 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Stansning av bilstolsramar: Tillverkningstekniker och trender inom lättviktsteknologi
TL;DR
Stansning av fordonsstolsramar är en precistillverkningsprocess som använder högtonnage progressiva och transferverktygsteknologier (vanligtvis 100–1 200+ ton) för att tillverka strukturella fordonskomponenter av material med hög hållfasthet. När fordonsindustrin går över till elfordon (EV) har fokus främst flyttat till vikttillämpning —att ersätta traditionellt stål med avancerat höghållfast stål (AHSS), aluminium och magnesiumlegeringar för att förlänga batteriräckvidden utan att kompromissa med säkerheten.
Modern produktion av stolsramar handlar inte längre bara om metallformning; den kräver integrering av wireböjning, rörfabricering och komplexa monteringsmetoder som laser-svetsning. För OEM:er och Tier 1-leverantörer beror framgången på att välja rätt tillverkningsprocess – att balansera hastigheten i progressiv stansning mot materialutnyttjandet i transportsystem – samtidigt som man följer strikta säkerhetsstandarder som FMVSS och IATF 16949.
Kern-teknikerna: Progressiv vs. Transportstansning
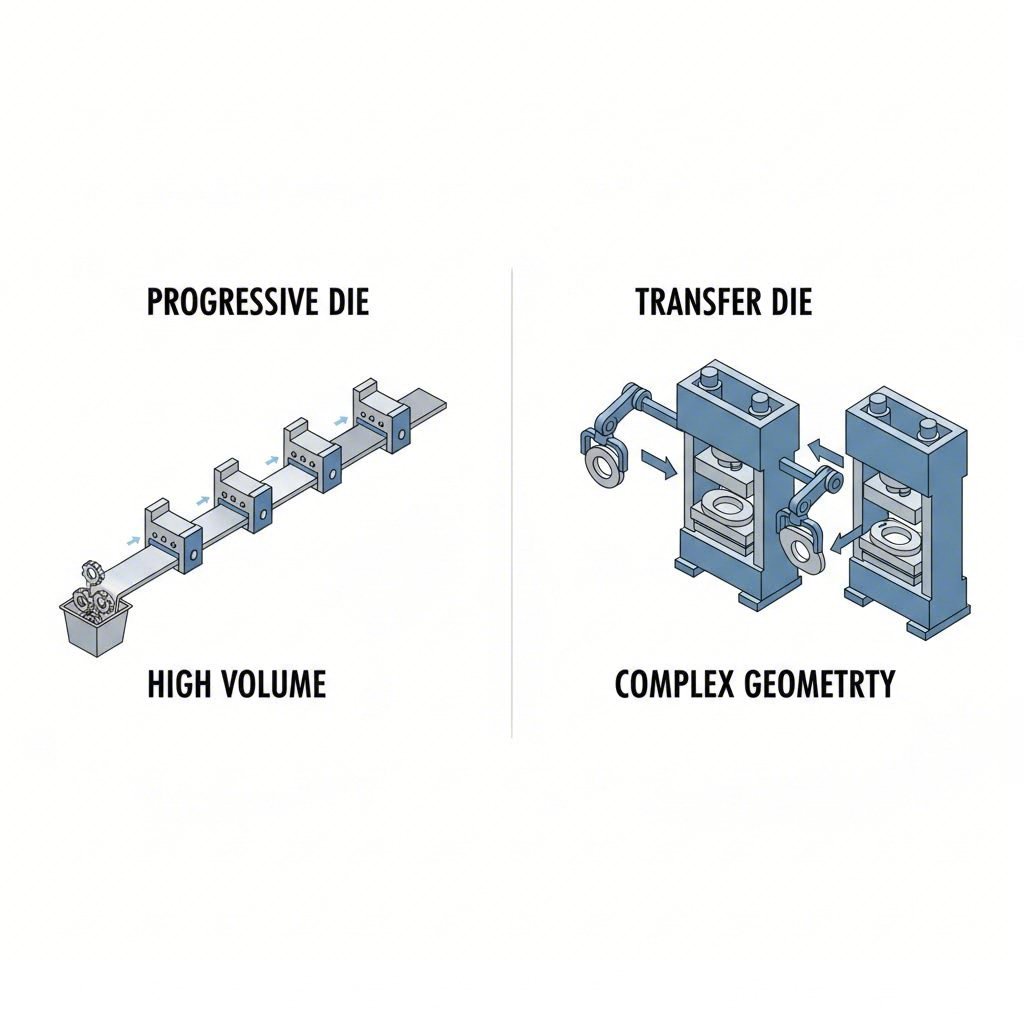
Valet mellan progressiv diesats och transportdiesats är det grundläggande ingenjörsvalet inom produktion av stolsramar. Detta beslut styr verktygskostnader, produktionshastighet och delkomplexitet.
Progressiv stansning är branschstandard för högvolym, mindre komponenter. I denna process förs ett kontinuerligt metallband genom en serie stationer inom en enda verktygsdöda. Varje slag av pressen utför en annan operation – skärning, böjning, myntning – tills den färdiga delen skärs loss från bandet vid den sista stationen. Denna metod är idealisk för att tillverka komponenter som lutningsringar, guiderailar och kopplingsfogar där hastighet är avgörande.
Framsändning av stämpelning , i motsats till, är nödvändig för större, djupare eller mer komplexa delar som inte kan förbli fästa vid ett bärarband. Här överförs enskilda blanks till olika verktygsstationer med mekaniska fingrar eller robotarmar. Denna metod används vanligtvis för betydande strukturelement som djupdragna sittskålar, sidoramar och tjockväggiga upphöjningar . Även om den är långsammare än progressiv stansning, erbjuder den större frihet för komplexa geometrier och minskar materialspill – en avgörande faktor vid arbete med dyra lättlegeringar.
| Funktion | Progressiv stansning | Framsändning av stämpelning |
|---|---|---|
| Bäst för | Små till medelstora delar (bracketar, rälsar, ringar) | Stora strukturella delar (sitskåpor, sidoramar) |
| Hastighet | Hög (kontinuerlig påfyllning) | Måttlig (delhantering krävs) |
| Materialavfall | Högre (kräver bärarband) | Lägre (optimerad nästling) |
| Verktygskostnad | Hög startinvestering | Generellt lägre, men presskostnaden är högre |
| Komplexitet | Begränsat av bandfäste | Hög geometrisk flexibilitet |
Materialinnovation: Drivkraften för lättvikt
Kravet på att öka räckvidden för elfordon (EV) och minska koldioxidutsläpp har omvänt materialval för sitsstrukturer. Tillverkare går bort från mjuka stål mot material som erbjuder högre hållfasthets-till-viktförhållande.
Avancerade höghållfasta stål (AHSS) och UHSS är nu dominerande. Sorter som dubbelfasstål (DP) och stål med formförändringsinducerad plasticitet (TRIP) gör det möjligt för ingenjörer att använda tunnare plåtar utan att offra krocksäkerheten. Ledande tillverkare som Proma Group använder patenterade enkelhuggs-stansningsprocesser för att forma dessa svåra material till robusta strukturer för sittkuddar och ryggstöd.
Aluminium- och magnesiumlegeringar representerar nästa gränsland. Aluminiumramar kan erbjuda viktreducering på cirka 28 % jämfört med stål, medan magnesium kan ge besparingar upp till 35 %. Dessa material medför dock tillverkningsutmaningar, såsom ökad fjädereffekt och behov av specialsmörjning. För att hantera dessa utmaningar krävs ofta servodrivna pressar som kan programmera justera släphastigheten under dragningsfasen för att förhindra sprickbildning.
Utöver stansning: Montering och komponentintegration
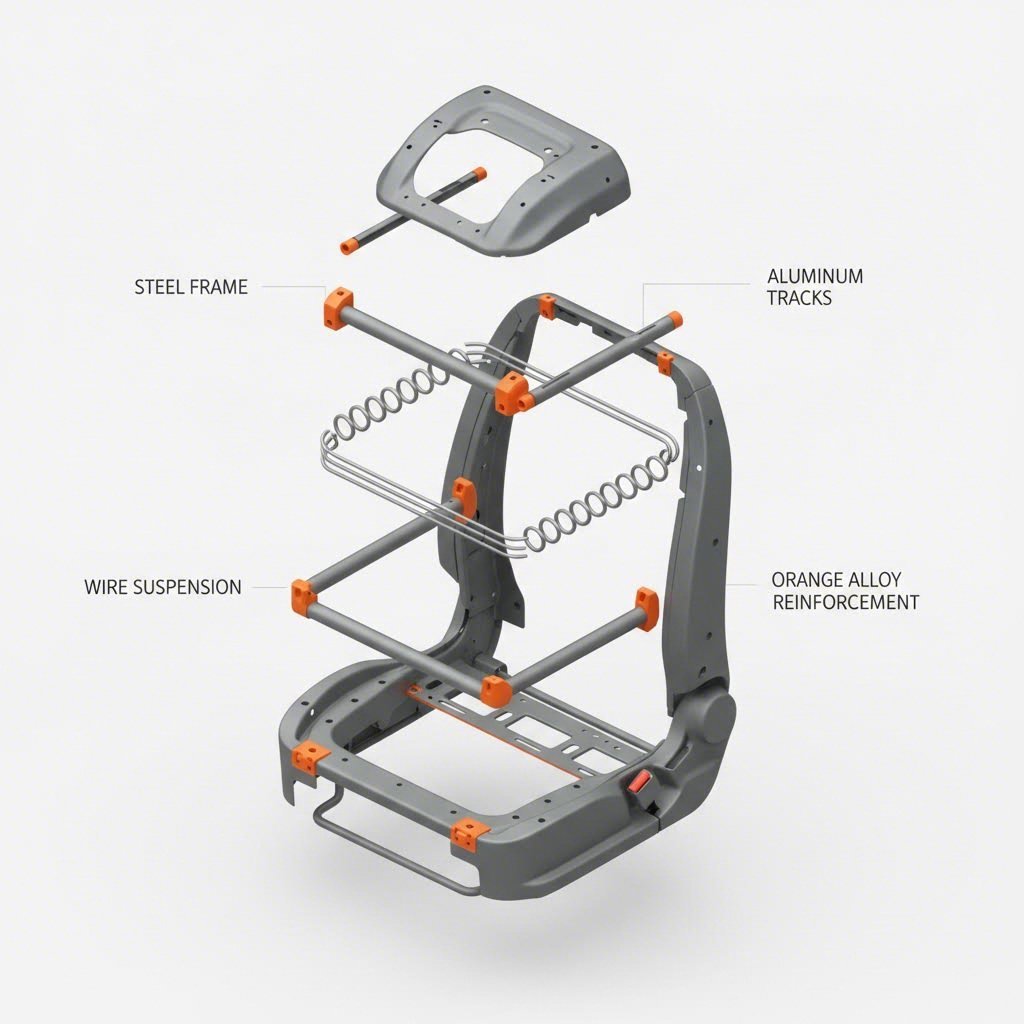
En stansad metallkomponent är sällan den färdiga produkten. Moderna fordonsätter kräver leverans av fullt integrerade monteringar. Leverantörer som Guelph Manufacturing och Hatch Stamping har utvecklats till systemintegratörer, vilka kombinerar stansade komponenter med wire-formar och rörmontager.
- Rörböjning & Wire-formning: Sätesstrukturer använder ofta böjda ramar i rör för ryggstöd och wire-formar för suspensionsmattor. Dessa processer måste synkroniseras med stansoperationer för att säkerställa korrekt passning.
- Sammanfogningsmetoder: Övergången till blandade material (till exempel sammanfogning av stålräls med aluminiumbotten) har gjort traditionell punktsvetsning otillräcklig i vissa applikationer. Tillverkare använder alltmer MIG-svetsning, lasersvetsning och mekanisk fästning för att säkerställa strukturell integritet mellan olika metaller.
- Mekanismintegration: Ramen måste kunna innehålla komplexa elektromekaniska system, inklusive lyftbromsar, manuella och eldrivna sätesskenor samt lutningsmekanismer . Precisionsstansning är avgörande här; även mikronnivåns avvikelser i en sätesskena kan leda till buller, vibration och hårda körkänslor (NVH) i den färdiga bilen.
Kvalitetskontroll och processoptimering
I säkerhetskritiska tillämpningar som bilbilsstolar är felundvikande oeftergivet. Kvalitén börjar innan pressen träffar metallen. Präcisionsavtrummor, såsom de beskrivna av Henli Machine, spelar en viktig roll. Funktioner som pneumatiska tryckarmar och styrmekanismer förhindrar materialutspridning och skyddar rullens yta från repor – fel som kan leda till kosmetisk avvisning eller strukturell utmattning.
Finit element analys (FEA) är ett annat viktigt verktyg som används av ledande leverantörer för att simulera stansprocessen innan verktyg tillverkas. FE-analys hjälper ingenjörer att förutsäga tunnning, veckbildning och återfjädring, vilket gör det möjligt att kompensera verktygen under designfasen istället för kostsamma försök-och-fel-metoder på verkstadsgolvet.
När man väljer en tillverkningspartner är certifiering grunden. Leta efter leverantörer som innehar IATF 16949 certifiering, som garanterar efterlevnad av strikta standarder för kvalitetsledning inom bilindustrin. Dessutom är förmågan att överbrygga klyftan mellan utveckling och produktion avgörande. För OEM:er som behöver flexibilitet, Shaoyi Metal Technology omfattande stansningslösningar som skalar från snabb prototypframställning (leverans av 50+ delar inom fem dagar) till högvolymproduktion på 600-ton pressar, vilket säkerställer att designens genomförbarhet verifieras tidigt i projektet.
Utvecklar framtiden för sittmöbler
Marknaden för bilstolsramar utvecklas från enkel metallböjning till high-tech-strukturteknik. När fordon blir autonoma och elformade blir stolen centrum för passagerarupplevelsen, med krav på lägre vikt, högre säkerhet och större funktionalitet. För ingenjörer och inköpschefer handlar målet om att samarbeta med tillverkare som inte bara erbjuder presskapacitet, utan också en helhetsförståelse för materialvetenskap, fogningstekniker och precisionskvalitetskontroll.
Vanliga frågor
1. Vad är skillnaden mellan progressiv och transfer stansning för säteskelett?
Progressiv stansning matar en kontinuerlig metallband genom flera stationer, vilket gör den snabbare och ideal för mindre delar som fästen och kopplingar. Transfer stansning flyttar enskilda utklippta blank mellan stationer, vilket är bättre lämpat för stora, djupdragna delar som sätpanssar och sidoramar som kräver komplexa formskapande operationer.
2. Varför används magnesium i bilsäteskelett?
Magnesium används främst för dess exceptionella hållfasthet i förhållande till vikt. Det är ungefär 33 % lättare än aluminium och 75 % lättare än stål, vilket gör det ideal för att förlänga räckvidden hos elfordon. Det kräver dock specialiserade gjut- eller stansprocesser på grund av dess unika material egenskaper.
3. Vem är de stora globala tillverkare av bilsätesrukturer?
Stora aktörer inom bilstolsindustrin inkluderar Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S och Magna International. Dessa företag fungerar vanligtvis som Tier 1-leverantörer och levererar kompletta sätessystem till OEM:er.