 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

CNC-bearbetning förklarad: Från digital design till färdig del
Vad CNC-bearbetning egentligen betyder för modern tillverkning
Har du någonsin undrat hur en digital design på din datorskärm omvandlas till en precisionsmetallkomponent som du kan hålla i handen? Svaret ligger i en teknik som tyst men kraftfullt har revolutionerat tillverkningen inom nästan varje bransch du kan tänka dig.
Vad är då CNC? I grunden är definitionen av CNC enkel: CNC står för datorstyrd numerisk styrning denna teknik använder datorstyrda system för att styra verktygsmaskiner med exceptionell precision och omvandla råmaterial till färdiga komponenter genom automatiserade skär-, borr- och formningsoperationer. Till skillnad från manuell bearbetning, där operatörer snurrar handhjul för att kontrollera varje rörelse, följer CNC-maskiner digitala instruktioner för att utföra komplexa operationer med anmärkningsvärd konsekvens.
Betydelsen av CNC blir tydligare när man förstår processen. Ett datorprogram, skrivet i ett standardiserat språk som kallas G-kod, säger åt maskinen exakt hur den ska röra sig, hur snabbt dess skärande verktyg ska rotera och exakt var materialet ska avlägsnas. Resultatet? Delar som tillverkats med toleranser så stränga som ±0,001 tum – ungefär en sjunde del av tjockleken på ett mänskligt hår.
CNC-bearbetning kopplar samman fantasi och verklighet genom att omvandla den exakta geometrin i digitala designfilers till fysiska delar med en noggrannhet som manuella metoder helt enkelt inte kan matcha.
Från digital ritning till fysisk verklighet
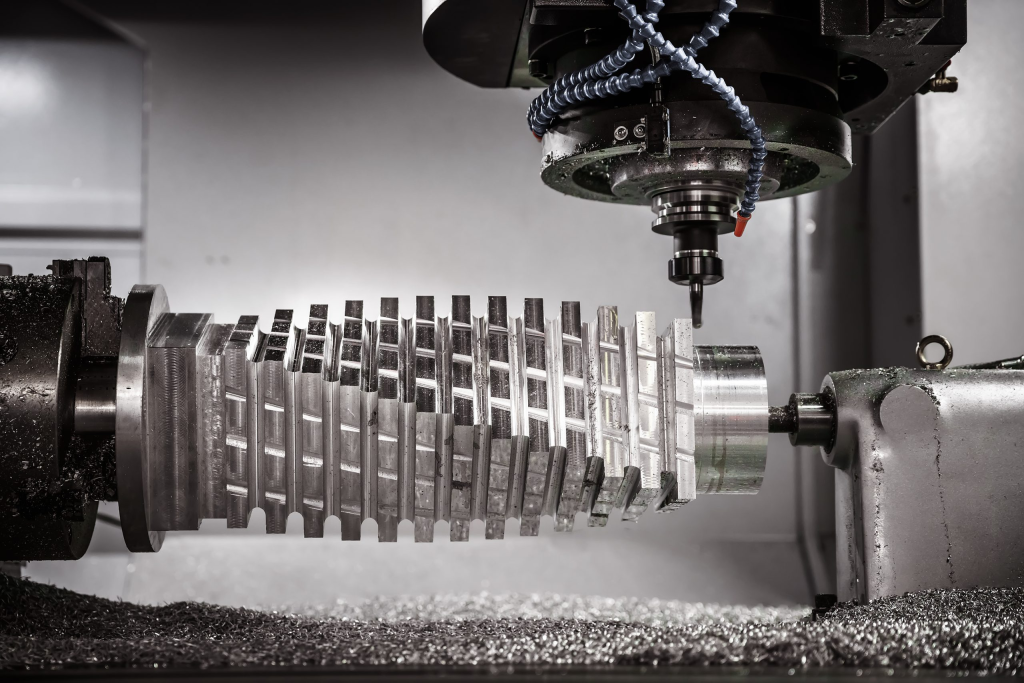
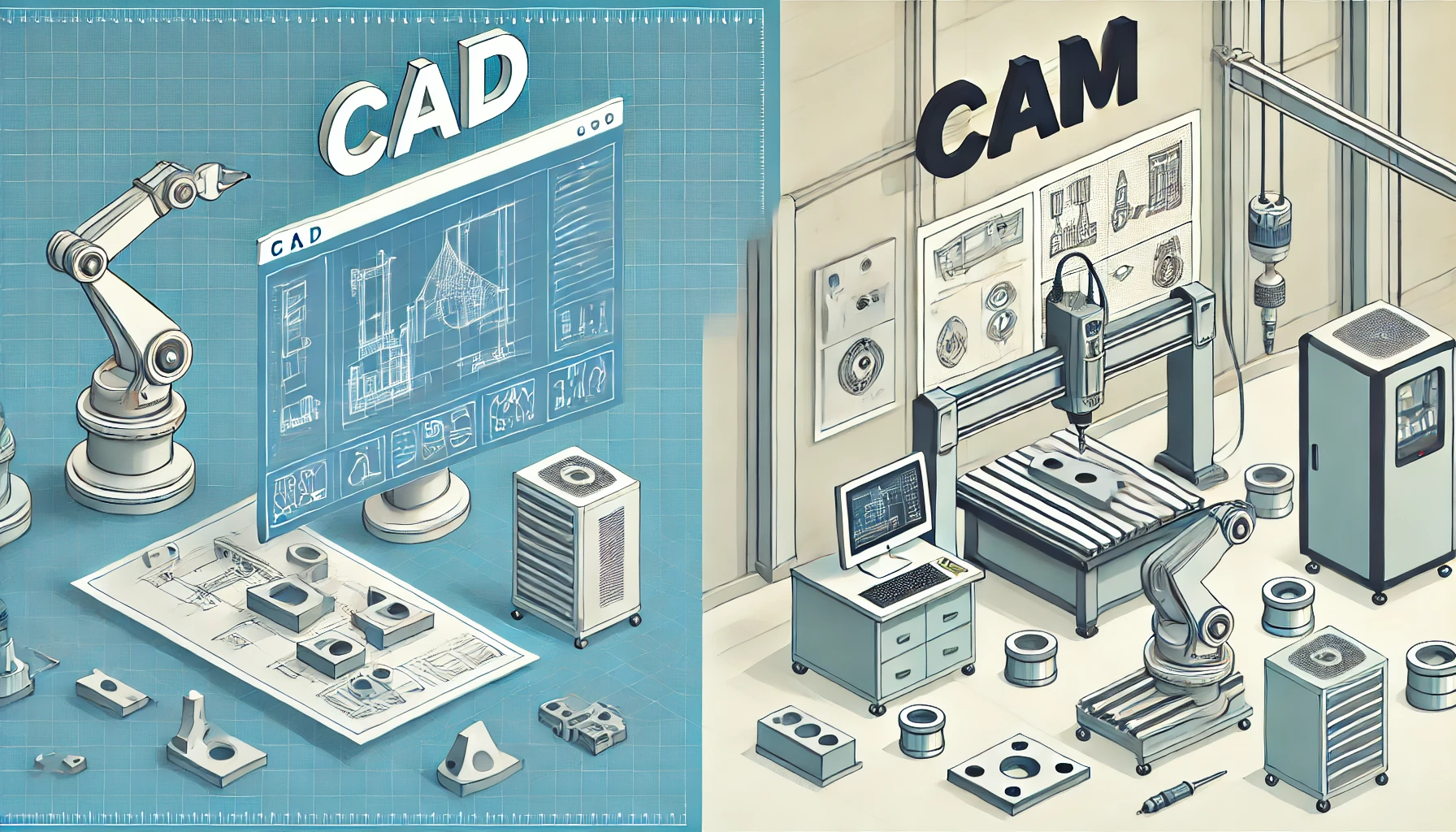
Föreställ dig att designa en komplex luft- och rymdkomponent på din dator. Varje kurva, varje hål, varje exakt mått finns som data. CNC-tekniken tar den digitala ritningen och gör den konkret. Processen börjar med programvara för datorstödd konstruktion (CAD), där ingenjörer skapar detaljerade 3D-modeller. Dessa modeller överförs sedan till programvara för datorstödd tillverkning (CAM), som genererar de specifika instruktioner som maskinen behöver.
Vad innebär CNC för den faktiska tillverkningsprocessen? Det innebär ett roterande skärande verktyg, styrt av servomotorer som svarar på datorkommandon, som systematiskt avlägsnar material från en massiv block tills din komponent framträder. Denna subtraktiva tillverkningsmetod fungerar med metaller såsom aluminium, stål och titan, samt med plaster och kompositmaterial.
Den datorstyrda tillverkningsrevolutionen
Att förstå vad CNC står för hjälper till att förklara varför denna teknik dominerar modern produktion. Från motorkomponenter i din bil till kirurgiska instrument i operationsrum, finns CNC-fräsade delar överallt. Luftfartsindustrin är beroende av denna precision för säkerhetskritiska flygplanskomponenter. Tillverkare av medicintekniska apparater förlitar sig på den för implantat som måste passa perfekt. Även konsumentelektronik innehåller precisionsdelar som tillverkats genom datorstyrd numerisk styrning.
Enligt tillverkningsexperter kan CNC-maskiner drivas kontinuerligt med minimal mänsklig ingripande, vilket dramatiskt ökar produktiviteten samtidigt som en konsekvent kvalitet bibehålls. Varje del är i princip en exakt kopia av den föregående – en nivå av upprepbarhet som inte bara gör massproduktion av komplexa komponenter möjlig, utan även ekonomiskt lönsam.
Oavsett om du är en ingenjör som undersöker tillverkningsalternativ, en företagsägare som överväger produktionsmetoder eller helt enkelt nyfiken på hur saker tillverkas – att förstå denna teknik öppnar dörrar till smartare designbeslut och effektivare produktionsstrategier.

Viktiga CNC-maskintyper och deras unika förmågor
Nu när du förstår vad datorstyrd numerisk styrning innebär undrar du förmodligen: vilken maskin tillverkar egentligen delarna? Inte all CNC-utrustning fungerar på samma sätt. Vissa är särskilt lämpade för att skapa plana ytor och komplexa fickor, andra är bäst för att tillverka runda axlar och cylindriska komponenter, medan ännu andra hanterar stora plåtar av mjukare material snabbt och effektivt.
Att välja valet av rätt CNC-maskin för ditt projekt påverkar direkt kvalitet, kostnad och ledtid. Låt oss utforska de tre grundläggande typerna som du oftast kommer att stöta på: fräsar, svarv och router.
Fräsar och deras skärningsförmågor
En CNC-fräs är förmodligen den mest mångsidiga arbetshästen inom precisionsframställning. Dessa maskiner använder roterande skärande verktyg som rör sig längs flera axlar för att avlägsna material från ett stillastående arbetsstycke. Föreställ dig en borrpress som kan röra sig åt sidan, framåt och bakåt samtidigt som den fräsar – det är fräsning i sin enklaste form.
CNC-fräsar är särskilt lämpliga för att skapa:
- Platta ytor och precisa ansikten
- Skåror, fickor och kanaler
- Komplexa 3D-konturer och skulpterade ytor
- Borrade och gängade hål
- Tandhjulsprofiler och komplexa geometrier
Vad gör fräsmaskiner särskilt värdefulla? De hanterar hårda material exceptionellt väl. Rostfritt stål, titan, härdade verktygsstål och tekniska plaster bearbetas utmärkt på CNC-fräsar. Enligt CNC Cookbook:s omfattande guide , varierar dessa maskiner från grundläggande 2-axliga konfigurationer till sofistikerade 5-axliga eller till och med 6-axliga system som kan bearbeta delar från nästan vilken vinkel som helst.
När bör du välja fräsning? Om din del har plana ytor, fickor, gängor eller komplexa 3D-former – och särskilt om den är tillverkad av hårda metaller – är en CNC-fräs troligen ditt bästa alternativ.
Svarv för delar med roterande precision
Ett CNC-svarv fungerar efter ett helt annat princip än fräsning. Istället for att rotera verktyget roterar maskinen arbetsstycket med hög hastighet medan ett stationärt skärande verktyg formar det. Denna metod gör svarv idealiska för tillverkning av cylindriska, koniska eller sfäriska delar med exceptionell rotationsymmetri.
Tänk på komponenter som:
- Axlar och spindlar
- Bushings och lager
- Gängade fästdelar och kopplingar
- Remhjul och hjul
- Svarvade handtag och knoppar
CNC-svarvoperationer inkluderar svarvning (minskning av diameter), ansiktssvarvning (skapande av plana ändytor), borrning (utvidgning av interna hål), gängning och urhuggning. De flesta standard-svarv arbetar med två axlar: Z-axeln styr rörelse längs arbetsstyckets längd, medan X-axeln styr rörelse hos det skärande verktyget mot eller bort från centrumlinjen.
När är en svarv mest lämplig? Varje gång din komponent främst är rund eller cylindrisk. Bilmotoraxlar, luft- och rymdfartskomponenter, rörgående delar samt stammar till medicinska implantat får fördel av den hastighet och noggrannhet som CNC-svarvning ger.
CNC-fräsar för mjukare material och stora arbetsstycken
Om du behöver bearbeta trä, plast, skum, kompositmaterial eller aluminiumplåt är en CNC-trämaskin eller en allmän CNC-fräsborrmaskin ofta mer praktisk än en fräs. Fräsar använder höghastighetsdrivhuvuden och utbytbara fräsverktyg för att skära komplicerade 2D- och 2,5D-designer ur platta plåtmaterial.
Vanliga fräsapplikationer inkluderar:
- Skyltar och dekorativa paneler
- Kabinettkomponenter och möbeldelar
- Plasthus och displayenheter
- Skumprototyper och förpackningar
- Aluminiumskyltar och lättviktiga konstruktionsdelar
CNC-fräsar har vanligtvis större arbetsområden än fräsar, vilket gör dem idealiska för bearbetning av fullständiga materialplattor. De är också i allmänhet snabbare att ställa in och driva för enkla skärningsoperationer. Dock offrar de viss precision jämfört med fräsmaskiner – en kompromiss som är helt acceptabel för många applikationer.
Jämförelse av maskintyper på ett ögonblick
Att välja rätt maskin blir lättare när man jämför deras grundläggande egenskaper sida vid sida:
| Maskintyp | Primär rörelse | Bästa Material | Typiska Tillämpningar | Noggrannhetsnivå |
|---|---|---|---|---|
| Cnc fräs | Roterande fräsverktyg rör sig mot stationärt arbetsstycke | Stål, rostfritt stål, titan, aluminium, hårda plastmaterial | Luft- och rymdfartskomponenter, gjutformar, motorblock, komplexa bygglås | Mycket hög (±0,001 tum uppnåeligt) |
| Cnc svarv | Arbetsstycket roterar mot stationärt skärverktyg | Metaller, plastmaterial, kompositmaterial med cylindrisk geometri | Axlar, kopplingar, lager, gängade komponenter, remskivor | Mycket hög (±0,001 tum uppnåeligt) |
| Cnc-routern | Högvarvande spindel rör sig över platta plåtmaterial | Trä, plast, skum, aluminium, kompositmaterial | Skyltar, möbler, prototyper, dekorativa paneler, höljen | Måttlig till hög (±0,005 tum typiskt) |
Det viktigaste att komma ihåg? Anpassa maskinen till din dels geometri och material. CNC-fräsar hanterar komplexa prismatiska former i hårda metaller. Svarvmaskiner dominerar när rotationsymmetri är avgörande. Fräsborrmaskiner (routers) ger hastighet och ekonomi för mjukare material och större platta arbetsstycken. Att förstå dessa skillnader hjälper dig att kommunicera effektivt med dina tillverkningspartners och fatta välgrundade beslut om din produktionsansats.
Maskintypen är förstås bara en faktor i ekvationen. Antalet axlar som din maskin arbetar med påverkar kraftigt vilka geometrier du kan åstadkomma – ett ämne som förtjänar närmare granskning.
Förklaring av fleraxlig bearbetning, från 3-axlig till 5-axlig
Låter det komplicerat? Här är ett enkelt sätt att tänka på det: axlar avgör hur många riktningar ditt skärande verktyg kan närma sig arbetsstycket. Fler axlar innebär större frihet att skapa komplexa former – men också högre komplexitet och kostnad. Att förstå denna utveckling hjälper dig att anpassa maskinens kapacitet till dina faktiska delkrav utan att överskrida budgeten.
Oavsett om du undersöker CNC-fräsning för en enkel bygel eller överväger CNC-svarvning för precisionscylindriska funktioner , påverkar antalet axlar i grunden vad som är möjligt.
Förståelse av rörelsegrunden längs X-, Y- och Z-axlarna
Föreställ dig ett standardkoordinatsystem från matematiklektionen. X-axeln går från vänster till höger, Y-axeln sträcker sig framåt och bakåt, och Z-axeln rör sig uppåt och nedåt. En 3-axlig CNC-fräsmaskin arbetar längs dessa tre linjära riktningar – inget mer, inget mindre.
När du kör en 3-axlig operation rör sig skärverktyget längs dessa plan medan arbetsstycket förblir stillastående på bordet. Enligt Fictivs bearbetningsguide är denna konfiguration särskilt lämplig för enkla uppgifter: skära skarpa kanter, borra hål, släpa (bora ut), fräsa spår och skapa plana ytor.
Vad kan du realistiskt sett tillverka på en 3-axlig maskin?
- Platta paneler och plana ytor
- Enkla bygglås och monteringsplattor
- Borrade och gängade hål som är justerade med en axel
- Grundläggande fickor och kanaler
- Enkla mekaniska komponenter för automatisering
Begränsningen? Ditt skärverktyg kan endast närma sig från ovan. Alla funktioner på sidorna av ditt arbetsstycke eller på undersidan kräver manuell ompositionering av arbetsstycket – vilket ökar installations- och inställningstiden samt risken för justeringsfel. För delar med underklyvningar, böjda ytor eller funktioner i sammansatta vinklar är 3-axliga CNC-fräsar otillräckliga.
Att lägga till rotationsfunktion med 4-axlig bearbetning
Föreställ dig att ditt arbetsstycke kan rotera medan skärverktyget arbetar. Det är exakt vad en 4-axlig maskin erbjuder. Den fjärde axeln – vanligtvis kallad A-axeln – lägger till rotation kring X-axeln, vilket gör att maskinen kan nå flera sidor av en del utan manuell ompositionering.
Denna extra rotationsfunktion öppnar möjligheter för geometrier som annars skulle kräva flera inställningar. CNC Cookbook noterar att tillverkare som använder 4-axlig utrustning kan skapa vinklade funktioner, bågar, skruvlinjer och komplexa profiler i en enda fästning – vilket drastiskt minskar produktionstiden.
En CNC-svarv (datorstyrd numerisk kontroll) fungerar efter liknande principer genom att rotera arbetsstycket mot stationära skärverktyg. En dedikerad 4-axlig CNC-fräsning lägger dock till denna rotation på en fräsplattform, vilket kombinerar det bästa från båda världarna för vissa applikationer.
Delar som är särskilt lämpliga för 4-axlig bearbetning inkluderar:
- Cylindriska funktioner som kräver sidobearbetning
- Skruvlinjemönster och spiralrännor
- Kämpar och excentriska profiler
- Delar med hål eller utskärningar på flera sidor
- Precisionsskärningar runt böjda ytor
Kompromissen? Fyra-axliga maskiner kostar mer än sina tre-axliga motsvarigheter, och programmeringen blir mer komplex. För enklare projekt eller mindre budgetar kan den extra funktionaliteten inte motivera investeringen.
När din del kräver fem-axlig frihet
Fem-axlig CNC-fräsning representerar toppen av flexibiliteten inom subtraktiv tillverkning. Dessa maskiner har en andra roterande axel – vanligtvis C-axeln, som roterar kring Z-axeln – vilket gör att fräsdonen kan närma sig arbetsstycket från nästan vilken vinkel som helst.
Varför är detta viktigt? Komplexa formade ytor, sammansatta vinklar och invecklade geometrier blir möjliga i en enda montering. Fräsdonen bibehåller optimal orientering under hela bearbetningen, vilket ger bättre ytfinish och striktare toleranser för krävande delar.
Enligt tillverkningsexperter kan 5-axliga maskiner bearbeta fem olika sidor av en del samtidigt, beroende på designens komplexitet. Denna funktion är avgörande inom branscher där precision och geometri utmanar konventionella gränser.
Delar som verkligen kräver 5-axlig frihet:
- Turbinblad med komplexa aerodynamiska konturer
- Luftfartsskeletskomponenter
- Komplexa bilar-chassinmonteringar
- Medicinska implantat med organiska former
- Drivhjul och pumpskålar
- Formhåligheter med djupa underklyvningar
CNC-svarvning hanterar roterande delar effektivt, men när din geometri kombinerar svarvliknande funktioner med komplexa fräsade ytor visar det sig ofta att 5-axlig fräsning är den enda praktiska lösningen.
Balansera kapacitet mot kostnad
Fler axlar innebär alltid högre kostnader – både för maskininvesteringen och för produktionskostnaden per del. Att förstå detta samband hjälper dig att specificera exakt vad ditt projekt kräver, utan att betala för oanvänd kapacitet.
Treaxliga maskiner förblir det mest ekonomiska valet för enkla geometrier. De är lättare att programmera, enklare att driva och finns i stort utbud. Om din komponent kan slutföras i en eller två monteringspositioner med grundläggande ompositionering ger ofta 3-axliga maskiner bästa värde.
Fyraaxlig utrustning utgör en praktisk mellanposition. Den extra roterande axeln minskar antalet monteringspositioner för måttligt komplexa komponenter, vilket förbättrar noggrannheten genom att eliminera manuell ompositionering mellan olika bearbetningsoperationer. För medelstora produktionsvolymer med funktioner på flera sidor är ofta kombinationer av 4-axliga CNC-svarv och fräsar ekonomiskt rimliga.
Femaxliga maskiner kräver en premiumprissättning men erbjuder oöverträffad kapacitet. Den CAD/CAM-programmering som krävs är betydligt mer komplex, och skickade operatörer är avgörande. För högprecisionens luft- och rymdfartskomponenter, medicinska apparater eller alla delar med verkligt komplexa 3D-konturer visar femaxlig bearbetning dock ofta sig som den enda genomförbara lösningen – och kan faktiskt minska den totala kostnaden genom att eliminera flera monteringssteg och sekundära operationer.
Slutsatsen? Anpassa antalet axlar till din geometri. Betala inte för femaxlig kapacitet om treaxlig bearbetning klarar jobbet – men tvinga heller inte en komplex del på otillräcklig utrustning. Din tillverkningspartner kan hjälpa dig att utvärdera vilken konfiguration som ger den bästa kombinationen av kvalitet, hastighet och kostnad för dina specifika krav.
Hela resan från digital design till färdigbearbetad del
Du har valt din maskintyp och fastställt den axelkonfiguration som din geometri kräver. Nu uppstår frågan som ofta förvirrar nybörjare: hur omvandlas egentligen en designfil till en färdig metallkomponent? Svaret innebär en noggrant samordnad sekvens som omvandlar abstrakta digitala data till exakt fysisk verklighet.
Att förstå denna arbetsflödesprocess är viktigt, oavsett om du själv programmerar CNC-utrustning eller samarbetar med en tillverkningspartner. Att känna till vad som sker i varje steg hjälper dig att förbereda bättre filer, kommunicera effektivare och förutse potentiella problem innan de blir kostsamma.
Låt oss gå igenom hela processen från initial koncept till färdig bearbetad del:
- Skapande av design i CAD-programvara – Bygga den digitala 3D-modellen
- CAM Programmering – Generera verktygspaths och maskininstruktioner
- G-kodens efterbehandling – Skapa maskinspecifika kommandon
- Maskininställning – Förbereda utrustning, verktyg och arbetsstycke
- Bearbetningsoperation – Utföra programmet för att skära materialet
- Efterbehandling och inspektion – Avslutning och kvalitetskontroll
CAD-till-CAM-översättningsprocess
Allt börjar med programvara för datorstödd konstruktion (CAD). Program som SolidWorks, Fusion 360 och Inventor låter ingenjörer skapa detaljerade 3D-modeller som fångar alla mått, hål, kurvor och ytor på den avsedda komponenten. Denna digitala modell utgör den enda sanningskällan för allt som följer.
Men här är det som många inte inser: din CNC-maskin kan inte läsa CAD-filer direkt. Enligt JLC CNC:s förberedelseguide måste du exportera din design till ett kompatibelt format – vanligtvis STEP eller IGES – innan tillverkningsprocessen kan fortsätta. Dessa neutrala format bevarar den geometriska noggrannheten samtidigt som de möjliggör kommunikation mellan olika programvarusystem.
Vad är CNC-programmering i sin kärna? Det är processen att översätta din 3D-modell till specifika maskininstruktioner. Detta sker i CAM-programvaror (Computer-Aided Manufacturing), där magin med att programmera CNC-operationer verkligen sker.
I CAM-programvaran gör du följande:
- Importera din CAD-geometri
- Definiera storlek och typ av ditt råmaterial
- Välj lämpliga skärdverktyg
- Ange skärparametrar (hastigheter, fördjupningar, matningshastigheter)
- Generera verktygspaths som tar bort material effektivt
- Simulera operationen för att verifiera noggrannheten
Populära CAM-verktyg som Mastercam, Fusion 360 och SolidCAM beräknar automatiskt de mest effektiva skärpatherna baserat på dina inmatade data. Programvaran tar hänsyn till faktorer som verktygsdiameter, materialhårdhet och önskad ytyta för att optimera varje rörelse.
Från G-kodkommandon till färdiga komponenter
När dina verktygspathar är definierade kör CAM-programvaran dem genom en postprocessor – en översättare som omvandlar generiska verktygspathsdata till det specifika språk som din maskin förstår. Denna utdata kallas G-kod och är det som bearbetningsutrustningen faktiskt läser rad för rad under drift.
Hur ser G-kod ut? Enligt DeFusco Industrial Supplys vägledning för programmeringsgrunden , representerar varje rad en specifik åtgärd. G-koder styr positionering och rörelse: G00 flyttar verktyget snabbt till en position, G01 skapar raka snitt vid reglerade matningshastigheter och G02/G03 skapar bågar och cirklar. M-koder hanterar hjälpfunktioner som att starta spindeln (M03), aktivera kylvätska (M08) eller avsluta programmet (M30).
Här är ett förenklat exempel på vad ett CNC-program kan innehålla:
- G21 – Ställ in metriska enheter
- G90 – Använd absolut positionering
- M03 S3000 – Starta spindeln vid 3000 rpm
- G00 X10 Y10 – Snabb rörelse till startposition
- G01 Z-5 F100 – Fräs ner 5 mm med 100 mm/minut
- M05 – Stoppa spindeln
- M30 – Avsluta programmet
Du behöver inte lära dig alla koderna utantill för att samarbeta med CNC-tillverkningspartners. Att förstå dessa grundenheter hjälper dig dock att felsöka problem, tolka maskinens beteende och kommunicera effektivare kring dina projekt.
Maskininställning och drift
När din G-kod är klar skiftar fokus till den fysiska maskinen. Inställningen omfattar flera kritiska steg som direkt påverkar delens noggrannhet:
Uppspänning säkrar ditt råmaterial fast på plats. Spennar, klämmor, fästen och vakuumtabeller förhindrar rörelse under fräsningen – vilken som helst förskjutning under bearbetningen förstör delen. Valet av fästmetod beror på delens geometri, material och de krafter som verkar under fräsningen.
Verktygsval och montering säkerställer att rätt skärdverktyg lastas in på de korrekta positionerna. Fräsar, borrar, gängskärare och specialskärdverktyg har var och en specifika funktioner. Moderna maskiner med automatiska verktygsbytare kan växla mellan dussintals verktyg under en enda operation.
Nollpunktsbestämning anger exakt var ditt arbetsstycke befinner sig. Genom att använda kantletare eller beröringsprober ställer operatörer in arbetsnollan – referenspunkten där X0, Y0 och Z0 motsvarar ett specifikt hörn eller en viss detalj på ditt material. Alla programmerade rörelser refererar till denna position.
Innan fräsningen påbörjas kör erfarna operatörer simuleringar och tomgångar. De verifierar verktygsvägarna visuellt, kontrollerar möjliga kollisioner och startar ofta de första snitten med minskade fördjupningshastigheter. Detta noggranna tillvägagångssätt förhindrar krascher som kan skada dyra anläggningar eller förstöra arbetsstycken.
Fräsprocessen och vad som följer
När installationen har verifierats påbörjas den faktiska bearbetningen. Maskinen läser G-kodkommandona sekventiellt och utför varje rörelse med en precision som mäts i tusendelar av en tum. Skärande verktyg roterar vid programmerade hastigheter, kylvätska flödar för att hantera värme och spola bort spån, och material tas successivt bort tills din komponent framträder ur det råa materialet.
Beroende på komplexiteten kan operationerna inkludera:
- Grovbearbetningspass för snabb borttagning av stora materialmängder
- Slutbearbetningspass för slutliga mått och ytkvalitet
- Borrning och gängning för gängade hål
- Kantavkantning och avburkning av kanter
Efter att bearbetningen är slutförd kräver komponenterna vanligtvis efterbearbetning. Detta kan innebära att komponenterna tas bort från fästutrustningen, rengöras från skärvätska, avburkas för att ta bort skarpa kanter samt kontrolleras avseende mått mot specifikationerna. Beroende på kraven kan sekundära operationer, såsom värmebehandling, ytbehandling eller montering, följa.
Den kompletta arbetsflödesprocessen – från CAD-design till färdig del – utgör en sömlös kedja där varje steg bygger på det föregående. Att förstå denna process hjälper dig att förstå varför filkvaliteten är viktig, varför toleranser påverkar kostnaden och varför samarbete med erfarna tillverkningspartners gör en verklig skillnad för resultaten.
När vi pratar om material gäller det arbetsflöde som vi precis gått igenom oavsett om du skär aluminium, stål, titan eller tekniska plastmaterial. Materialvalet påverkar dock kraftigt alla aspekter av processen – ett ämne som förtjänar en egen detaljerad genomgång.
CNC-materialvalsguide för metaller och plast
Du har kartlagt ditt arbetsflöde och förstått vilken maskinkonfiguration som passar din geometri. Men här är en fråga som formar varje annat beslut: vilket material ska din del tillverkas i? Svaret påverkar bearbetbarheten, kostnaden, prestandan och även vilka ytbehandlingsalternativ som blir tillgängliga.
Metall-CNC-maskiner kan bearbeta allt från mjuk aluminium till titan av luft- och rymdfartsklass. Parametrar för metallskärning, verktygsval och cykeltider varierar kraftigt beroende på vilket material som finns i ditt råmaterial. På samma sätt erbjuder teknikplaster unika fördelar – men varje sorts plast beter sig annorlunda under skärverktyget. Låt oss systematiskt gå igenom dina alternativ.
Metaller från aluminium till titan
När du tänker på CNC-metallapplikationer är det vanligtvis aluminiumlegeringar som först kommer till tankarna – och med god anledning. Enligt Hubs' vägledning för materialval erbjuder aluminium ett utmärkt förhållande mellan styrka och vikt, hög termisk och elektrisk ledningsförmåga samt naturlig korrosionsskydd. Det är också exceptionellt lätt att bearbeta, vilket gör det till det mest ekonomiska valet för många applikationer.
Inom aluminiumfamiljen stöter du på flera vanliga kvaliteter:
- Aluminium 6061 – Den allmänna arbetshästen med god bearbetbarhet och svetsbarhet
- Aluminium 7075 – Luft- och rymdfartsklass med högre hållfasthet, värmebehandlingsbar till en hårdhet som är jämförbar med stål
- Aluminium 5083 – Utmärkt motstånd mot havsvatten för marin och byggnadsanvändning
CNC-fräsade ståldelar levererar när styrka och hållbarhet är avgörande. Mjuka stål som 1018 och 1045 bearbetas väl och svetsas lätt – idealiska för fästningar, mallar och konstruktionsdelar. Legerade stål som 4140 och 4340 erbjuder förbättrad hårdhet och nötningsskydd efter värmebehandling, vilket gör dem lämpliga för kugghjul, axlar och mekaniska delar som utsätts för hög belastning.
Rostfritt stål bidrar med korrosionsbeständighet. Kvalitet 304 hanterar de flesta miljöförhållanden utmärkt, medan 316 tål saltvatten och aggressiva kemikalier. För extrema applikationer kan rostfritt stål av kvalitet 17-4 PH utfällningshärdas till exceptionellt hög hållfasthet – perfekt för turbinkomponenter och medicinska instrument.
Mässing bör nämnas för elektriska och dekorativa applikationer. Enligt Elcon Precision:s materialanalys , mässing C36000 erbjuder utmärkt bearbetbarhet och naturlig korrosionsbeständighet, vilket gör den idealisk för elektriska fästdelar i stora volymer och arkitektonisk hårdvara.
På premiumsegmentet ger titan ett exceptionellt förhållande mellan styrka och vikt samt enastående korrosionsbeständighet. Komponenter till luft- och rymdfart, medicinska implantat och högpresterande racingsdelar specificerar ofta titan trots dess högre kostnad. Observera att tigans låga värmeledningsförmåga gör den svårare att bearbeta – specialiserad verktygsmaskinering och bearbetningstekniker är nödvändiga.
Konstruktionplaster för specialiserade applikationer
När ditt projekt kräver lägre vikt, kemisk beständighet eller elektrisk isolering presterar teknikplaster ofta bättre än metaller. Enligt Komacuts vägledning för plastval har plaster i allmänhet bättre bearbetbarhet än metaller på grund av lägre hårdhet och densitet, vilket kräver mindre skärkraft och minskar verktygsslitage.
Här är de plaster du kommer att stöta på oftast:
- ABS – Goda mekaniska egenskaper, utmärkt slagstyrka, idealisk för prototyper innan injektering
- Delrin (POM) – Högsta bearbetbarhet bland plastmaterial, exceptionell dimensionsstabilitet, låg friktionskoefficient
- Nylon (PA) – Utmärkt slitstyrka och kemisk kompatibilitet, även om materialet är känsligt för fuktupptagning
- Peek – Högpresterande termoplast som kan ersätta metall i krävande applikationer, inklusive medicinska användningsområden
- Andra produkter av metall – Utmärkt slagstyrka med optisk genomskinlighet, perfekt för skyddshöljen och displayar
- PTFE (Teflon) – Lägsta friktionskoefficienten av alla fasta material, utmärkt kemisk och termisk beständighet
Metallväxlar hanterar cylindriska plastkomponenter effektivt, medan fräscentraler hanterar komplexa plastgeometrier. Den viktigaste överväganden? Värmehantering. Vissa plastmaterial smälter eller deformeras vid höga skärtemperaturer, vilket kräver justerade snitt- och matningshastigheter.
Jämförelse av material på ett ögonblick
Att välja rätt material blir tydligare när man jämför nyckelkarakteristikerna sida vid sida:
| Materialkategori | Nyckelegenskaper | Allmänna tillämpningar | Bearbetbarhetsgrad |
|---|---|---|---|
| Aluminiumlegeringar | Lättvikt, korrosionsbeständig, utmärkt värmeledningsförmåga | Luft- och rymdfartsstrukturer, värmeavledare, konsumentelektronik, bilpaneler | Excellent |
| Mjuka/legerade stål | Hög hållfasthet, slitstark, värmebehandlingsbar, svetsbar | Maskindelar, växlar, axlar, konstruktionskomponenter | Bra till måttlig |
| Rostfritt stål | Korrosionsbeständig, hög hållfasthet, polerbar | Medicinska apparater, livsmedelsbearbetning, marin utrustning, kirurgiska instrument | Moderat |
| Med en bredd av mer än 150 mm | Utmärkt elektrisk ledningsförmåga, dekorativ yta, låg friktion | Elektriska kontakter, rörarmatur, musikinstrument | Excellent |
| Titan | Exceptionell hållfasthet i förhållande till vikt, biokompatibel, korrosionsbeständig | Aerospacekomponenter, medicinska implantat, racingsdelar | Utmanande |
| ABS-plast | Slagfast, lättvikt, kostnadseffektiv | Prototyper, höljen, konsumentprodukter | Excellent |
| Delrin (POM) | Dimensionellt stabila, låg friktion, fukttåliga | Kugghjul, lager, precisionsmekanismer, livsmedelssäkra komponenter | Excellent |
| Peek | Hög temperaturbeständighet, kemisk tröghet, styrka för metallersättning | Medicinska implantat, luft- och rymdfarts-tätningar, halvledarkomponenter | Bra |
Gör ditt materialval
Hur väljer du? Börja med att definiera dina krav: Måste din komponent tåla höga belastningar? Aluminium kanske inte räcker – överväg istället stål eller titan. Kommer den att utsättas för korrosiva miljöer? Då kan rostfritt stål eller PEEK vara nödvändigt. Är vikt avgörande? Aluminium eller tekniska plastmaterial är troligen bäst.
Kostnaden spelar också roll. Titankomponenter kostar betydligt mer än motsvarande aluminiumkomponenter – inte bara på grund av råmaterialet, utan även på grund av längre bearbetningstider och specialverktyg. För prototyper eller kostnadskänslomärkta applikationer är val av metall för CNC-bearbetning ofta aluminiumlegering 6061, som ger god prestanda till en ekonomisk prisnivå.
Slutsatsen? Anpassa materialens egenskaper till dina applikationskrav, och överväg sedan bearbetningsbarhet och budgetbegränsningar. Din tillverkningspartner kan hjälpa dig att utvärdera avvägningar och föreslå alternativ som du kanske inte har tänkt på.
Att välja rätt material är förstås bara en del av ekvationen. De precisionskrav som du anger – särskilt toleranser – påverkar direkt både tillverkningskomplexiteten och slutkostnaden.
Förståelse av toleranser och precision inom CNC-tillverkning
Du har valt ditt material och förstår bearbetningsprocessen. Men här är en fråga som direkt påverkar om din färdiga komponent verkligen fungerar: hur exakt behöver den egentligen vara? Svaret ligger i att förstå toleranser – de acceptabla gränserna för variation som avgör om din komponent passar, fungerar och presterar som avsett.
Tänk på det så här: ingen tillverkningsprocess ger absolut perfekta mått. Varje skärning och varje verktygsförlopp introducerar mikroskopiska variationer. I bearbetning definieras tolerans som den avvikelse från det ideala måttet som fortfarande anses acceptabel. Om du anger fel specifikation kommer du antingen att betala för mycket för onödig precision eller att få delar som inte monteras korrekt.
Att förstå innebörden av bearbetning i samband med precision hjälper dig att kommunicera krav effektivt och ställa realistiska förväntningar för dina projekt.
Standardtoleranser jämfört med strikta toleranskrav
Vad anses vara "standard" respektive "strikta" toleranskrav inom CNC-precisionssnittning? Enligt Absolute Machining , standardmässiga bearbetningstoleranser ligger vanligtvis inom intervallet ±0,005 tum till ±0,001 tum. De flesta allmänna maskinbearbetade delar faller bekvämt inom detta intervall – t.ex. fästen, höljen, lock och konstruktionskomponenter där en exakt passform är viktig, men inte kritisk ner till tusendels tum.
Tillverkning med stränga toleranser avser mått som hålls inom ±0,0005 tum eller bättre. För att ge perspektiv motsvarar detta ungefär en tiondel av en människohårs tjocklek. Vissa högpresterande tillämpningar går ännu längre: enligt branschexperter kan precisionstillverkning uppnå ±0,0002 tum för funktioner som presspassade borrningar eller kritiska justerytor.
När behöver du egentligen stränga toleranser? Överväg dessa scenarier:
- Motsvarande ytor – Delar som måste sitta exakt ihop, t.ex. lagerhöljen eller justeringsstift
- Tätningstillämpningar – Komponenter där läckage av vätska eller gas inte får ske
- Roterande monteringsdelar – Axlar och borrningar där runout påverkar prestandan
- Säkerhetskritiska komponenter – Luft- och rymdfart, medicinsk utrustning eller försvarsrelaterade applikationer där det inte finns någon tolerans för fel
Här är den praktiska verkligheten: att ange striktare toleranser än vad ditt användningsområde kräver slösar bort pengar utan att ge någon funktionell fördel. En fästskiva som monteras på en vägg behöver inte flygtekniknivåns precision. Att förstå denna skillnad hjälper dig att optimera både kostnad och prestanda.
Hur precisionsspecifikationer påverkar ditt projekt
Varför spelar toleransens stränghet så stor roll för din budget? Enligt Factorems toleransguide leder striktare toleranser alltid till högre tillverkningskostnader av flera sammanlänkade orsaker.
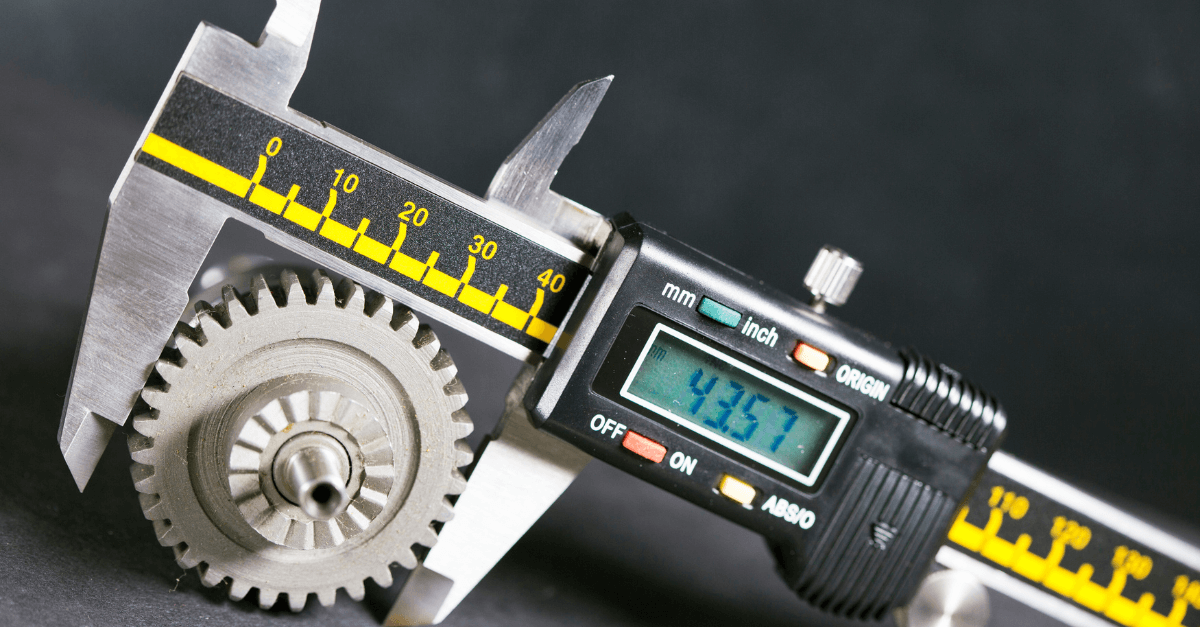
För det första kräver uppnående av striktare mått långsammare skärhastigheter och lättare bearbetningspass. Mer tid på maskinen innebär högre kostnad per del. För det andra kräver avancerad bearbetningsteknik och högpresterande utrustning högre priser. För det tredje ökar kraven på kontroll—en del med en tolerans på ±0,0005 tum måste verifieras med koordinatmätmaskiner (CMM) eller andra precisionsinstrument i stället för enkla mätverktyg som skjutmått.
CNC-operatörens definition av sin roll inkluderar alltmer kvalitetsverifiering. Skickliga operatörer förstår att konsekventa resultat beror på kontroll av flera variabler samtidigt.
Vilka faktorer avgör egentligen de uppnåbara toleranserna? Flera element samverkar:
- Maskinens kapacitet – Äldre eller lägre klassens utrustning kan helt enkelt inte upprätthålla samma precision som moderna, väl underhållna CNC-centrum
- Materialegenskaper – Mjukare material som aluminium bearbetas mer förutsägbar än arbetshärdande rostfria stål eller värme-känsliga plastmaterial
- Delgeometri – Tunnväggighet, djupa fickor och långa, osupporterade detaljer orsakar deformation och vibrationer som påverkar målexaktheten
- Miljöförhållanden – Temperatursvängningar orsakar termisk expansion både i maskiner och arbetsstycken, vilket påverkar precisionen
- Verktygsslitage – Skärkanter försämras med tiden, vilket gradvis förskjuter måtten om de inte övervakas och kompenseras
Enligt BDE Manufacturing Technologies påverkar faktorer som omgivningstemperatur, regelbunden kalibrering, förebyggande underhåll och tidig verktygsutbyte alla noggrannhetsresultatet. Att placera CNC-utrustning i kontrollerade miljöer med stabila temperaturer och luftfuktighet hjälper till att bibehålla konsekvent precision.
Konstruktionskomplexitet och tillverkningsbarhet
Vad gör en komponent lätt eller svår att bearbeta med hög noggrannhet? Att förstå detta samband hjälper dig att konstruera smartare och ställa realistiska förväntningar.
Enkla, kubiska geometrier med rimliga väggtjocklekar bearbetas förutsägbart. Skärverktyget möter konstant motstånd, vibrationer förblir minimala och måtten förblir stabila. Dessa komponenter kan uppnå stränga toleranser ekonomiskt eftersom ingenting arbetar emot precisionen.
Komplexitet medför utmaningar. Tunnväggiga delar böjer sig under skärtrycket. Djupa fickor begränsar verktygets räckvidd och avfallshanteringen. Skarpa inre hörn kräver småverktyg med liten diameter som lättare böjer av. Funktioner som bearbetas i sammansatta vinklar kräver fleraxlig kapacitet och sofistikerad programmering.
Betyder detta att du ska undvika komplexa konstruktioner? Alls inte. Modern bearbetningsteknik hanterar anmärkningsvärd komplexitet rutinmässigt. Nyckeln är att förstå avvägningarna: den komplicerade luft- och rymdkomponenten med tjugo funktioner med strikta toleranskrav kommer att kosta mer än en enkel hållare som uppfyller standardspecifikationer.
Erfarna tillverkningspartners utvärderar dina ritningar med hänsyn till principerna för konstruktion för tillverkbarhet (DFM). De identifierar funktioner som driver upp kostnaderna, föreslår alternativ som uppnår samma funktion på ett mer ekonomiskt sätt och hjälper dig att tillämpa strikta toleranser endast där de verkligen är nödvändiga.
Slutresultatet? Toleransspecifikationer påverkar direkt tillverkningskomplexiteten, cykeltiden och kostnaderna. Använd hög precision där funktionen kräver det, och acceptera standardtoleranser på alla andra ställen. Detta balanserade tillvägagångssätt ger delar som fungerar korrekt utan onödiga kostnader – precis vad smart konstruktion ser ut som.
Dimensionell noggrannhet är förstås bara en del av ekvationen för det färdiga produkten. Ytfinish och efterbehandlingar omvandlar fräsade komponenter till verkligt färdiga delar, redo för sina avsedda applikationer.
Ytfinish och alternativ för efterbearbetning
Din del har just kommit från CNC-fräsmaskinen med perfekta mått – men är den verkligen färdig? I de flesta fall är svaret nej. De synliga verktygsavtrycken, skarpa kanterna och den nakna metallytan kräver uppmärksamhet innan din komponent är redo för sin avsedda användning. Ytfinish omvandlar en fräsd del från "måttligt korrekt" till "fullt funktionsduglig och visuellt attraktiv."
Enligt Hubs vägledning för ytbearbetning innebär ytbearbetning efterbearbetning för att förbättra ytjämnhet, utseende och nötningstålighet hos CNC-fräsade metallkomponenter. När ytytan är anpassad till applikationen förbättras både funktion och estetik.
Standarder och mätmetoder för ytytor
Varje skärmaskinoperation lämnar sitt avtryck på arbetsstycket. Det roterande verktyget skapar små åsar och dalar när det avlägsnar material – detta är dina verktygsspår. Ytkvaliteten mäts som genomsnittlig ytjämnhet, uttryckt som Ra (genomsnittlig ruhet), vilket kvantifierar den genomsnittliga avvikelsen från en idealiskt slät yta.
Vad betyder dessa siffror egentligen? Så här tolkas typiska ruhetsvärden:
- Ra 3,2 μm (125 μin) – Standard yta direkt efter bearbetning; synliga verktygsspår finns
- Ra 1,6 μm (63 μin) – Finbearbetad yta med minskade verktygsspår
- Ra 0,8 μm (32 μin) – Slät yta lämplig för tätytor
- Ra 0,4 μm (16 μin) – Mycket slät; kräver ytterligare släppassager
Strängare Ra-värden är dyrare eftersom de kräver fler bearbetningssteg, lägre skärhastigheter och striktare kvalitetskontroll. För många funktionella applikationer fungerar den standardmässiga ytytan på 3,2 μm utmärkt. Reservera slätare ytspecifikationer för ytor där täthet, minskad friktion eller estetisk utseende verkligen är avgörande.
Efterbearbetningsbehandlingar som förbättrar prestanda
Utöver maskinbearbetade ytor kan sekundära operationer lägga till skyddande lager, förbättra utseendet eller förbättra funktionella egenskaper. Varje behandling är lämplig för olika krav – att förstå dina alternativ hjälper dig att specificera exakt vad din applikation kräver.
Här är de vanligaste efterbearbetningsbehandlingarna och när du bör använda dem:
- Klottring – Skapar en enhetlig matt eller satinartad yta genom att spruta glaskulor mot ytan. Tar bort verktygsspår och ger ett konsekvent utseende. Låg kostnad och idealiskt för kosmetiska delar där dimensionsnoggrannhet inte är kritisk. Bäst för aluminium-, stål- och rostfritt ståldelar som kräver förbättrad visuell attraktionskraft.
- Anodisering (typ II) – Elektrokemisk process som bildar en tunn keramisk oxidlager på aluminium och titan. Ger korrosionsbeständighet och kan färgas i olika färger, bland annat svart, blått, rött och guld. Beläggningstjocklek vanligtvis 4–12 μm. Utmärkt för konsumentelektronik, dekorativa delar samt applikationer som kräver både skydd och estetik.
- Anodisering (typ III/hardcoat) – Tjockare oxidlager (upp till 50+ μm) som ger överlägsen slitbeständighet och ytthårdhet. Mer kostsam men nödvändig för funktionella delar som utsätts för slitage, glidkontakt eller krävande miljöer. Vanlig inom luft- och rymdfart, försvarsindustrin samt högpresterande mekaniska applikationer.
- Pulverlackering – Torrt pulver applicerat elektrostatiskt och härdat vid värme vid ca 200 °C för att bilda ett slitstarkt polymerlager. Tjockleken varierar mellan 18–72 μm. Stark slagfasthet, brett färgutbud och kompatibilitet med alla metaller. Idealiskt för utomhusutrustning, höljen och delar som kräver slitstarka skyddande ytor.
- Plätering (krom, nickel, zink) – Avsätter tunna metalliska lager genom elektrokemiska processer. Krom ger dekorativ glans och måttlig korrosionsskydd. Nickel erbjuder en balanserad slitbeständighet och estetik. Zink är särskilt effektiv för korrosionsskydd, framför allt på ståldelar. Varje metod uppfyller olika funktionella och estetiska krav.
Välja rätt ytbehandling för ditt användningsområde
Hur väljer du? Börja med att skilja åt funktionella krav från estetiska preferenser. Enligt SYZ Rod Ends omfattande guide , ytor som utsätts for upprepad kontakt, glidning eller slitage kräver vanligtvis hårdare, tjockare beläggningar – medan estetiska ytbehandlingar som kornstrålning förbättrar utseendet men ger begränsad skyddsfunktion om de inte kombineras med andra behandlingar.
Överväg noggrant din driftsmiljö. Uteskyltning, saltstänk, höga temperaturer och UV-ljus kräver mer robusta ytbehandlingar än inomhusanvändning. CNC-bearbetning för marin användning kan till exempel kräva zinkplätering eller pulverlackering, medan bilens inredningskomponenter kan använda dekorativ anodisering.
Flera ytbehandlingar kan kombineras strategiskt. Kornstrålning före anodisering ger till exempel en enhetlig matt yta samtidigt som korrosions- och slitageskydd förbättras. CNC-skapade geometrier definierar formen – men ytbehandlingen avgör hur den geometrin presterar och ser ut i verkligheten.
Slutresultatet? Behandla ytbearbetning inte som en eftertanke. Ange de erforderliga ytorna och toleranserna vid beställning av delar, skydda kritiska funktioner som inte ska få beläggningar, och anpassa valet av behandling till både funktionella krav och miljöpåverkan. Detta tillvägagångssätt säkerställer att dina CNC-skärningar omvandlas till komponenter som fungerar pålitligt i åratal.
Kostnadsfaktorer för CNC-bearbetning och budgetoptimering
Du har valt ditt material, specificerat toleranser och valt den perfekta ytytan. Nu kommer frågan som avgör om ditt projekt går vidare: hur mycket kommer det faktiskt att kosta? Att förstå vilka faktorer som driver tillverkningskostnaderna för bearbetning hjälper dig att fatta välgrundade beslut, undvika oväntade budgetöverskridningar och identifiera möjligheter till besparingar utan att offra kvalitet.
Här är verkligheten: Prissättningen av CNC-delar är inte godtycklig. Varje dollar kan spåras tillbaka till specifika faktorer som du kan påverka – materialval, konstruktionskomplexitet, toleransspecifikationer och produktionsvolym. Enligt Unionfabs kostnadsanalys är det avgörande för korrekt budgetering och leverantörsval att förstå var dessa kostnader kommer ifrån.
Låt oss gå igenom exakt vad du betalar för och hur du kan optimera varje enskild del.
Nyckelfaktorer som påverkar bearbetningskostnader
Tänk på bearbetning för tillverkningskostnader som byggstenar som staplas på varandra. Varje lager bidrar till den totala kostnaden, och att förstå de enskilda komponenterna avslöjar där besparingsmöjligheterna finns.
Materiella kostnader utgör en betydande del av dina totala kostnader – och spannet är dramatiskt. Aluminium ligger vid den ekonomiska änden, medan titan kräver en premiumprissättning som kan vara fem till tio gånger högre. Enligt branschens prissättningsdata påverkar materialvalet inte bara råmaterialkostnaden utan även verktygsslitage och bearbetningstid.
Överväg denna förenklade prisjämförelse:
| Materialkategori | Relativ kostnad | Nyckelövervägande |
|---|---|---|
| Aluminium | $ | Utmärkt bearbetbarhet, snabbaste cykeltider |
| Mässing/brons | $$$ | Lätt att bearbeta, elektriska applikationer |
| Stål/Rostfritt stål | $$$ | Hårdare material ökar verktygsslitage |
| Titan | $$$$$ | Specialiserad verktygning krävs, längre cykeltider |
| PEEK (plast) | $$$$$ | Högpresterande men dyr råvara |
Bearbetningstid ökar kostnaderna direkt. Industriella maskinbearbetningsoperationer debiteras timvis med priser som varierar beroende på maskinens komplexitet: 3-axliga fräsar debiterar vanligtvis cirka 40 USD/timme, medan 5-axliga anläggningar debiterar 75–120 USD/timme enligt tillverkningsundersökningar. Komplexa geometrier som kräver fleraxliga operationer, strikta toleranser som kräver långsammare fördjupningshastigheter samt intrikata detaljer som kräver flera verktygsbyten förlänger alla cykeltiden – och din faktura.
Kostnader för installation och programmering gäller oavsett antal. Varje uppdrag kräver maskinförberedelse, konfiguration av spännanordning, inläsning av verktyg samt etablering av nollpunkt. Dessa fasta kostnader fördelas över ditt beställningsantal: vid tillverkning av tio delar får varje del bära en tiondel av installationskostnaden; vid tillverkning av hundra delar minskar kostnaden per del dramatiskt.
Toleransspecifikationer påverkar både bearbetningstiden och kraven på kontroll. Enligt Ensinger Plastics' DFM-guide bör strikta toleranser användas endast där det är nödvändigt – allmänna toleranser minskar kostnaderna avsevärt utan att påverka funktionen i icke-kritiska områden.
Sekundära operationer lägger till stegvisa kostnader som snabbt ackumuleras. Ytbehandlingar som anodisering kostar vanligtvis 3–12 USD per del, medan elektroplätering kan kosta 10–30 USD. Värmebehandling, kontroll och specialförpackning bidrar var och en med sina egna poster. För CNC-fräsade delar som kräver flera sekundära processer kan dessa tilläggskostnader motsvara eller överstiga grundkostnaderna för bearbetning.
Smart strategier för att optimera din budget
Goda nyheter: De flesta kostnadsdrivande faktorerna kan hanteras genom genomtänkt planering. Enligt Protolabs' handbok för tillverkningskostnader kan du genom att fokusera på smart konstruktion, materialval, toleranser och produktionsplanering betydligt minska kostnaderna utan att försämra kvaliteten.
Här är beprövade strategier för kostnadsoptimering vid maskinbearbetning:
- Design för tillverkning – Förenkla geometrin så mycket som möjligt. Minimera skarpa inre hörn, djupa fickor och funktioner som kräver specialverktyg. Använd standardverktygsstorlekar för hål och andra funktioner. Kombinera flera delar till en enda komponent när det är praktiskt möjligt.
- Ange toleranser på lämpligt sätt – Tillämpa stränga toleranser endast på kritiska sammanfogningsoch funktionsytor. Icke-kritiska mått kan använda standardtoleranser på ±0,005 tum, vilket minskar bearbetningstiden och inspektionskostnaderna avsevärt.
- Optimera materialvalet – Välj material som uppfyller de funktionella kraven utan att överdimensionera specifikationerna. Aluminium ger ofta tillräcklig prestanda till en bråkdel av titanets kostnad. Ta hänsyn till bearbetbarheten: mjukare material minskar verktygsslitage och cykeltid.
- Planera produktionsvolymen strategiskt – Större partier sprider de fasta installationskostnaderna över fler delar, vilket minskar kostnaden per enhet. Redan måttliga ökningar av kvantiteten kan ge betydande besparingar. Enligt Unionfabs analys minskar kostnaden per del kraftigt när beställningskvantiteterna ökar från enskilda enheter till serieproduktion.
- Minska antalet installationer och ompositioneringar – Konstruera delar som kan bearbetas i färre installationer. Varje gång en operatör måste ompositionera arbetsstycket innebär detta både tidskostnader för omkalibrering och potentiell variation.
- Överväg standardytbehandlingar – Ytor som lämnas i maskinbearbetat skick kostar inget extra. Begär specialytbehandlingar endast där funktionen eller utseendet verkligen kräver dem.
Är CNC-bearbetning rätt för ditt projekt?
Ibland är den smartaste budgetbeslutet att helt enkelt välja en annan tillverkningsmetod. Hur vet du när CNC-bearbetning ger bäst värde?
CNC-bearbetning är särskilt lämplig när du behöver:
- Stränga toleranser och hög precision
- Komplexa geometrier i hårda material
- Låga till måttliga produktionsvolymer (1–1 000 delar)
- Snabb prototypframställning med material av produktionskvalitet
- Delar som kräver utmärkt ytyta direkt från bearbetning
Alternativa metoder kan visa sig mer ekonomiska när:
- Produktionsvolymerna överstiger flertusen identiska delar (överväg injektering eller gjutning)
- Komplexa interna geometrier inte kan nås med skärande verktyg (överväg additiv tillverkning)
- Enkla former kräver inte precisionsbearbetning (överväg stansning eller extrudering)
CNC:s optimala användningsområde ligger ofta i intervallet mellan prototypframställning och lågvolymsproduktion. Inställningskostnader som belastar beställningar av enstaka delar blir försumbara vid femtio eller hundra enheter, samtidigt som volymerna fortfarande ligger under den gräns där investeringar i verktyg för injektering eller gjutning blir ekonomiskt rimliga.
Att förstå dessa kostnadsdynamiker hjälper dig att närma dig tillverkningspartners som en informerad köpare. Du ställer bättre frågor, bedömer offertförslag mer noggrant och identifierar verkligt värde snarare än att enbart jaga lägsta pris.
Välja rätt partner för CNC-bearbetning för ditt projekt
Du har slutfört ditt design, valt ditt material och specificerat toleranser som balanserar funktion med budget. Nu kommer ett beslut som avgör om dessa noggrant planerade specifikationer översätts till delar som faktiskt fungerar: vem ska tillverka dem? Skillnaden mellan en kompetent CNC-maskinist och en otillräcklig är inte bara kvaliteten – det är skillnaden mellan att hålla tidsplanen för produktion och att stressa över att förklara förseningar.
Att hitta rätt partner kräver att man går längre än de citierade priserna. Enligt Zenith Manufacturings vägledning för partnerskap är målet inte bara att hitta en leverantör som kan tillverka dina delar – det är att hitta en strategisk partner som kan stärka ditt företag. Den processen börjar med en systematisk utvärdering av kapaciteter, certifieringar och tidigare erfarenheter.
Kvalitetscertifieringar som är relevanta för din bransch
Certifieringar är inte bara skyltar på väggen – de utgör dokumenterad bevisning för att en tillverkare upprätthåller strikta kvalitetssystem. Vilka certifieringar som faktiskt är relevanta beror helt på din bransch och användningsområde.
Att förstå vad en CNC-operatörs roll innebär hjälper till att sätta i perspektiv varför certifieringar är viktiga. En certifierad arbetsstyrka visar på en enhetlig grundläggande kunskapsnivå: alla förstår bästa praxis, säkerhetsprotokoll och kvalitetskrav. Enligt American Micro Industries certifieringsguide innebär certifierade processer att metoderna och utrustningen själva följer dokumenterade standarder, vilket främjar konsekvens från en tillverkningsbatch till nästa.
Här är vad du ska leta efter beroende på din sektor:
- ISO 9001 – Grundläggande certifiering för kvalitetsledningssystem som gäller inom samtliga branscher. Visar på dokumenterade arbetsflöden, prestandaövervakning och åtgärdsrutiner.
- AS9100 – Bygger på ISO 9001 med luft- och rymdfartssektors-specifika krav på riskhantering, dokumentation och produktintegritet. Obligatorisk för deltagande i någon luft- och rymdfartsleveranskedja.
- ISO 13485 – Den definitiva standarden för tillverkning av medicintekniska produkter, som omfattar designkontroller, spårbarhet och riskminimering.
- IATF 16949 – Den globala standarden för kvalitetsstyrning inom bilindustrin, som kombinerar principerna i ISO 9001 med sektorspecifika krav på kontinuerlig förbättring och felpreventiv åtgärder.
- Nadcap – Ackreditering för särskilda processer, såsom värmebehandling och icke-destruktiv provning, vilket är avgörande för luft- och rymdfarts- samt försvarsapplikationer.
För bilapplikationer specifikt signalerar certifiering enligt IATF 16949 att en tillverkare förstår branschens krävande förväntningar. Företag som Shaoyi Metal Technology demonstrerar detta engagemang både genom certifiering enligt IATF 16949 och strikta protokoll för statistisk processtyrning (SPC) – vilket säkerställer att varje precisionskomponent konsekvent uppfyller kraven för bilkvalitet.
Men certifiering ensam räcker inte. Enligt tillverkningsexperter är den verkliga prövningen hur djupt kvalitetsinriktningen är förankrad i deras kultur. Ställ konkreta frågor som "Kan ni gå igenom ert arbetsflöde för hantering av en icke-konform del?" Deras svar avslöjar mer om deras genuina engagemang än någon certifikat.
Utveckla produktionsegenskaper och leveranstider
En typisk jobbbeskrivning för en CNC-maskinoperator inkluderar installation, drift och kvalitetskontroll – men er partners förmågor sträcker sig långt bortom enskilda operatörer. Ni måste bedöma hela verksamheten: utrustning, expertis och kapacitet.
Vilka CNC-verktyg och utrustning bör ni leta efter? Enligt Kesu Groups utvärderingsguide är en leverantör med mångsidig, väl underhållen maskinpark – inklusive CNC-svarv, fräscentrum och fleraxlig utrustning – bättre rustad att hantera komplexa projekt. Moderna CNC-fräscentrum med automatiska verktygsbytare och möjlighet till mätning under processen ger både precision och effektivitet.
Likaså viktigt: Kan er partner skala med er? Kraven på snabb prototypframställning skiljer sig markant från kraven vid serieproduktion. Den ideala CNC-utrustningsuppsättningen stödjer båda – levererar provdelar snabbt samtidigt som den bibehåller kapacitet för tusentals delar när beställningarna ökar. Vissa tillverkare, inklusive Shaoyi Metal Technology, erbjuder ledtider så korta som en arbetsdag för brådskande prototypbehov, med smidig skalning upp till volymproduktion för precisionskomponenter till fordon, inklusive chassin och anpassade metallbussningar.
Använd denna checklista när du utvärderar potentiella produktionspartners:
- CERTIFIERINGAR – Verifiera minst ISO 9001; bekräfta att branschspecifika certifieringar (AS9100, IATF 16949, ISO 13485) motsvarar era krav
- Kvalitetsystem – Sök efter dokumenterade SPC-program, möjlighet till första artikelkontroll (FAI) samt verifieringsutrustning med koordinatmätmaskin (CMM)
- Utrustningens Kapacitet – Utvärdera maskintyper, axelkonfigurationer och kapacitet för era delgeometrier och volymer
- Materiell expertis – Bekräfta erfarenhet av just era material och liknande applikationer
- Genomloppstider – Begär typiska ledtider för prototyper jämfört med produktionskvantiteter; verifiera leveransmått för ”på tid och fullständigt” (OTIF)
- Kommunikationsresponsivitet – Utvärdera tidsåtgången för offertframställning, svar på tekniska frågor och proaktiva projektuppdateringar
- DFM-återkoppling – Bra partners ger förslag på tillverkningsvänliga konstruktioner (Design for Manufacturability) istället för att tyst acceptera problematiska designlösningar
Enligt Zenith Manufacturing:s forskning är dålig kommunikation en betydande varningssignal. I dagens miljö behöver du partner som svarar snabbt, ger proaktiva uppdateringar och upprätthåller öppenhet när problem uppstår. En svarstid på 48 timmar för e-post är oacceptabel när produktionsplaneringen står på spel.
Slutsatsen? Din tillverkningspartner blir en utvidgning av ditt eget team. Deras kompetens, kvalitetssystem och responsivitet påverkar direkt din produkts framgång. Investera tid i en grundlig utvärdering redan från början – det är långt billigare än att upptäcka brister i kapaciteten efter att produktionen har inletts.
Kom igång med ditt CNC-fräsprojekt
Du har färdats från att förstå vad ett CNC-system är till att utvärdera tillverkningspartners – nu är det dags att sätta den kunskapen i praktiken. Avståndet mellan en idé i ditt huvud och en färdig komponent i din hand är kortare än du kanske tror, förutsatt att du går tillväga systematiskt.
Kom ihåg att CNC står för Computer Numerical Control – men vad det egentligen representerar är din förmåga att omvandla digital precision till fysisk verklighet. Varje beslut som du har lärt dig om i den här guiden hänger samman med ett enda mål: att få delar som fungerar exakt som avsett, levererade i tid och inom budget.
Låt oss sammanfatta allt till en tydlig väg framåt.
Din CNC-projekthanteringsplan
På vad bygger verklig framgång med CNC-bearbetning egentligen? På en metodisk ansats som tar upp varje avgörande beslutspunkt i rätt ordning. Följ dessa steg för att säkert gå från koncept till färdiga delar:
- Slutför din design med tillverkningsbarhet i åtanke – Granska din CAD-modell för funktioner som orsakar onödig komplexitet. Eliminera skarpa inre hörn där det är möjligt, standardisera hålstorlekar så att de matchar vanliga verktygsdiametrar och se till att väggtjocklekerna kan motstå skärkrafterna. Om du är osäker kan du begära DFM-återkoppling innan du fastställer de slutgiltiga specifikationerna.
- Bestäm material och toleranskrav – Anpassa materialens egenskaper till dina applikationskrav. Behöver din del korrosionsbeständighet? Överväg rostfritt stål eller anodiserad aluminium. Viktkritisk? Aluminium eller tekniska plastmaterial kan vara idealiska. Använd stränga toleranser endast där monteringsytor eller kritiska funktioner kräver det – standardtoleranser på andra ställen håller kostnaderna rimliga.
- Begär offert från kvalificerade partners – Skicka ditt design till flera tillverkare vars certifieringar motsvarar dina branschkrav. Ange fullständig dokumentation: 3D-modeller, 2D-ritningar med toleranser, materialspecifikationer, kvantitetskrav och måldatum för leverans. Tydlig kommunikation från början förhindrar missförstånd senare.
- Granska DFM-återkopplingen noggrant – Erfarna partners identifierar potentiella problem och föreslår alternativ. En rekommendation att ändra en inre hörnradius från 0,5 mm till 2 mm kan verka obetydlig – men den kan minska din delkostnad med 30 % samtidigt som den förbättrar strukturell integritet. Lyssna på dessa förslag med öppet sinne.
- Påbörja produktionen med tillförsikt – När du godkänt provexemplar och bekräftat specifikationer kan du godkänna produktionen. Behåll kommunikationen under hela processen, särskilt vid första produktionsomgången. Fastställ kvalitetskontrollpunkter och inspektionskriterier innan delarna skickas ut.
Från koncept till produktion
Betydelsen av CNC-maskinistens expertis blir tydlig när du samarbetar med partners som guider dig genom varje steg. Prototypframställning validerar din design innan du går över till volymproduktion. Inspektion av första artikeln bekräftar att tillverkningsprocesserna producerar delar som uppfyller specifikationerna. Statistisk processtyrning säkerställer konsekvens i alla produktionsomgångar.
För läsare i bilindustrins leveranskedja kräver vägen från prototyp till massproduktion partners med specifika kvalifikationer. Shaoyi Metal Technology exemplifierar denna förmåga – deras IATF 16949-certifiering och strikta SPC-protokoll säkerställer att komponenter med hög tolerans uppfyller kraven för bilindustrin. Med ledtider så snabbt som en arbetsdag för prototypframställning och sömlös skalning till volymproduktion levererar de precisionschassinmonteringar och anpassade metallbussningar effektivt.
CNC—vad står det för? Datorstyrd numerisk styrning—men ännu viktigare är att det står för tillverkningskapacitet som kopplar samman dina digitala design och fysiska produkter. Oavsett om du tillverkar tio prototyper eller tiotusen produktionsdelar leverar tekniken konsekvent precision som manuella metoder helt enkelt inte kan matcha.
Slutsatsen? Du förstår nu maskintyper, materialval, toleransspecifikationer, ytbearbetningsalternativ, kostnadsdrivande faktorer och kriterier för att utvärdera partner. Den kunskapen omvandlar dig från en passiv köpare till en informerad tillverkningspartner. Använd den för att ställa bättre frågor, fatta smartare beslut och leverera produkter som uppfyller dina exakta krav.
Ditt nästa steg är enkelt: ta din design, tillämpa de principer du har lärt dig och kontakta en kvalificerad tillverkningspartner som kan förverkliga din vision. Tekniken är redo. Kompetensen finns. Dina precisionskomponenter väntar på att tillverkas.
Vanliga frågor om CNC-bearbetning
1. Vad är CNC-bearbetning?
CNC-bearbetning är en tillverkningsprocess där förprogrammerad datorprogramvara styr rörelsen hos fabrikens verktyg och maskiner. CNC står för Computer Numerical Control (datorstyrd numerisk styrning) och använder G-kod-instruktioner för att styra skärande verktyg med exceptionell precision – med toleranser så stränga som ±0,001 tum. Denna subtraktiva tillverkningsmetod avlägsnar material från fasta block för att skapa färdiga komponenter till branscher som sträcker sig från luft- och rymdfart till medicintekniska apparater.
2. Tjänar CNC-maskinister mycket pengar?
CNC-maskinister tjänar konkurrenskraftiga löner, med genomsnittliga löner på cirka 27,43 USD per timme i USA. Inkomsterna varierar beroende på erfarenhet, certifieringar och specialisering. Operatörer med avancerade färdigheter inom fleraxlig programmering, arbete med stränga toleranser eller tillverkning efter luft- och rymdfartsstandarder får vanligtvis högre betalning. Anläggningar certifierade enligt IATF 16949 eller AS9100 betalar ofta premielöner till kvalificerade maskinister som upprätthåller kvalitetskraven.
3. Vilka olika typer av CNC-maskiner finns det?
De tre främsta typerna av CNC-maskiner är fräsar, svarv och router. CNC-fräsar använder roterande skärande verktyg mot stationära arbetsstycken för att tillverka komplexa 3D-geometrier i hårda metaller. CNC-svarv roterar arbetsstycket mot stationära verktyg och är idealiska för cylindriska delar som axlar och bushingar. CNC-router hanterar mjukare material och större platta plåtar och används ofta för skyltar, möbler och plasthöljen.
4. Hur mycket kostar CNC-bearbetning?
Kostnaderna för CNC-bearbetning beror på materialval, delkomplexitet, krav på toleranser och produktionsvolym. Aluminiumdelar kostar mindre än motsvarande titan-delar på grund av materialpriser och kortare cykeltider. Stränga toleranser ökar bearbetningstiden och inspektionskostnaderna. Inställningskostnader fördelas över större order, vilket minskar kostnaden per del. Strategier som Design for Manufacturability (DFM), lämplig toleransspecifikation och volymplanering kan avsevärt minska de totala projektomkostningarna.
5. Vilka certifieringar bör jag leta efter hos en CNC-bearbetningspartner?
Nyckelcertifieringar beror på din bransch: ISO 9001 ger en grundläggande kvalitetsledning, AS9100 täcker kraven inom luft- och rymdfarten, ISO 13485 gäller medicintekniska produkter och IATF 16949 avser standarder för bilindustrins tillverkning. Partners som Shaoyi Metal Technology visar sitt engagemang genom certifiering enligt IATF 16949 kombinerat med protokoll för statistisk processkontroll, vilket säkerställer konsekvent kvalitet för precisionskomponenter till fordon, inklusive chassinmonteringar.