 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Tillverkare av CNC-maskindelar: 9 insidertips som köpare önskar att de hade vetat tidigare

Förståelse för tillverkare av CNC-maskindelar och deras industriella roll
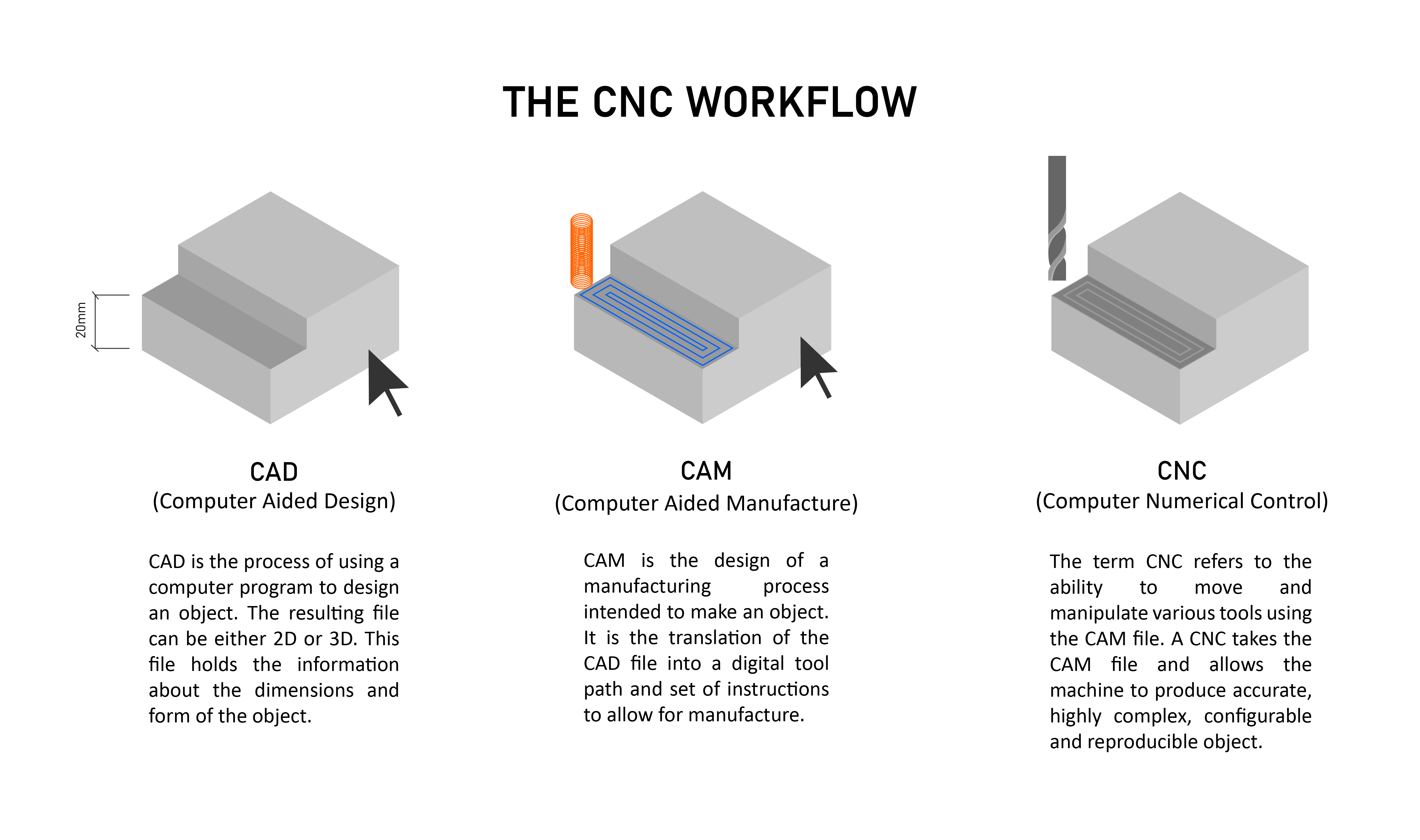
Har du någonsin undrat hur råmetall omvandlas till de komplexa komponenterna som driver din bilmotors eller medicinska enheters funktion? Det är just där tillverkare av CNC-maskindelar kommer in i bilden. Dessa specialiserade anläggningar utgör ryggraden i modern tillverkning och omvandlar ingenjörsritningar till fysisk verklighet med extraordinär noggrannhet.
Till skillnad från allmänna konstruktionsverkstäder som främst fokuserar på skärning och svetsning specialiserar sig dessa tillverkare på högnoggrann produktion. De använder datorstyrda maskiner för att uppnå exakta mått och stränga toleranser – ofta mätta i mikrometer. Tänk på dem som precisionsspecialister inom industrin, där varje tiondel millimeter spelar roll.
Vad tillverkare av CNC-maskindelar faktiskt gör
I sitt väsen omvandlar dessa tillverkare råmaterial – vanligtvis metaller som aluminium, stål och titan – till färdiga maskinkomponenter genom datorstyrda bearbetningsprocesser. Men det är följande som skiljer dem från vanliga verkstäder: de levererar precision, upprepelighet och skalbarhet som allmänna verkstäder helt enkelt inte kan matcha.
När du samarbetar med specialiserade CNC-bearbetningstjänster får du tillgång till förmågor som inkluderar:
- CNC Snedring: Tillverkning av cylindriska delar, såsom axlar, bushingar och ventilstammar, genom att rotera arbetsstycket mot skärande verktyg
- CNC-Fräsning: Tillverkning av plana ytor, konturer, spår och komplexa 3D-geometrier med hjälp av roterande skärande verktyg
- Mångaxlig bearbetning: Tillverkning av intrikata delar med komplexa geometrier genom samtidig rörelse längs flera axlar
- Sekundära operationer: Ytbehandling, värmebehandling och monteringstjänster som slutför tillverkningscykeln
Skillnaden är betydelsefull. Medan ett allmänt maskinverkstad kan hantera olika metallbearbetningsuppgifter investerar tillverkare av CNC-maskindelar kraftigt i avancerad utrustning, kvalitetsstyrningssystem och specialiserad kompetens. Enligt branschexperts , integrerar moderna anläggningar fleraxliga CNC-maskiner som möjliggör snabbare produktion, färre fel och konsekvent kvalitet över produktionsomgångar.
Det precisionsbaserade tillverkningsökosystemet
Föreställ dig ett ökosystem där varje deltagare spelar en avgörande roll. Tillverkare av CNC-maskindelar befinner sig i centrum av detta industriella nätverk och kopplar samman råmaterialleverantörer med monteringsföretag för slutprodukter. De omvandlar ingenjörsspecifikationer till precisionsbearbetade komponenter som uppfyller exakta dimensionella krav.
Efterfrågan på dessa specialiserade tillverkare fortsätter att växa inom flera sektorer:
Fordon: Motordelen, växellådsdelar och chassidelen som kräver hög volymkonsekvens och IATF 16949-certifiering.
Flygindustri: Flygkritiska delar som kräver spårbarhet av material, certifiering enligt AS9100D och toleranser mätta i tusendelar av en tum.
Medicinsk: Kirurgiska instrument och implantat tillverkade i kontrollerade miljöer enligt ISO 13485-standarder.
Vad gör att detta ekosystem fungerar? Det är kombinationen av avancerad CNC-teknik, skickliga operatörer och rigorösa kvalitetskontrollprocesser. När tillverkningstekniken utvecklas integrerar dessa tillverkare allt mer AI-drivna system, IoT-anslutning och automatisering för att leverera ännu större precision och effektivitet.
Genom hela den här guiden får du tillgång till insidervetenskap som skiljer framgångsrika köpare från de som lär sig dyra lektioner på det svåra sättet. Från att förstå bearbetningsprocesser och materialval till att utvärdera leverantörer och förbereda driftsäkra RFQ:er – du får den omfattande vägledningen som behövs för att fatta välgrundade beslut vid inköp av CNC-maskindelar från kvalificerade tillverkare.
CNC-bearbetningsprocesser som varje köpare bör känna till
Här är ett scenario som många köpare står inför: Du har utformat en del, hittat en tillverkare och skickat in dina ritningar. Sedan kommer frågan – "Behöver du 3-axlig, 4-axlig eller 5-axlig bearbetning?" Låter det komplicerat? Det behöver det inte göra. Att förstå dessa processer innan du kontaktar leverantörer ger dig ett betydande fördel i samtal, kostnadsförhandlingar och tidplanering.
Termen "axel" avser de riktningar i vilka ett skärande verktyg rör sig i förhållande till ditt arbetsstycke under bearbetningen. Fler axlar innebär större flexibilitet – men också ökad komplexitet och högre kostnad. Vi går igenom varje alternativ så att du kan anpassa dina CNC-bearbetade delars krav till den rätta processen.
Från 3-axlig till 5-axlig bearbetning förklarat
3-axlig CNC-bearbetning representerar grundstenen i modern precisionstillverkning . Skärande verktyget rör sig längs tre linjära axlar: X (vänster–höger), Y (fram–bak) och Z (upp–ner). Arbetsstycket förblir stillastående på maskinbordet medan verktyget närmar sig från ovan.
Denna konfiguration hanterar platta ytor, enkla konturer och grundläggande geometriska former exceptionellt väl. Tänk på fästplåtar, plattor och höljen med enkla funktioner. Fördelarna är övertygande – lägre utrustningskostnader, enklare programmering och lättillgänglig drift gör 3-axlig bearbetning idealisk för prototypframställning och allmän tillverkning.
Begränsningarna blir dock uppenbara vid komplexa geometrier. För att bearbeta funktioner på flera sidor krävs ompositionering av arbetsstycket, vilket introducerar potentiella justeringsfel och förlänger produktionstiden.
4-axlig CNC-bearbetning bygger på den 3-axliga grunden genom att lägga till en roterande axel – vanligtvis A-axeln, som roterar kring X-axeln. Detta möjliggör kontinuerlig bearbetning runt arbetsstyckets omkrets utan manuell ompositionering.
Cylindriska och symmetriska CNC-fräsdelar drar störst nytta av denna konfiguration. Axlar, kugghjul, nockaxlar och ventilkomponenter blir betydligt lättare att tillverka. Rotationsfunktionen minskar installations- och inställningstider och ger bättre noggrannhet för avrundade detaljer jämfört med flera 3-axliga inställningar.
andra maskiner för bearbetning av maskiner enligt nr 8475. lägger till en andra rotationsaxel, vilket gör att verktyget eller arbetsstycket kan lutas och roteras för att nå nästan alla ytor i en enda installation. Enligt branschforskning eliminerar detta ackumulerade toleranser som är förknippade med flera installationer – alla detaljer fräses i förhållande till en enda referenspunkt, vilket säkerställer överlägsen dimensionsnoggrannhet.
Funktionerna är imponerande: samtidig 5-axlig konturfräsning, bearbetning av flera sidor och framställning av underkantningar som är omöjliga att åstadkomma med enklare konfigurationer. Fräsdetaljer med komplexa organiska former, sammansatta vinklar eller djupa hålrum blir möjliga att tillverka. Kompromissen innebär högre investering i maskinutrustning, mer avancerad CAM-programmering och större operatörskompetens.
| Axeltyp | Bästa användningsområden | Komplexitetsnivå | Typiska exempel på delar |
|---|---|---|---|
| 3-axlig | Platta ytor, enkla konturer, prismatiska geometrier, funktioner på en sida | Låg till medel | Hållare, plattor, skal, kretskortsgehäsen, grundläggande bilkomponenter |
| 4 axlar | Cylindriska delar, symmetriska komponenter, funktioner som omger en axel | Medium | Nockaxlar, växlar, axlar, ventiler, turbinhjul, rörkopplingar |
| 5-axel | Komplexa geometrier, sammansatta vinklar, underskärningar, organiska former, bearbetning av flera ytor | Hög | Turbinblad, luft- och rymdfartsstrukturdelar, medicinska implantat, avancerade formar, högpresterande bilkomponenter |
Anpassa din dels geometri till rätt bearbetningsprocess
När du skickar in ritningar till tillverkare av CNC-bearbetade delar utvärderar de flera faktorer för att rekommendera den lämpliga processen. Att förstå deras beslutslogik hjälper dig att förutse rekommendationer och budgetera därefter.
Ytåtkomlighet styr många beslut. Kan alla kritiska funktioner nås från en riktning? Om din CNC-fräsdel kräver verktygsåtkomst från flera vinklar – till exempel en komponent med funktioner på fem ytor – eliminerar 5-axlig bearbetning de omställningar som annars skulle öka kostnaden och risken.
Geometrisk komplexitet är av stor betydelse. Delar av CNC-maskinkomponenter med raka kanter och plana ytor passar vanligtvis 3-axlig bearbetning. Lägg till böjda ytor som löper runt en central axel, och 4-axlig bearbetning blir lämplig. Introducera sammansatta konturer, skulpterade ytor eller funktioner i udda vinklar, och 5-axlig bearbetning ger bästa resultat.
Toleranskrav påverkar också processval. Varje gång ett arbetsstycke ompositioneras ackumuleras små justeringsvariationer. För CNC-fräsade delar som kräver stränga toleranser över flera funktioner säkerställer 5-axlig bearbetning i en enda omgång de dimensionsmässiga förhållandena, vilka annars skulle försämras genom upprepad hantering.
Produktionsvolym påverkar ekvationen. Stora volymserier kan motivera specialanpassade 3-axliga eller 4-axliga anordningar som är optimerade för hastighet. Lägre antal komplexa delar drar ofta nytta av 5-axlig effektivitet trots högre timkostnader.
Här är insidernas perspektiv: begär inte automatiskt den mest avancerade processen som finns tillgänglig. En kompetent tillverkare kommer att föreslå den kostnadseffektivaste metoden för just din specifika geometri. Om de rekommenderar 3-axlig bearbetning trots att du förväntat dig 5-axlig är det ofta goda nyheter för din budget – inte ett tecken på begränsade kapaciteter hos dem.
När bearbetningsprocesserna är klargjorda är nästa avgörande beslut valet av material – ett val som direkt påverkar toleranser, ytyta och tillverkningskostnader.
Vägledning för materialval för anpassade maskinbearbetade delar
Du har identifierat den rätta bearbetningsprocessen för ditt projekt. Nu kommer ett beslut som påverkar allt från slutproduktens prestanda till din bottenrad – materialval. Att välja fel material kan leda till delar som går sönder under belastning, korroderar för tidigt eller kostar långt mer än nödvändigt att tillverka.
Här är något som många köpare inte inser: det material du specificerar avgör inte bara de fysiska egenskaperna. Det påverkar direkt bearbetningstiden, verktygsslitage, uppnåbara toleranser och kvaliteten på ytytan. Erfarna tillverkare av CNC-maskindelar utvärderar materialvalet lika noggrant som geometrin vid offertberäkning av ditt projekt.
Låt oss utforska hur du anpassar material till dina applikationskrav – och undviker kostsamma misstag som ställer till det för tillverkningsprojekt.
Aluminium kontra stål för CNC-bearbetade delar
När man köper anpassade maskinbearbetade delar uppstår valet mellan aluminium och stål ständigt. Båda materialen dominerar marknaden för metalliska maskinbearbetade delar, men de används för helt olika ändamål.
Aluminiumlegeringar aluminium erbjuder exceptionell bearbetbarhet – det är lätt att skära, genererar mindre värme och ger utmärkta ytytor. Enligt branschens maskinbearbetningsguider gör aluminiums lättviktighet, korrosionsbeständighet och möjlighet att anodiseras det till ett populärt val inom flera olika industrier. Vanliga legeringar som 6061 och 7075 klarar de flesta applikationer, där 7075-T6 erbjuder en hållfasthet som närmar sig vissa ståltyper samtidigt som det behåller betydande fördelar vad gäller vikt.
Överväg aluminium när du behöver:
- Lättviktiga maskinbearbetade metallkomponenter för luft- och rymdfart eller transportapplikationer
- Utmärkt värme- och elektrisk ledningsförmåga
- Naturlig korrosionsbeständighet utan ytterligare behandlingar
- Snabba maskinbearbetningscykler som minskar kostnaden per del
Stål och rostfritt stål ger överlägsen hållfasthet, hårdhet och nötningsskydd. Kolstål som 1018 och 4140 ger hållbarhet för konstruktionsapplikationer. Rostfria stålsorter – särskilt 303, 304 och 316 – kombinerar hållfasthet med utmärkt korrosionsbeständighet för hårda miljöer.
Stål blir det rätta valet när:
- Hög mekanisk hållfasthet och bärförmåga är avgörande
- Nötningsskydd är kritiskt för rörliga komponenter
- Drifttemperaturen överstiger aluminiums gränser
- Kostnadseffektivitet väger tyngre än viktöverväganden
Kompromissen? Stål kräver långsammare skärhastigheter, orsakar större verktygsslitage och kräver i regel mer bearbetningstid. Dessa faktorer ökar produktionskostnaderna jämfört med motsvarande anpassade metallkomponenter i aluminium.
Materialens egenskaper som styr tillverkningsbeslut
Utöver jämförelsen mellan aluminium och stål spelar flera andra material en viktig roll vid bearbetning av metallkomponenter. Att förstå deras egenskaper hjälper dig att kommunicera effektivt med tillverkare och göra välgrundade specifikationer.
Titanlegeringar (särskilt Ti-6Al-4V) erbjuder exceptionella hållfasthets-till-vikt-förhållanden, korrosionsbeständighet och biokompatibilitet. Materialspecifikationer inom luftfartsindustrin kräver ofta titan för motordelar, landställ och strukturella komponenter. Titan innebär dock utmaningar vid bearbetning – hög verktygsslitage, låg värmeledningsförmåga och behovet av specialiserade skärparametrar ökar produktionskostnaderna avsevärt.
Med en bredd av mer än 150 mm bearbetas utmärkt och ger rena snitt samt utmärkta ytytor med minimalt verktygsslitage. Anpassade mässingsdelar är vanliga i rörarmatur, elektriska kontakter och dekorativa beslag. Materialets naturliga smörjegenskaper och goda spånbrutsegenskaper gör det särskilt ekonomiskt för högvolymsproduktion.
Teknikplast som PEEK, Delrin (acetal) och PTFE används i applikationer där viktminskning, kemisk motstånd eller elektrisk isolering är avgörande. Dessa material bearbetas annorlunda än metaller – de kräver skarpa verktyg, lämpliga snitt- och rotationshastigheter samt uppmärksamhet på värmeuppkomst, som kan påverka dimensionsstabiliteten.
| Materialtyp | Nyckelegenskaper | Bästa användningsområden | Bearbetningsöverväganden | Relativ kostnad |
|---|---|---|---|---|
| Aluminium (6061, 7075) | Lättviktigt, korrosionsbeständigt, utmärkt bearbetbarhet, god värmeledningsförmåga | Luft- och rymdfartsstrukturer, bilkomponenter, elektronikhusningar, konsumentprodukter | Höga snitthastigheter, låg verktygsslitage, utmärkt ytkvalitet uppnåeligt | Låg till medel |
| Kolstål (1018, 4140) | Hög hållfasthet, god slitagebeständighet, svetsbart, härdningsbart | Strukturella komponenter, axlar, växlar, fästen, allmän maskinutrustning | Måttliga hastigheter, regelbundet verktygsslitage, kylvätska kan behövas | Låg |
| Rostfritt stål (303, 304, 316) | Korrosionsbeständigt, hög hållfasthet, värmebeständigt, hygieniskt | Medicintekniska apparater, livsmedelsindustri, marin teknik, kemisk utrustning | Lägre hastigheter, högre verktygsslitage, benäget att arbeta hårdare | Måttlig till hög |
| Titan (Ti-6Al-4V) | Exceptionell styrka-i-förhållande-till-vikt, biokompatibel, korrosionsbeständig, hög temperaturstabilitet | Luft- och rymdfartsmotorer, medicinska implantat, högpresterande fordonsteknik, marinutrustning | Specialiserad verktygsutrustning krävs, långsamma bearbetningshastigheter, betydande verktygsslitage, värmehantering är kritisk | Hög |
| Mässing (C360, C260) | Utmärkt bearbetbarhet, korrosionsbeständig, dekorativ ytbegivelse, antimikrobiell | Rörarmaturer, elektriska kontaktdon, ventiler, dekorativa beslag | Mycket snabb bearbetning, minimalt verktygsslitage, utmärkt spånformning | Medium |
| Tekniska plastmaterial (PEEK, Delrin) | Lättviktiga, kemikaliebeständiga, elektriskt isolerande, låg friktion | Medicinska komponenter, elektriska isolatorer, lager, tätningsringar, livsmedelsbearbetning | Skarpa verktyg är avgörande, känslighet för värme, problem med dimensionsstabilitet | Måttlig till hög |
Hur materialval påverkar dina projektresultat:
Toleranser: Hårdare material, som härdad stål eller titan, kan bibehålla striktare toleranser under belastning, men kräver mer noggrann bearbetning för att uppnå dem. Mjukare material kan deformeras lätt under skärning, vilket kräver kompenserande strategier. Enligt specialister inom maskinbearbetning påverkar metallets hårdhet verktygsslitage, skärhastighet och ytkvalitet – mjukare metaller kräver ytterligare åtgärder för att bibehålla dimensionsnoggrannhet.
Ytbehandling: Materialens kornstruktur påverkar de uppnåbara ytkvaliteterna. Fin-korniga metaller ger vanligtvis bättre ytkvalitet, medan grovkorniga material kan visa synliga bearbetningsmärken även vid optimala inställningar. Aluminium och mässing uppnår naturligt utmärkt ytkvalitet; titan och vissa rostfria stålsorter kräver ytterligare efterbearbetningsoperationer.
Leveranstider: Vanliga material som aluminiumlegering 6061 eller rostfritt stål 304 är lättillgängliga. Specialmaterial – exempelvis titan för luft- och rymdfart, specifika nickel-legeringar eller certifierade material av medicinsk kvalitet – kan kräva längre leveranstider, vilket påverkar ditt projektplan.
Tillverkare som tjänar bil- och luft- och rymdfartssektorn arbetar med specifika materialklasser för att uppfylla certifieringskrav. En anläggning certifierad enligt IATF 16949 som levererar till bilindustrins leveranskedja lagrar material som uppfyller OEM:s specifikationer. Tillverkare inom luft- och rymdfart håller spårbarhetsdokumentation för material som uppfyller AMS- och ASTM-standarder. När ditt användningsområde kräver certifierade material bör du verifiera att din leverantör har förmågan att skaffa in och dokumentera lämpliga materialklasser.
När principerna för materialval är förstådda är nästa avgörande övervägande toleransspecifikationer och kvalitetscertifieringar – de standarder som definierar precisionstillverkning.

Förklaring av precisions-toleranser och kvalitetscertifieringar
Du har valt ditt material och identifierat den rätta bearbetningsprocessen. Nu kommer en samtal som skiljer informerade köpare från de som betalar för precision som de inte behöver – eller ännu värre, får delar som inte fungerar korrekt. Att förstå toleransspecifikationer och kvalificeringscertifikat är inte bara teknisk kunskap; det är grunden för kostnadseffektiv inköpsprocess.
När du ser en måttangivelse som "1,500 ± 0,005 tum" på en ritning definierar den här toleransområdet vad som är acceptabelt. Men här är det som många köpare missar: att förtunga toleransen från ±0,005 till ±0,001 tum förbättrar inte bara precisionen – det kan multiplicera dina tillverkningskostnader med tre till fem gånger . Att fatta smarta beslut om toleranser kräver förståelse för vad dessa siffror faktiskt innebär för ditt specifika användningsområde.
Toleransspecifikationer avkodade för köpare
Tänk på toleranser som den "lagliga intervallet" inom vilket dina delars mått kan variera och ändå anses acceptabla. En axel som specificerats till 10,00 mm ± 0,05 mm godkänns vid kontroll om dess mått ligger mellan 9,95 mm och 10,05 mm. Ganska enkelt – men konsekvenserna går djupare.
Standardtoleranser representerar det optimala intervallet där precision möter praktikabilitet. För de flesta CNC-fräsoperationsprocesser, ±0,010 tum (±0,25 mm) ger exceptionell noggrannhet för större delen av mekaniska komponenter. Denna nivå tar hänsyn till naturliga variationer i maskinprestanda, materialens egenskaper och miljöförhållanden, samtidigt som den säkerställer pålitlig passning och funktion.
Tåliga toleranser går utöver standardförmågan – vanligtvis ±0,001 tum (±0,025 mm) eller strängare. Att uppnå sådana toleranser kräver specialutrustning, lägre bearbetningshastigheter, kontrollerade miljöförhållanden och ytterligare kontroll. Enligt bearbetningsexperter anses toleranser på ±0,01 mm och mindre vara ultra-högprecision, vilket leder till betydande kostnadsökningar.
För precisionsmaskindelar påverkar den tolerans du anger direkt tillvägagångssättet för tillverkning, kraven på kontroll och slutligen ditt projektbudget.
| Toleransomfång | Klassificering | Typiska Tillämpningar | Kostnadspåverkan |
|---|---|---|---|
| ±0,010" (±0,25 mm) | Standard/kommersiell | Konstruktionskomponenter, skal, bromsar, kapslingar, allmän utrustning | Basnivå (1x) |
| ±0,005 tum (±0,127 mm) | Industriell precision | Sammanfogade monteringsdelar, lagerhus, precisionsfördelare, industriell automatisering | 1,5–2 gånger baslinjen |
| ±0,002 tum (±0,051 mm) | Hög precision | Medicintekniska apparater, luft- och rymdfartskomponenter, optiska system, precisionsinstrument | 2-3 gånger grundnivå |
| ±0,001" (±0,025 mm) | Ultra-hög noga | Flygkritiska luft- och rymdfartsapplikationer, implanterbara medicintekniska apparater, precisionsverktyg | 3-5 gånger grundnivå |
| ±0,0005 tum (±0,013 mm) | Extrem precision | Rymdtillämpningar, ultra-precisionsinstrument, mastermått | 5× eller mer jämfört med baslinjen |
När strama toleranser verkligen spelar roll
Här är insidervetenskap som kan spara dig betydande summor: strikta toleranser bör reserveras endast för funktionella ytor där funktionen verkligen kräver dem. En smart strategi innebär att tillämpa strikta toleranser endast på kritiska sammanpassade ytor, medan standardtoleranser används på icke-funktionella områden.
Strikta toleranser krävs när:
- Komponentens funktion beror på exakta dimensionsförhållanden – till exempel axlar i precisionsslaglager eller kolvar i hydraulcylindrar
- Flera samverkande delar skapar ackumulerade toleransproblem som kan påverka den totala monteringsprestandan
- Regleringskrav kräver specifika precisionsstandarder för säkerhetskritiska applikationer
- Tätningsoytor måste förhindra läckage i tryckbelastade komponenter
Standardtoleranser fungerar utmärkt för:
- Strukturella komponenter där exakt passform är viktigare än absolut dimensionell noggrannhet
- Husmonteringar, fästklämmor och stödstrukturer
- Applikationer där din konstruktion inkluderar lämpliga spel
- Icke-kritiska funktioner som skydd, kapslingar och dekorativa element
Nyckeln ligger i att förstå dina funktionskrav. Om dina precisionsbearbetade CNC-komponenter utför sin avsedda funktion tillförlitligt inom standardtoleransintervallen innebär anpassade krav högre kostnader och större komplexitet utan att förbättra prestandan.
Överväg denna praktiska jämförelse från toleransspecialister: att uppnå ±0,05 mm är som att träffa ett äpple på 10 meters avstånd med standardprocesser, medan ±0,01 mm är som att träffa en kirskål på 50 meters avstånd. Det senare kräver stabilare maskiner, finare verktyg, striktare miljökontroller och avancerad mätutrustning – allt detta bidrar till exponentiellt ökande kostnader.
Kvalitetscertifieringar som definierar tillverkningsstandarder
Utöver toleranser visar kvalificeringscertifikat vilka systematiska kontroller en tillverkare har på plats. Det är inte bara dekorationer för väggarna – de representerar rigorösa granskningar av processer, dokumentation och system för kontinuerlig förbättring.
ISO 9001:2015 fungerar som den grundläggande kvalitetsstandarden som erkänns internationellt. Enligt certifieringsexperter bygger den på kvalitetsstyrningsprinciper, inklusive stark kundfokus, ledningens engagemang, processinriktat arbete och kontinuerlig förbättring. Överensstämmelse med ISO 9001 bidrar till att säkerställa att kunder får produkter av konsekvent och god kvalitet. Denna certifiering är lämplig för allmän kommersiell tillverkning inom olika branscher.
AS9100D bygger på ISO 9001 och lägger till strikta krav som är specifika för luft- och rymdfartens kvalitetskrav. Stödd av International Aerospace Quality Group, som representerar stora globala luft- och rymdfartsföretag, behandlar AS9100 riskhantering, konfigurationshantering, förebyggande av förfalskade komponenter samt ytterligare säkerhetskrav. Om du tillverkar flygkritiska precisionsslipade delar måste leverantörerna ha denna certifiering.
ISO 13485 ställer krav på kvalitetsledningssystem för tillverkning av medicintekniska produkter. Det säkerställer att processer uppfyller regleringskraven för produkter som direkt påverkar patientsäkerheten. Medicinska komponenter kräver vanligtvis toleranser på ±0,005 tum till ±0,002 tum, kombinerat med renrumskapacitet och omfattande spårbarhetsdokumentation.
IATF 16949 gäller särskilt bilindustrins leveranskedjor och betonar felpreventiv åtgärder, minskning av variationer och eliminering av slöseri. Biltillverkare kräver denna certifiering från leverantörer som tillverkar CNC-precisionsdelar för fordon, för att säkerställa konsekvens i högvolymsproduktion.
När du utvärderar tillverkare av CNC-maskindelar bör du anpassa deras certifieringar till dina branschkrav. En tillverkare med endast ISO 9001-certifiering kan inte leverera luftfartskomponenter som kräver efterlevnad av AS9100D – oavsett deras bearbetningskapacitet.
Att förstå toleranser och certifieringar ställer dig i ett bättre läge för informerade samtal med potentiella leverantörer. Nästa steg innebär att utveckla en systematisk ram för att utvärdera och jämföra tillverkare – så att du samarbetar med anläggningar som är kapabla att uppfylla dina specifika krav.
Hur man utvärderar och jämför tillverkare av CNC-delar
Du har definierat dina toleranser, valt material och förstår de bearbetningsprocesser som ditt projekt kräver. Nu kommer kanske det mest avgörande beslutet i din inköpsresa – att välja rätt tillverkningspartner. Det är här många köpare stöter på problem, ofta genom att välja leverantörer främst utifrån prisoffertar snarare än en omfattande bedömning av deras kompetens.
Så här ligger det till: det lägsta offertpriset ger sällan den lägsta totala kostnaden. Dolda kostnader från kvalitetsproblem, kommunikationsbrott och missade tidsfrister överstiger ofta alla inledande besparingar. Att utveckla en systematisk bedömningsmetodik skyddar dina projekt och bygger relationer med tillverkare av maskinbearbetade delar som kan stödja din långsiktiga framgång.
Femstegsramverket för tillverkarens bedömning
När man jämför tillverkare av maskinbearbetade delar förhindrar en strukturerad ansats dyra överser. Denna ram har förfinats genom ett stort antal lyckade – och misslyckade – leverantörsrelationer. Följ dessa steg systematiskt, och du kommer att identifiera partners som levererar konsekvent kvalitet i stället för ursäkter.
-
Verifiera certifieringar och efterlevnadskrav
Börja med obestickliga krav. Enligt branschens inköpsexperter , certifieringar som ISO 9001, IATF 16949 eller AS9100D indikerar strukturerade processer och återkommande kvalitet. Begär aktuella certifikat – inte utgångna – och bekräfta att omfattningen täcker de specifika tjänster du behöver. En tillverkare som är certifierad för svarvning är möjligen inte certifierad för komplex fleraxlig fräsning. Anpassa certifieringarna till dina branschkrav innan du går vidare. -
Bedöm utrustningskapaciteter och teknisk expertis
Utvärdera om leverantören använder avancerade CNC-svarv, fräsar, slipmaskiner och koordinatmätmaskiner (CMM). Deras tekniska team bör visa kompetens inom CAD/CAM-verktyg och fleraxlig bearbetning. Ställ specifika frågor: Vilka maskinmärken använder de? Vad är deras maximala arbetsstyckesutrymme? Kan de hantera dina materialspecifikationer? Leverantörer av precisionsbearbetade delar investerar i utrustning som motsvarar deras kvalitetspåståenden – föråldrad maskinpark står i strid med löften om strikta toleranser. -
Granska kvalitetskontrollprocesser
Detta steg skiljer seriösa tillverkare av maskinbearbetade komponenter från verkstäder som enbart äger CNC-utrustning. Fråga om deras kontrollutrustning – passerkalibrar, mikrometerskruvar, koordinatmätmaskiner (CMM) – och begär prov på kontrollrapporter. Förstå hur de implementerar statistisk processtyrning (SPC). Övervakar de kritiska mått under hela produktionsloppen, eller kontrollerar de endast färdiga delar? Enligt specialister inom tillverkningskvalitet är korrekt kvalitetskontrolldokumentation avgörande för reglerade branscher som luftfarts- eller bilindustrin. -
Utvärdera kommunikationsrespons
Skicka tekniska frågor och observera kvaliteten och tidsåtgången för svaren. Erfarna leverantörer visar att de kan förstå tekniska ritningar, ge feedback om utformning för tillverkning (DFM) och föreslå alternativa bearbetningsmetoder. Snabb och tydlig kommunikation säkerställer att du inte lämnas i okunnighet när problem uppstår. En leverantör som svarar långsamt under offertfasen kommer troligen att frustrera dig även under produktionen. -
Begär provdelar
Innan du begär produktionsvolymer bör du beställa prototyper eller provmängder. Detta bevisar den faktiska kapaciteten snarare än den påstådda kapaciteten. Utvärdera dimensionsnoggrannhet, ytyta och dokumentationskvalitet. Enligt CNC-inköpsguider är det snabbaste sättet att verifiera en leverantörs verkliga förmåga, processdisciplin och kvalitetsinriktning innan man skalar upp till full produktion att börja med ett prototypprojekt.
Förståelse av SPC och CMM-inspektion
Två kvalitetskontrollkoncept kräver en djupare förklaring eftersom de i grunden skiljer kapabla CNC-maskinbearbetningsdelstillverkare från grundläggande maskinverkstäder.
Statistisk processkontroll (spc) övervakar produktionen i realtid och spårar dimensionella trender innan delar avviker från specifikationen. Istället for att upptäcka problem efter att en hel batch är färdigställd identifierar statistisk processkontroll (SPC) när processer börjar skifta – vilket möjliggör korrigeringar innan skrot produceras. För leverantörer av högvolyms precisionsslipade delar är SPC avgörande för att säkerställa konsekvens över tusentals identiska komponenter.
Koordinatmätmaskinsinspektion (CMM-inspektion) ger tredimensionell verifiering av komplexa geometrier. Dessa sofistikerade instrument mäter punkter över delarnas ytor och jämför de faktiska dimensionerna med CAD-modeller med mikronnoggrannhet. När er leverantör av slipade delar anför trånga toleranser bör ni fråga hur de verifierar efterlevnaden. Inspektionsrapporter från koordinatmätmaskiner (CMM) ger dokumenterad bevisning för att delarna uppfyller specifikationerna – något som är kritiskt för luftfarts-, medicinska och fordonsrelaterade tillämpningar där full spårbarhet krävs.
Röda flaggor vid granskning av CNC-leverantörer
Utöver vad man ska leta efter kan insikt om varningssignaler förhindra partnerskap som man kommer att ångra. Observera noggrant dessa oroande indikatorer:
- Motvilja att dela certifikat eller inspektionsmöjligheter: Legitima tillverkare av maskinbearbetade delar visar stolt fram sina kvalifikationer och välkomnar diskussioner om anläggningen.
- Offerter väsentligt under marknadspriserna: Orealistiska priser signalerar ofta kompromisser när det gäller material, kvalitetskontroll eller produktionsprocesser – kompromisser som senare leder till fel.
- Otydliga svar angående utrustning eller processer: Anseendeleverantörer beskriver sina möjligheter konkret – maskinmodeller, toleranskapacitet, inspektionsutrustning.
- Ingen DFM-återkoppling på komplexa konstruktioner: Erfarna tillverkare identifierar potentiella problem och föreslår förbättringar. Tystnad kring tillverkningsrelaterade frågor tyder på bristande erfarenhet eller likgiltighet.
- Dåliga dokumentationsrutiner: Begär prov på inspektionsrapporter och materialcertifikat. Leverantörer som inte kan lämna fram strukturerad dokumentation saknar troligen systematiska kvalitetsprocesser.
- Ovilja att ange referenser: Etablerade leverantörer av precisionsbearbetade delar har nöjda kunder som är villiga att dela sina erfarenheter.
Kompromisser mellan inhemsk och utländsk tillverkning
Den geografiska platsen för din leverantör av bearbetade delar påverkar projektresultaten i betydande utsträckning. Att förstå dessa avvägningar hjälper dig att fatta strategiska inköpsbeslut som är anpassade efter dina prioriteringar.
Inhemsk CNC-bearbetning erbjuder övertygande fördelar för många applikationer. Enligt forskning inom tillverkningsinköp ger inhemsk produktion en nära geografisk koppling mellan designlag och tillverkningsanläggningar. Fördelarna inkluderar kortare ledtider, bättre kommunikation, lättare samarbete vid konstruktionsändringar samt större kontroll över produktionskvaliteten. Närliggande placering möjliggör felsökning i realtid och snabbare implementering av tekniska ändringar.
Ledtider föredrar inhemska partners i betydligt högre utsträckning. Offshore-maskinbearbetning kräver redovisning av internationell frakt, tullavslutning och potentiella hamnfördröjningar. En rapport från Deloitte visade att över 40 % av globala tillverkare identifierade osäkerhet i offshore-inköp som en av de främsta operativa riskerna. Inhemska leverantörer opererar inom säkra logistiknätverk, vilket minskar variationen i ledtid och stödjer verksamhetens kontinuitet.
Kommunikation utmaningarna ökar med utländska leverantörer. Tidszonskillnader, språkbarriärer och kulturella skillnader i affärspraktiker kan försena lösningen av tekniska problem. När designändringar uppstår – och det gör de alltid – genomför inhemska partners ändringarna inom några dagar istället för veckor.
Skydd av immateriella rättigheter varierar kraftigt beroende på jurisdiktion. Offshore-maskinbearbetning kräver överföring av konstruktionsfiler via internationella nätverk, vilket introducerar sårbara punkter. Enligt experter inom immaterialrättsskydd kan data avlyssnas, kopieras eller användas utan tillstånd, särskilt i regioner med svag genomförande av immaterialrättsliga regler. Inhemsk tillverkning ger högre säkerhet mot obehörig kopiering och bevarar konkurrensfördelen.
Kostnadsöverväganden kräver en nyanserad analys. Offshore-alternativ kan visa lägre styckpris, men den totala landade kostnaden ger den fullständiga bilden. Ta hänsyn till frakt, tullavgifter, kvalitetskontroll, buffertlager för längre ledtider samt eventuella kostnader för omarbete. Enligt analytiker inom tillverkningskostnader kan dessa dolda kostnader underminera mycket, om inte hela, den upplevda besparingen från offshore-inköp.
Valet mellan inhemsk och utländsk tillverkning beror slutligen på ditt produkts specifika krav, applikationens känslighet och den grad av övervakning som krävs. Precisionkrav, ledtidsbegränsningar, immaterialrättsskydd och efterlevnad av standarder spelar alla en avgörande roll vid valet av rätt tillvägagångssätt.
Med en tydlig ram för att utvärdera tillverkare är nästa steg att förbereda dokumentationen som möjliggör exakta offertförfrågningar och effektiv projektutförande – den ofta överlookade konsten att skapa professionella offertförfrågningspaket.
Förbered din offertförfrågan som en proffs
Du har identifierat lovande tillverkare och förstår vad som skiljer kompetenta leverantörer från okunniga aktörer. Nu kommer ett steg som många köpare skyndar sig igenom – och betalar för senare med förseningar, nya offertförfrågningar och frustrerande utbyten av meddelanden fram och tillbaka. Ditt offertförfrågningspaket (RFQ) är i princip ditt första intryck och påverkar direkt hur snabbt och exakt tillverkarna kan svara.
Här är insiderns hemlighet: En komplett RFQ-insändning kan ge DFM-återkoppling samma dag och pålitliga prisförslag. Saknas information? Förvänta er tidsplanefördröjningar, överdrivna offertpriser för att täcka okända faktorer samt risker i processplaneringen. Enligt experter inom precisionsframställning , leder ofullständiga RFQ:er till kostsamma utbyten fram och tillbaka som försenar projekt innan de ens har börjat.
Förbered din RFQ för snabbare och mer exakta offertförslag
Tänk på ditt RFQ-paket som ett komplett instruktionsdokument. Ju mer omfattande din insändning är, desto mer exakt blir svaret. När tillverkning av anpassade komponenter kräver exakta specifikationer introducerar gissningar fel som förstärks under hela produktionsprocessen.
Innan du kontaktar någon tillverkare ska du samla följande väsentliga element:
- CAD-filer och tekniska ritningar: Leverera både 3D-modeller (i STEP- eller IGES-format) och 2D-PDF:er. Enligt CNC-fräsningsexperter , många köpare gör felet att inkludera endast STEP-filen. PDF-filen innehåller kritiska anmärkningar angående toleranser, material, värmebehandling, ytyta och slutförandekrav som gör en korrekt offert möjlig.
- Materialens specifikationer: Ange exakta materialklasser – till exempel "6061-T6" istället for bara "aluminium". Enligt tillverkningsspecialister leder benämningen "rostfritt stål" utan angiven klass till mycket olika skärdata och kostnader, vilket tvingar leverantörer att höja priset för att täcka osäkerheten.
- Toleranskrav: Markera kritiska mått tillsammans med deras tillåtna avvikelser. Inkludera GD&T-specifikationer där det är relevant. Markera riskfunktioner som tunna väggar, djupa fickor, långa gängor eller små radier som kräver särskild uppmärksamhet.
- Antalsbehov: Ange om det gäller prototyper, små serier eller serieproduktion. Inkludera antal per order samt årliga användningsprognoser. Denna information styr verktygsbeslut, partipriser och schemaläggning.
- Krav på ytfinish: Ange mål för ytråhet (Ra 1,6, Ra 3,2 osv.) och sekundära ytbehandlingar – typ och färg på anodisering, kemisk film, passivering, kornstrålning eller elektropolering. Identifiera funktionella respektive kosmetiska yt-zoner.
- Sekundära operationer: Lista värmebehandling, plätering, beläggning, montering eller andra efterbearbetningsprocesser som krävs. Inkludera gängspecifikationer med system, klass och djup (t.ex. M6x1,0-6H, 12 mm djup).
- Leveranstid: Ange måldatum för leverans eller acceptabla tidsfönster. Undvik vaga uttryck som "ASAP" – ange istället specifika datum eller intervall som möjliggör realistisk schemaläggning.
- Budgetparametrar: Även om budgetområden inte alltid delas redan från början hjälper det tillverkare att föreslå kostnadseffektiva alternativ när dina specifikationer tillåter flexibilitet.
Information som tillverkare behöver från dig
Utöver den här kollistan är det viktigt att förstå hur tillverkare faktiskt använder din information, så att du kan tillhandahålla den på ett mer effektivt sätt. När maskinbearbetade delar som krävs för ditt projekt anländer till ett offertkontor utvärderar ingenjörerna flera faktorer samtidigt.
Revisionskontroll är avgörande. Enligt experter på RFQ-beredning är ett av de mest frustrerande utfallen att produkter anländer tillverkade enligt en gammal ritningsrevision—vilket gör dem helt oanvändbara. Varje ändring kräver ett nytt revisionsnummer, och du bör referera till och verifiera den aktuella revisionen med tillverkarna vid varje order.
Sammanhang förbättrar förståelsen. Dela monteringsskisser, förklara delens funktion, identifiera samverkande komponenter och kommunicera dina prioriterade avvägningar mellan kostnad och ledtid. Ingenjörer med årtionden av erfarenhet kan upptäcka konstruktionsfel eller tillverkningsrisker som du kanske missar—men endast om de förstår ditt användningsområde.
Inspektionskrav påverkar både tidplan och kostnad. Ange om du behöver första artikelinspektion (FAI), 100 % inspektion eller AQL-provtagning. Ange vilka dokument som krävs: dimensionsrapporter, CMM-data, materialcertifikat, RoHS/REACH-kompatibilitet eller PPAP-paket. Enligt kvalitetsspecialister lägger FAI och CMM-inspektion vanligtvis till 0,5–2 dagar beroende på antalet delar och deras komplexitet.
Vanliga fel som försenar projekt med anpassade CNC-delar:
- Att lämna in endast 2D-ritningar utan STEP-filer – verifiering av åtkomst och verktygspathsplanering försämras kraftigt
- Att utelämna måttenheter eller toleranser – tvingar fram standardantaganden som kanske inte stämmer överens med dina avsikter
- Att ange "anodisering" utan angivande av typ eller färg – okända underentreprenörsprocesser och krav på återställning av dimensioner
- Att utelämna information om gängsystem, gängklass eller gängdjup – ökar risken för omarbete
- Att inte ange kvantitet – förhindrar fixturplanering och beräkning av partibesparing
- Orealistiska toleransangivelser för icke-kritiska funktioner – höjer kostnaderna utan att ge någon funktionell fördel
Enligt experter inom tillverkningskommunikation bör din RFQ-paket innehålla tillräckligt med detaljer för att alla tillverkare som följer specifikationerna ska kunna framställa produkten identiskt. Hur kommunicerar du designavsyftet tydligt? Genom fullständig, entydig dokumentation som inte lämnar utrymme för tolkning.
När ditt RFQ-paket är korrekt sammansatt hjälper förståelsen av vad som driver prissättningen dig att tolka offertförslag på ett klokt sätt och identifiera möjligheter till kostnadsoptimering – vilket är ämnet vi kommer att utforska nästa.
Prisfaktorer och ledtidförväntningar
Du har skickat ett omfattande RFQ-paket till flera tillverkare. Nu anländer offertförslagen – och prisvariationerna verkar förvirrande. En leverantör anför $45 per del medan en annan anför $120 för vad som verkar vara identiska specifikationer. Vad händer här? Att förstå de faktorer som påverkar kostnaderna för CNC-bearbetning omvandlar dig från en förvirrad köpare till en informerad förhandlare.
Här är vad de flesta köpare aldrig lär sig: Prissättningen är inte godtycklig. Varje dollar i ett CNC-erbjudande kan spåras tillbaka till specifika kostnadsdrivare som du ofta kan påverka genom smarta designbeslut och strategiska specifikationer. Låt oss avkoda vad som faktiskt bestämmer dina projektkostnader.
Vad driver egentligen kostnaderna för CNC-bearbetning
När tillverkare prissätter dina maskinerade delar utvärderar de flera sammanlänkade faktorer. Enligt branschens kostnadsanalys , påverkar materialtypen, designkomplexiteten, maskintiden och kraven på ytbehandling alla i betydande utsträckning det slutgiltiga offertpriset. Att förstå varje enskild faktor hjälper dig att identifiera där det finns flexibilitet – och där kostnaderna är ovillkorliga.
| Kostnadsfaktor | Påverkannivå | Vad påverkar det | Köparens kontroll |
|---|---|---|---|
| Materialkostnad | Måttlig till hög | Materialtyp, kvalitetsspecifikation, lagerförekomst, spillprocent vid bearbetning | Hög – materialvalet påverkar direkt grundkostnaderna |
| Komplexitet hos delen | Hög | Antal funktioner, komplexa geometrier, bearbetning av flera ytor, krav på specialverktyg | Mellan – förenkling av designen minskar programmerings- och bearbetningstiden |
| Toleranskrav | Hög | Precisionsspecifikationer, inspektionsintensitet, långsammare bearbetningshastigheter för strikta toleranser | Hög—tillämpa strikta toleranser endast där det är funktionellt nödvändigt |
| Ytbehandling | Medium | Krävda ytjämnhetvärden, sekundära slutförandeoperationer, specialbehandlingar | Medium—skilja mellan kosmetiska och funktionella ytor |
| Beställningsvolym | Mycket hög | Amortering av installationskostnader, motivering av verktygsinvesteringar, rabatter för stora materialkvantiteter | Hög—kvantitetsbeslut påverkar kraftigt styckpriset |
| Sekundära operationer | Måttlig till hög | Värmebehandling, plätering, beläggning, montering, extra hantering samt samordning av underentreprenörer | Medium—konsolidering av operationer eller justering av specifikationer |
| Ledtidens brådskande karaktär | Medium | Extra avgifter för akuta beställningar, snabbare materialinköp, övertidsarbete, störningar i produktionsplaneringen | Hög—förhandsplanering eliminerar extra kostnader |
Materiella kostnader etablera din prissättningsgrund. Enligt experter inom bearbetningskostnader är material som aluminium och mild stål generellt billigare, medan rostfritt stål, titan och exotiska legeringar kan öka kostnaderna avsevärt. Dessutom påverkar bearbetbarheten hur snabbt verktygen skär igenom materialet – hårdare metaller kräver långsammare fördjupning och orsakar större verktygsslitage, vilket lägger till indirekta kostnader.
Komplexitet hos delen påverkar bearbetningstiden, vilket utgör en av de största kostnadskomponenterna. Komplexa geometrier, strikta toleranser och bearbetning av flera ytor kräver längre programmerings- och bearbetningstid. Enligt forskning om kostnader för CNC-prototyper kan designkomplexitet öka bearbetningstiden med 30–50 %, vilket direkt påverkar ditt slutgiltiga fakturabelopp. Delar som kräver borttagning av 80 % eller mer av utgångsmaterialet medför också högre kostnader på grund av förlängd bearbetningstid och ökat verktygsslitage.
Toleranskrav skapar exponentiella kostnadspåverkan. Enligt analytiker inom precisionsframställning kan strikta toleranser på ±0,001 tum fyrdubbla kostnaderna jämfört med standardtoleranser på ±0,005 tum. Varje bearbetad del som kräver ultraexakta mått kräver lägre hastigheter, specialverktyg och ytterligare kontroll – allt detta lägger till på din faktura.
Volymprissättning och prototypkostnader
Ingen enskild faktor påverkar styckpriset mer dramatiskt än beställd kvantitet. Att förstå detta samband hjälper dig att fatta strategiska beslut om prototypserier jämfört med produktionskvantiteter.
Överväg denna scenariobeskrivning från forskning inom tillverkningskonomi: en enda prototyp kan kosta 500 USD, medan en beställning av 10 enheter sänker styckpriset till cirka 300 USD per styck. För större serier på 50+ enheter kan kostnaderna sjunka med upp till 60 %, vilket sänker styckpriset till cirka 120 USD – utan att påverka kvaliteten eller specifikationerna.
Varför så dramatiska skillnader? Ekonomins uppdelning sker i fasta och rörliga kostnader:
- Fasta kostnader förblir konstant oavsett kvantitet—programmering, CAD/CAM-förberedelse, fästningsutrustning och installation. Dessa engångskostnader, som ofta ligger mellan 200–500 USD, fördelas över din beställda kvantitet. En del absorberar hela beloppet; femtio delar bär var och en en bråkdel.
- Rörliga kostnader skalar med kvantiteten—material, bearbetningstid per del och kontroll. Dessa kostnader drar nytta av effektivitetsvinster när operatörer optimerar processer under längre produktionsserier.
- Materialrabatter aktiveras vid högre volymer. Enligt experter inom materialinköp kvalificerar köp i stora mängder vanligtvis för rabatter på 10–25 %, vilket ytterligare minskar styckkostnaden.
Praktisk tillämpning: Om du utvecklar nya CNC-fräsade komponenter och behöver prototyper för testning bör du överväga att beställa 3–5 enheter istället för en enskild provdel. Du får redundans för destruktiva tester samtidigt som investeringen per enhet minskar avsevärt. Den marginella kostnaden för ytterligare prototyper är långt lägre än att beställa dem individuellt vid ett senare tillfälle.
Kostnadsminskning genom design för tillverkning
Här är det som informerade köpare får betydande fördelar. Att tillverka maskindelar effektivt kräver design som är optimerad för CNC-processer – och små förändringar kan ge betydande besparingar utan att påverka funktionen.
Enligt DFM-specialister minskar flera designprinciper direkt tillverkningskostnaderna:
Undvik djupa hål och fickor. Dessa egenskaper orsakar problem som påverkar ytytan och precisionen, vilket potentiellt kan leda till verktygsbrott. De kräver ofta flera skärningar för att bearbetas korrekt, vilket ökar bearbetningstiden och därmed din delkostnad.
Minimera skarpa inre hörn. CNC-fräsverktyg har cirkulär form och lämnar därför radier vid inre hörn. Skarpa inre hörn kräver specialverktyg eller sekundära operationer som EDM – vilket avsevärt ökar kostnaderna. Välj istället inre avrundningar (filletter) som motsvarar standardverktygens diameter.
Upprätthåll lämplig väggtjocklek. Tunna väggar är benägna att vibrera under bearbetning, vilket sänker den uppnåbara noggrannheten och potentiellt kan leda till skrot.
Välj avfasning istället för rundning på yttre kanter. Yttre rundningar kräver i allmänhet mer maskintid och specialverktyg. Avfasning uppfyller liknande funktionella syften – avburkning, säkerhet och estetik – till lägre kostnad.
Ange endast nödvändiga toleranser. Enligt experter på bearbetningsoptimering , om hög precision inte är absolut nödvändig för din komponent, undviks onödiga kostnadsökningar genom att följa allmänna toleranser som ISO 2768 så långt det är möjligt.
Leveranstidsfaktorer och realistiska förväntningar
Utöver pris påverkas ofta köparnas förväntningar på leveranstid av bristande kännedom om tillverkningsverkligheten. Flertalet faktorer avgör hur snabbt dina bearbetade komponenter går från order till leverans.
Maskintillgänglighet påverkar schemaläggningen direkt. Populära maskiner – femaxliga maskiner, fräsar med stort arbetsområde – kan ha kötider som sträcker sig över veckor. Enklare delar som tillverkas på treaxliga maskiner schemaläggs ofta snabbare.
Materialförsörjning kan förlänga tidsramarna avsevärt. Vanliga material som aluminiumlegering 6061 eller rostfritt stål 304 finns ofta lokalt i lager. Exotiska legeringar, specifika värmebehandlingsförhållanden eller certifierade luft- och rymdfartsgrader kan kräva beställningar direkt från valsen med ledtider på 4–8 veckor.
Krav på ytbehandling lägger till bearbetningsdagar. Enligt experter inom ytbearbetning innebär ytor i maskinfinishing ingen extra tid, medan grundläggande behandlingar som kornstrålning lägger till 1–2 dagar. Premiumytbehandlingar som anodisering förlänger ledtiderna med 3–5 dagar, och specialiserade beläggningar kan kräva samordning med externa leverantörer, vilket lägger till en vecka eller mer.
Expressorder är möjliga men dyra. Att fördra leverans kräver att tillverkare omorganiserar sina scheman, skaffar material snabbare och eventuellt arbetar övertid – allt till högre priser. Enligt branschens kostnadsexperter ökar brådskande ledtider kostnaderna genom övertidsbearbetning, expedierad materialbeställning och prioriterad placering – ofta med en pålägg på 25–50 % jämfört med standardtidsramar.
Vilken är den kostnadseffektivaste metoden? Planera i förväg. Tidsscheman för delstillverkning blir förutsägbara när du kommunicerar korrekta tidsplaner, undviker sista-minutens ändringar och bygger in buffertid för oväntade händelser. Tillverkare belönar förutsägbara kunder med bättre priser och prioriterad uppmärksamhet när verkliga nödsituationer uppstår.
När prisfaktorerna är förstådda är nästa övervägande branssspecifika krav – de specialiserade standarderna och certifieringarna som definierar tillverkning för automobil-, luft- och rymdfarts- samt medicinska applikationer.

Branssspecifika krav för automobil-, luft- och rymdfarts- samt medicinsk tillverkning
Du har bemästrat prissättningsfaktorer och förväntade ledtider. Men här är det som skiljer köpare som lyckas från de som möter kostsamma överraskningar: förståelsen för att olika branscher kräver fundamentalt olika tillvägagångssätt vid tillverkning. En tillverkare av maskinbearbetade delar som levererar till bilindustrins leveranskedja opererar under helt andra begränsningar än en som tillverkar luft- och rymdfartskomponenter eller medicintekniska produkter.
Detta är inte subtila variationer – det är skilda ekosystem med unika certifieringar, dokumentationskrav och kvalitetskontrollprotokoll. Företag som tillverkar anpassade metallkomponenter för reglerade branscher investerar kraftigt i specialiserade kompetenser som allmänna maskinverkstäder helt enkelt inte besitter. Låt oss undersöka vad varje större sektor kräver av sina tillverkningspartners.
Tillverkningskrav för bilsektorn
Bilindustrin utgör en av de mest krävande miljöerna för produktion av CNC-fräsade delar. Volymförväntningarna ligger i tusentals eller miljontals identiska komponenter, alla med krav på perfekt konsekvens. En enda defekt del kan utlösa återkallanden som påverkar hundratusentals fordon – med enorma ekonomiska och ryktepåverkande konsekvenser.
Enligt specialister inom branschcertifiering är IATF 16949 den globala standarden för kvalitetsstyrning inom bilindustrin och kombinerar principerna i ISO 9001 med sektor-specifika krav på kontinuerlig förbättring, felpreventiv åtgärder och strikt leverantörsövervakning. Denna certifiering är inte frivillig för allvarliga leverantörer till bilindustrin – den är ingångsbiljetten för att arbeta med stora OEM:er.
Viktiga krav för CNC-maskinbearbetade bilkomponenter inkluderar:
- IATF 16949-certifiering: Visar på ett systematiskt kvalitetsstyrningssystem som är anpassat efter bilindustrins förväntningar, inklusive processer för godkännande av produktionsdelar (PPAP)
- Statistical Process Control (SPC): Echtidövervakning av kritiska dimensioner under hela produktionsloppen för att upptäcka avvikelser innan de blir fel
- Konsekvens i storproduktion: Förmåga att tillverka tusentals identiska precisionsmaskinbearbetade produkter med minimal variation mellan den första och den sista delen
- Fokus på fel prevention: Proaktiva kvalitetssystem snarare än reaktiva inspektioner – upptäcker problem innan de uppstår
- Fullständig spårbarhet: Materialcertifikat, processdokumentation och inspektionsdokumentation som kopplar varje komponent till dess produktionshistorik
- Snabb skalbarhet: Förmåga att övergå från prototypkvantiteter till full produktion utan kvalitetsförsämring
För köpare som inköper bilkomponenter innebär samarbete med certifierade tillverkare skillnaden mellan smidig produktion och kostsamma störningar. Shaoyi Metal Technology , till exempel, innehar IATF 16949-certifiering och tillämpar strikta SPC-processer – vilket möjliggör leverans av komponenter med hög toleransnoggrannhet för komplexa chassinmonteringar och anpassade metallbussningar, samtidigt som produktionen skalar sömlöst från snabb prototypframställning till massproduktion. Deras ledtider, som kan vara så korta som en arbetsdag vid brådskande behov, visar på den responsivitet som krävs i bilindustrins leveranskedjor.
Tillverkningskrav för luftfartssektorn
När komponenter flyger på 35 000 fot med hundratals passagerare ombord är fel inte ett alternativ. Tillverkning för luftfartssektorn kräver de mest rigorösa kvalitetsstandarderna inom någon bransch. Enligt experter på luftfartscertifiering bygger AS9100 på grunden i ISO 9001 och inför ytterligare krav specifika för luftfartssektorn, med särskild betoning på riskhantering, strikt dokumentation samt kontroll av produktens integritet genom hela de komplexa leveranskedjorna.
Vad gör luftfartssektorn annorlunda jämfört med produktion av andra precisionsbearbetade komponenter?
- AS9100D-certifiering: Den luft- och rymdfarts-specifika kvalitetsledningsstandarden som utökar ISO 9001 med ytterligare styrningar för konfigurationshantering, förebyggande av förfalskade komponenter och säkerhetskrav
- Nadcap-ackreditering: Enligt specialister inom särskilda processer fokuserar NADCAP på ackreditering av särskilda processer som är avgörande för luft- och rymdfarts- samt försvarsindustrins tillverkning, inklusive värmebehandling, kemisk behandling och icke-destruktiv provning
- Fullständig materialspårbarhet: Enligt Experter på implementering av AS9100 , spårbarhetskrav inkluderar identifiering under hela produktens livscykel, kunskap om alla produkter som tillverkats från en och samma materialbatch samt möjlighet att återhämta den sekventiella registreringen av en produkt genom tillverkning, montering, provning och inspektion
- Konfigurationshantering: Att exakt veta vilka delar, processer, material och revisioner som ingår i varje produkt för jämförelse mot designkonfigurationen
- Godkännandemediakontroll: Stämplar, lösenord eller elektroniska signaturer som anger vem som utfört uppgifter eller godkänt mätningar måste kontrolleras för att säkerställa korrekt auktorisering
- Kvalitetsplanering baserad på risk: Systematisk identifiering och minskning av potentiella felmoder innan produktionen påbörjas
Konsekvenserna av otillräcklig spårbarhet inom luft- och rymdfarten är allvarliga. Enligt spårbarhetsexperter måste tillverkare, om en viss komponent upptäcks vara defekt och orsakar en olycka med ett flygplan, identifiera vilka komponenter på andra flygplan som kan påverkas – ända ner till de råmaterial som använts för varje enskild komponent. Utan korrekt spårbarhet kan företag tvingas ersätta alla tvivelaktiga produkter enbart därför att de inte med säkerhet vet vilka enheter som är misstänkta.
Alla tillverkare av CNC-svarvade delar som tjänar luft- och rymdfartssektorn måste demonstrera dessa förmågor genom dokumenterade processer och externa revisioner. Om ditt projekt omfattar flygkritiska komponenter bör du verifiera att leverantören har AS9100D-certifiering innan du ingår något leverantörsavtal.
Krav på tillverkning av medicintekniska produkter
Medicintekniska produkter påverkar direkt patientsäkerheten – vilket gör kraven inom denna sektor unikt strikta. Enligt experter inom medicinsk certifiering är ISO 13485 den avgörande kvalitetsledningsstandarden för detta område och specificerar strikta krav på konstruktion, tillverkning, spårbarhet och riskhantering.
Kritiska krav för medicinska precisionsbearbetade produkter inkluderar:
- ISO 13485-certifiering: Det specialiserade kvalitetssystemet för tillverkning av medicintekniska produkter, som säkerställer efterlevnad av regleringskrav och patientsäkerhet
- FDA 21 CFR Del 820-kompatibilitet: Kvalitetssystemförordningen (Quality System Regulation), som styr produktkonstruktion, tillverkning och spårning av produkter som säljs i USA
- Komplex riskhantering: Systematisk identifiering och minskning av risker som kan påverka produktens säkerhet eller effektivitet
- Fullständig produktspårbarhet: Möjlighet att spåra varje komponent genom hela dess tillverkningshistorik för hantering av återkallanden
- Effektiv hantering av kundanmärkningar: Dokumenterade processer för utredning och hantering av kvalitetsrelaterade frågor
- Rengöringsrumsmöjligheter: Tillverkningsmiljöer utan föroreningar för känslomässiga komponenter
Kraven på renrum kräver särskild uppmärksamhet. Enligt experter inom renrumstillverkning kräver komponenter inom starkt reglerade branscher precisionssammontering i miljöer utan föroreningar för att uppfylla korrekta standarder. Sammansättning och paketering av medicintekniska apparater av skickliga tekniker säkerställer att kundanpassade maskinbearbetade delar uppfyller strikta kvalitetskrav.
Specialiserade miljöer för kritiska branscher
Utöver certifieringar kräver vissa tillämpningar tillverkningsmiljöer som de flesta maskinverkstäder helt enkelt inte kan erbjuda. Renrumsanläggningar utgör den mest betydelsefulla specialiserade kapaciteten för halvledar- och medicintekniska tillämpningar.
Enligt experter inom precisionkomponenter uppfyller renrum av ISO-klass 7 FDA:s krav på kvalitetssystem samt certifieringskraven i ISO 13485:2016. Dessa kontrollerade miljöer stödjer olika sammonterings- och avslutningsmetoder, inklusive:
- Depyrogeniserande ultraljudsrengöring för borttagning av föroreningar
- Lösningsmedels- och limbundna fogar i partikelfria förhållanden
- Ultraljuds- och lasersvetsning med precisionsstyrning
- Laserborrning, -skärning och -märkning för medicinsk spårbarhet
- Testning och validering, inklusive sprängtest, tryckfallstest och dragprovning
Medicintekniska produkter och utrustning kräver precision från konstruktion till produktion och kvalitetskontrollerad montering. Enligt experter inom tillverkning av medicintekniska produkter måste processerna prioritera strikt kvalitetskontroll, med vetskap om att fel vid bearbetning, montering eller leverans kan få kritiska konsekvenser för slutanvändarna.
Aerospacekomponenter drar likaså nytta av kontrollerade miljöer. Dessa komponenter används ofta i applikationer som utsätts för höga hastigheter och mekanisk påverkan och är beroende av noggrann tillverkning och montering, där den minsta defekten kan leda till katastrofala konsekvenser. Förmågor inom termoelement, satellitkomponenter och syngenereringsutrustning kräver alla specialhantering utöver standardmiljön i en maskinverkstad.
Överväganden för försvarssektorn
CNC-bearbetning inom försvarssektorn introducerar ytterligare regleringsnivåer. Enligt experter inom försvarsreglering omfattas tillverkning för försvarsändamål av förordningen International Traffic in Arms Regulations (ITAR), som strikt reglerar hanteringen av känslig teknisk information och komponenter. För att uppfylla kraven krävs registrering hos USA:s utrikesdepartement samt informations- och säkerhetsprotokoll.
Försvarsentreprenörer kräver vanligtvis ISO 9001- eller AS9100-certifiering kombinerat med ITAR-registrering för att visa både kvalitetsförmåga och efterlevnad av kraven på nationell säkerhet. Dessa kombinerade krav hjälper till att ge myndighetsuppdragsgivare en garanti för anläggningens tekniska förmågor och förmåga att skydda känslomärkt information.
När du köper CNC-fräsade delar för reglerade branscher är verifiering av certifiering inte frivillig – den är nödvändig. Begär aktuella certifikat, bekräfta att omfattningen täcker dina specifika krav och verifiera leverantörens erfarenhet av din branschs unika krav på dokumentation och spårbarhet.
Att förstå dessa branschspecifika krav gör att du kan ställa rätt frågor och identifiera tillverkare som verkligen har förmågan att uppfylla dina behov. Den sista pusselbiten handlar om att bygga varaktiga leverantörsrelationer som ger konsekventa resultat över tid – och undvika de vanliga misstagen som undergräver tillverkningspartnerskap.
Undvika fällor och bygga starka relationer med tillverkare
Du har navigerat genom materialval, förstått pristillvägagångssätt och identifierat branschspecifika krav. Nu kommer insikten som skiljer köpare som blomstrar från de som ständigt letar efter nya leverantörer: att bygga varaktiga partnerskap med tillverkare av CNC-maskindelar kräver mer än att hitta kapabla anläggningar. Det kräver att undvika vanliga misstag som undergräver relationer innan de har hunnit mogna – och att införa samarbetspraktiker som omvandlar transaktionell inköpsverksamhet till strategiska partnerskap.
Här är vad erfarna inköpsprofessionella förstår: den verkliga kostnaden för att byta leverantör överstiger vid långt ifrån de uppenbara besparingarna från att jaga lägre offertpriser. Enligt experter på tillverkningspartnerskap möjliggör långsiktiga relationer att båda parterna kan samordna sina gemensamma mål, utveckla en djup ömsesidig förståelse, minska kostsamma missförstånd och samarbeta proaktivt för att lösa komplexa ingenjörsutmaningar. Låt oss utforska hur man bygger dessa värdefulla relationer – med början i de misstag som du måste undvika.
Vanliga misstag som gör tillverkningsprojekt ur kurs
Även erfarna inköpare hamnar i fällor som skadar leverantörsrelationer och driver upp projektkostnaderna. Att identifiera dessa fallgruvor innan de uppstår sparar dig från att lära dig dyra lektioner på ett svårt sätt.
- Oklara specifikationer: Att lämna in ofullständiga ritningar, saknade toleransangivelser eller vagt formulerade materialkrav tvingar tillverkare att göra antaganden. Enligt CNC-maskinbearbetningsexperter genom att hålla din design enkel och specifikationerna tydliga undviks extra cykeltid och onödig bearbetning som ökar kostnaden utan att lägga till värde. Tvetydighet ger upphov till fel – och tvister om vem som är ansvarig.
- Orealistiska tidsramar: Att kräva brådskande leverans utan att förstå tillverkningsverkligheten belastar relationer och driver upp kostnaderna. Anpassade maskindelar kräver programmering, inställning, bearbetning och kontroll – processer som inte kan komprimeras godtyckligt utan att påverka kvaliteten.
- Dålig kommunikation: Att försvinna efter att ha placerat beställningar och sedan dyka upp igen med brådskande ändringar skapar kaos. Starka partnerskap kräver konsekvent engagemang, snabba svar på frågor samt proaktiv information om ändrade krav.
- Att ignorera DFM-återkoppling: När erfarna tillverkare föreslår designändringar för bättre tillverkningsbarhet innebär det att förkasta deras input en slöseri med värdefull expertis. Enligt experter inom designoptimering ökar funktioner som små inre hörn, höga tunna väggar eller upphöjd text avsevärt kostnaden och bearbetningstiden. Tillverkare som ger DFM-råd försöker spara dig pengar – lyssna på dem.
- Att byta leverantörer ofta: Att ständigt jaga efter lägsta offert hindrar varje leverantör från att lära känna dina preferenser, kvalitetskrav och kommunikationsmönster. Varje ny relation kräver att man återuppbygger den institutionella kunskap som erfarna partners redan besitter.
Dessa misstag har en gemensam nämnare: de behandlar tillverkning som en kommoditetransaktion snarare än en samarbetsbaserad relation. CNC-maskinkomponenter kräver precision, expertis och noggrannhet – egenskaper som blomstrar i stabila partnerskap och försvinner under konfrontativa inköpspraktiker.
Att bygga ett pålitligt leverantörspartnerskap
Att omvandla leverantörsrelationer från transaktionella till strategiska kräver medveten ansträngning från båda parter. Här är hur framgångsrika köpare bygger partnerskap som ger konsekventa resultat år efter år.
Etablera regelbundna kommunikationsrutiner. Enligt experter inom partnerskapsutveckling innebär att utse dedicerade kontaktpersoner på båda sidor en förenklad samordning. Schemalägg fasta tidpunkter för projektuppdateringar, designgranskningar och demonstrationer av pågående arbete. Använd molnbaserade samarbetsplattformar för att dela filer och data omedelbart.
Skapa meningsfulla återkopplingsloopar. Vänta inte tills problem uppstår – dela proaktivt dina observationer av prestanda. När kundanpassade delar överträffar förväntningarna ska detta sägas. När problem uppstår bör de hanteras konstruktivt snarare än anklagande. Enligt experter inom leverantörsrelationer bygger en miljö där utmaningar rapporteras omedelbart och hanteras konstruktivt förtroende som stärks över tid.
Ge korrekta volymprognoser. Tillverkare planerar kapacitet, schemalägger utrustning och lagrar material baserat på kundens prognoser. Att dela realistiska uppskattningar av årlig förbrukning – även grova intervall – hjälper din leverantör av CNC-komponenter att förbereda sig för dina behov. Plötsliga efterfrågeökningar blir hanterbara när parterna tillsammans förutser dem.
Involvera leverantörer tidigt i utvecklingsprocessen. Enligt experter inom samarbetsbaserad tillverkning ger det att involvera din CNC-bearbetningspartner redan under design- och prototypstadierna tillgång till deras tillverkningsinsikter. Tidig leverantörsinvolvering identifierar potentiella tillverkningsproblem och minskar kostsamma omdesigner – vilket omvandlar din leverantör från en ren produktionsanläggning till en designresurs.
Omfamna gemensam kontinuerlig förbättring. Schemalägg periodiska affärsgranskningar för att utvärdera kvalitetsmått, leveransprestanda och kostnadmål. Enligt experter inom partnerskapsdrivbarhet identifierar dessa möten förbättringsområden, anpassar sig till nya marknadsförhållanden och justerar framtida produktionsplaner mer noggrant. Gemensamma workshops och utbildningsforum fördjupar den tekniska förståelsen och stärker samarbetet.
Urval av partner för långsiktig tillväxt
För växande företag bör leverantörsurvalskriterierna sträcka sig bortom nuvarande behov till framtida förmågor. Den ideala tillverkningspartnern skalas tillsammans med ditt företag – hanterar prototypkvantiteter idag och produktionsvolymer imorgon utan kvalitetsförsämring eller påverkan på partnerskapet.
Leta efter tillverkare som visar upp:
- Snabba ledtider för brådskande behov: Partners som kan leverera maskinbearbetade produkter redan inom en arbetsdag vid akuta behov ger ovärderlig flexibilitet när oväntade möjligheter eller utmaningar uppstår.
- Skalbar produktionskapacitet: Anläggningar som övergår smidigt från prototypframställning till massproduktion eliminerar störningar orsakade av behovet av att hitta nya leverantörer när dina volymer ökar
- Kompletta anpassade bearbetningslösningar: Partnerskap med leverantörer som erbjuder fullständiga tjänster – från komplexa monteringsenheter till specialanpassade komponenter – förenklar din leveranskedja och minskar koordineringsarbete
- Certifierade kvalitetssystem: IATF 16949-certifiering och implementering av statistisk processkontroll (SPC) säkerställer konsekvens i produktionen även vid ökande volymer
Dessa förmågor är särskilt viktiga för fordonsrelaterade applikationer, där pålitligheten i leveranskedjan direkt påverkar produktionsplaneringen. Shaoyi Metal Technology exemplifierar detta partnerskapsinriktade tillvägagångssätt – deras IATF 16949-certifierade anläggning hanterar allt från komplexa chassinmonteringsenheter till anpassade metallbussningar, med ledtider så korta som en arbetsdag för brådskande krav. Denna kombination av omfattande kapacitet och responsiv service skapar grunden för leverantörsrelationer som stärks i takt med att ditt företag växer.
De bästa leverantörsrelationerna känns som utvidgningar av ditt eget team – partners som förstår dina prioriteringar, förutser dina behov och investerar i din framgång eftersom deras framgång är beroende av din.
Att bygga dessa relationer kräver tålamod, konsekvens och ömsesidig respekt. De kortfristiga besparingarna från att ständigt byta leverantörer är obetydliga jämfört med det långsiktiga värdet av partners som känner dina specifikationer i detalj, upptäcker potentiella problem innan de blir allvarliga och prioriterar dina beställningar eftersom de värdesätter er partnerskap. Investera i relationer med kompetenta tillverkare av CNC-maskindelar, och du kommer att upptäcka att den riktiga insiderns hemlighet inte är en skicklig förhandlingsstrategi – utan det ackumulerade värdet av förtroende som byggs upp över tid.
Vanliga frågor om tillverkare av CNC-maskindelar
1. Vilka är de 7 största delarna i en CNC-maskin?
De sju huvudkomponenterna inkluderar styrcentralen (MCU), som fungerar som hjärnan, inmatningsenheter för att läsa in program, drivsystemet för rörelsestyrning, verktygsmaskiner för skärningsoperationer, återkopplingssystem för noggrann övervakning, maskinbädden och arbetsbordet för stöd av arbetsstycket samt kylsystem för att hantera värme under bearbetningen. Att förstå dessa komponenter hjälper köpare att kommunicera effektivt med tillverkare om kapacitetskrav och felsöka potentiella problem under produktionen.
2. Hur mycket kostar en anpassad CNC-del?
Kostnaden för anpassade CNC-delar varierar kraftigt beroende på komplexitet, material, toleranser och volym. Enkla delar i små serier ligger vanligtvis mellan 10 och 50 USD per styck, medan precisionskonstruerade komponenter kan överstiga 160 USD per styck vid beställningar i låg volym. Viktiga kostnadsdrivande faktorer inkluderar materialval, delkomplexitet, toleranskrav, krav på ytyta och beställd kvantitet. Högre volymer minskar avsevärt kostnaden per styck eftersom installationskostnaderna sprids över fler delar.
3. Vilket företag är bäst för CNC-maskiner?
Den bästa tillverkaren av CNC-maskindelar beror på dina specifika branschkrav och applikationsbehov. För bilmotorapplikationer som kräver IATF 16949-certifiering och hög volymkonsekvens erbjuder tillverkare som Shaoyi Metal Technology certifierade kvalitetssystem med SPC-processer och ledtider så snabbt som en arbetsdag. Luft- och rymdapplikationer kräver leverantörer certifierade enligt AS9100D, medan produktion av medicintekniska apparater kräver ISO 13485-certifiering med renrumskapacitet.
4. Vilka certifieringar bör tillverkare av CNC-maskindelar ha?
Viktiga certifieringar beror på din bransch. ISO 9001:2015 utgör den grundläggande kvalitetsstandarden för allmän tillverkning. Leveranskedjor inom bilindustrin kräver IATF 16949-certifiering, med fokus på felpreventiv åtgärder och minskning av variationer. Komponenter för luft- och rymdfart kräver AS9100D-certifiering med ytterligare kontroller för konfigurationshantering och spårbarhet av material. Tillverkning av medicintekniska produkter kräver ISO 13485-certifiering för att säkerställa efterlevnad av regleringskrav och patientsäkerhet.
5. Hur förbereder jag en effektiv RFQ för CNC-bearbetning?
Ett komplett RFQ-paket inkluderar CAD-filer i STEP- eller IGES-format samt 2D-PDF:er med toleransangivelser, exakta materialklassspecifikationer, toleranser för kritiska mått med GD&T där det är tillämpligt, kvantitetskrav inklusive årliga användningsprognoser, krav på ytyta som skiljer funktionella områden från estetiska områden, specifikationer för sekundära bearbetningsoperationer, realistiska leveranstider samt budgetparametrar vid behov. Fullständiga ansökningar ger snabbare och mer korrekta offertförslag och förhindrar kostsamma förseningar.