 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Повышение точности: что такое обрезной пуансон в литье под давлением?

Краткое содержание
Обрезной штамп — это инструмент из закалённой стали, используемый в обрезном прессе для точного удаления излишков материала — таких как заусенцы, литники и переполнения — с детали, полученной литьём под давлением. Этот автоматизированный процесс является важным этапом отделки, обеспечивающим стабильное качество деталей, значительное снижение затрат на ручной труд и повышение общей эффективности производства.
Что такое обрезной штамп и какова его основная функция?
В мире литья под давлением создание идеально сформированной детали — это лишь половина задачи. После того как компонент выталкивается из литьевой машины, он остаётся соединённым с сетью излишков металла, которые необходимо удалить. Здесь и проявляет себя ключевая роль обрезного штампа. Обрезной штамп — это специализированный прочный инструмент, как правило, изготавливаемый из закалённой стали, предназначенный для точного срезания нежелательного материала. Он служит финальным этапом, завершающим процесс литья под давлением, превращая грубую отливку в деталь, близкую к окончательной форме, готовую к последующей обработке.
Процесс, известный как обрезка, происходит сразу после того, как деталь была отлита и охлаждена. Отливаемый компонент вместе с прилегающим избыточным металлом помещается в гидравлический или механический пресс для обрезки, в котором установлена обрезная матрица. Пресс соединяет две половины матрицы, а их острые закалённые кромки точно срезают ненужный материал. Этот метод резко отличается от ручной отделки, при которой часто используются напильники, шлифовальные машины или шкурки. Хотя ручная зачистка может быть эффективной при малых сериях или прототипах, она трудоёмка и может привести к несоответствию деталей, как отмечают специалисты компании Kinetic Die Casting .
Основная функция обрезной матрицы — аккуратно удалять конкретные виды избыточного металла, характерные для процесса литья под высоким давлением. Понимание этих материалов позволяет яснее осознать важность этого инструмента:
- Заусенцы: Это очень тонкий, похожий на бумагу лист металла, который образуется, когда расплавленный металл выдавливается между двумя половинками пресс-формы для литья под давлением. Он часто бывает острым и должен быть удалён как с точки зрения безопасности, так и функциональности детали.
- Литниковые каналы: Это каналы, по которым расплавленный металл проходит от системы впрыска к полостям пресс-формы. Затвердевший металл в этих каналах должен быть отделён от готовой детали.
- Переходные камеры: Это небольшие углубления или карманы, предусмотренные в пресс-форме для регулирования давления и обеспечения полного заполнения полости пресс-формы металлом, что предотвращает дефекты. Как и в литниковых каналах, затвердевший металл в этих перепускных полостях должен быть обрезан.
Автоматизируя удаление этих элементов, обрезная матрица обеспечивает одинаковую степень обработки каждой детали, что гарантирует уровень стабильности, труднодостижимый при ручной обработке. Эта точность особенно важна для сложных деталей или деталей с жёсткими допусками.
Конструкция, типы и сложность обрезной матрицы
Штампы для обрезки не являются универсальным решением; их конструкция и сложность определяются геометрией детали, которую они должны обработать. Штамп для обрезки должен идеально соответствовать конфигурации пресс-формы для литья под давлением, чтобы обеспечить точный рез. Как объяснила команда R&S Design , некоторым штампам для обрезки требуется такое же внимание к деталям при проектировании, как и самим инструментам для литья. Инвестиции в хорошо спроектированный штамп для обрезки, изготовленный из высококачественных материалов, продлевают срок его службы и предотвращают дорогостоящую замену.
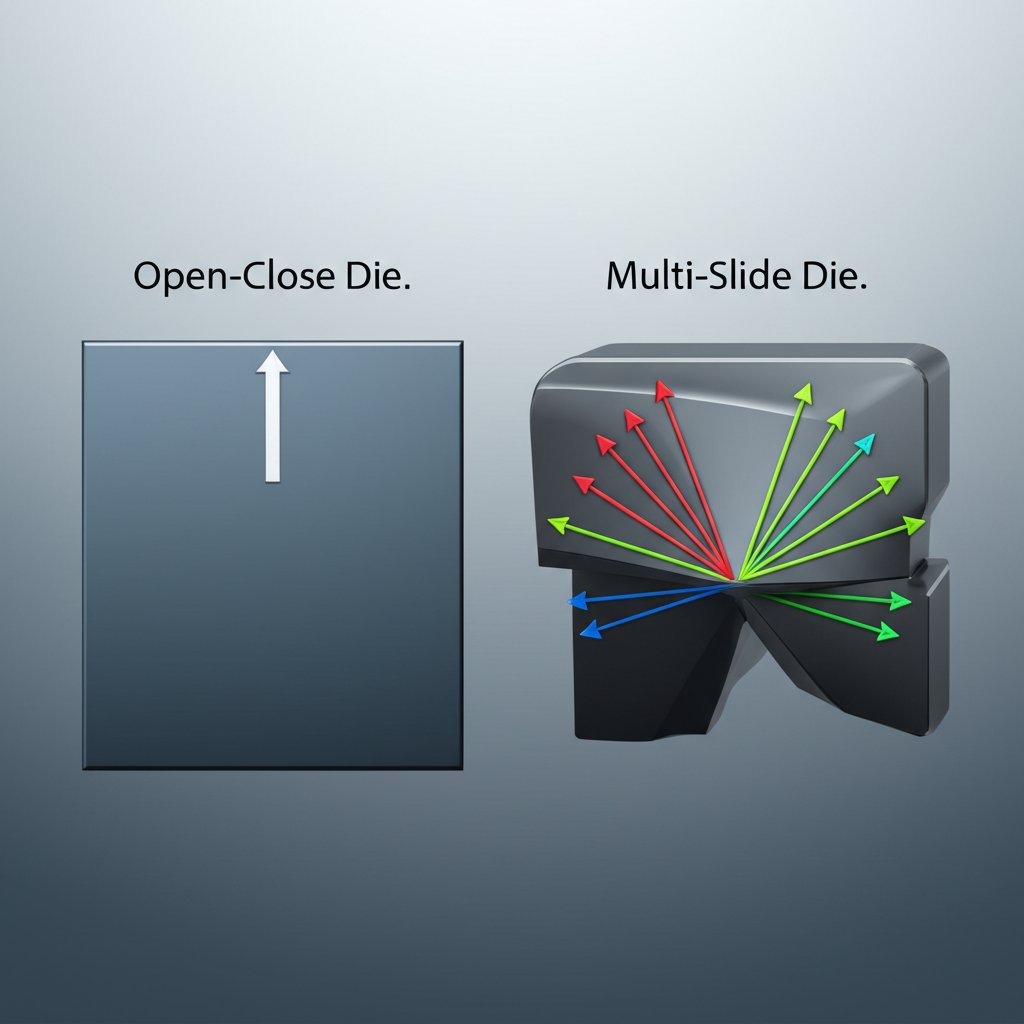
Сложность обрезного инструмента может варьироваться от простого двухкомпонентного инструмента до сложной многокоординатной машины. Для деталей с плоской линией разъема и без поднутрений часто бывает достаточно базовой матрицы, которая просто открывается и закрывается. Такой тип матрицы работает с использованием простого вертикального хода пресса. Однако для более сложных компонентов обрезной инструмент может включать салазки, кулачки или гидравлические цилиндры для удаления заусенцев с различных углов и внутренних элементов. В некоторых случаях используются многосекционные обрезные матрицы для последовательного выполнения операций обрезки на одной и той же детали.
Достижение точности, необходимой для современного производства, особенно в таких отраслях, как автомобилестроение, зависит от профессионального проектирования оснастки и надежных производственных процессов. Например, компании, специализирующиеся на высокопроизводительных компонентах, используют собственное проектирование штампов и строгий контроль качества для изготовления прецизионных деталей, соответствующих жестким стандартам, таким как IATF16949. Это подчеркивает взаимосвязь между передовой оснасткой и качеством готовых деталей. Решение использовать простой или сложный обрезной штамп зачастую сводится к компромиссу между первоначальными затратами и долгосрочной эффективностью, как показано ниже.
| Коэффициент | Простой обрезной штамп | Сложный обрезной штамп |
|---|---|---|
| Геометрия деталей | Простые плоские формы без выемок | Сложные формы, выемки, внутренние элементы |
| Механизм штампа | Базовая функция открытия и закрытия | Может включать салазки, кулачки или гидравлические приводы |
| Первоначальная стоимость | Ниже | Выше |
| Время цикла | Быстрая обработка простых деталей | Медленнее за цикл, но выполняет несколько операций одновременно |
| Идеальный случай использования | Массовое производство простых компонентов | Сложные детали, где ручная обрезка непрактична или нестабильна |
Кроме того, обрезной инструмент становится необходимым при определённых условиях. Согласно Magic Precision , обрезной инструмент особенно необходим, когда литниковые каналы очень прочные и трудно разрушаемые вручную, либо когда они расположены в центре детали, где ручное удаление может повредить сам компонент.
Стратегические преимущества: как обрезные инструменты влияют на стоимость, качество и эффективность
Инвестиции в обрезной инструмент — это стратегическое решение, которое приносит значительную отдачу по стоимости, качеству и эффективности. Хотя это требует первоначальных затрат на оснастку, долгосрочная экономия и улучшения зачастую значительно превышают начальные расходы, особенно при массовом производстве. Основное преимущество заключается в способности заменить нестабильный и трудоёмкий ручной труд быстрым, повторяемым и точным автоматизированным процессом.
Одним из наиболее значимых преимуществ является улучшение качества. Обрезной штамп аккуратно и стабильно срезает литниковую систему и заусенцы, оставляя ровный край, соответствующий жестким допускам. Такая стабильность от детали к детали имеет решающее значение для компонентов, которые должны точно монтироваться в более крупные сборки. Ручная зачистка, напротив, подвержена человеческим ошибкам и вариативности, что может привести к увеличению количества бракованных или забракованных деталей. Хорошо изготовленный обрезной штамп, подобные тем, которые описаны компанией Shamrock Industries , как правило, производится вместе с комплектом инструментов класса «А» для обеспечения наилучшей производительности и долговечности.
Влияние на эффективность производства и себестоимость также весьма значительно. Обрезной пресс выполняет цикл за несколько секунд — намного быстрее любого ручного процесса. Эта скорость позволяет операции обрезки идти в ногу с машиной литья под давлением, предотвращая узкие места в производственной линии и увеличивая общую производительность. Основные преимущества можно свести к следующему:
- Экономия затрат: Это значительно уменьшает потребность в ручной работе для очистки и отделки. Это также минимизирует материальные отходы, уменьшая количество отвергнутых деталей, что приводит к более низкой стоимости на штуку.
- Улучшенное качество: Предоставляет точное, повторяемое удаление вспышек для превосходной консистенции части к части и улучшенной точности измерений. Это приводит к более надежной и надежной продукции.
- Повышенная пропускная способность: Быстрое время цикла прессы для отделки значительно быстрее, чем ручная отделка, что позволяет увеличить объемы производства и быстрее доставить товар клиенту.
- Улучшенная безопасность: Автоматизация удаления острых флешков и бегунов снижает риск порезов и травм для рабочих, которые в противном случае должны были бы обрабатывать детали вручную.
В конечном счете, резка - это инструмент, добавляющий ценность. Для любой компании, занимающейся средним и большим объемом литья на штампе, это превращает необходимый конечный этап из потенциального узкого места в рациональную, экономически эффективную и повышающую качество часть производственного процесса.

От грубого литья до готовой части
Обрезной штамп — это нечто большее, чем простой режущий инструмент; это важнейший элемент инженерного решения, который соединяет сырой продукт литьевой машины под давлением и готовую деталь с высокой точностью обработки. Обеспечивая быстрый, стабильный и точный способ удаления излишков материала, он напрямую отвечает ключевым производственным факторам: качеству, стоимости и скорости. Хотя ручные методы находят применение при создании прототипов или в случае очень малых серий, обрезной штамп незаменим для достижения масштаба и стабильности, требуемых современной промышленностью. Понимание его функций, конструкции и стратегических преимуществ имеет решающее значение для осознания его важной роли в экосистеме литья под давлением.
Часто задаваемые вопросы
1. Каков процесс обрезки в литье под давлением?
Обрезка в литье под давлением — это процесс удаления нежелательного избыточного материала, а именно литников, переполнений и заусенцев, с отлитой детали. Обычно это выполняется с помощью закаленной стальной обрезной матрицы, установленной в гидравлическом или механическом прессе. Деталь помещается в матрицу, и при срабатывании пресса режущие кромки матрицы чисто и точно срезают излишки материала.
2. Каковы два основных типа литья под давлением?
Два основных типа литья под давлением — это литье в горячей и холодной камере. Литье в горячей камере используется для сплавов с низкой температурой плавления, таких как цинк и магний, при этом инжекционный механизм погружается в ванну расплавленного металла. Литье в холодной камере применяется для сплавов с высокой температурой плавления, например алюминия, при котором расплавленный металл зачерпывается в «холодную» инжекционную камеру перед каждым впрыском, чтобы предотвратить повреждение оборудования.
3. Существуют ли различные типы форм, используемых в производстве?
Да, в более широком мире производства прессы-формы используются для резки или формовки материалов. Основные категории — это режущие и формующие прессы-формы. Режущие прессы-формы, такие как обрезные или пробивные матрицы, производят отрезание материала. Формующие прессы-формы, например гибочные или вытяжные, изменяют форму материала без удаления его части. Конкретная конструкция и функция полностью зависят от производственного процесса и требуемого результата.