kompetens.
- Orealistiska löften: Offerter som är dramatiskt lägre än konkurrenternas eller tidsramar som är omöjligt snabbare än branschens normer tyder ofta på att hörn kommer att klippas av – på ditt bekostnad.
- Dålig kommunikationsrespons: Om det tar veckor att få offertsvaret under försäljningsprocessen kan du bara föreställa dig hur svårt det blir att lösa problem under produktionen.
- Inget dokumenterat kvalitetssystem: Ett CNC-maskinbearbetningsföretag utan ISO 9001- eller motsvarande certifiering saknar de systematiska processer som säkerställer konsekventa resultat.
- Oförmåga att leverera provdelar: Tillverkare som är säkra på sitt arbete lämnar gärna exempel. De som inte kan det saknar möjligen relevant erfarenhet av dina krav.
- Trycktaktik eller avfärdande attityd: Partners som är engagerade i långsiktiga relationer tar tid att förstå dina behov istället for att skynda sig mot undertecknade avtal.
- Oklara prissättningar: Som diskuterats i samband med kostnadsöverväganden förhindrar offertförslag utan detaljerad uppdelning en meningsfull utvärdering och öppnar vägen för dolda avgifter senare.
Enligt forskning inom leverantörsstyrning bör du, om du noterar en kvalitetsnedgång eller flera sena leveranser, inte anta att problemet kommer att lösa sig självt. Identifiera de underliggande orsakerna – oavsett om det handlar om bristande detaljering i dina specifikationer eller om leverantören är överbelastad av efterfrågan – och undersök dina alternativ. Tidiga varningssignaler under utvärderingsfasen förstärks vanligtvis – snarare än försvagas – när produktionen påbörjas.
För specialiserade applikationer, till exempel precisionsvridna komponenter, erbjuder schweiziska skruvmaskinsverkstäder förmågor som allmänna maskinverkstäder inte kan matcha. Samma utvärderingsprinciper gäller dock: verifiera påstådd expertis genom referenser, provexemplar och bedömning av anläggningen i stället för att acceptera marknadsföringspåståenden utan vidare.
Bygga långsiktiga partnerskap
De mest framgångsrika köpare-tillverkare-relationerna utvecklas bortom rent transaktionella utbyten till verkliga partnerskap där båda parter investerar i ömsesidig framgång. Denna omvandling sker inte automatiskt – den kräver medveten insats från båda sidor.
Enligt experter inom partnerskapsutveckling bör du se relationen som ett partnerskap snarare än en affärstransaktion – då kommer du snabbt att upptäcka möjligheter som skapar positiva resultat för båda parter. Vilka unika alternativ erbjuder leverantören för ditt företag? På samma sätt bör du fråga vilka värden ditt företag erbjuder dem.
Effektiv partnerskapsbyggnad inkluderar:
- Att etablera öppna kommunikationskanaler: Dela relevant information proaktivt. Ändringar i ledtider från leverantören eller förskjutningar i efterfrågan bör delas omedelbart för att säkerställa att det inte uppstår överskottslager eller förlust av affärer på grund av låg lagerhållning.
- Att bygga personliga relationer: Att enbart göra affärer tillsammans är tillfredsställande, men de mest framgångsrika affärsrelationerna tar hänsyn till människorna bakom verksamheten. Att lära känna namn, erkänna milstolpar och behandla leverantörskontakter som värderade kollegor bygger upp ett förtroende som överlever de oundvikliga utmaningarna.
- Att regelbundet granska villkoren: Din verksamhet utvecklas med tiden. Sätt er ner med er leverantör minst en gång per år för att granska och uppdatera villkoren i ert avtal. Nya möjligheter, ändrade volymer eller förändrade krav bör diskuteras istället för att antas.
- Att acceptera ömsesidigt ansvar: Om du inte uppfyller dina åtaganden i någon transaktion bör du hantera detta på samma sätt som du skulle hantera ett problem med leverantören. Ensidig skuldbeläggning förstör partnerskap; gemensamt ansvar stärker dem.
- Upprättande av strategier för riskminimering: Ignorera aldrig potentiella avbrott i leveranskedjan. Att diskutera beredskapsplaner innan problem uppstår förhindrar panik när de oåterkalleligt inträffar.
För automotivapplikationer som kräver IATF 16949-certifiering och SPC-styrd produktion innebär att hitta partner som verkligen förstår er bransch en snabbare utveckling av partnerskap. Tillverkare som Shaoyi Metal Technology visar hur certifierade anläggningar kan stödja både snabb prototypframställning och volymproduktion med ledtider så korta som en arbetsdag – den typen av responsivitet som omvandlar leverantörsrelationer till konkurrensfördelar.
Den automatiserade verkstaden eller motormaskinverkstaden som du väljer blir en utvidgning av din tillverkningskapacitet. Deras kvalitet blir din kvalitet. Deras leveransprestation påverkar dina åtaganden gentemot kunderna. Att investera tid i att bygga relationer ger avkastning när brådskande beställningar kräver prioritering eller oväntade utmaningar kräver samarbetsbaserad problemlösning.
Överväg vad som händer när problem uppstår – för det kommer att ske. Enligt relationsexperter är villigheten och förmågan att dela information mellan inköpsavdelningen och din leverantör den avgörande faktorn för att begränsa skadorna för båda parter i leveranskedjan när problem oåterkalleligt uppstår. Partner som kommunicerar öppet hanterar svårigheter tillsammans. De som upprätthåller avståndshandlingar upptäcker ofta problemen först när det är för sent att förebygga skador.
Oavsett om du fyller CNC-jobb internt eller hanterar externa tillverkningsrelationer gäller samma principer: tydliga förväntningar, ärlig kommunikation, ömsesidig investering och delat ansvar skapar partnerskap som levererar konsekvent värde. Dessa relationer – inte bara tekniska förmågor – avgör i slutändan om din sökning efter en CNC-maskinbearbetningsleverantör lyckas eller blir en pågående källa till frustration.
Att agera i samband med din sökning efter en CNC-leverantör
Du har tagit till dig nio avgörande utvärderingskriterier som de flesta CNC-maskinbearbetningsleverantörer hoppas att köpare aldrig överväger. Du förstår skillnaden mellan maskintillverkare och tjänsteleverantörer, känner igen vilka processer som passar dina projekt och vet hur du bedömer kapaciteter, certifieringar, material, tidsramar, kostnader och potentialen för en långsiktig relation. Nu är det dags för sanningens stund: att omvandla denna kunskap till handling.
Skillnaden mellan köpare som kämpar med leverantörens kvalitet och de som bygger pålitliga tillverkningspartnerskap handlar om genomförande. Att veta vad man ska utvärdera betyder ingenting utan en systematisk metod för att faktiskt göra det. Låt oss sammanfatta allt till en praktisk åtgärdsplan som du kan implementera omedelbart.
Din kontrolllista för val av CNC-tillverkare
Innan du kontaktar någon potentiell partner använder du denna sammanställda kontrolllista för att strukturera din utvärdering. Varje punkt representerar en kritisk kontrollpunkt som behandlas i den här guiden – hoppa inte över någon av dem på egen risk.
| Utvärderingskategori | Viktiga frågor att besvara | Verifikationsmetod |
|---|---|---|
| Leverantörstyp | Är de en tjänsteleverantör eller en utrustningstillverkare? | Granska tjänster på webbplatsen, begär en kapacitetsredogörelse |
| Processkapaciteter | Erbjuder de de specifika bearbetningsprocesser som dina delar kräver? | Utrustningslista, provdelar, besök på anläggningen |
| Tekniska specifikationer | Kan de uppnå de toleranser som du kräver, konsekvent? | Produktionsdata, första-artikelrapporter, referenser |
| CERTIFIERINGAR | Har de certifieringar som krävs för er bransch? | Kopior av certifikat, revisionsresultat, kundpoängkort |
| Materiell expertis | Vilken procentandel av deras arbete omfattar just era specifika material? | Produktionshistorik, provdelar, verktygsstrategier |
| Kapacitet och tidsplan | Kan de uppfylla era leveranskrav med hänsyn till deras nuvarande arbetsbelastning? | Mått på i tid levererade order, data om kapacitetsutnyttjande |
| Pristransparens | Bryter deras offert ned kostnadskomponenterna tydligt? | Detaljerade offertförslag, jämförbara specifikationer mellan leverantörer |
| Kommunikationskvalitet | Hur responsiva och tydliga är deras inledande kontakter? | Svarstider, frågornas tydlighet, proaktiv informationsspridning |
När man jämför CNC-maskinmärken eller utvärderar olika CNC-bearbetningscentraler är denna ram universellt tillämpbar. De bästa CNC-maskinerna betyder ingenting om leverantören av tjänster som driver dem saknar den expertis, certifieringar eller kapacitet som ditt projekt kräver. På samma sätt kan den bästa CNC-lösningen för en köpare vara helt felaktig för en annan – funktionsanpassning är alltid viktigare än generiska rankningar.
Ta nästa steg
Redo att gå från utvärdering till handling? Följ denna prioriterade sekvens för att effektivt identifiera och engagera din idealiska CNC-tillverkningspartner.
- Definiera dina krav exakt: Dokumentera delspecifikationer, toleranser, material, kvantiteter, tidsplaner och krav på kvalitetsdokumentation innan du kontaktar någon. Ofullständig information ger ofullständiga offertförslag.
- Skapa en kortlista med 3–5 kandidater: Använd branschregister, rekommendationer och onlineforskning för att identifiera tillverkare vars angivna kompetenser stämmer överens med dina krav. Sök efter bevis på relevant branscherfarenhet.
- Skicka identiska förfrågningar om offert (RFQ) till varje kandidat: Leverera fullständiga tekniska paket med identiska specifikationer. Detta möjliggör en meningsfull jämförelse i stället för att jämföra äpplen med apelsiner.
- Utred svaren med hjälp av din kontrolllista: Ge varje tillverkare poäng baserat på ovanstående kriterier. Notera vilka frågor de svarar utförligt på jämfört med de frågor de undviker eller ignorerar.
- Begär referenser och verifiera påståenden: Kontakta befintliga kunder inom liknande branscher. Fråga specifikt om kvalitetskonsekvens, leveransprestanda och problemhantering.
- Utför en anläggningsbedömning: För betydelsefulla produktionsrelationer besök anläggningen eller begär en virtuell tur. Bilder på maskinverkstäder berättar en del av historien; att observera verksamheten avslöjar resten.
- Börja med en provorder: Placera en mindre beställning innan du begär produktionsvolymer, för att verifiera att de angivna kapaciteterna verkligen överensstämmer med den faktiska prestandan.
- Bygg relationen med avsikt: När du har identifierat en kompetent partner bör du investera i kommunikation, dela prognoser och behandla dem som en utvidgning av ditt eget team snarare än som en transaktionell leverantör.
Tillverkaren med det lägsta offertpriset levererar sällan det bästa värdet. Prioritera kapacitetsanpassning – alltså att matcha deras verkliga styrkor mot dina specifika krav – framför pris ensamt. En partner som konsekvent levererar kvalitetsdelar i tid och till rimliga priser presterar bättre än en billig leverantör som orsakar kvalitetsbrister, missade leveransdatum och ständigt krissituationer.
Bland de många CNC-märken som tävlar om er verksamhet är CNC-maskinmärken som specialiserar sig på er bransch och material konsekvent bättre än generalister som påstår att de har breda kapaciteter. De bästa CNC-maskinerna för luft- och rymdfartsapplikationer skiljer sig från de som är optimerade för bilproduktion eller tillverkning av medicintekniska apparater. Er utvärderingsram hjälper till att identifiera vilken tillverkares styrkor verkligen stämmer överens med era behov.
För läsare som söker CNC-bearbetning av bilar med certifierade kvalitetssystem är tillverkare som Shaoyi Metal Technology exempel på vad verklig kapacitet ser ut som i praktiken. Deras IATF 16949-certifiering, implementering av statistisk processkontroll och ledtider så snabbt som en arbetsdag möter exakt de krav som bilköpare prioriterar. Oavsett om ni behöver precisionschassinmonteringar eller anpassade metallbussningar erbjuder certifierade anläggningar som deras kvalitetssystem och produktionsflexibilitet som omvandlar leverantörsrelationer till konkurrensfördelar.
Din sökning efter tillverkare av CNC-maskiner behöver inte vara en frustrerande övning i att jämföra marknadsföringspåståenden. Med dessa nio utvärderingskriterier har du nu ramverket för att se igenom bruset och identifiera partners som kan leverera verkligt värde. Tillverkarna som hoppas att du aldrig kontrollerar dessa kriterier är precis de du bör undvika. De som välkomnar granskning – som ger transparenta svar, dokumenterade kapaciteter och verifierbara referenser – är de partners som är värd att bygga relationer med.
Ta det första steget idag: definiera dina krav, skapa din korta lista och börja de samtal som leder till tillverkningspartnerskap som du kan lita på under många år framöver.
Vanliga frågor om CNC-maskinbearbetningsleverantörer
1. Vad är skillnaden mellan tillverkare av CNC-maskiner och leverantörer av CNC-bearbetningstjänster?
Tillverkare av CNC-maskiner, såsom Haas, Mazak och DMG MORI, designar och bygger de faktiska CNC-utrustningarna för fabriker. Leverantörer av CNC-bearbetningstjänster äger och driver dessa maskiner för att tillverka anpassade komponenter å ditt vägnar. När du söker komponenter behöver du tjänsteleverantörer; när du köper utrustning till din anläggning bör du kontakta maskintillverkare. Denna skillnad förhindrar slöseri med tid genom att undvika kontakt med fel typ av leverantör.
2. Vilka är de bästa CNC-bearbetningsföretagen i USA?
De bästa CNC-bearbetningsföretagen beror på dina specifika krav. Bland de ledande leverantörerna finns Uptive Manufacturing för allmän precisionsarbete, Makino för högpresterande applikationer samt specialiserade verkstäder som Shaoyi Metal Technology för bilarrelaterade komponenter med IATF 16949-certifiering. Utvärdera leverantörerna utifrån certifieringar som motsvarar din bransch, materialkompetens, toleranskapsligheter och produktionskapacitet snarare än generiska rankningar.
3. Hur väljer jag rätt CNC-bearbetningsleverantör för mitt projekt?
Välj en CNC-bearbetningsleverantör genom att utvärdera nio nyckelkriterier: kontrollera att de är en tjänsteleverantör (inte tillverkare av utrustning), bekräfta att deras processkapaciteter motsvarar dina delar, granska deras toleransuppnåenden med dokumenterad bevisning, verifiera branschcertifieringar (ISO 9001, AS9100, IATF 16949), bedöma deras kompetens inom material, granska kapacitet och ledtider, analysera prisöppenhet, utvärdera kommunikationskvaliteten och begär referenser från liknande projekt.
4. Vilka certifieringar bör en CNC-bearbetningsleverantör ha?
Krävda certifieringar beror på din bransch. ISO 9001 utgör grundläggande krav för kvalitetsstyrning. För luft- och rymdfartsprojekt krävs AS9100-certifiering med förstärkt spårbarhet och riskhantering. För bilmotor- och fordonskomponenter krävs IATF 16949 för statistisk processtyrning och felpreventiv åtgärd. För medicintekniska produkter krävs ISO 13485 för efterlevnad av FDA:s krav. För försvarsrelaterade produkter krävs ITAR-registrering för hantering av kontrollerad teknisk information.
5. Vilka faktorer påverkar kostnaderna och ledtiden för CNC-bearbetning?
Bearbetningstiden utgör 50–70 % av kostnaderna och påverkas av delens komplexitet, toleranser och maskintyp. Materialkostnaderna varierar kraftigt – aluminium är ekonomiskt medan titan kräver en premiumprissättning. Inställningskostnaderna är fasta oavsett antal, vilket gör större partier mer kostnadseffektiva per del. Ledtiderna beror på materialtillgänglighet, komplexitet, tillverkarens kapacitet samt sekundära operationer som värmebehandling eller beläggning.