 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Hemligheterna med offertförfrågningar för CNC-maskiner: 8 kostnadsfaktorer som verkstäder inte berättar om

Förståelse av CNC-maskinoffert och varför de är viktiga
Har du någonsin undrat hur mycket det kostar att tillverka en metallkomponent? Svaret är inte lika enkelt som att kolla ett prisetikett. En CNC-maskinoffert representerar långt mer än en enkel dollarsiffra – den är en omfattande vägledning som avslöjar tillverkningskomplexiteten , leverantörens kapacitet och projektets genomförbarhet i ett enda dokument.
Tänk på det så här: när du får ett offert för maskinbearbetade delar tittar du egentligen på en detaljerad uppdelning av alla resurser, färdigheter och timmar som kommer att gå åt för att omvandla råmaterial till din färdiga komponent. Att förstå denna process hjälper dig inte bara att budgetera korrekt – den omvandlar dig från en passiv köpare till en informerad förhandlare som kan identifiera möjligheter till kostnadsbesparingar och undvika dyra överraskningar.
Vad en CNC-offert faktiskt inkluderar
Ett professionellt offertförslag för CNC-bearbetning går långt bortom en enkel redovisning av priset för en CNC-maskin. Enligt branschexperter är ju mer detaljer som inkluderas i offerten, desto bättre är du positionerad att fatta välgrundade beslut. Här är de centrala komponenterna som du bör förvänta dig att se:
- Delspecifikationer: Mått, toleranser och geometriska krav som härrör från dina 2D-ritningar eller ritningsunderlag
- Materialkostnader: Pris på råmaterial, vilket kan påverka din totala CNC-maskinkostnad kraftigt
- Bearbetningstid: Uppskattade arbetstimmar baserat på delens komplexitet, verktygsbyten och skäroperationer
- Krav på efterbehandling: Kompletterande operationer såsom ytbearbetningar, beläggningar eller graveringar
- Ledtid: Produktionsplan från orderbekräftelse till leverans
- Pris per kvantitet: Kostnadsuppdelning baserad på volym, som visar ekonomier vid storskalig produktion
Varför noggrannhet i offerten avgör projektets framgång
Här är något som de flesta butiker inte kommer att berätta för dig direkt: kalla offertförslag – alltså sådana som lämnas in utan noggrann granskning eller detaljerade specifikationer – leder ofta till budgetöverskridningar och tidsplaneringskatastrofer. När en leverantör av CNC-bearbetning skyndar på offertprocessen lägger de vanligtvis till en reserv för osäkerheter för att skydda sig mot okända variabler.
En detaljerad och korrekt offert har flera avgörande funktioner. För det första hjälper den dig uppskatta de totala projekt kostnaderna och budgetera därefter. För det andra fastställer den tydliga förväntningar kring kvalitetskontrollåtgärder och tillverkningsprocesser. För det tredje minskar den missförstånd genom att säkerställa att alla – från ingenjörer till inköpsavdelningar – arbetar utifrån samma handbok.
Köparens fördel med att förstå offertförslag
Varför bör du investera tid i att lära dig offertprocessen? För att kunskap direkt omvandlas till förhandlingsfördel. När du förstår vad som påverkar prissättningen kan du fatta smartare beslut om konstruktionsändringar, materialval och produktionsvolymer innan du binder dig vid en leverantör.
Tänk på detta: leverantörer som får väl förberedda RFQ:er (förfrågningar om offert) svarar vanligtvis snabbare och med mer konkurrenskraftiga priser. De spenderar mindre tid på att klargöra oklarheter och kan istället fokusera på att leverera korrekta siffror. Resultatet? Du får offertpriser som återspeglar de faktiska tillverkningskostnaderna snarare än överdrivna uppskattningar som är avsedda att täcka okända faktorer.
Genom hela den här guiden kommer du att upptäcka de specifika faktorer som påverkar varje post i din offert – och ännu viktigare, hur du kan använda den kunskapen för att säkra bättre priser, snabbare genomloppstider och högre kvalitet på fräsade delar för ditt nästa projekt.
Nyckelfaktorer som påverkar din CNC-fräsningsoffert
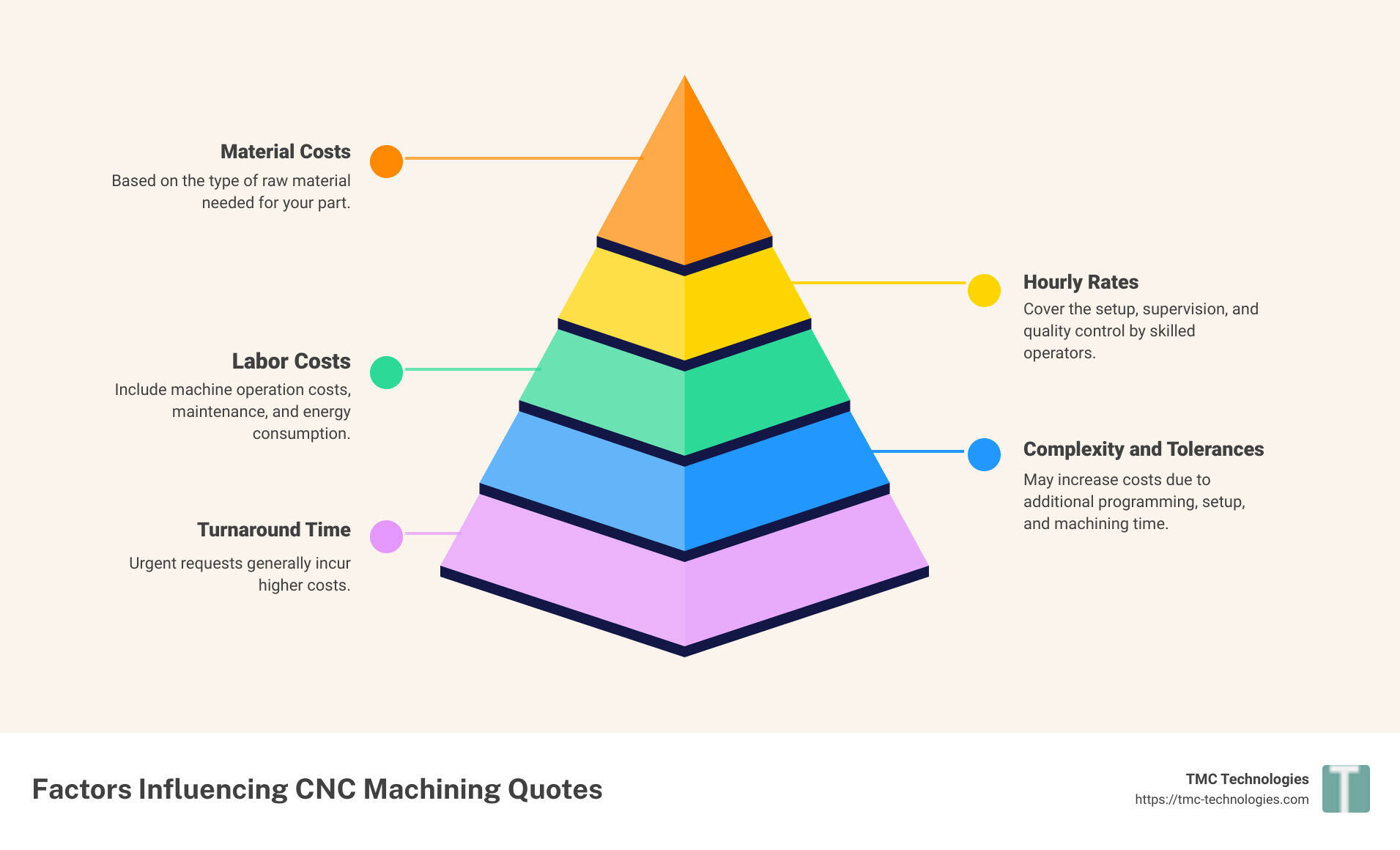
Så vad påverkar egentligen siffrorna i ditt offertförslag? Att förstå dessa prissättningsfaktorer ger dig möjlighet att fatta strategiska beslut om design och inköp . Låt oss gå igenom de sex huvudsakliga faktorerna som maskinverkstäder använder för att beräkna din slutgiltiga kostnad – och varför var och en av dem är viktigare än du kanske tror.
Materialval och kostnadsimpact
Ditt materialval påverkar långt mer än bara råmaterialkostnaderna. Enligt branschanalys påverkar materialvalet verktygsnötning vid fräsning, bearbetningshastighet och till och med kraven på efterbearbetning – allt detta samverkar och påverkar din slutgiltiga offert.
Tänk på skillnaden mellan aluminium och titan. Aluminium kan bearbetas snabbt med standardverktyg och ger minimal verktygsnötning. Titan å andra sidan kräver specialiserade skärande verktyg, långsammare bearbetningshastigheter och oftare verktygsbyten. Resultatet? En del i titan kan kosta tre till fem gånger mer än en identisk del i aluminium.
Här är vad många köpare missar: exotiska material som rostfritt stål 316L eller specialplaster som polyacetal kräver annat hanteringsarbete under hela tillverkningsprocessen. Dessa material kan kräva specifika kylmedel, dedicerade maskininställningar eller ytterligare kvalitetskontroller – alla faktorer som höjer ditt offertpris.
Vanliga materialkategorier och deras kostnadsimplikationer inkluderar:
- Aluminiumlegeringar (6061, 7075): Utmärkt bearbetbarhet, lägre verktygsslitage, kostnadseffektiv lösning för de flesta applikationer
- Rostfria stål: Hårdare material som kräver lägre hastigheter och mer robusta verktyg
- Tekniska plaster (delrin, nylon för bearbetning): Mjukare material som bearbetas snabbt men kan kräva noggrann temperaturhantering
- Titan och superlegeringar: Premiumprissättning på grund av materialkostnaden och de utmanande bearbetningsegenskaperna
- Specialplattor (lexanplatta, akryl): Kräver specifika skärparametrar för att förhindra sprickbildning eller smältning
Hur delkomplexitet påverkar bearbetningstiden
Föreställ dig två delar med identiska mått—den ena är en enkel rektangulär blockform, den andra har interna hålrum, underkutningar och tunna väggar. Trots att de har samma kontur kan den komplexa delen ta tio gånger längre tid på en CNC-fräs. Den här tidskillnaden översätts direkt till kostnad.
Delenas komplexitet påverkar prissättningen genom flera kanaler. Tillverkningsexperter påpekar att komplexa geometrier ofta kräver fleraxliga maskiner, specialanpassade fästen och flera verktygsbyten—var och en av dessa faktorer lägger till tid och kostnad för ditt projekt.
Funktioner som avsevärt ökar bearbetningstiden inkluderar:
- Djupa fickor och hålrum: Kräver längre verktygsräckvidd och långsammare skärhastigheter för att förhindra verktygsavböjning
- Tunna väggar: Kräver noggranna bearbetningsstrategier för att undvika deformation
- Skarpa inre hörn: Kan kräva EDM eller flera olika verktygsbaserade tillvägagångssätt
- Underkast: Kräver ofta 5-axlig bearbetning eller anpassade fästen
- Flera inställningar: Varje gång delen måste ompositioneras läggs installations- och inställningstid till din kostnad
Bra nyheter? Att förenkla konstruktioner där det är funktionellt möjligt kan drastiskt minska ditt offertpris. Att eliminera onödiga funktioner, öka radier på inre hörn och utforma för bearbetning i en enda uppsättning är alla strategier som ger verkliga besparingar utan att prestanda försämras.
Toleransspecifikationer och prisrelation
Här är en hemlighet som många verkstäder inte frivilligt avslöjar: överdriven toleransangivelse är ett av de dyraste misstagen köpare gör. Enligt experter inom precisionsbearbetning är standardtoleranser på ±0,005 tum uppnåeliga på de flesta maskiner med minimal kostnadspåverkan. Men om du skärper toleransen till ±0,001 tum kan du dubbla kostnaden per del.
Varför så stor skillnad? Strängare toleranser kräver lägre skärhastigheter, fler kontrollsteg, klimatkontrollerade miljöer och ofta specialiserad mätutrustning. Varje toleransangivelse på din ritning innebär en åtagande av tid och resurser.
Specifikationer för ytyta följer samma mönster. En standardbearbetad yta kan eventuellt inte öka din grundpris alls, medan en spegelblank polering kan öka kostnaderna med 30 % eller mer på grund av ytterligare bearbetningspass och manuell efterbehandling. Delrin-plast och liknande konstruktionsmaterial uppnår ofta utmärkta ytytor direkt från maskinen, vilket gör dem till kostnadseffektiva val när utseendet är viktigt.
Antal, ledtid och volymrabatter
Ekonomin för CNC-bearbetning gynnar stora volymer. Inställningskostnader – programmering, spännutrustning, verktygsval – förblir relativt konstanta oavsett om du beställer 10 delar eller 1 000. Att sprida dessa fasta kostnader över fler enheter minskar dramatiskt priset per styck.
Branschdata bekräftar att större produktionsvolymer drar nytta av rabatter för stora kvantiteter, där kostnaden per del sjunker kraftigt ju större antalet blir. Prototypserier kan kosta 50–100 USD per del, medan samma komponent i produktionskvantiteter kan kosta 5–15 USD per styck.
Ledtidens brådskande karaktär verkar i motsatt riktning. Brådskande beställningar kräver övertid, expedierad materialinköp och störningar i produktionsplaneringen – allt vilket medför högre priser. Att planera i förväg och ange flexibla tidsramar ger leverantörerna utrymme att optimera sina produktionsplaner, vilket ofta resulterar i bättre priser för dig.
| Fabrik | Exempel med låg påverkan | Exempel med hög påverkan | Typisk kostnadsinverkan |
|---|---|---|---|
| Materialval | Aluminium 6061 | Titan Grade 5 | 2–5 gånger grundkostnaden |
| Komplexitet hos delen | Enkel prismatisk form | Djupa hålrum med underkastningar | 3–10 gånger längre bearbetningstid |
| Toleranskrav | ± 0,005 tum (standard) | ± 0,001 tum eller strängare | 1,5x–3x inspektions- och bearbetningskostnad |
| Ytbehandling | Som bearbetat (125 Ra) | Spegelpolering (8 Ra eller bättre) | 1,2x–2x avslutningskostnad |
| Beställningsmängd | serietillverkning på 1 000+ enheter | 1–5 prototypdelar | 5x–20x skillnad i styckkostnad |
| Leveranstid | 4–6 veckors standardtid | expressbeställning på 3–5 dagar | 1,25x–2x expresspremie |
Att förstå dessa faktorer hjälper inte bara till att tolka offertförfrågningar – det ger dig också möjlighet att utforma smartare, ange lämpliga specifikationer och förhandla utifrån kunskap. I nästa avsnitt får du lära dig exakt vilken information du ska ange när du begär offert för att säkerställa så exakt prissättning som möjligt.
Viktig information för att begära exakta offertförfrågningar
Är du redo att begära en offert för en CNC-maskin? Här är den obekväma sanningen: kvaliteten på den information du tillhandahåller avgör direkt hur snabbt och exakt din offert kommer att bli. Varje dag tar maskinverkstäder emot förfrågningar som säger något i stil med "Kan ni bearbeta detta? Hur mycket kostar det?" med endast en fil bifogad. Resultatet? En frustrerande e-postkommunikation som omvandlar en 2-timmarsoffert till en 3-dagarsdiskussion.
Enligt leverantörer av precisionsbearbetningstjänster , 80 % av offertfördröjningarna beror på att bara 20 % av informationen saknas. Den goda nyheten? Att förbereda ett komplett RFQ-paket är inte komplicerat – du behöver bara veta vilken information leverantörerna faktiskt behöver för att kunna ge dig korrekta prisuppgifter.
CAD-filformat som förenklar offertställning
Låt oss börja med det vanligaste felet: val av filformat. Att skicka fel filtyp kan stoppa hela din offertprocess innan den ens har börjat.
Detta är vad du behöver veta: STEP-filer (.step eller .stp) är branschstandard för offertställning av CNC-bearbetade delar. De innehåller exakt 3D-geometri, konstruktionsdata och korrekta mått – allt som krävs för programmering av maskinbearbetade delar. STL-filer? Det är meshapproximationer bestående av trianglar – utmärkta för 3D-utskrift, men helt olämpliga för CNC-fräsning där dimensionell noggrannhet krävs.
Tänk på det så här: att begära stränga toleranser med en STL-fil är detsamma som att begära undermillimeter-noggrannhet baserat på en handritad skiss. Filformatet kan helt enkelt inte representera den nivån av precision.
Önskade filformat i ordning efter användbarhet:
- STEP (.step, .stp): Första valet—universell kompatibilitet, exakt geometri, fungerar med alla CAM-system
- Parasolid (.x_t, .x_b): Utmärkt för komplexa ytor och högkvalitativa applikationer
- IGES (.igs, .iges): Äldre standard men fortfarande acceptabel för de flesta verkstäder
- PDF-ritningar: Ofrånkomlig kompletterande dokumentation för GD&T-angivelser och kritiska mått
- Nativa CAD-filer: SolidWorks, Fusion 360 eller liknande—hjälpsamt men inte alltid kompatibelt
Proftips: inkludera alltid en PDF-teknisk ritning tillsammans med din 3D-modell. STEP-filer visar inte gängangivelser, toleransspecifikationer eller krav på ytyta. Denna kompletterande dokumentation eliminerar gissningar och snabbar upp ditt offertförslag.
Kontrolllista för tekniska specifikationer för korrekta offertförslag
Vad skiljer ett offertförfrågningsärende som besvaras inom 4 timmar från ett som tar 3 dagar? Fullständig information. Här är den prioriterade kontrollistan som leverantörer av precisionsbearbetning rekommenderar vid inlämning av offertförfrågningar (RFQ):
- CAD-fil (STEP-format): Ren geometri utan onödiga lager, block eller hjälpelement
- Materialspecifikation: Exakt legering och härdning – "6061-T651-aluminium" och inte bara "aluminium"
- Mängd: Nuvarande order plus potentiell framtida volym (detta påverkar beslut om verktyg och fästutrustning)
- Toleranskrav: Allmän tolerans samt specifika toleransangivelser för kritiska funktioner
- Ytbehandling: Ra-värden eller beskrivande krav (som-maskinerad, anodiserad, polerad)
- Gängdetaljer: Storlek, standard, klass och djup för alla gängade funktioner
- Sekundära operationer: Anodisering, beläggning, värmebehandling eller andra ytbehandlingsprocesser
- Tidslinje förväntningar: Specifik leveransdatum eller indikation på flexibilitet
- Delens funktionssammanhang: Hur komponenten kommer att användas och vilka delar den samverkar med
För specialmaterial som används i CNC-acryl-tjänster eller applikationer för CNC-bearbetning av akryl blir ytterligare specifikationer avgörande. Plaster kräver andra skärparametrar än metaller – information om avsedd miljö, temperaturpåverkan och kemisk resistens hjälper leverantörer att välja lämpliga bearbetningsstrategier.
På samma sätt kräver CNC-bearbetning av polykarbonat noggrann uppmärksamhet för att förhindra sprickor eller spänningsmärken. Att kommunicera dessa krav redan från början förhindrar kostsamma omarbetsuppgifter och säkerställer att dina delar uppfyller de funktionella kraven.
Vanliga informationsskillnader som försenar ditt citat
Varför leder ofullständiga specifikationer till förhöjda citat? Eftersom osäkerhet innebär risk, och tillverkare inkluderar risken i sina citat. När leverantörer inte kan fastställa exakta krav lägger de till en reserv för att skydda sig mot okända variabler.
Branschexperter bekräftar att erfarna CNC-verkstadsgrupper granskar beställningspaket för inkonsekvenser, stränga toleranser, problem och processutmaningar innan de genererar citat. Saknad information utlöser ytterligare granskningsomgångar och leder ofta till försiktiga (högre) prissättningar.
De vanligaste informationsskillnaderna som försenar citat för CNC-prototyper inkluderar:
- Otydliga materialspecifikationer: "Rostfritt stål" kan syfta på 304, 316 eller 17-4 PH – var och en med markant olika kostnader och bearbetningsegenskaper
- Saknade gängangivningar: Gängspecifikationer syns inte i STEP-filer och måste dokumenteras uttryckligen
- Okänt toleransavtal: Att ange stränga toleranser överallt signalerar osäkerhet och ökar kostnaderna onödigt
- Ospecificerade ytfinishkrav: "Polerad" betyder olika saker för olika personer – Ra-värden eliminerar tvetydigheter
- Dolda sekundära bearbetningsoperationer: Att begära anodisering eller beläggning efter att ett offertförslag mottagits kräver en helt ny utvärdering
Överväg skillnaden mellan dessa två verkliga offertförfrågningar för samma komponent:
"Kan ni bearbeta denna aluminiumhållare? Hur mycket kostar det?"
Jämfört med:
"Offert för motoradapterhållare: aluminium 6061-T651, 1 styck prototyp nu och serieproduktion på 50 enheter under andra kvartalet, allmän tolerans ±0,005 tum med ±0,002 tum på monteringshål, svart anodisering av typ II, (4 st) gängor 10-32 med en djup på 0,375 tum. Prototypen behövs senast den 15 mars för monteringskontroll. STEP-fil och PDF med GD&T bifogas."
Den första förfrågan genererar flera uppföljningsmejl. Den andra får en offert samma dag utan någon återkoppling alls. Ännu viktigare är att den andra offerten kommer att vara mer exakt, eftersom leverantören inte lägger till marginaler för okända faktorer.
Att ägna 15 minuter åt att förbereda ett komplett RFQ-paket ger avkastning genom hela projektet – snabbare offertförslag, mer konkurrenskraftiga priser och färre överraskningar under produktionen. Nu när du vet vilken information som ska anges kan vi undersöka de olika metoderna för att erhålla offertförslag och när varje tillvägagångssätt är mest lämpligt.
Online-omedelbara offertförslag jämfört med traditionella RFQ-processer
Nu när du vet vilken information som ska inkluderas i din offertförfrågan blir nästa fråga: var ska du faktiskt skicka in den? Idagens CNC-maskineringsscen erbjuder två skilda vägar – snabba onlineoffertplattformar som ger prisuppgifter på sekunder och traditionella RFQ-processer som innebär direkt kommunikation med CNC-tjänsteleverantörer. Varje tillvägagångssätt har verkliga fördelar, och ett välgrundat val kan spara dig tid, pengar och frustration.
Här är vad de flesta köpare inte inser: Den bästa metoden beror helt och hållet på dina specifika projektets egenskaper. Enkla prototypmaskineringsuppdrag fungerar utmärkt på onlineplattformar, medan komplexa arbetsuppgifter med hög tolerans ofta gynnas av den mänskliga insikten i traditionella offertprocesser. Låt oss gå igenom exakt hur varje tillvägagångssätt fungerar, så att du kan fatta ett informerat beslut.
Förklaring av snabba onlineoffertplattformar
Föreställ dig att ladda upp din CAD-fil och få ett CNC-erbjudande online inom 60 sekunder. Det är löftet från plattformar för omedelbara offertförslag – och för standarddelar levererar de imponerande resultat.
Dessa system använder sofistikerade algoritmer, artificiell intelligens och maskininlärning för att analysera den uppladdade geometrin, uppskatta bearbetningstiden och automatiskt beräkna priset. Enligt branschanalys kan ledande plattformar minska traditionella offerttider med upp till 90 %, vilket gör att ingenjörer kan fokusera på designiteration istället för att vänta dagar på prisfeedback.
Tekniken fungerar bäst för enkla geometrier. När du skickar in en begäran via plattformar som Xometry eller Protolabs utvärderar deras system:
- Delgeometri: Volym, yta och komplexitet hos funktioner
- Materialval: Prissättning baserad på standardmaterialbibliotek
- Toleranskrav: Konsekvenser av standard- jämfört med precisionsbearbetning
- Antal och ledtid: Volymrabatter och extra avgifter för expedierad leverans
Det största fördelen? Hastighet och tillgänglighet. Online-offertförslag för maskinbearbetning är tillgängliga dygnet runt, vilket gör att användare världen över kan jämföra kostnader för olika material och ytytor direkt. För prototypbearbetning och småserietillverkning av standarddelar är denna bekvämlighet omvändande.
I praktiken visar dock tester begränsningar. Ett ingenjörsteam upptäckte att AI-system ibland feltolkar designavsetningen – och straffar genomtänkta designändringar som faktiskt förenklar tillverkningen. I deras test ökade offertpriset när de lade till radier för att eliminera skarpa hörn (vilket minskar maskinbearbetningskomplexiteten), eftersom algoritmen tolkade radierna som ytterligare funktioner.
Fördelar med omedelbara onlineplattformar
- Offertförslag levererade inom sekunder till minuter istället för dagar
- tillgänglighet dygnet runt för globala team
- Direkt feedback om design för tillverkning (DFM)
- Lätt kostnadsjämförelse mellan olika material och kvantiteter
- Effektiviserad beställningsprocess så snart offerten godkänts
Nackdelar med omedelbara onlineplattformar
- Algoritmer kan missa tolka komplexa geometrier, vilket leder till pristillfälligheter på ±10–15 %
- Begränsad flexibilitet för icke-standardmaterial eller exotiska specifikationer
- Mindre möjlighet till förhandling eller designrådgivning
- Kvalitetskonsekvensen varierar mellan olika leverantörsnätverk
- Minskad insyn i vilken tillverkare som faktiskt tillverkar dina delar
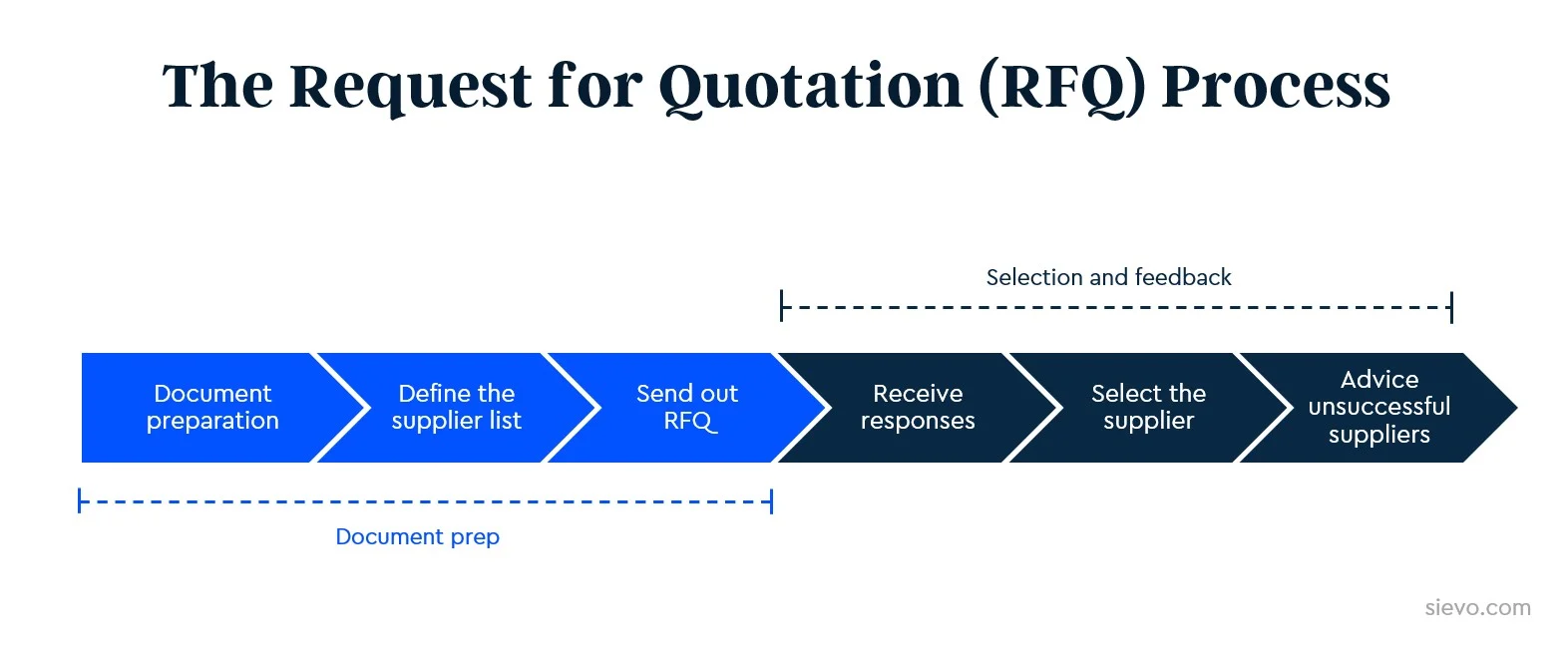
Traditionell RFQ-process med maskinverkstäder
Det traditionella tillvägagångssättet innebär att du skickar dina specifikationer direkt till CNC-verkstäder och får manuellt utarbetade offertförslag. Det är långsammare – vanligtvis tar det 12–48 timmar att få de första offerten – men erbjuder fördelar som algoritmer helt enkelt inte kan återge.
När erfarna ingenjörer granskar dina ritningar beräknar de inte bara bearbetningstiden. De identifierar potentiella tillverkningsrelaterade problem, föreslår kostnadsbesparande alternativ och förtydligar oklara specifikationer innan de lämnar ett offertförslag. Denna mänskliga intelligens upptäcker nyanser som automatiserade system missar.
Tillverkningsexperter noterar att så snart en traditionell verkstad har mottagit er förfrågan om offert (RFQ) granskar produktionsingenjörerna den omedelbart och svarar vanligtvis inom 12 timmar – ibland mycket snabbare – med en exakt prisuppgift och, om det behövs, en DFM-rapport. Endast den rapporten kan spara dig tusentals kronor genom att identifiera designändringar innan produktionen påbörjas.
Traditionell offertställning är särskilt lämplig för:
- Komplexa geometrier: Delar som kräver 5-axlig bearbetning, specialgrip, eller specialverktyg
- Icke-standardmaterial: Exotiska legeringar, specialplaster eller kundlevererad råvara
- Höga krav på precision: Extremt strikta toleranser där mänsklig bedömning är avgörande
- Storskaliga projekt: Produktionsvolymer där relationer och prissättningens förhandling blir värdefulla
- Specialiserade branscher: Luft- och rymdfart, medicinsk utrustning eller försvarsapplikationer som kräver certifieringar och spårbarhet
Kompromissen gäller tiden. Traditionella offertförfrågningar kräver kommunikation fram och tillbaka, särskilt för komplexa projekt. Men den kommunikationen avslöjar ofta kostnadsbesparingsmöjligheter som snabba system helt missar.
Att välja rätt tillvägagångssätt för ditt projekt
Vilken metod bör du använda? Svaret beror på dina projekts egenskaper, tidspress och hur mycket designflexibilitet du fortfarande har kvar.
Överväg att använda onlineplattformar när du behöver snabb leverans av standarddelar i vanliga material och med vanliga toleranser. De är idealiska för snabba prototypitereringar där du testar koncept snarare än tillverkar slutgiltiga komponenter.
Välj traditionella RFQ-processer när ditt projekt innefattar komplexa geometrier, specialkrav eller när det är viktigt att bygga ett långsiktigt leverantörsförhållande. Investeringen i kommunikation i början ger ofta avkastning genom mer exakta prisuppgifter och bättre tillverkningsresultat.
Branschexperter föreslår att inköpsavdelningar kan kombinera flera plattformar för att balansera hastighet, genomskinlighet, kapacitet och risk över olika utvecklingsfaser. Använd omedelbara offertförslag för prototypframställning i tidiga faser och kostnadskalkylering, och övergå sedan till traditionella RFQ-processer när konstruktionerna mognar och kraven på noggrannhet ökar.
| Dimension | Onlineomedelbar offert | Traditionell RFQ-process |
|---|---|---|
| Offerttid | 5–60 sekunder | 12 timmar till 3 dagar |
| Noggrannhet för komplexa delar | prisavvikelse på ±10–15 % möjlig | Hög noggrannhet med teknisk granskning |
| Anpassningsflexibilitet | Begränsat till plattformens parametrar | Fullständigt anpassningsbara specifikationer |
| Kommunikationsdjup | Automatiserade svar, begränsad dialog | Direkt ingenjör-till-ingenjör-diskussion |
| DFM-återkoppling | Automatiserad analys, kan missa nyanser | Expertrekommendationer och alternativ |
| Materiella alternativ | Standardbibliotek (50–150 material) | Nästan obegränsat, inklusive exotiska material |
| Prisförhandling | Fastpriser, endast volymrabatter | Flexibelt, beroende på relation och volym |
| Bästa användningsfall | Prototyper, standarddelar, snabba kostnadsuppskattningar | Komplexa delar, produktionslöpningar, specialkrav |
En sista övervägande aspekt: datasäkerhet. Att ladda upp ägda CAD-filer till onlineplattformar väcker immaterialrättsliga bekymmer för vissa organisationer. Även om pålitliga plattformar använder säkra servrar och erbjuder sekretessavtal (NDA), kan företag med känslomässiga konstruktioner föredra de direkta relationerna och sekretessavtalen som är tillgängliga genom traditionella maskinbearbetningspartner.
Oavsett vilken väg du väljer ger förståelsen för hur maskinernas kapacitet påverkar prissättningen dig en ytterligare insikt. I nästa avsnitt undersöker vi hur skillnaden mellan 3-axlig och 5-axlig bearbetning påverkar ditt offertförslag kraftigt – och när den högre kostnaden för fleraxlig bearbetning faktiskt är värd att betala.
Hur 3-axlig och 5-axlig bearbetning påverkar ditt offertförslag
Har du någonsin lagt märke till att två tydligt liknande delar kan generera helt olika offertförslag för CNC-bearbetning? Svaret ligger ofta i vilken maskin verkstaden planerar att använda. Skillnaden mellan en 3-axlig CNC-maskin och en 5-axlig CNC-maskin är inte bara teknisk fackterminologi – den avgör direkt din slutliga kostnad, ledtid och möjliga delkomplexitet.
Här är verkligheten: Utrustning med fem axlar kräver en högre initial investering och mer sofistikerad programmering, vilket leder till högre timkostnader. Men denna extra kostnad är inte alltid en dålig affär. För rätt delar minskar fleraxlig bearbetning faktiskt den totala kostnaden genom att eliminera flera monteringssteg och förbättra kvaliteten. Att förstå när varje metod är lämplig ger dig möjlighet att ifrågasätta offertförslag och optimera dina konstruktioner.
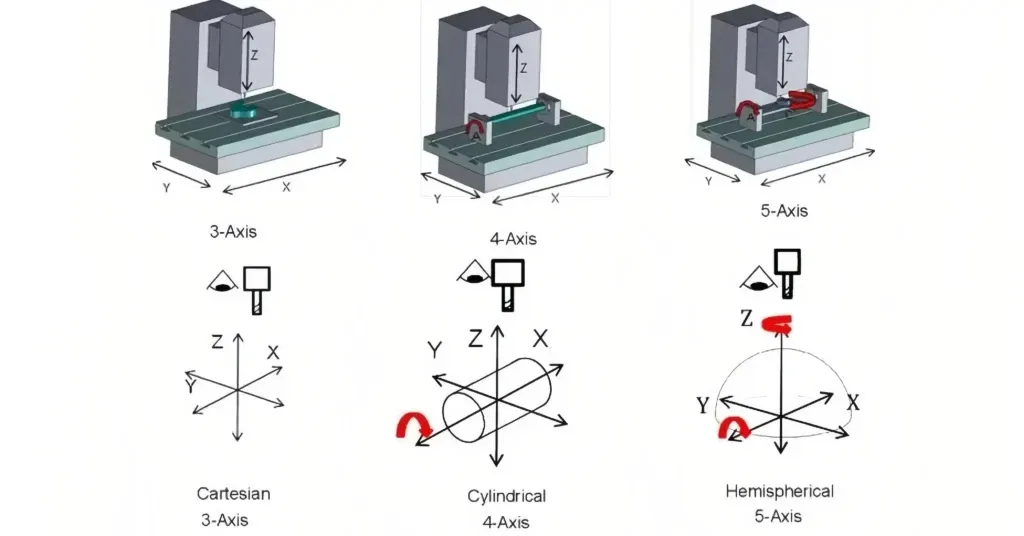
När 3-axlig bearbetning uppfyller dina behov
En CNC-maskin med tre axlar rör verktyget längs tre vinkelräta riktningar: X, Y och Z. Arbetsstycket står stilla på bordet medan spindeln närmar sig från ovan. Låter det enkelt? Det är det – och denna enkelhet översätts direkt till kostnadsbesparingar.
Enligt tillverkningsexperter 3-axlig bearbetning är särskilt effektiv för att framställa plana ytor, enkla konturer och grundläggande geometriska former med utmärkt precision. Monteringstiderna är kortare, kraven på programmering är mindre komplexa och kraven på operatörsutbildning är lägre jämfört med fleraxliga alternativ.
Delar som är idealiska för bearbetning på 3 axlar inkluderar:
- Planära fräsade profiler: Platta ytor, fickor och enkla trappstegsformade detaljer
- Borrade och gängade hål: Detaljer som är justerade vinkelrätt mot bordets yta
- Enkla prismatiska former: Rektangulära block, plattor och grundläggande höljen
- Komponenter med en enda sida: Delar där alla kritiska detaljer finns på en och samma yta
Begränsningen? Tillgänglighet. Om din del har detaljer på flera plan krävs en separat inställning för varje yta. Det innebär att stanna maskinen, ompositionera arbetsstycket, återupprätta referenspunkterna och återuppta skärningen. Varje inställning introducerar potentiella noggrannhetsavvikelser och förlänger den totala cykeltiden – kostnader som snabbt stiger vid komplexa geometrier.
förmåga att arbeta med 5 axlar och premiumprissättning
En CNC-maskin med 5 axlar lägger till två roterande axlar till de tre standardlinjära rörelserna. Dessa ytterligare frihetsgrader—vanligtvis betecknade som A och B (eller A och C)—möjliggör rotation av skärverktyget eller arbetsstycket, vilket ger oöverträffad tillgänglighet till komplexa delgeometrier .
Varför är detta viktigt för ditt offertförslag? Möjligheten att arbeta med den femte axeln gör det möjligt att bearbeta från flera vinklar samtidigt utan att ompositionera arbetsstycket. Denna metod med en enda montering ger flera fördelar som kan kompensera för den högre timtaxan för maskinen:
- Eliminerad monteringstid: Ingen ompositionering innebär snabbare totala produktionscykler
- Utömordentlig noggrannhet: Alla funktioner bearbetas i förhållande till en enda referenspunkt, vilket eliminerar ackumulerad toleransstackning
- Bättre ytytor: Optimal verktygsorientering bibehålls under hela komplexa konturer
- Förlängd verktygslevnad: Konstant spånbelastning och ideala skärvinklar minskar verktygsslitage
För CNC-bearbetning inom luft- och rymdfartsapplikationer blir dessa fördelar avgörande. Luft- och rymdfartskomponenter har ofta komplexa geometrier, strikta toleranser och exotiska material som kräver CNC-bearbetningstjänster med fem axlar. Turbinblad, pumphjul och strukturella komponenter kan helt enkelt inte uppnå de krävda specifikationerna med hjälp av treaxliga metoder.
Denna kapacitet medför dock en kostnad. Maskiner med fem axlar kostar betydligt mer att köpa, underhålla och driva. Programmeringskomplexiteten kräver avancerad CAM-programvara och högt skickade programmerare. Dessa faktorer kombinerar sig för att skapa timpriser som vanligtvis är 1,5–2,5 gånger högre än för treaxliga maskiner.
Anpassa maskinens komplexitet till delens krav
Hur vet man då vilken metod som faktiskt krävs för din del? Geometrin berättar historien. Vissa funktioner kan helt enkelt inte tillverkas effektivt – eller alls – utan fleraxlig kapacitet.
Delkaraktäristika som vanligtvis kräver bearbetning med fem axlar:
- Underskärningar och inre hålrum som inte är tillgängliga från ovan
- Komplexa 3D-formade ytor, t.ex. organiska former eller aerodynamiska profiler
- Delar med flera sidor som kräver funktioner på fem eller fler ytor
- Sammansatta vinklar som ändrar riktning över delens yta
- Djupa hålrum med lutande väggar eller funktioner på botten
- Tunnväggiga komponenter som kräver konstant verktygsengagemang för stabilitet
Delkarakteristika som är lämpliga för 3-axlig bearbetning:
- Delar med alla funktioner på en eller två parallella ytor
- Enkla fickor, spår och trappformade profiler
- Hål och gängor vinkelräta mot plana ytor
- Rektangulära geometrier utan vinklade funktioner
- Komponenter där flera inställningar inte påverkar toleranskraven
Här är insiderkunskap som kan spara dig pengar: Att förenkla delkonstruktioner för produktion med hjälp av enkel 3-axlig CNC genom att ta hänsyn till svarvning, fräsning och borrning under tillverkningen säkerställer snabbaste bearbetningstider och kostnadseffektivast pris. Innan du accepterar ett offertförslag för 5-axlig bearbetning bör du fundera på om konstruktionsändringar skulle möjliggöra 3-axlig produktion utan att funktionaliteten försämras.
Slutsatsen? Anta inte att 5-axlig bearbetning alltid betyder bättre – eller att 3-axlig bearbetning alltid betyder billigare. Den kostnadseffektivaste metoden är att anpassa maskinens kapacitet till de faktiska kraven för delen. Att förstå detta samband hjälper dig att ställa kloka frågor till offertförslag och utforma delar som optimerar tillverkningskostnaderna redan från början. Nästa avsnitt kommer att behandla vanliga fel i offertförslag som driver upp dina kostnader – och hur du undviker dem innan de påverkar ditt projektbudget.
Vanliga fel vid offertförfrågningar och hur man undviker dem
Du har förberett dina CAD-filer, valt ditt material och skickat in din offertförfrågan. Sedan kommer offerten – och den är 40 % högre än förväntat. Låter det bekant? Den frustrerande sanningen är att många prisöverraskningar härrör från förhindrande fel som begås innan offertförfrågan ens når en tillverkare.
Att förstå dessa fällor förändrar din upplevelse av offertprocessen. Enligt CNC-designspecialister orsakar vanliga fel i konstruktion och specifikation inte bara högre offertpriser – de kan även leda till projektfördröjningar, kvalitetsproblem och kostsamma omarbetsuppgifter. Låt oss undersöka de vanligaste felen vid offertförfrågningar och hur du undviker dem innan de påverkar din budget.
För stränga toleranser och deras kostnadsbelastning
Här är det dyraste felet köpare gör: att ange strikta toleranser överallt "bara för säkerhets skull." Detta tillvägagångssätt ger tvärtom dramatiska negativa effekter. Tillverkningsexperter bekräftar att strikta toleranser ökar kostnaden för CNC-bearbetning och bör endast tillämpas när funktionen kräver dem.
Tänk på vad som händer när du anger ±0,001 tum över hela ritningen. Maskinverkstaden måste sänka skärhastigheterna, införa ytterligare kontrollsteg, eventuellt använda klimatreglerade miljöer och använda specialiserad mätutrustning. Varje strikt tolerans innebär en åtagande av tid och resurser som förstärker din slutliga offert.
Den smartare strategin? Standardbearbetningsoperationer uppnår vanligtvis en noggrannhet på ±0,005 tum (±0,13 mm) – mer än tillräckligt för de flesta icke-kritiska funktioner. Reservera striktare toleranser uteslutande för ytor som ska sammanfogas, rörliga delar och funktionsrelaterade gränssnitt där dimensionell precision faktiskt är avgörande.
Använd en enda referens som måttbas för alla dimensionsangivelser med tolerans. Detta eliminerar ackumulerad toleransstackning och minskar inspektionskomplexiteten.
Materialvalsfel som driver upp offertpriser
Att välja material utan att förstå deras bearbetningspåverkan är ett annat vanligt skäl till att offertförslag avvisas. Vad är delrin, och varför spelar det roll för din offert? Delrin – även känt som polyacetaldelrin eller POM – är en av de lättaste plasterna att bearbeta, med utmärkt dimensionsstabilitet och ytyta. Att välja ett mer krävande material när delrin skulle ha räckt ökar dina kostnader onödigt.
Att förstå vad acetal är och hur det jämför sig med alternativ hjälper dig att fatta kostnadseffektiva val. När du utvärderar acetal mot Delrin för ditt användningsområde bör du ta hänsyn till att acetal-kopolymers typiskt kostar 15–35 % mindre än homopolymer (Delrin) och bearbetas mer konsekvent med bättre dimensionsstabilitet. Acetalplast fungerar utmärkt för precisionskomponenter inom såväl medicinska som luft- och rymdfartssektorn.
Materialvalsfel som höjer offertpriserna inkluderar:
- Att ange exotiska legeringar när standardmaterial räcker: Titan kostar 3–5 gånger mer att bearbeta än aluminium för liknande geometrier
- Att bortse från skillnader i bearbetbarhet: rostfritt stål 303 bearbetas 70 % snabbare än 304 – liknande sammansättning, men dramatiskt olika kostnad
- Att bortse från bulkmaterialkostnader: PEEK har en premiumprissättning och bör endast specificeras när dess prestanda är avgörande
- Att inte överväga alternativ: Aluminium 6061 erbjuder utmärkt bearbetbarhet till låg materialkostnad – idealiskt för prototyper
Designfunktioner som komplicerar tillverkningen
Dina designval påverkar direkt bearbetningstiden, kostnaden och ansträngningen. Designexperter betonar att onödigt komplexa funktioner utgör ett av de vanligaste CNC-designfelena – funktioner som kräver avancerad 5-axlig bearbetning eller specialiserade processer trots att enklare alternativ skulle fungera lika bra.
De vanligaste offertfallorna inkluderar:
- Skarpa inre hörn: Cylindriska skärdon kan inte bearbeta skarpa inre kanter. Ange inre radier som är minst 30 % större än skärdets radie för att minska spänningarna och öka skärhastigheten
- Alltför djupa urholkningar: CNC-verktyg presterar bäst när urholkningsdjupet är 2–3 gånger verktygets diameter. Djupare snitt kräver specialverktyg eller fleraxliga system, vilket ökar kostnaden
- Tunna väggar utan tillräckligt stöd: Väggar under 0,8 mm för metall eller 1,5 mm för plast kräver flera genomgångar med låg snittdjup för att förhindra deformation – vilket lägger till betydande bearbetningstid
- Icke-standard hålstorlekar: Standardborrverktyg borrar hål snabbt och exakt. För icke-standarddiametrar krävs fräsverktyg för att successivt bearbeta måtten, vilket ökar cykeltiden
- För stor gängdjup: Gängengagemängd som överstiger 1,5 gånger håldiametern ger liten ytterligare hållfasthet. Begränsa gänglängden till maximalt 3 gånger håldiametern
- Onödiga estetiska funktioner: Dekorativa mönster, präglingar och text som inte har någon funktionell nytta ökar bearbetningstiden avsevärt
- Egenskaper som kräver flera inställningar: Varje ompositionering lägger till manuell tid, potentiell variation i noggrannhet och kostnad. Utforma för bearbetning i en enda uppsättning så långt det är möjligt
Hur du undviker dessa kostsamma misstag
Att förhindra offertfel kräver en förändring av synsättet – från "vad vill jag ha?" till "vad kräver tillverkningen?". Denna tillverkningsanpassad utformning (DFM) tar hänsyn till produktionsförutsättningarna redan under utvecklingsfasen – inte först efter att offerterna avslöjar problem.
Innan du skickar in din nästa RFQ bör du ställa dig själv följande frågor, baserat på branschriktlinjer:
- Är varje funktion nödvändig, eller kan någon funktion tas bort eller förenklas utan att funktionen påverkas?
- Har jag tillämpat toleranser endast där funktionen kräver det?
- Kan konstruktionen delas upp i flera delar som är lättare att bearbeta och montera?
- Kan modifikationer eliminera flera maskininställningar eller krav på specialverktyg?
- Finns det ett billigare eller lättare att bearbeta material som fortfarande uppfyller konstruktionskraven?
Kommunikation spelar också en avgörande roll. När specifikationerna är tvetydiga lägger tillverkare till reservpriser. Dokumentera tydligt ditt avsedda syfte för kritiska funktioner och förklara de funktionella kraven bakom strikta toleranser. Denna kontext hjälper erfarna maskinister att föreslå kostnadseffektiva alternativ som du kanske inte har övervägt.
Vad är belöningen? Delar som är utformade med tillverkningsbarhet i åtanke kostar vanligtvis 30–50 % mindre än överdimensionerade motsvarigheter – utan att offra prestanda. Nu när du förstår vilka misstag du ska undvika kan vi gå vidare och undersöka hur du effektivt utvärderar och jämför flera offertförslag samt identifierar leverantören som erbjuder det bästa helhetsvärdet.
Effektiv utvärdering och jämförelse av flera CNC-offertförslag
Du har fått tre offertförslag för CNC-bearbetning i din inkorg. Ett av dem är 20 % billigare än de andra. Enkelt beslut, eller hur? Inte så snabbt. Den lägsta prissättningen kan snabbt bli det dyraste felet om delarna anländer försent, inte klarar kontrollen eller kräver kostsam omarbete. Att välja en tillverkningspartner enbart baserat på pris är detsamma som att anställa en medarbetare enbart utifrån löneförväntningar – du missar de faktorer som avgör den faktiska prestandan.
Enligt CNC-maskinbearbetningsexperter att helt enkelt placera offertförslag sida vid sida och välja det lägsta priset är ett vanligt misstag. En verklig jämförelse av lika mot lika kräver en strukturerad ansats som tar hänsyn till samtliga aspekter av offerten. Låt oss bygga ett ramverk som hjälper dig att identifiera leverantören som erbjuder verklig värde – inte bara ett attraktivt tal.
Utöver priset: Jämför det totala värdet
Vad betyder egentligen "totalt värde" när du utvärderar alternativ för CNC-bearbetning i ditt område? Tänk bortom den initiala offerten och ta hänsyn till allt som påverkar ditt projekt:s framgång: kvalitetskonsekvens, leveranspålitlighet, kommunikationsresponsivitet och potential för långsiktig partnerskap.
Här är ett prioriterat utvärderingsramverk för att effektivt jämföra flera offertförslag:
- Teknisk kapacitetsmatch: Stämmer leverantörens utrustning, erfarenhet och expertis överens med dina specifika delkrav? En maskinist i ditt område med 3-axlig kapacitet kan inte leverera samma resultat som en 5-axlig specialist för komplexa luft- och rymdfartskomponenter.
- Kvalitetscertifieringar och system: Verifierade certifieringar indikerar ett systematiskt kvalitetsstyrningssystem—mer pålitligt än muntliga löften.
- Leveranstidens tillförlitlighet: Citat leveransdatum är mindre viktiga än faktisk leveransprestanda i tid. Be om referenser.
- Kommunikationsrespons: Hur snabbt och noggrant svarade de på er förfrågan om offert? Detta ger en inblick i deras beteende under produktionen.
- Totala ägandekostnaden: Ta med frakt, inspektionskrav, eventuella kostnader för omarbete och administrativ overhead.
- Skalbarhetspotential: Kan denna leverantör växa tillsammans med era behov – från prototyptillverkning till storskalig produktion?
- Pris konkurrenskraft: Ja, priset är viktigt – men det står som sjätte punkt på denna lista av god anledning.
Branschanalys bekräftar att ett ovanligt lågt pris kan vara en varningssignal för kompromisser, dolda avgifter eller substandardkvalitet, vilket på sikt kan leda till högre kostnader genom förseningar, omarbete eller komponentfel. Att skapa ett enkelt kalkylblad för att jämföra leverantörer konsekvent utifrån dessa kriterier hjälper dig att fatta objektiva beslut.
Kvalitetscertifieringar som spelar roll
När man utvärderar leverantörer av metallbearbetning ger certifieringar objektiv bevisning för kvalitetsstyrningsförmåga. Men inte alla certifieringar har lika stor vikt – att förstå vad varje standard faktiskt kräver hjälper dig att bedöma leverantörens pålitlighet.
Enligt kvalitetsstyrningsexperter iATF 16949 integrerar ISO 9001:s principer med specifika krav för bilindustrin och skapar därmed en robust ram för utvärdering och prestanda hos leverantörer. Organisationer som följer dessa krav upplever betydande fördelar, bland annat förbättrad produktkvalitet, färre fel och förbättrade leverantörsrelationer.
Viktiga certifieringar att utvärdera:
- ISO 9001: Allmän standard för kvalitetsstyrning som säkerställer dokumenterade och återupprepeliga processer. Detta är en grundnivå – förvänta dig att de flesta professionella verkstäder innehar denna certifiering.
- IATF 16949: En bilindustrispecifik standard som betonar produktionens konsekvens, kontinuerlig förbättring och statistisk processtyrning. Avgörande för CNC-svarvningstjänster som levererar till bilindustrin.
- AS9100: Luft- och rymdfartsbearbetningsstandard som bygger på ISO 9001 med striktare processkontroll, spårbarhet och riskhantering. Avgörande för CNC-bearbetningsprojekt inom luft- och rymdfarten.
- ISO 13485: Standard för tillverkning av medicintekniska produkter med fokus på dokumentation, efterlevnad av lagstiftning och hygienprotokoll.
Utöver certifieringar bör du fråga om specifika kvalitetskontrollåtgärder. Använder verkstaden Statistisk Processkontroll (SPC) för att övervaka produktionens konsekvens? Utför de första-artikeln-inspektioner (FAI) och tillhandahåller de dimensionsrapporter? Dessa metoder visar att kvalitet inte bara dokumenteras – den hanteras aktivt.
Det mest attraktiva offertpriset är inte alltid det bästa. Ett högre pris kan återspegla bättre kvalitetskontroller, högre kvalitet på material och mer pålitlig service, vilket förhindrar kostsamma fel längre fram i kedjan.
För automobil- och högprecisionstillämpningar, där konsekvens är en icke-förhandlingsbar krav, ger certifierade leverantörer mätbara fördelar. Shaoyi Metal Technology exemplifierar detta tillvägagångssätt—deras IATF 16949-certifiering och strikt implementering av SPC möjliggör ledtider så snabbt som en arbetsdag, samtidigt som de stränga toleranserna för bilar chassinmonteringar och anpassade metallbussningar upprätthålls.
Utvärdering av leverantörens pålitlighet och kommunikation
Certifieringar ger dig information om system. Men hur utvärderar du de mänskliga faktorerna som avgör daglig prestanda? När du söker en CNC-maskinist i närheten av mig är responsivitet och kommunikationskvalitet ofta bättre indikatorer på projektets framgång än någon certifiering.
Tillverkningsexperter betonar att snabb och tydlig kommunikation under offertstadiet ofta är en förhandsvisning av hur verkstaden kommer att driva verksamheten senare. Ställde de förtydligande frågor om ditt konstruktionsunderlag? Påpekade de proaktivt eventuella risker? En leverantör som svarar snabbt men saknar teknisk engagemang kan orsaka förseningar så snart produktionen påbörjas.
Röda flaggor som tyder på potentiella pålitlighetsproblem:
- Otydliga eller saknade posteringar: Ett citat som inte bryter ner kostnaderna kan dölja avgifter som dyker upp senare
- Ingen nämnning av inspektion: Pålitliga leverantörer diskuterar kvalitetskontroll redan från början
- Långsamma eller ofullständiga svar: Kommunikationsproblem under offertfasen försämrar vanligtvis kommunikationen även under produktionen
- Ovilja att diskutera kapaciteter: Transparenta leverantörer förklarar gärna sina processer och begränsningar
- Tryck för snabba beslut: Professionella verkstäder förstår att komplexa projekt kräver utvärderingstid
Positiva indikatorer som signalerar leverantörens kvalitet:
- Detaljerad offertuppdelning: Transparens när det gäller material, bearbetningstid, ytbehandling och inspektionskostnader
- DFM-återkoppling tillhandahålls: Förslag på designförbättringar visar teknisk engagemang
- Tydliga kommunikationskanaler: Dedicerade projektledare och definierade förväntningar på svarstider
- Referenser finns tillgängliga: Beredd att tillhandahålla kundkontakter för verifiering
- Engagemang för support efter leverans: Tydliga riktlinjer för hantering av kvalitetsproblem om sådana uppstår
Timpriset för CNC-bearbetning ligger vanligtvis mellan 35 och 200 USD, beroende på maskinens komplexitet och det material som bearbetas. Ett vanligt genomsnitt är cirka 60–75 USD per timme, men detta varierar kraftigt för avancerad fleraxlig utrustning. Att förstå dessa referensvärden hjälper dig att bedöma om offerterna är rimliga – ovanligt låga priser indikerar ofta att någon del av processen förenklas på ett olämpligt sätt.
Kom ihåg: Att välja en leverantör är att välja en relation. Butiken som levererar dina delar idag kan stödja dina produktionsomlöp under många år framöver. Att investera tid i en grundlig utvärdering ger avkastning genom färre kvalitetsproblem, leveranser i tid och en partner som förstår dina krav utan att behöva förklaras om och om igen. När din utvärderingsram är på plats är det sista steget att sätta din kunskap i praktiken – låt oss utforska de konkreta stegen för att säkra bättre offertförslag för ditt nästa projekt.
Nästa steg för att få bättre offertförslag för CNC-bearbetning
Du har lärt dig den inre kunskapen som skiljer informerade köpare från de som helt enkelt accepterar vilket offertförslag som helst. Nu är det dags att sätta den kunskapen i praktiken. Skillnaden mellan att betala för mycket för CNC-delar och att säkra konkurrenskraftiga priser handlar om förberedelse, kommunikation och relationsbyggnad – färdigheter som du kan tillämpa direkt på ditt nästa projekt.
Här är det avgörande: köpare som förstår offertprocessen uppnår konsekvent bättre resultat. De betalar mindre, får delar snabbare och upplever färre kvalitetsproblem. Varför? För att de närmar sig leverantörer som kunniga partners snarare än passiva mottagare. Låt oss översätta allt du lärt dig till konkreta åtgärdssteg.
Din checklista för offertförberedelse
Innan du skickar in din nästa RFQ går du igenom denna omfattande checklista. Varje punkt påverkar direkt offertens noggrannhet och genomloppstid:
- Förbered STEP-filer med ren geometri: Ta bort onödiga lager, block och hjälpelement som förvirrar CAM-system
- Inkludera dimensionerade PDF-ritningar: Dokumentera gängspecifikationer, GD&T-specifikationer och kritiska toleranser som STEP-filer inte kan förmedla
- Ange exakta materialklasser: "6061-T651-aluminium" inte "aluminium" – vagt specificerade material utlöser reservprissättning
- Tillämpa toleranser strategiskt: Använd standardtoleranser (±0,005 tum) för icke-kritiska funktioner; reservera stränga toleransangivelser endast för funktionsytor
- Ange krav på ytyta: Ange Ra-värden i stället för subjektiva beskrivningar som "polerad"
- Kommunicera kvantitetsnivåer: Inkludera aktuell order samt projicerade framtida volymer – detta påverkar verktygsval och prisbestämning
- Ange tidsramar tydligt: Skilj mellan fasta slutdatum och flexibla leveransfönster
- Lista alla sekundära bearbetningsoperationer: Anodisering, beläggning, värmebehandling och monteringskrav påverkar den totala kostnaden
- Förklara delens funktion: Kontext hjälper leverantörer att föreslå kostnadseffektiva tillverkningsalternativ
Att ta 15 minuter på sig för att färdigställa denna checklista kan minska tiden för offertbearbetning från dagar till timmar – och eliminera den fram-och-tillbaka-korrespondensen som dröjer ut ditt projekt.
Att bygga långsiktiga relationer med leverantörer
De mest framgångsrika tillverkningspartnerskapen sträcker sig långt bortom enskilda transaktioner. När du hittar ett CNC-maskinverkstad i min närhet som levererar kvalitet, pålitlighet och responsiv kommunikation, ger investeringen i detta förhållande avkastning.
Enligt experter inom tillverknings samarbete är företag som behärskar samarbetsbaserade tillvägagångssätt väl positionerade för framgång på en allt mer konkurrensutsatt marknad. Starka leverantörsrelationer ger mätbara fördelar:
- Prioriterad schemaläggning: Trovärdiga kunder får ofta snabbare bearbetningstid när kapaciteten är begränsad
- Proaktiv problemlösning: Leverantörer som förstår dina applikationer identifierar problem innan de blir kostsamma
- Konkurrenskraftiga priser: Långsiktiga volymavtal möjliggör priser som inte går att få vid enskilda beställningar
- Designrådgivning: Erfarna partners bidrar med expertis inom aluminiumbearbetning som förbättrar era produkter
- Stabilitet i supply chain: Etablerade relationer minskar risken vid brist på material eller kapacitetsbegränsningar
Att bygga dessa relationer börjar med tydlig kommunikation, rimliga förväntningar och ömsesidig respekt. Betala fakturor i tid, ge konstruktiv återkoppling och erkänn god prestation. Dessa praktiker omvandlar transaktionella leverantörer till strategiska partners som är engagerade i er framgång.
Att agera inför ert nästa CNC-projekt
Är ni redo att tillämpa det ni har lärt er? Här är er handlingsplan för att säkra bättre offertförslag på anpassade maskinbearbetade delar:
- Granska era nuvarande konstruktioner för tillverkningsbarhet: Eliminera onödig komplexitet, standardisera funktioner och utforma för enstegsbearbetning där det är möjligt
- Anpassa offertmetoder efter projektens krav: Använd snabba plattformar för standardprototyper; involvera traditionella RFQ-processer för komplexa eller högprecisionsspecifika arbeten
- Utveckla leverantörer helhetsmässigt: Bedöm certifieringar, kommunikationskvalitet och leveranshistorik – inte bara pris
- Begär DFM-återkoppling proaktivt: Be leverantörer att identifiera kostnadsminskningsmöjligheter innan designerna färdigställs
- Dokumentera erfarenheter: Spåra vad som fungerade och vad som inte gjorde det för att kontinuerligt förbättra er offertprocess
För projekt som kräver produktionssamstämmighet och strikta toleranser – särskilt inom bilindustrin där precisionschassinmonteringar eller anpassade metallbussningar krävs – samarbeta med tillverkare som visar på systematisk kvalitetsstyrning. Shaoyi Metal Technology exemplifierar detta angreppssätt genom att kombinera IATF 16949-certifiering med möjligheter att gå från snabb prototypframställning till serieproduktion samt ledtider så korta som en arbetsdag.
Den kunskap du har förvärvat förändrar hur du går tillväga med varje offertförfrågan för CNC-maskiner. Du förstår nu vad som påverkar prissättningen, hur du förbereder fullständiga RFQ-paket och vilka utvärderingskriterier som faktiskt förutsäger leverantörens prestanda. Tillämpa dessa principer konsekvent, och du kommer att säkra bättre priser, snabbare leverans och högre kvalitet på delar i varje projekt.
Vanliga frågor om offertförfrågningar för CNC-maskiner
1. Vad är genomsnittskostnaden för en CNC-maskin?
Kostnaderna för CNC-maskiner varierar kraftigt beroende på typ och kapacitet. Inledande CNC-fräsar ligger mellan 5 000 och 20 000 USD och är lämpliga för små företag och entusiaster. Maskiner i mellanklassen kostar 20 000–75 000 USD och har förbättrade funktioner för större projekt. Industriella 5-axliga maskiner kan kosta mer än 100 000 USD. När det gäller bearbetningstjänster i stället för inköp av utrustning ligger timpriserna dock vanligtvis mellan 35 och 200 USD, beroende på maskinens komplexitet och materialkraven.
2. Vad är timpriset för en CNC-maskin?
Timpriser för CNC-bearbetning ligger vanligtvis mellan 50 och 150 USD, med en branschgenomsnittlig nivå på cirka 60–75 USD per timme. Treaxliga maskiner kostar i allmänhet 25–50 USD per timme, medan avancerade femaxliga anläggningar kräver 100–200 USD per timme på grund av högre investering och större programmeringskomplexitet. Faktorer som påverkar priset inkluderar det material som bearbetas, toleranskraven och verkstädens plats. Anläggningar certifierade enligt IATF 16949, till exempel Shaoyi Metal Technology, kan erbjuda konkurrenskraftiga priser samtidigt som de upprätthåller strikta kvalitetskrav.
3. Hur mycket ska man ta betalt för CNC-arbete?
Kostnaderna för CNC-bearbetning beror på flera faktorer utöver timpriser. Inställningsavgifter börjar vid 50 USD och kan överstiga 1 000 USD för komplexa uppdrag. Materialkostnaderna varierar kraftigt – aluminium är kostnadseffektivt, medan titan kan kosta 3–5 gånger mer. Toleransspecifikationer påverkar prissättningen avsevärt; standardtoleranser på ±0,005 tum lägger till minimal kostnad, men krav på ±0,001 tum kan dubbla kostnaden per del. Antalet delar spelar också roll – prototypserier kan kosta 50–100 USD per del, medan produktionsvolymer kan sänka kostnaden till 5–15 USD per del.
4. Vilken information behöver jag för att få ett exakt CNC-erbjudande?
För exakta offertförslag ange STEP-filer med ren geometri, dimensionerade PDF-ritningar med GD&T-specifikationer, exakta materialklasser (t.ex. "6061-T651 aluminium"), toleranskrav för kritiska funktioner, ytytjänhetsvärden (Ra), kvantitetsnivåer inklusive framtida prognoser, tidsramar och sekundära bearbetningssteg som anodisering eller beläggning. Fullständiga RFQ-paket minskar tiden för offertförslag från dagar till timmar och eliminerar reservprissättning som tillverkare tillämpar på grund av oklara specifikationer.
5. Ska jag använda onlineinstantoffert eller traditionella RFQ-processer?
Välj baserat på projektets komplexitet. Onlineplattformar ger offertförslag inom sekunder – idealiskt för standardprototyper med vanliga material och toleranser. De erbjuder tillgänglighet dygnet runt samt realtids-DFM-feedback. Traditionella RFQ-processer tar 12–48 timmar men inkluderar expertgranskning av konstruktionen, flexibilitet när det gäller exotiska material samt möjligheter att förhandla. För komplexa geometrier, strikta toleranser eller högvolymsproduktion ger traditionella processer ofta mer exakta prisuppgifter och värdefull designrådgivning från erfarna maskinister.