 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Kullager eller platta stödbussningar: Vilken räddar din spindel?

Gör rätt val av guidebussning för precisionsapplikationer
Varje maskinist känner till känslan – att stå vid arbetsbänken och stirra på en diesetspecifikation, undrande om man ska välja kugghjuls- eller platta guidebussningar. Det är inte bara ett tekniskt beslut. Det är ett val som direkt påverkar livslängden på din spindel, kvaliteten på delarna och slutligen din bottenlinje.
När du arbetar med precisionsverktygsapplikationer är det inte akademiskt att förstå debatten mellan bussning och lager. Det är praktiskt. Felaktigt val leder till förtida slitage, irriterande justeringsproblem och kostsam driftstopp som ingen har budgeterat för. Så vad är en bussning, och hur skiljer den sig från en lösning med lagring i praktisk användning?
Varför ditt val av guidebussning avgör dies prestanda
Betydelsen av en busning sträcker sig långt bortom en enkel cylindrisk komponent. Styrbussningar fungerar som det kritiska gränssnittet mellan rörliga verktygsdelar och styr justering med mikroskopisk precision. Oavsett om du väljer en rullande elementdesign eller en vanlig glidyta, påverkar det valet varje slag i din press.
Tänk dig så här: ditt styrsystem absorberar feljusteringskrafter, hanterar värmeexpansion och bibehåller positionsnoggrannhet över tusentals – ibland miljontals – cykler. Valet mellan lager och bussning påverkar friktionskarakteristika, värmeutveckling och slitage mönster. Gör det rätt, och ditt verktyg fungerar smidigt i år. Gör det fel, och du planerar oplanerad underhåll inom några månader.
De dolda kostnaderna med att välja fel
Vad kostar lager och bussningar egentligen dig utöver inköpspriset? Överväg dessa verkliga konsekvenser av felmatchade styrdelar:
- Snabbare spindelslitage på grund av överdriven friktion eller otillräcklig lastfördelning
- Försämrad delkvalitet när justeringstoleranser förändras över tid
- Oväntat stopp för nödreparationer och utbyte av komponenter
- Ökade spillvolymer när precisionen faller utanför acceptabla gränser
Denna guide tillämpar ett praktiskt tillvägagångssätt till frågan om glidlagringar kontra rullager. Istället för att fördjupa sig i teoretiska ingenjörsformler presenteras handlingsbara beslutsramar baserade på verkliga driftsförhållanden. Vi kommer att utvärdera alternativen utifrån fem kritiska kriterier: lastkapacitet, hastighetskrav, precisionsbehov, miljöfaktorer och totala ägandokostnaden.
Oavsett om du specifierar komponenter för en ny progressiv dies eller felsöker förtida slitage på befintlig verktygslösning, får du tydliga riktlinjer för hur du anpassar valet av stödlager till dina specifika applikationskrav.
Utvärderingskriterier för jämförelse av stödlagersalternativ
Innan du går in på specifika produktrekommendationer behöver du en systematisk ram för att utvärdera dina alternativ. Alltför många ingenjörer förlitar sig på vad som fungerade i det senaste projektet – eller ännu värre, vad deras leverantör har i lager. Den här approachen bortser från verkligheten att olika tillämpningar kräver olika lösningar.
När du jämför rullager och glidlager för styrändamål avgör fem sammanlänkade faktorer vilken lösning som ger optimal prestanda. För att förstå vad slags glidlager som är bäst lämpade – och var rullande elementdesigner excellerar – krävs att varje kriterium undersöks i kontext med din specifika driftsmiljö.
Fem kritiska urvalsfaktorer för stödglidlager
Följande utvärderingskriterier utgör grunden för varje beslut om stödglidlager. Ingen enskild faktor är mer betydelsefull än de andra; istället pekar din tillämpnings unika kombination av krav mot rätt lösning.
- Krav på lastkapacitet: Hur stor kraft kommer ditt guidesystem att absorbera? Tänk på både statiska laster under vilotider och dynamiska laster vid snabba cyklingar. Olika typers bustar och material för bustar hanterar radiella, axiella och momentlaster med varierande effektivitet. Tunga stansoperationer kräver robusta lastklassningar, medan lättare applikationer kan prioritera andra faktorer.
- Hastighet och cykelhastigheter: Vilka slaghastigheter och cykler per minut krävs i er verksamhet? Snabba progressiva stansar som överstiger 200 slag per minut skapar andra friktions- och värmeutmaningar jämfört med långsammare transportstansoperationer. De typer av bustar som presterar bra vid 50 cykler per minut kan sluta fungera före sin tid vid 500.
- Krav på precisionstoleranser: Hur stränga är era krav på positionsnoggrannhet? Vissa applikationer accepterar ett par tusendelars variation, medan andra kräver upprepbarhet under en mikrometer. Erat guidesystem måste kunna bibehålla dessa toleranser konsekvent över termiska cykler och längre produktionstillfällen.
- Miljöförhållanden: Vilka föroreningar, temperaturer och driftförhållanden kommer dina guidekomponenter att utsättas för? Stansmiljöer introducerar ofta metallspån, smörjmedelsdimma och temperatursvängningar som utmanar olika typer av bustar på unika sätt. En lösning som fungerar felfritt i en klimatstyrd anläggning kan ha svårt i en dammig produktionshall.
- Underhållskrav och tillgänglighet: Hur mycket underhåll kan du verkligen utföra? Vissa bustar och lagringar kräver regelbundna smörjningsintervall, medan andra fungerar utan underhåll. Tänk inte bara på det ideala underhållsplanen, utan också på vad ditt team faktiskt kan genomföra konsekvent.
Hur driftförhållanden påverkar ditt val
Här är vad erfarna verktygstillverkare förstår: sammanhanget avgör allt. En kugellagerledning som ger exceptionella resultat i en tillämpning kan prestera sämre i en annan. På liknande sätt kan glidlagringar som verkar föråldrade på papper ofta överträffa mer sofistikerade alternativ när de anpassas till lämpliga förhållanden.
Nyckeln ligger i ärlig bedömning. När du utvärderar din tillämpning, motstå frestelsen att överdriva krav eller jaga specifikationer som du inte faktiskt behöver. En verktygsform som körs 100 000 cykler per år har helt andra krav än en som körs 10 miljoner cykler. Att anpassa ditt val av ledningar till faktiska – inte teoretiska – driftsförhållanden förhindrar både onödiga utgifter och underprestanda.
Totala ägandokostnaden förtjänar särskild uppmärksamhet. Det initiala inköpspriset berättar bara en del av historien. Ta hänsyn till installationskomplexitet, underhållsarbete, utbytesintervall och produktionskostnaden för oplanerat stopp. Ett lägre kostnadslager som måste bytas ut varannan månad kan visa sig vara mycket dyrare än ett premialternativ som håller i tre år.
Med dessa utvärderingskriterier etablerade är du rustad att bedöma specifika stödlageralternativ utifrån deras egenskaper snarare än marknadsföringspåståenden. Följande avsnitt undersöker varje huvudkategori – med början på rullningslagerspetsar för höghastighets- och precisionsapplikationer.
Rullningslagerspetsar för höghastighetsprecision
När din applikation kräver maximal hastighet utan att offra noggrannhet framstår stödlager med rullningslager som det uppenbara valet. Dessa precisionskomponenter omvandlar hur formsats hanterar högcykliska operationer och levererar prestandaegenskaper som enkla glidytor helt enkelt inte kan matcha.
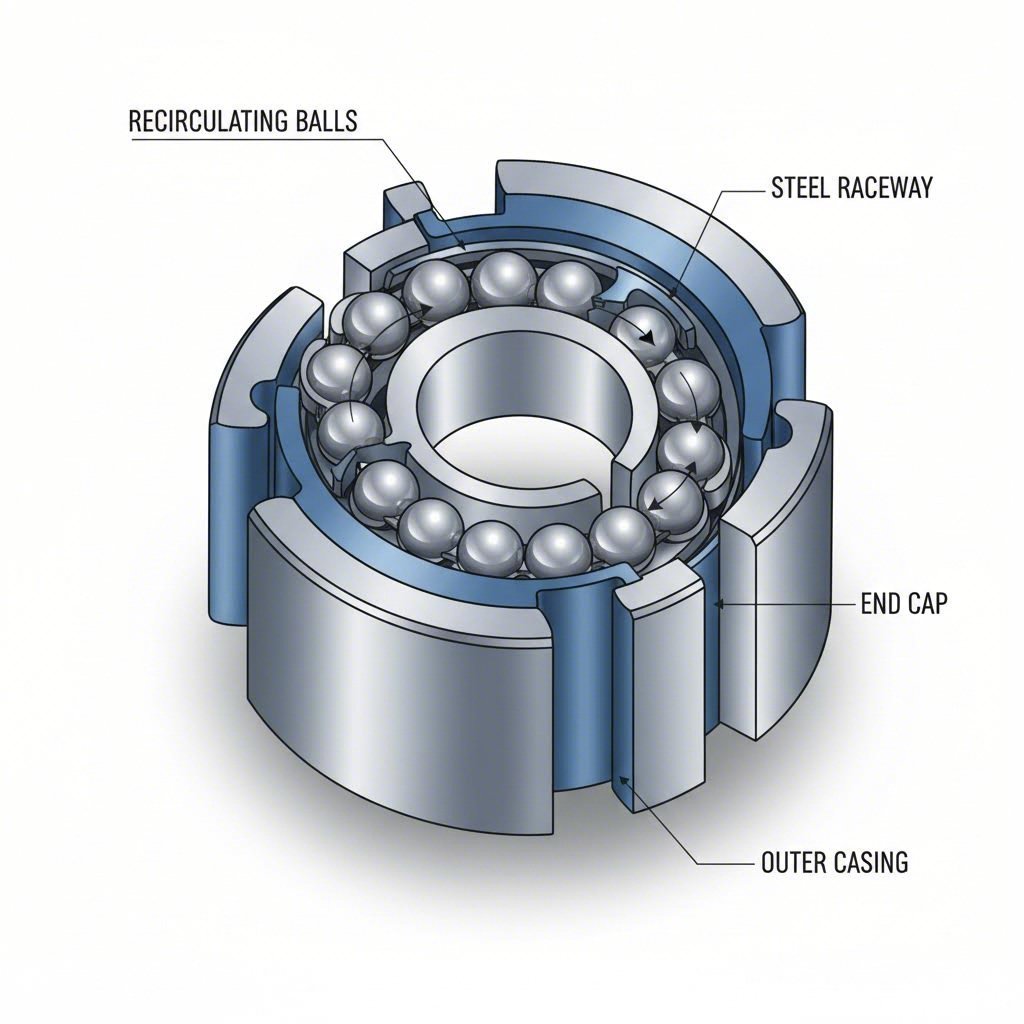
Vad gör bärningstekniken egentligen i ditt guidesystem? Till skillnad från släppackningar där ytor glider mot varandra använder en kugghylsa rullande element – små kullager ordnade i återcirkulerande banor – för att bära och styra rörelse. Denna grundläggande skillnad i kontaktmekanik förändrar allt när det gäller friktion, värme och slitage.
När kullager ger oöverträffad prestanda
Kullagrets syfte i guidesystem fokuserar på en avgörande fördel: rullande kontakt eliminerar glidfriktion. När en kula rullar mellan hårdhylvade löpbana genereras endast en bråkdel av den friktion som uppstår när två ytor glider förbi varandra. Denna skillnad blir dramatisk vid högre hastigheter.
Tänk dig att köra din dies med 300 slag per minut. Med vanliga bustar skapar metall-mot-metall-kontakt betydande värme vid varje cykel. Den termiska energin samlas upp och orsakar expansion som försämrar justeringsprecisionen. Kullagerledningar undviker detta problem helt. Rullningsfriktion genererar minimal värme, vilket gör att ditt ledningssystem kan bibehålla strama toleranser även under långa körningar i hög hastighet.
Precisionsegenskaperna sträcker sig bortom termisk stabilitet. Kvalitetsmonterade kullagerbussar uppnår anmärkningsvärt låga spel—ofta mätta i mikrometer snarare än tusendelar av millimeter. Detta resulterar direkt i överlägsen komponentkvalitet, särskilt för progressiva diear som tillverkar komponenter med strama toleranser där positionsnoggrannhet är avgörande.
Ideella tillämpningar för kullagerledningar
Att förstå vad kullager används till i verktygstillämpningar hjälper dig att identifiera där de ger störst värde. Överväg kullagerledningar när din process innefattar:
- Progressiva verktyg som körs över 150–200 slag per minut där friktionsvärme blir problematisk med vanliga alternativ
- Högprecisionsstansning som kräver positionsgenogånglighet i tusendels millimeter över hela produktionen
- Förlängda produktionscykler där konsekvent prestanda över miljontals slag motiverar en högre initial investering
- Tillämpningar med jämn, konsekvent belastning snarare än tunga chock- eller stötförhållanden
- Rena eller kontrollerade miljöer där föroreningar kan hanteras effektivt
Progressiva stansoperationer drar särskilt stor nytta av kugghussteknologi. Dessa stansar kräver exakt justering genom flera formsättningsstationer, och varje positionsskift förstärks när bandet fortställs. Den överlägsna upprepbarheten hos rullningsledningar bidrar till att bibehålla kvaliteten från första till sista stationen.
Fördelar och nackdelar med kugghussystem
Varje ledningssystem innebär kompromisser. Kugghusssystem levererar exceptionell prestanda under rätt förhållanden, men är inte generellt sett bättre. Här följer en ärlig bedömning:
Fördelar
- Avsevärt lägre friktion: Rullkontakt minskar friktionskoefficienterna med 80–90 % jämfört med glidkontakt, vilket möjliggör snabbare cykelhastigheter utan överhettning
- Högre uppnåbara hastigheter: Godkända för kontinuerlig drift vid hastigheter som skulle förstöra vanliga bustar inom några timmar
- Förskrämd tjänsteliv: Under rätt förhållanden – ren miljö, korrekt förspänning, tillräcklig smörjning – kan kugghusledningar leva betydligt längre än vanliga alternativ
- Överlägsen positionsprecision: Minimalt spel och konsekvent rörelseförlopp ger exceptionell upprepbarhet slag efter slag
- Minskade smörjkrav: Många konstruktioner innehåller förslutna, försmorda delar som minskar underhållsbehovet
Nackdelar
- Högare inledande investering: Precisionstillverkade kullagerkonstruktioner kostar vanligtvis 3–5 gånger mer än motsvarande enkla bustar
- Känslighet för föroreningar: Små kullager och precisionsrullbanor är sårbara för skador orsakade av metallspån, damm och skräp – en enda partikel kan utlösa tidig driftsavsättning
- Krav på exakt justering: Styrkullagrar kräver noggrann monteringsjustering; feljustering som enkel bushing kan tolerera kan orsaka snabb nedbrytning av lagret
- Installationskomplexitet: Rätt inställning av förspänning och verifiering av justering kräver mer kompetens och tid än att enkelt sätta in en sleeve-bushing
- Begränsad tålighet mot stötlaster: Stötkraft kan skada rullande delar och löpbana, vilket gör att dessa guider är mindre lämpliga för tunga blankerings- eller genomslagsoperationer
Beslutet handlar ofta om att anpassa guidteknik till de faktiska driftsförhållandena. Kulledade guider motiverar sin högre kostnad i applikationer med hög hastighet och där precision är kritisk, och som drivs i rimligt rena miljöer. När föroreningar dock är oundvikliga eller stötlaster dominerar, minskar fördelarna – och den högre kostnaden blir svårare att motivera.
För verkstäder som utvärderar sina alternativ blir nästa logiska frågan: när är det mer fördelaktigt att använda enkla guidebussningar? Svaret innefattar att förstå hur moderna precisionskonstruerade enkla bussningar har utvecklats för att möta kraven inom krävande stansverktygsapplikationer.
Precisionsenka guidebussningar för excellens i stansverktyg
Medan kugellagerledningar dominerar höghastighetsapplikationer, fortsätter precisionsglidlager att vara standardlösningen för största delen av stansverktygsoperationer. Dessa till synes enkla komponenter – när de är konstruerade enligt stränga standarder – levererar anmärkningsvärd prestanda över ett brett spektrum av förhållanden än många ingenjörer inser.
Vad gör en modern metallbushning grundläggande annorlunda jämfört med de grundläggande hylsbuskningarna från tidigare decennier? Svaret ligger i tillverkningsprecision, materialvetenskap och genomtänkt design. Moderna glidbushningar är inte bara cylindriska rör; de är precisionsinstrument bearbetade med toleranser som kan mäta sig med rullningslageralternativ.
Varför glidbushningar presterar utmärkt i stansverktyg
Tänk på den typiska stansmiljön: metallspån som flyger runt, smörjmedelsdimma i luften, temperatursvängningar mellan skift, och det tillfälliga plåtstycke som inte lämnar formen renodlat. Detta är verkligheten på produktionsgolvet – och det är just där glattågarna utfäster sig.
Till skillnad från rullagerkonstruktioner med sina små rullande element och trånga löpbana erbjuder en välkonstruerad flänsad glidbuss ett kontaminerat material ingen plats att gömma sig och orsaka skador. Partiklar som skulle förstöra ett precisionsrullager blir helt enkelt borttorkade eller inbäddade utan skada i de mjukare materialen i glidbussen. Denna tolerans mot föroreningar översätts direkt till tillförlitlig drift under verkliga förhållanden.
Den kompakta konstruktionen av platta maskinbussningar erbjuder ytterligare en praktisk fördel. Där platsbegränsningar begränsar dina val tar en hylseformad ledning upp betydligt mindre radiellt utrymme än en kullageranordning med motsvarande lastkapacitet. Detta är viktigt i progressiva verktyg med tätt placerade stationer eller i ombyggnadssituationer där befintlig verktygsgeometri inte kan ta emot större ledningskomponenter.
Konstruktionen bakom överlägsna platta bussningar
Alla platta bussningar levererar inte samma prestanda. Skillnaden mellan en standardkomponent och en precisionskonstruerad guidebussning handlar om flera avgörande faktorer.
Först, dimensionsnoggrannhet. Premiumplana bustar är slipade och släppta för att uppnå toleranser på inner- och ytterdiameter i mikrometer. Denna precision säkerställer konsekvent ledningsspel med stödposterna, vilket minimerar vaggning utan att orsaka klingning. Tänk på skillnaden mellan en massproducerad plastbush och en precisionsbearbetad metallbush – båda kan se lika ut, men deras prestanda skiljer sig dramatiskt.
För det andra, ytfinishens kvalitet. En korrekt bearbetad borrning ger en jämn och konsekvent glidyta som främjar jämn smörjmedelsfördelning och förutsägbara slitage mönster. Avancerade finishmetoder skapar mikrostrukturer som behåller smörjmedelsfilmer även under tung belastning.
Tredje, materialval. Moderna släplager använder speciallegeringar, konstruerade polymerer och kompositmaterial anpassade till specifika driftsförhållanden. Oavsett om du behöver ett borrsläplager för exakt hålplacering eller ett gängat släplager för justerbart läge, så balanserar rätt materialval slitstyrka, friktionskarakteristik och lastkapacitet.
Släplagerfästets design förtjänar särskild uppmärksamhet vid stansningstillämpningar. Ett korrekt konstruerat fästsläplager ger axialhållning utan ytterligare fogmedel, förenklar monteringsjustering och kan innehålla funktioner som smörjningsfårar eller tätningslabyrinter. Dessa integrerade designelement minskar monteringskomplexiteten samtidigt som de förbättrar prestanda.
Anpassa släplagerskvalitet till OEM-standarder
Här är en verklighet som erfarna formgjutare förstår: dina ledningsbussningar är bara lika bra som tillverkningsprocessen bakom dem. Strikta toleranser på papper betyder inget om produktionsprocessen inte kan upprätthålla dem konsekvent över tusentals delar.
Det är här certifieringsstandarder blir meningsfulla snarare än bara marknadsföringskryssrutor. IATF 16949-certifiering, till exempel, fastställer stränga krav på kvalitetsledning specifikt för komponenter i fordonsindustrins leveranskedja. Tillverkare som arbetar enligt denna standard måste kunna visa statistisk processkontroll, system för felundvikande samt protokoll för kontinuerlig förbättring som säkerställer att varje bussning uppfyller specifikationen – inte bara de provdelar som lämnas in för godkännande.
För bilstansningsapplikationer där precisionen i ledningsbussningar direkt påverkar delkvaliteten, rekommenderas samarbete med IATF 16949-certifierade leverantörer som Shaoyi ger försäkran om att dina ledkomponenter uppfyller de krävande toleranserna som dina verktyg behöver. Deras avancerade CAE-simuleringsmöjligheter hjälper till att verifiera verktygsdesign innan stål skärs, så att potentiella problem med ledsystem kan identifieras tidigt – när korrigeringskostnader är ringa i stället för betydande.
Fördelar
- Lägre inledande kostnad: Platta bustar kostar vanligtvis 60–80 % mindre än motsvarande kullagerkonstruktioner, vilket frigör budget för andra verktygsförbättringar
- Bättre tålamod mot föroreningar: Mer toleranta mot spån, damm och skräp som oundvikligen kommer in i stansmiljöer
- Enklare installation: Tryck- eller skärmontering kräver mindre skicklighet och tid jämfört med att rikta precisionskullagerleder
- Självsmörjande alternativ tillgängliga: Komposit- och impregnerade material eliminerar helt behovet av extern smörjning
- Kompakt byggnadsform: Mindre radiala mått än alternativa kullager vid motsvarande lastklassningar
- Stötlaster: möjlighet Bättre tolerans för stötlaster som är vanliga vid blankning och perforering
Nackdelar
- Högre friktion vid extrema hastigheter: Glidkontakt genererar mer friktion och värme än rullkontakt, vilket begränsar praktiska cykelhastigheter
- Kräver korrekt smörjningsplanering: De flesta glidlager behöver en konsekvent tillförsel av smörjmedel för optimal livslängd; försämrad smörjning påskyndar slitage avsevärt
- Slitage är oundvikligt: Även de bästa glidlager utsätts för gradvist slitage som till slut kräver utbyte eller justering
- Hastighetsbegränsningar: Lämpliga inte för de högsta hastighetsapplikationerna där bollagerets lägre friktion blir avgörande
Slutresultatet? Precisionsrunda ledbuchsen representerar det optimala valet för majoriteten av stansverktygsapplikationer. När de tillverkas enligt krävande toleranser av certifierade leverantörer levererar de den noggrannhet som ditt verktyg kräver, samtidigt som de erbjuder praktiska fördelar vad gäller smutsbeständighet, enkel installation och total ägandekostnad.
För applikationer som kräver ännu högre grad av smutsbeständighet eller som arbetar i korrosiva miljöer, erbjuder bronsledbuchsar beprövad pålitlighet med unika materiella fördelar som är värda att undersöka.

Bronsledbuchsar för pålitlig prestanda vid måttlig belastning
Ibland är den bästa lösningen inte den nyaste. Bronsbuchsar har stöttat roterande och glidande maskiner i århundraden – och de används fortfarande kraftfullt i moderna stansoperationer. När du behöver en ledbusch som hanterar tuffa förhållanden utan att kräva ständig uppmärksamhet, förtjänar brons allvarlig övervägande.
Vad gör detta uråldriga legering så beständigt? Brons kombinerar kopparns utmärkta värmeledningsförmåga med tinnens hårdhetsförbättring, vilket skapar ett buchslagmaterial som naturligt motstår nötning, effektivt avleder värme och utvecklar fördelaktiga ytsegenskaper med tiden. Detta är inte bara teoretiska fördelar – de översätts till pålitlig och förutsägbar prestanda i krävande applikationer.
Bronsbusningar för traditionell pålitlighet
De mekaniska egenskaperna hos brons gör att det är unikt lämpat för styrbuschapplikationer. Enligt bransanalys erbjuder bronspackningar hög hårdhet för att motstå fysisk nötning, utmärkt tryckhållfasthet vid tunga belastningar och naturlig korrosionsmotstånd genom bildandet av oxidskikt.
Tänk på vad som sker inuti en mekanisk bussning under drift. De glidytor som rör sig mot varandra genererar friktion, vilket i sin tur producerar värme. Bronsens överlägsna värmeledningsförmåga för bort värmen från kontaktzonen effektivt och förhindrar termisk upphettning som kan öka försämringen i material med lägre ledningsförmåga. Denna naturliga värmeavgift blir särskilt värdefull i verktyg som körs i kontinuerliga produktionscykler.
Den låga friktionskoefficienten som är inneboende hos brons minskar energiförluster och sänker smörjbehovet jämfört med stål-mot-stål-kontakt. Med tiden förbättras ytorna på bronslager faktiskt – genom att utveckla ett polerat, kallbearbetat skikt som förbättrar prestanda. Denna 'inloppseffekt' innebär att dina bussningar ofta fungerar bättre efter initial användning än när de först installerades.
Bronslegeringar finns i flera olika sammansättningar, var och en optimerad för specifika förhållanden:
- Tinnbronssammansättningar: Måttlig hårdhet med utmärkt korrosionsbeständighet och bearbetningsegenskaper – idealisk för allmänna tillämpningar
- Blyhaltig tennbrons: Förbättrade bearbetnings- och slitagebeständighetsegenskaper för platta bustar som utsätts för måttliga belastningar
- Aluminiumbrons: Extremt hög hållfasthet och korrosionsbeständighet för tunga belastningar i korrosiva miljöer
- Fosforbrons: Utmärkt slitage- och utmattningsbeständighet för precisionsmaskineri
- Grafitbrons: Självsmörjande egenskaper som minskar underhållet i högtemperatur- eller svårsmörjda situationer
När brons överträffar moderna alternativ
Bronsbuksar är inte rätt val för alla tillämpningar – men under vissa förhållanden presterar de bättre än till synes överlägsna alternativ. Att förstå dessa scenarier hjälper dig att välja rätt material för rätt tillämpning.
Tänk på en barrellagerbushapplikation i en tung blankningsverktyg. Varje slag orsakar betydande stötlaster när punschen träffar materialet. Kullager, med sina punktkontaktdrivna rullkroppar, kan få skador på löpbanan vid upprepade chocklaster. Brons, med sin utbredda ytkontakt och inneboende tålig natur, absorberar dessa stötar utan försämring.
Förorenade miljöer utgör ett annat scenario där brons excellerar. I stansoperationer där metallspån, nedbrutna smörjmedelsprodukter och miljöstoft är oundvikliga, förhindrar brons naturliga tolerans katastrofala haverier som föroreningar orsakar i precisionskullager. Partiklar som skulle förstöra små kullager inbäddas helt enkelt i den mjukare bronssmatrisen eller viks åt sidan under drift.
Självsmörjande bronsalternativ, särskilt grafitemptyld och oljeimprägnerade varianter, löser en av traditionell brons begränsningar. Dessa kolbärande buchslag-alternativ ger kontinuerlig smörjning från materialet självt, vilket minskar eller eliminerar behovet av extern smörjning. För tillämpningar där tillgång till smörjning är svår eller där ren drift är viktig, erbjuder dessa självsmörjande formuleringar bronsens pålitlighet med minskad underhållsbehov.
Fördelar
- Bevisad erfarenhet: Århundraden av framgångsrik användning inom branscher från marint till rymd- och bilindustri
- Utmärkt värmeförlust: Utmärkt värmeledningsförmåga förhindrar upphettning som ökar försurning i andra material
- Bearbetningsbara för skräddarsydda passningar: Brons går lätt att bearbeta, vilket möjliggör exakta anpassningar och skräddarsydda lösningar utan specialverktyg
- Kostnadseffektivt för standardtillämpningar: Lägre material- och tillverkningskostnader jämfört med precisionssvänglager
- Naturlig korrosionsmotstånd: Bildar skyddande oxidskikt som motstår nedbrytning i hårda miljöer
- Stötlaster: tålighet Hanterar stötar och vibrationsbelastningar som skadar rullningslager
- Självsmörjande alternativ tillgängliga: Formuleringar med grafittplugg och oljeimpregnering minskar underhållsbehovet avsevärt
Nackdelar
- Tyngre än alternativ: Bronsets densitet lägger till vikt jämfört med aluminium eller kompositmaterial – en övervägning för vikt-känsliga tillämpningar
- Begränsad hastighetskapacitet: Glidfriktion genererar mer värme vid höga hastigheter än rullkontakt, vilket sätter en gräns för praktisk hastighet
- Kräver periodisk smörjning: Standardbronsformuleringar kräver regelbunden påfyllning av smörjmedel för optimal prestanda och livslängd
- Gradvis slitage är inneboende: Alla glidytor slits med tiden och måste till slut bytas eller justeras
Bronsbusningar är idealiska i dies för lågfrekventa applikationer, operationer med kraftiga stötlaster samt i miljöer där föroreningar gör precisionslager opraktiska. De är särskilt lämpliga för dies som arbetar under 100 slag per minut, transferdies med högre belastningar samt produktionsmiljöer där underhållsresurser är begränsade.
När till och med brons reducerade smörjbehov verkar överdrivet erbjuder självsmörjande kompositbusningar ett alternativ – de eliminerar behovet av extern smörjning helt och hållet samtidigt som de säkerställer tillförlitlig ledprestanda.
Självsmörjande kompositbusningar för drift med lågt underhållsbehov
Vad om du kunde helt eliminera smörjningsprogram? För tillämpningar där underhåll är svårt eller där smörjmedelsförorening skapar problem, erbjuder självsmörjande komposithylsor en elegant lösning. Dessa avancerade komponenter vänder upp och ner på den traditionella ekvationen för hylsuppdragets underhåll.
Att förstå vad en hylsa gör i en självsmörjande konfiguration avslöjar en smart ingenjörsinsats. Istället för att förlita sig på externa smörjmedel innehåller dessa kompositer smörjmaterial inbäddade direkt i sin struktur. När hylsan fungerar vandrar mikroskopiska mängder smörjmedel till glidytan och upprätthåller en skyddande film utan något ingripande från ditt underhållspersonal.
Eliminera smörjningsproblem med komposithylsor
Teknologin bakom självsmörjande bustar varierar beroende på tillverkare och användningsområde, men kärnkonceptet förblir detsamma. Fasta smörjmedel – vanligtvis PTFE, grafitsvavel, molybdändisulfid eller specialblandningar – integreras i ett grundmaterial. Detta plastmaterial för buskar eller metall-polymerkomposit avger smörjmedel kontinuerligt under komponentens livslängd.
Hur fungerar då buskar när de är självsmörjande? Tänk dig tusentals små smörjmedelsreservoarer fördelade i buskens struktur. Under belastning och rörelse överför dessa reservoarer smörjmedel till lagerytan genom en kombination av mekanisk verkan och termiska effekter. Resultatet blir en konsekvent smörjning som inte är beroende av att underhållsscheman följs perfekt.
Denna inbyggda smörjningsmetod ger flera praktiska fördelar utöver minskat underhåll:
- Konsekventa friktionskarakteristika: Till skillnad från yttre smorda bustar som kan torka ut mellan underhållsintervall, bibehåller självsmörjande kompositer stabila friktionskoefficienter under hela sin livslängd
- Rent arbete: Ingen extra smörjmedel innebär inga droppar, ingen förorening av arbetsstycken och ingen röra på produktionen
- Förenklad lagerföring: Att eliminera krav på val och lagring av smörjmedel minskar inköpskomplexiteten
- Minskat miljöpåverkan: Inga problem med bortskaffande av smörjmedel eller risk för föroreningar vid läckage
Där självsmörjande alternativ är lämpliga
Alla tillämpningar drar inte lika stor nytta av självsmörjande teknik. Att förstå vad bustar används till i specifika miljöer hjälper till att identifiera där dessa komponenter ger maximal värde
Livsmedelsanläggningar med tillverkning utgör ett uppenbart användningsområde. När smörjmedelsföroreningar kan äventyra produktsäkerheten eliminerar självsmörjande bustar risken helt. Många kompositer har godkännande från FDA för oavsiktlig kontakt med livsmedel, vilket gör dem lämpliga för verktyg som tillverkar förpackningar för livsmedel eller komponenter till utrustning för livsmedelsbearbetning.
Verksamheter i anslutning till renrum drar liknande nytta. Även om er stansoperation inte kräver fulla renrumsprotokoll, så kräver tillverkning av komponenter till elektronik, medicinska instrument eller halvledarutrustning kontroll av föroreningar. Självsmörjande guider förhindrar att smörjmedel hamnar på delar som är avsedda för känsliga efterföljande applikationer.
Tänk också på applikationer där det är fysiskt svårt att få tillgång till smörjning. Verktyg med komplex geometri, guider placerade i trånga utrymmen eller högtemperaturzoner där smörjmedlet bryts ner snabbt innebär alla underhållsproblem. När du undrar vad en buch används till i dessa scenarier ger självsmörjande kompositer svaret genom underhållsfri driftsäkerhet.
Intermittent drift skapar ett annat starkt användningsfall. Utrustning som står stilla under längre perioder kan drabbas av smörjmedlets förflyttning eller försämring. Självsmörjande buchar behåller sin smörjegenskap oavsett driftschema och säkerställer tillförlitlig igångsättning efter dagar eller veckor av driftuppehåll.
Fördelar
- Drastiskt minskade underhållsintervall: Många självsmörjande buchar fungerar underhållsfritt under hela sin livslängd
- Rent arbete: Idealiska för applikationer där smörjmedelsföroreningar är oacceptabla eller problematiska
- Bra motstånd mot föroreningar: Fasta smörjmedel tvättas inte bort av kylmedel eller försämras av skräp på samma sätt som oljefilmer
- Konstant prestanda: Friktionskarakteristika förblir stabila istället för att variera med smörjningsförhållanden
- Förenklad logistik: Inga krav på val, lagring eller hantering av smörjmedel
- Korrosionsbeständighet: Många kompositer motstår kemikalier och fukt som kan försämra metallkomponenter
Nackdelar
- Temperaturbegränsningar: Kompositer baserade på polymer har övre temperaturgränser som vanligtvis ligger mellan 250–500 °F beroende på sammansättning – att överstiga dessa gränser ökar slitage och kan orsaka haveri
- Belastningsbegränsningar: Självsmörjande kompositer kan i allmänhet inte nå belastningsklassningarna för brons- eller stållegeringar av motsvarande storlek
- Högre kostnad per enhet: Avancerade kompositmaterial är dyrare än grundläggande brons, men minskad underhållsinsats ger ofta en fördelaktig total ägandekostnad
- Begränsad höghastighetskapacitet: Värmeutveckling vid högre hastigheter kan överstiga den termiska kapaciteten hos vissa kompositmaterial
- Materialkompatibilitetshänseenden: Vissa kompositer kan reagera med specifika kemikalier eller smörjmedel som finns i din miljö
Vad gör bussningar när de är korrekt anpassade till användningskraven? De säkerställer årsvis felfri drift. Självsmörjande kompositer presterar utmärkt i applikationer med måttlig belastning och hastighet där minskad underhållsbehov motiverar den högre kostnaden – särskilt när känslighet för föroreningar eller begränsad tillgänglighet gör konventionell smörjning opraktisk.
För applikationer som kräver maximal lastkapacitet på minimalt utrymme erbjuder nållagerstyrningssystem ett ytterligare alternativ för att hantera ledguidningsbussningsutmaningar.
Nållagerstyrningssystem för tunga belastningar
Vad händer när du behöver kugghjulslagerprestanda men inte har plats i radiell riktning? Eller när belastningskraven överstiger vad konventionella rullande element kan hantera inom det tillgängliga utrymmet? Då är det dags att ta upp samtalen om nållagerledningssystem – specialiserade lösningar för tillämpningar där standardalternativ inte räcker till.
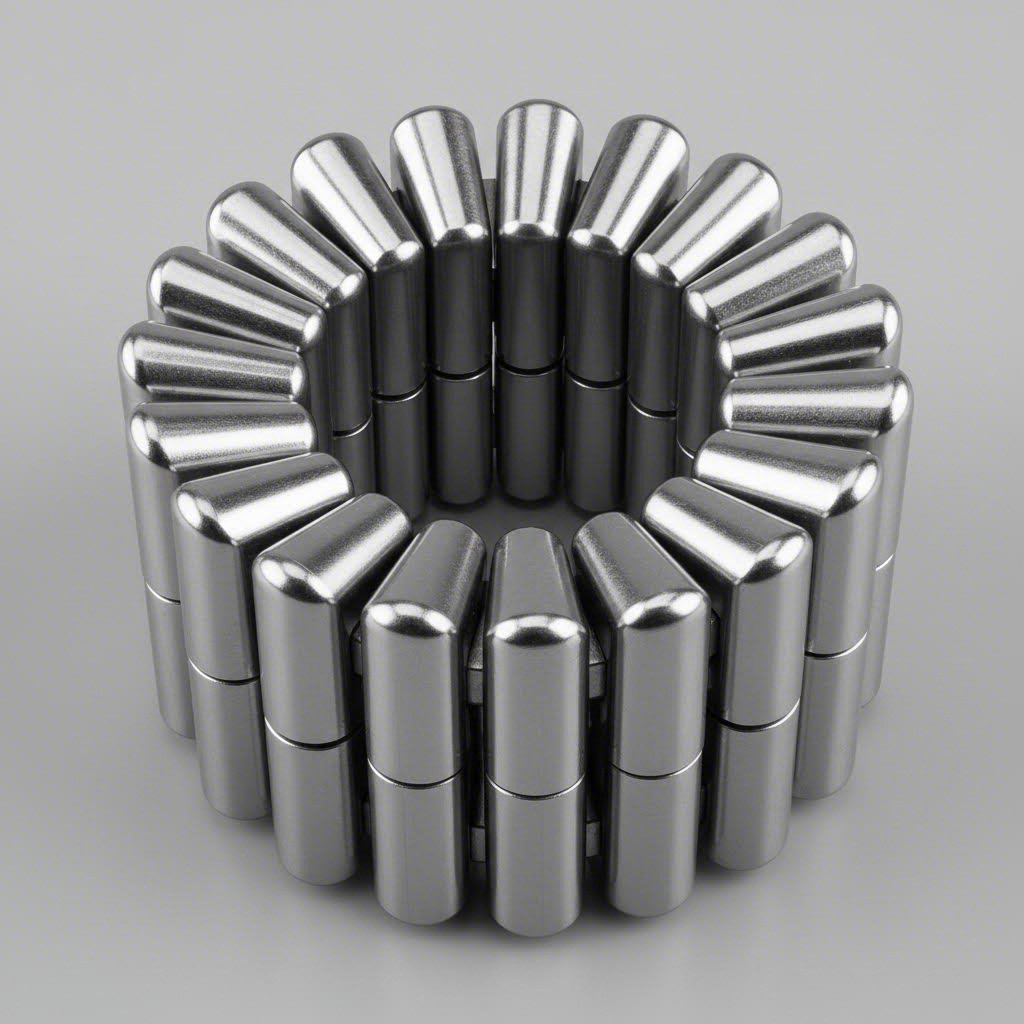
När man jämför nållager med kugghjulslager blir skillnaden genast tydlig. Istället för sfäriska rullelement använder nållager förlängda cylindriska rullar med längd-till-diameter-förhållanden som typiskt överstiger 4:1. Denna geometri ger en betydligt högre lastkapacitet per millimeter radiellt utrymme.
Nållager för extrema belastningstillämpningar
Tänk på fysiken en stund. Ett slagtågslager eller kulslaglager har kontakt med sin motstycke-yta vid relativt små ytor – punkter för kullagringar, smala linjer för skaflytorna. Nållullager däremot har förlängd linjekontakt längs hela sin längd. Denna fördelade kontakt sprider lasterna över större ytor, minskar spänningskoncentrationer och möjliggör högre lastklassningar.
Den praktiska effekten? Ett nållagerfäste kan bära två till tre gånger den radiella lasten av ett kullager som upptar samma utrymme. För tunga stansoperationer där verktygskrafter driver konventionella guidesystem till sina gränser blir denna kapacitetsfördel avgörande.
Applikationer med svängande rörelse drabbas särskilt fördelaktigt av nålrullsteknik. Till skillnad från kullager som föredrar kontinuerlig rotation klarar nålrullager den fram-och-tillbaka-rörelse som är vanlig i många verktygsapplikationer utan att utveckla slitage mönster som kan plåga andra rullande elementkonstruktioner. Rullbukskonfigurationen hanterar dessa delvis rotationscykler samtidigt som den bibehåller de låga friktionsfördelarna hos rullkontakt.
Kombinerade belastningsscenarier – där radiella krafter möter tryckbelastningar – utgör en annan styrka för nålrullager. Vissa lagerbukskonfigurationer innehåller tryckansikten eller sneda rullelement som hanterar komplexa kombinationer av belastningar. När ditt verktyg genererar krafter i flera riktningar samtidigt förenklar dessa integrerade konstruktioner styrsystemets arkitektur.
Kompakt kraft i trånga utrymmen
Platsbegränsningar styr många val av någlagringar. Progressiva dies med tätt placerade stationer, ombyggnadsapplikationer i befintliga die-skor eller konstruktioner där andra komponenter begränsar tillgängligt utrymme drar nytta av någlagringarnas exceptionella effekttäthet.
Tänk dig ett scenario där din lastanalys visar att du behöver en kullagerenhet med 50 mm bockning—men du har endast 35 mm radiellt utrymme tillgängligt. En lösning med någlagringsslingor kan erbjuda motsvarande lastkapacitet inom det mindre utrymmet, vilket förvandlar ett omöjligt konstruktionsproblem till en enkel specifikation.
Kraftiga blanknings- och formskärningsoperationer genererar betydande krafter som utmanar lättare guidsystem. De koncentrerade lasterna vid materialskärning kan överstiga vad standardkullagerguider tål utan att tidigt utmattas. Någlagringarnas högre lastklassningar ger den marginal som krävs för dessa krävande applikationer.
Fördelar
- Exceptionell lastkapacitet i förhållande till storlek: Två till tre gånger den radiella belastningskapaciteten jämfört med kullager med motsvarande bockdiameter, vilket möjliggör kompakta konstruktioner under tunga belastningar
- Utmärkt för svängande rörelse: Tål delvis rotation och återkommande rörelser bättre än kullager, idealiskt för vanliga dieslagmönster
- Hanterar kombinerade belastningar effektivt: Tillgängliga konfigurationer hanterar samtidiga radiella och axiella krafter utan separata trycklager
- Kompakt radial yta: Tunna tvärsnitt passar där större kullagerkonstruktioner inte gör det, vilket löser svåra monteringsutmaningar
- Hög stelhet: Flera linjekontakter skapar styvare guidsystem med mindre nedböjning under belastning jämfört med punktkontaktalternativ
Nackdelar
- Dyraste alternativet: Premiumprissättning speglar kraven på precisionsframställning – förvänta er att betala avsevärt mer än för alternativ med kullager eller glidlager
- Kräver exakt justering: Nållager är mindre toleranta mot feljustering än kugghjul; även små vinkelfel ökar slitage och förkortar livslängden
- Känsliga för föroreningar: Täta spel mellan rullarna och löpbanorna gör att nållager är sårbara för partikelskador—kanske till och med mer än kugghjulslager
- Komplex montering: Riktig montering kräver särskild kunskap och ofta speciell verktyg; felaktig montering leder till snabbt haveri
- Begränsad hastighetskapacitet: Trots att de är rörliga element har nållager normalt lägre hastighetsklassningar än jämförbara kugghjulslagerkonstruktioner på grund av rörelsedynamik
- Smörjning är kritisk: Kräver konsekvent och lämplig smörjning—haverier orsakade av otillräcklig smörjning inträffar snabbt och katastrofalt
Någlagrade guidsystem upptar en specialiserad nisch. De är inte rätt lösning för de flesta stansningsapplikationer – men när du behöver maximal lastkapacitet på minimalt utrymme löser de problem som andra lagringsbussningar helt enkelt inte kan hantera. Tunga stansverktyg, progressiva verktyg med begränsat utrymme och applikationer med kraftiga oscillerande belastningar representerar alla potentiella områden för någlager.
Nu när alla större kategorier av guidebussningar har undersökts är du redo att direkt jämföra alternativen mot varandra – genom att matcha specifika prestandaegenskaper med dina applikationskrav.
Komplett jämförelsetabell för val av guidebussning
Du har utforskat varje kategori av guidebussningar i detalj – nu är det dags att se dem sida vid sida. När du bedömer skillnaden mellan bussnings- och lösningar med lagringar hjälper en omfattande jämförelseram att ta sig fram genom komplexiteten och avslöjar vilken lösning som passar din specifika situation.
Tabellerna nedan sammanfattar allt vi har gått igenom i form av användbara referensverktyg. Oavsett om du specifierar komponenter för en ny verktygsuppbyggnad eller felsöker ett befintligt system, ger dessa jämförelser dig den beslutsstöd du behöver.
Jämförelse av prestanda sida vid sida
För att förstå skillnaden mellan lösningar med lagring och buchse måste man undersöka flera prestandaaspekter samtidigt. Följande tabell jämför alla granskade alternativ utifrån de kritiska urvalskriterier som fastställdes tidigare.
Tänk på att "buchse och lagring" inte är en antingen-eller-fråga. Varje kategori är överlägsen under specifika förhållanden – din uppgift är att anpassa dessa styrkor till ditt systems krav.
| Guidetyp | Lastkapacitet | Hastighetslämplighet | Precisionsegenskaper | Tolerans för föroreningar | Underhållskrav | Relativ kostnad | Bäst lämpliga tillämpningar |
|---|---|---|---|---|---|---|---|
| Precisionsplana buxlar | Hög | Låg till måttlig (upp till 150 SPM) | Hög (med precisionsframställning) | Excellent | Måttlig (regelbunden smörjning) | Låg ($) | Allmän stansning, transferverktyg, förorenade miljöer |
| Kulledningsguider | Moderat | Mycket hög (300+ SPM) | Excellent | -Fattiga. | Låg (tätningsdesigner) | Hög ($$$) | Höghastighetsprogressiva verktyg, precisionsskärning |
| Bronsplanlager | Hög | Låg (under 100 SPM) | Måttlig till hög | Excellent | Måttlig (periodisk smörjning) | Låg ($) | Tung skärning, stötlaster, korrosiva miljöer |
| Självsmörjande kompositer | Låg till måttlig | Låg till måttlig | Moderat | Bra | Mycket låg (underhållsfri) | Medel (++) | Livsmedelsklass, rena operationer, svårtillgängliga platser |
| Nållagerledningar | Mycket hög | Moderat | Excellent | -Fattiga. | Hög (kritisk smörjning) | Mycket hög ($$$$) | Tung stansning, höglastapplikationer med begränsat utrymme |
Lägg märke till att ingen enskild lösning dominerar i alla kategorier. Valet mellan lagring och bussningar återkommer alltid till applikationskontexten. En bussning utgör mekaniskt sett ett glidande gränssnitt – och när detta glidgränssnitt är lämpligt för dina förhållanden, presterar det ofta bättre än mer avancerade alternativ.
Matcha ledningstyp till dina driftsförhållanden
Prestandajämförelsen ovan visar vad varje ledningstyp kan prestera. Denna nästa tabell vänder på perspektivet – den startar med dina applikationsparametrar och pekar mot den rekommenderade lösningen.
Tänk på detta som ditt snabbreferens-verktyg för beslutsfattande. Identifiera din verktygstyp, hastighetsområde och miljöförhållanden, och följ sedan raden för att hitta den lämpliga ledningstekniken. Att förstå bussningars mekaniska krav i din specifika kontext leder till bättre val än att automatiskt välja kända lösningar.
| Tändkroppstyp | Cykelhastighetsområde | Driftsmiljö | Primär belastning | Rekommenderad guidningslösning |
|---|---|---|---|---|
| Progressiv stänkform | 200–400+ SPM | Rent, klimatstyrt | Lätt till måttlig | Kulledningsguider |
| Progressiv stänkform | 100–200 SPM | Standard produktionsgolv | Moderat | Precisionsplana buxlar |
| Transportsvensk | 20–80 SPM | Kraftig förorening | Tunga, chockbelastningar | Bronsplanlager |
| Blankingsstänk | 50–150 SPM | Standardproduktion | Hård påverkan | Brons- eller precisionsglidlager |
| Tung omformningsverktyg | 20–60 SPM | Platsbegränsat | Mycket tung | Nållagerledningar |
| Förpackningsverktyg för livsmedel | 50–150 SPM | Intill renrum | Lätt till måttlig | Självsmörjande kompositer |
| Verktyg för medicinska komponenter | 100–250 SPM | Känsligt för föroreningar | Ljus | Slutna kugellager eller självsmörjande kompositer |
| Allmänt formverktyg | Under 100 slag/min | Typiska verkstadsförhållanden | Moderat | Precisionsplana buxlar |
Installations- och justeringsöverväganden
Skillnaden mellan ett lager och en bussning sträcker sig bortom driftsprestanda till installationskrav. Denna faktor överlookas ofta vid specifikation men påverkar i hög grad den totala ägandekostnaden och systemets tillförlitlighet.
- Platta bussningar (alla typer): Enklaste installation—press- eller skridmontage med minimal känslighet för justering. Tål små monteringsfel som skulle skada rullande element. Typisk installationstid: 15–30 minuter per guiduppsättning.
- Kugellager guider: Kräver exakt parallelljustering mellan guidepinne och bussningsborrning. Feljustering som överstiger 0,001 tum per tum förflyttning ökar slitage. Kräver ofta förspänningsjustering för optimal prestanda. Typisk installationstid: 45–90 minuter per guiduppsättning.
- Nållager guider: Mest krävande installationskrav. Kräver specialiserade monteringsmetoder och ofta specifika verktyg. Toleransen för feljustering är stramare än för kullager. Felaktig installation orsakar snabb, ibland katastrofal, haveri. Typisk monteringstid: 60–120 minuter per ledset.
För ombyggnadsapplikationer blir dessa installationskillnader särskilt betydelsefulla. Att uppgradera från glidlager till kullagrade ledningar kan kräva ändringar för att säkerställa att justeringstoleranser kan uppnås och bibehållas. Omvänt kan omvandling från problematiska kullagerinstallationer till kvalitetsglidlager ofta lösa justeringsrelaterade haverier samtidigt som komplexiteten minskas.
Med denna omfattande jämförelseram i handen är du rustad att göra informerade val av ledlager baserat på era faktiska driftsförhållanden snarare än antaganden eller leverantörsrekommendationer.

Slutliga rekommendationer och val av er verktygsleverantör
Du har utvärderat prestandaegenskaper, jämfört lastklassningar och undersökt föroreningsmotstånd för varje viktig kategori av styrledningsbussningar. Nu kommer det avgörande steget – att omvandla den kunskapen till ett säkert beslut för din specifika applikation. Frågan om bussning kontra kugghjulslager löser sig själv när du tillämpar en systematisk utvärderingsprocess.
Vad skiljer lyckade val av styrledningsbussningar från kostsamma misstag? Det handlar sällan om att välja det dyraste alternativet eller följa vad som fungerade i det senaste projektet. Framgång handlar om att ärligt bedöma dina driftsförhållanden och anpassa dem till rätt teknik. Låt oss gå igenom exakt hur man gör det.
Din beslutsvägledning baserat på applikationsbehov
Följ dessa fem steg i ordning. Varje steg bygger på det föregående och skapar en komplett bild av dina krav innan du väljer en specifik lösning. Att skynda sig eller hoppa över steg leder ofta till specifikationer som ser bra ut på papperet men presterar dåligt i produktion.
- Definiera hastighets- och cykelkrav: Börja med önskad slagantal per minut. Kör du en höghastighetsprogressivt verktyg vid 300+ SPM, eller en moderat transferverktygsoperation under 100 SPM? Denna enda faktor begränsar ofta dina alternativ avsevärt. Valet mellan kugellager och bussningar beror ofta på om dina cykelhastigheter genererar friktionsvärme som plana ytor inte kan avleda. Dokumentera inte bara dina nuvarande krav utan även framtida behov – att välja för morgondagen förhindrar för tidiga uppgraderingar.
- Utvärdera lastförhållanden: Beräkna krafterna som ditt guidesystem måste absorbera. Tänk på radiella laster från laterala verktygskrafter, axiella krafter från vertikala komponenter och momentlastar från excentriska krafter. Glöm inte stötlaster vid skär- och stansoperationer – dessa chocklaster kan överstiga stationära krafter med en faktor tre eller mer. Tungt arbete med hög risk för stötar pekar ofta mot platta buhuvlar eller nållager snarare än kullager som är känsliga för stötar.
- Utvärdera miljöfaktorer: Gå en runda på produktionen med nya ögon. Hur mycket föroreningar kommer egentligen in i er området för verktyg? Metallspån, smörjmedelsdis, luftburna dammpartiklar och temperatursvängningar påverkar alla prestandan hos guidesystemet. Jämförelsen mellan buhlager och kullager förändras radikalt vid höga halter av föroreningar – kullelagrens friktionsfördelar betyder inget om partiklar förstör löpbanorna inom några månader.
- Beakta underhållsmöjligheter: Var ärlig om vad ditt underhållsprogram realistiskt kan prestera. Sofistikerade guidesystem som kräver exakta smörjningsintervall och periodiska förspänningsjusteringar behöver skickliga tekniker och disciplinerade arbetsrutiner. Om dina underhållsresurser är hårt ansträngda kan självsmörjande kompositer eller toleranta bronsbussningar ge bättre långsiktiga resultat än precisionskullager som försämras utan ordentligt underhåll.
- Beräkna totala ägandekostnaden: Det initiala inköpspriset berättar bara en del av historien. Ta hänsyn till installationsarbete (kullager kräver 2–3 gånger så mycket installationstid som platta bussningar), underhållskostnader under den förväntade livslängden, kostnader för utbyteskomponenter och – framför allt – produktionskostnaden för oplanerat stopp. En guide till bussningar och lagring som ignorerar livscykelkostnader ger ofullständig vägledning.
Precisionen i dina stödbussningar kan aldrig överstiga precisionen i din totala verktygskonstruktion. Att ange högklassiga kugghjulslager samtidigt som man tolererar lösa toleranser på annat håll skapar en dyr oöverensstämmelse – och slösar bort pengar på en kapacitet du inte kan utnyttja.
När du ska uppgradera – och när du ska nedgradera
Renoveringsscenarier erbjuder unika beslutsmöjligheter. Om du felsöker tidig slitage på guider eller överväger uppgraderingar av befintlig verktygning kan beräkningen kugghjulslager mot bussningar skilja sig från specifikationer för nyproduktion.
Överväg att uppgradera från vanliga bussningar till kugghjulslager när:
- Produktionshastigheterna har ökat utöver vad som ursprungligen specificerades, vilket orsakar termiska problem
- Precisionskraven har skärpts på grund av krav från efterföljande processsteg
- Er anläggning har förbättrat miljökontrollerna sedan den ursprungliga installationen
- Underhållsmöjligheterna har utökats för att kunna stödja mer sofistikerade system
Överväg att byta från kugghjulslager till kvalitetsmässiga vanliga bussningar när:
- Lagerfel relaterade till förorening uppstår upprepade gånger trots tätningsåtgärder
- Justeringsproblem i äldre dies medför snabbare slitage på kullager
- Faktiska produktionshastigheter är lägre än ursprungligen förväntat
- Underhållsresurser kan inte klara den vård kullagren kräver
Valet mellan pilotlager och bussning i överföringsapplikationer utgör en användbar parallell. Ingenjörer väljer där baserat på faktiska driftsförhållanden – inte teoretisk överlägsenhet. Tillämpa samma pragmatism på dina stansdies guidsystem.
Samarbete med rätt verktygsleverantör
Här är verkligheten erfarna formgjutare förstår: vad en bussning används till sträcker sig långt bortom att endast styra rörelse. Ditt guidsystem integreras med stans- och formsjustering, utmatningsmekanismer, materialförsystem och den totala strukturella integriteten i formen. Att optimera guidebussningar isolerat, samtidigt som dessa samband ignoreras, begränsar era resultat.
Denna integrerade synvinkel förklarar varför val av ledningsbush ska beaktas redan under verktygsdesignen – inte som en eftertanke under tillverkningen. CAE-simuleringsverktyg kan förutsäga ledningssystemets beteende under verkliga driftslaster och identifiera potentiella problem innan stål skärs. Korrekt analys bekräftar att den valda ledningstekniken kommer att fungera som förväntat inom just ert specifika verktygssystem.
För bilindustrins stansapplikationer, där toleranserna är strama och produktionsvolymerna höga, innebär samarbete med leverantörer som förstår detta helhetsperspektiv mätbara fördelar. Shaoyis IATF 16949-certifierade lösningar för stansverktyg integrerar korrekt dimensionering av ledningssystem med avancerad CAE-simulering för att verifiera konstruktioner innan prototypframställning påbörjas. Deras 93-procentiga godkännandegrad i första försöket speglar en ingenjörsdisciplin som sträcker sig från val av ledningsbush till heltäckande optimering av verktygssystemet.
Oavsett om du anger kugellagerledningar för höghastighetsprecision eller väljer robusta planbussningar för förorenade miljöer, så är den underliggande principen densamma: prestandan hos en ledningsbussning är bara lika bra som den övergripande verktygsutformningen som stöder den. Anpassa ditt val av ledning till de faktiska driftsförhållandena, verifiera valet genom korrekt analys och samarbeta med leverantörer som förstår att verktygsexcellens kräver uppmärksamhet på varje komponent – inklusive de ledningsbussningar som skyddar din spindel.
Vanliga frågor om kugellager- och plana ledningsbussningar
1. Vad är skillnaden mellan en bussning och ett kugellager?
En bussning är en enkel hylsa som ger en slät glidyta för axelrörelse, medan ett kugghjul använder rullande element (kullar) inneslutna i löpbanor för att minska friktionen. Bussningar förlitar sig på glidkontakt och är bättre lämpade för smutsiga miljöer, lägre hastigheter och stötlaster. Kugghjul erbjuder dramatiskt lägre friktion – upp till 90 % mindre – vilket gör dem idealiska för höghastighetsapplikationer som överstiger 200 SPM där värmeutveckling är en faktor. Valet beror på dina specifika driftsförhållanden inklusive hastighet, last, miljö och underhållsmöjligheter.
2. När ska jag använda kugghjulsledningar istället för vanliga bussningar?
Välj kugellagerledningar när din tillämpning innebär höghastighetsprogressiva verktyg som arbetar över 150–200 slag per minut, kräver positionsgenauhet under tusendelsnivå, fungerar i rena eller kontrollerade miljöer och innefattar jämn, konsekvent belastning snarare än tung stötbelastning. Kugellager presterar utmärkt i långvariga produktionscykler där deras överlägsna precision och minskad friktion motiverar de högre initiala kostnaderna. De är dock inte lämpliga för smutsiga miljöer, stödbelastade klippoperationer eller tillämpningar där korrekt justering inte kan upprätthållas.
3. Vilka fördelar har bronsbussningar jämfört med andra ledningsalternativ?
Bronsbusningar erbjuder beprövad pålitlighet med århundraden av framgångsrik industriell användning. Viktiga fördelar inkluderar utmärkt värmeledningsförmåga för värmeavgift, naturlig korrosionsbeständighet genom bildning av skyddande oxid, överlägsen tålighet mot stötlaster för tunga klippverktyg samt god bearbetbarhet för anpassade passningar. Självsmörjande bronsalternativ med inbäddad grafit minskar underhållskraven. Brons är idealiskt för dies med låg hastighet under 100 SPM, tillämpningar med oundviklig förorening och miljöer som kräver korrosionsbeständighet. De främsta begränsningarna är vikt och hastighetskapacitet jämfört med moderna alternativ.
4. Hur beräknar jag den totala ägar kosten för styrbusningar?
Totala ägandokostnader sträcker sig bortom inköpspriset och inkluderar installationsarbete (kullager kräver 2–3 gånger mer installationstid än platta foder), underhållskostnader under livslängden, kostnader för ersättningskomponenter samt produktionsförluster till följd av oplanerat stopp. Ett lägre pris på ett foder som måste bytas ut varje sex månad kan kosta mer än ett dyrare alternativ som håller i tre år. Ta hänsyn till din teams underhållsförmåga – sofistikerade kullagersystem som kräver noggranna smörjningsintervall kan prestera sämre om skötseln inte är konsekvent. Leverantörer med IATF 16949-certifiering, som Shaoyi, hjälper till att minska totala kostnader genom precisionsframställning som förlänger komponenternas livslängd.
5. Kan jag omvandla min verktyg från platta foder till kullagerguider?
Ja, men eftermontering kräver noggrann utvärdering. Uppgradera till kullager när produktionshastigheter har ökat utöver ursprungliga specifikationer och orsakat termiska problem, precisionskrav har skärpts, miljökontroller förbättrats eller underhållsmöjligheter utökats. Överväg dock att byta från kullager till kvalitetsglidlager vid upprepade fel på grund av föroreningar, justeringsproblem i äldre verktygsskor som orsakar ökad slitage, faktiska hastigheter är lägre än förväntat, eller underhållsresurser är begränsade. Kontrollera alltid att befintlig verktygsgeometri kan anpassas till olika styrkomponentsstorlekar och att justeringstoleranser kan uppnås.