 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Что такое сварочный аппарат с порошковой проволокой? Начните сварку без догадок

Что такое сварочный аппарат с флюсовой проволокой?
Сварочный аппарат с флюсовой проволокой — это сварочная машина подачи проволоки, использующая полую трубчатую проволоку, заполненную флюсом. Во многих установках этот флюс создаёт защитную атмосферу во время сварки, поэтому аппарат часто может работать без отдельного баллона с газом. Если вы искали что такое сварочный аппарат с флюсовой проволокой , то это ответ на простом английском языке.
Сварочный аппарат с флюсовой проволокой — это сварочная машина подачи проволоки, работающая с полой проволокой, содержащей флюс, а не со сплошной проволокой; зачастую это позволяет выполнять сварку без газа при использовании самозащитной проволоки.
- Тип машины: Сварочная машина подачи проволоки
- Тип проволоки: Полая трубчатая проволока с флюсом внутри
- Наиболее известное преимущество: Часто хорошо работает без внешнего баллона с защитным газом
Что такое сварочный аппарат с флюсовым сердечником — простыми словами
Представьте его как машину, которая автоматически подаёт сварочную проволоку через горелку во время сварки. Главное отличие — сама проволока. Вместо сплошной проволоки, используемой в стандартной сварке методом MIG, проволока с флюсовым сердечником имеет полую конструкцию и заполнена флюсом. В повседневной речи что такое флюсовый сварочный аппарат обычно имеется в виду именно такая установка с подачей проволоки. Если вы также задаётесь вопросом что такое флюсовый сердечник , то это относится к полой трубчатой проволоке, заполненной флюсом, и к методу сварки, построенному вокруг неё.
Как аппарат создаёт защитную атмосферу без баллона с газом
Когда дуга нагревает проволоку, флюс внутри реагирует и помогает защитить расплавленную сварочную ванну от загрязнения воздухом. Именно поэтому самозащитная сварка флюсовой проволокой популярна при работе на открытом воздухе и в условиях мобильных задач. Ссылки из источников ИМ и AWS оба описывают процесс FCAW как метод дуговой сварки с подачей проволоки, при котором защита обеспечивается за счёт флюсозаполненной проволоки. Поэтому, когда люди спрашивают что такое флюсовая сварка , они обычно спрашивают об этом экранирующем действии и процессе, лежащем в его основе.
Почему люди путают сварочный аппарат и FCAW
Вот где новички ошибаются. сварочный аппарат — это аппарат. FCAW , или сварка порошковой проволокой (FCAW), — это процесс, выполняемый этим аппаратом. Именно это совпадение приводит к тому, что поисковые запросы вроде что такое сварка порошковой проволокой и что такое сварочный аппарат для порошковой проволоки часто приводят к одному и тому же обсуждению. Названия звучат как взаимозаменяемые, но на самом деле они не совсем тождественны. Это различие приобретает ещё большее значение, когда вы начинаете сравнивать специализированные аппараты для сварки порошковой проволокой с аппаратами MIG, которые также могут работать с порошковой проволокой.

Сварочный аппарат для порошковой проволоки против FCAW: разъяснение
Недоразумение возникает из-за того, что эти термины звучат так, будто обозначают одно и то же, однако это не так. Одно название относится к оборудованию, другое — к методу сварки. Это различие имеет значение, когда вы пытаетесь определить, нужен ли вам новый аппарат, другой тип проволоки или просто изменение настроек.
Сварочный аппарат с флюсовой проволокой против процесса FCAW
Если вы спрашиваете что такое сварка FCAW , краткий ответ прост. Расшифровка FCAW is сварка порошковой проволокой под слоем флюса , что является названием процесса. А сварочный аппарат с порошковой проволокой — это аппарат, используемый для выполнения этого процесса. В технических терминах AWS определяет FCAW как полуавтоматический или автоматический дуговой сварочный процесс, в котором применяется непрерывно подаваемый расходуемый электрод, заполненный флюсом.
Поэтому в руководствах, учебных курсах и сварочных таблицах часто используется аббревиатура FCAW, тогда как в интернет-объявлениях может просто указываться «сварочный аппарат с флюсовой проволокой». В разговорной речи эти два понятия часто смешиваются. На практике полезно их различать: сварочный аппарат — это инструмент, а сварка флюсовой проволокой — это задача, выполняемая этим инструментом.
MIG-сварочный аппарат с флюсовой проволокой против устройств, работающих исключительно с флюсовой проволокой
Вот вопрос покупателя, лежащий в основе большинства недоразумений. Некоторые аппараты предназначены в первую очередь для использования порошковой проволоки, зачастую самозащитной. Другие — это аппараты полуавтоматической сварки в среде защитного газа (MIG), способные также работать с порошковой проволокой при условии поддержки соответствующей полярности и наличия подходящих компонентов подающего механизма. Руководство от WeldGuru отмечает, что многие аппараты MIG могут использовать порошковую проволоку при внесении изменений, таких как смена полярности и настройка подающих роликов. Именно поэтому пользователи ищут mig порошковая проволока или используют выражение сварочный аппарат MIG с флюсовой проволокой .
Специализированный аппарат, предназначенный исключительно для работы с порошковой проволокой, обычно проще по конструкции. Универсальный аппарат MIG более гибок, поскольку позволяет переключаться между сплошной проволокой с защитным газом и порошковой проволокой без необходимости приобретения второго сварочного аппарата. В обоих случаях проволока подаётся через сварочную горелку. Меняются лишь тип проволоки, способ защиты сварочной ванны и настройка аппарата.
| Тип машины | Метод защиты | Тип проволоки | Гибкость | Общий случай использования |
|---|---|---|---|---|
| Специализированный аппарат для порошковой проволоки | Обычно самозащитная за счёт флюса в проволоке | Порошковая трубчатая проволока | Ниже | Ремонтные работы на открытом воздухе и мобильные задачи |
| Аппарат MIG в режиме MIG | Внешний защитный газ | Твердый проводник | Средний | Сварка и очистка швов в помещении |
| Совместимый полуавтоматический сварочный аппарат в режиме сварки порошковой проволокой | Зависит от проволоки, часто самозащитная | Порошковая трубчатая проволока | Выше | Пользователи, которым нужен один аппарат с подачей проволоки для нескольких типов сварки |
| Многофункциональный аппарат | Зависит от выбранного способа сварки | Зависит от режима | Самый высокий | Мастерские или любители, которым требятся несколько вариантов сварки |
Область применения многофункциональных аппаратов
Многофункциональные аппараты добавляют ещё один уровень возможностей. Они не создают новый способ сварки, а просто наделяют один источник питания возможностью переключения между сваркой с подачей проволоки и другими методами — чаще всего ручной дуговой сваркой (MMA) и иногда аргонодуговой сваркой (TIG). Поэтому, если у вас уже есть такой аппарат, настоящий вопрос заключается не в том, что указано на передней панели, а в том, поддерживает ли аппарат сварка флюсовой проволокой с правильной полярностью, прокладкой провода и расходными материалами.
Эти детали важнее маркетинговых ярлыков. Теоретически машина может быть совместимой, но на практике вызывать раздражение, если система подачи проволоки или клеммы настроены неправильно. Именно здесь начинают играть решающую роль реальные компоненты аппарата, особенно те, которые направляют, удерживают и подают ток на проволоку.
Комплектующие для аппаратов сварки порошковой проволокой и основы работы с проволокой
Компоненты, которые направляют, удерживают и подают ток на проволоку, заслуживают наибольшего внимания. В случае машина для флюсовой сварки , чистая и корректная настройка обычно зависит от слаженной работы нескольких ключевых компонентов, а не от их взаимного противодействия.
Основные компоненты аппарата сварки порошковой проволокой
Общая компоновка во многом аналогична любой другой машине с подачей проволоки. Базовое руководство по компонентам от Arccaptain подчёркивает ту же базовую систему, присутствующую во многих проволочных аппаратах: источник питания, механизм подачи проволоки, сварочная горелка и зажим «массы».
- Источник питания: Создаёт сварочный ток.
- Горелка и спусковой механизм: Пистолет направляет проволоку, а спусковой крючок запускает подачу проволоки и сварочный ток.
- Кабель и направляющая трубка: Кабель передаёт электропитание, а направляющая трубка направляет проволоку от подающего устройства к пистолету.
- Зажим заземления: Соединяет изделие и замыкает электрическую цепь.
- Катушка проволоки и подающее устройство: Катушка удерживает электрод, а приводные ролики продвигают его вперёд.
- Контактное сопло: Направляет проволоку на конце пистолета и передаёт на неё ток.
- Клеммы полярности: Позволяют подключить аппарат в соответствии с используемой проволокой.
- Сопло или диффузор: Может присутствовать в некоторых комплектациях, особенно при использовании защитного газа.
Выбор подходящей проволоки с флюсовым сердечником и контактного наконечника
Если вы спрашиваете что такое проволока с флюсовым сердечником , это полая трубчатая электродная проволока, заполненная флюсом. Некоторые её разновидности флюсовая сварочная проволока являются самозащитными, то есть сами образуют защитную газовую среду. Другие типы требуют внешнего защитного газа. Покупатели также сталкиваются с неупорядоченными поисковыми запросами, такими как проволока флюсового сердечника , проволока для сварки MIG с флюсовым сердечником , или сварочная проволока с флюсовым сердечником , однако ключевыми критериями выбора остаются тип защиты, диаметр проволоки и совместимость с оборудованием.
Контактный наконечник имеет большее значение, чем полагают многие новички. Изготовитель поясняет, что наконечник выполняет две функции: направляет проволоку и передаёт сварочный ток. В том же источнике отмечается, что трубчатые проволоки, как правило, лучше подаются при использовании стандартных или слегка увеличенных по размеру наконечников, поскольку слишком тесный наконечник может повысить усилие подачи, вызвать изгиб проволоки и обратное плавление (burnback). Слишком свободный наконечник может допустить смещение проволоки и привести к нестабильности дуги.
Совместимость катушек также важна. Используйте катушку того типа, который ваш аппарат предназначен для надёжной и плавной подачи. Малые катушки, как правило, придают проволоке бо́льшую кривизну (cast), чем оптовые упаковки, что может повлиять на лёгкость прохождения проволоки через наконечник и подающий канал.
Направляющие ролики, полярность и основы системы подачи
Miller отмечает, что самозащитные проволока с флюсовым сердечником мягче, чем сплошная проволока, поэтому обычно рекомендуются рифлёные подающие ролики. Они надёжно удерживают проволоку, не сдавливая и не деформируя её так легко, как это может происходить при использовании стандартных роликов. В том же руководстве указывается, что при самозащитной сварке порошковой проволокой обычно используется постоянный ток с обратной полярностью (электрод отрицательный), а соединения полярности зачастую расположены рядом с подающими роликами внутри аппарата. Тем не менее всегда уточняйте полярность на этикетке проволоки или в таблице параметров аппарата, особенно при переключении между самозащитной и газозащитной сваркой флюсовая сварочная проволока .
Когда катушка, ролики, направляющая трубка, наконечник и полярность полностью совместимы, аппарат начинает работать предсказуемо. Именно в этот момент дуга становится проще для понимания, поскольку каждое нажатие на курок запускает одну и ту же последовательность событий.
Принцип работы сварки порошковой проволокой
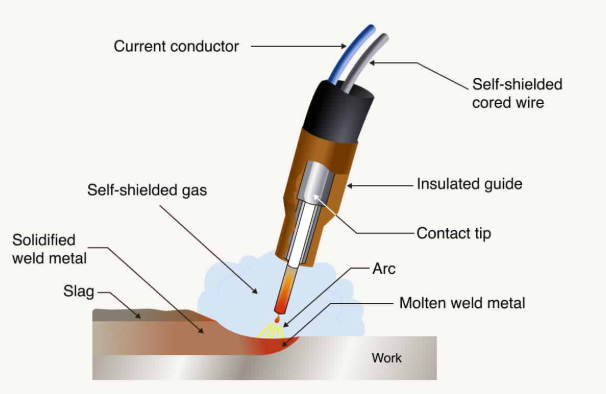
Нажмите на курок правильно загруженного полуавтоматического сварочного аппарата, и процесс начнётся мгновенно. Проволока проходит через сварочную горелку, по ней проходит ток, и между проволокой и изделием возникает дуга. Эта дуга одновременно расплавляет полую проволоку и основной металл, образуя сварочную ванну. В сварке порошковой проволокой , флюс, находящийся внутри проволоки, при нагреве вступает в реакцию и помогает защитить расплавленную ванну от окружающего воздуха. Именно поэтому сварка порошковой проволокой часто может выполняться без отдельного баллона с защитным газом.
Что происходит при зажигании дуги
Простой определение сварки порошковой проволокой — это дуговая сварка плавящимся электродом с использованием полой проволоки, заполненной флюсом. Термин дуговая сварка порошковой проволокой указывает на дугу, возникающую при непрерывном расходовании такой проволоки. Рекомендации от Эрлбек разделяет процесс на две основные версии, однако базовое действие остаётся одинаковым в обеих: подача проволоки, образование дуги, плавление металла, защита сварочной ванны, а затем охлаждение шва под шлаком.
Самозащитная и газозащитная сварка порошковой проволокой
Наиболее существенное различие заключается в источнике защиты. При самозащитной сварке порошковой проволокой (FCAW-S) защита обеспечивается за счёт флюса, находящегося внутри проволоки, который выделяет необходимые защитные газы непосредственно в зоне сварки; именно поэтому газовая сварка порошковой проволокой популярна при работе на открытом воздухе и в ветреных условиях. При газозащитной сварке порошковой проволокой (FCAW-G), часто называемой двойной защитой, также используется порошковая проволока, но дополнительно применяется внешний защитный газ, обеспечивающий более стабильную дугу, меньшее разбрызгивание и более чистый внешний вид шва в контролируемых условиях. Оба метода относятся к одной и той же семье сварки порошковой проволокой (FCAW) поскольку в обоих случаях применяется порошковая проволока и реализуется один и тот же базовый процесс — дуговая сварка с подачей проволоки.
| ТИП | Метод защиты | Пригодность для работы на открытом воздухе | Требования к зачистке | Типичная глубина проплавления |
|---|---|---|---|---|
| Самозащитная проволока для сварки порошковой проволокой (FCAW-S) | Флюс внутри проволоки создаёт защитную атмосферу | Отличный выбор для работы на открытом воздухе | Больше брызг и необходимость удаления шлака | Хорошее проплавление |
| Газозащитная проволока для сварки порошковой проволокой (FCAW-G) | Флюс внутри проволоки плюс внешний защитный газ | Менее пригодна для работы на ветру | Меньше брызг, однако шлак всё равно требует удаления | Хорошее проплавление и более плавный контроль сварочной ванны |
Почему образуется шлак и что это означает
Шлак — это не просто остаточные загрязнения. Unimig описывает его как неметаллический побочный продукт, образующийся при всплытии расплавленного флюса и его затвердевании над сварочным швом. Этот слой защищает валик во время охлаждения и способствует сохранению формы шва при его затвердевании. Компромисс заключается в необходимости очистки: если шлак не удалить — особенно между проходами — он может оказаться запертым внутри шва и вызвать дефекты.
Сварочная машина — это сварщик. Процесс FCAW — это то, что она выполняет.
Эта цепочка событий объясняет, почему параметры настройки имеют столь важное значение. Тип проволоки, полярность и размер контактного наконечника влияют не только на подачу проволоки: они изменяют поведение дуги, внешний вид сварочной ванны и степень удобства оценки первого уложенного валика.
Как выполнить первый валик методом сварки порошковой проволокой
Детали имеют значение только в том случае, если они установлены в правильной последовательности. Для новичков, впервые работающих со сварочным аппаратом для порошковой проволоки, воспроизводимая процедура первого использования экономит время, проволоку и избавляет от разочарований. Если вы попали сюда в поисках сварки порошковой проволокой для начинающих , или даже искали сварка порошковой проволокой для чайников , держите всё просто: убедитесь, что аппарат поддерживает сварку порошковой проволокой, правильно загрузите проволоку, воспользуйтесь таблицей или руководством для выбора начальных параметров и проведите пробную сварку на ненужном материале перед началом работы с реальными деталями. Это самый безопасный способ подхода к задаче сварка с помощью полуавтоматического сварочного аппарата .
- Работайте в сухом, хорошо проветриваемом помещении и держите легковоспламеняющиеся материалы на безопасном расстоянии.
- Используйте сварочную маску, защитные очки, перчатки, рубашку с длинными рукавами, брюки полной длины без манжет и кожаную обувь.
- Держите огнетушитель поблизости.
- Не производите сварку окрашенного или оцинкованного металла.
- Очистите зону соединения и место, куда будет установлен зажим «массы».
Правильная загрузка порошковой проволоки
Настройка аппарата начинается с пути проволоки. Рекомендации от компании Miller и Lowe's показывает, почему это важно: проволока с флюсовым сердечником мягче сплошной проволоки, поэтому правильные подающие ролики и аккуратно выставленное натяжение обеспечивают более плавную подачу.
- При выключенном аппарате убедитесь, что он совместим с проволокой с флюсовым сердечником, и проверьте в руководстве рекомендуемый диаметр проволоки, контактный наконечник и любые детали сопла.
- Проверьте кабель, подающий канал, контактный наконечник и проволоку. Замените изношенные расходные материалы и не используйте ржавую проволоку.
- Установите рекомендованный подающий ролик. Для самозащитной проволоки с флюсовым сердечником обычно применяется рифлёный подающий ролик.
- Установите катушку и протяните проволоку через подающее устройство и подающий канал, затем — через сварочную горелку.
- Установите соответствующий контактный наконечник и обрежьте проволоку до рекомендуемой длины вылета. В Lowe's указан типовой вылет для проволоки с флюсовым сердечником — от 3/4 до 1 дюйма.
- Настройте аппарат согласно руководству или таблице режимов сварки проволокой с флюсовым сердечником на передней панели. Используйте эти параметры как исходную точку, а не окончательное решение.
Проверка полярности, заземления и натяжения подачи
Здесь начинается множество грубых первоначальных сварных швов. Полярность при сварке порошковой проволокой должна соответствовать используемой проволоке. Для многих самозащитных проволок из низкоуглеродистой стали Miller рекомендует постоянный ток с обратной полярностью (электрод отрицательный), однако всегда проверяйте маркировку проволоки и руководство к вашему сварочному аппарату перед началом сварки.
Регулировка натяжения подачи также требует точного, а не интуитивного подхода. Слишком большое натяжение может сплющить проволоку, а слишком малое — вызвать её проскальзывание и неравномерную подачу. Практический метод от Hobart Brothers: начните с минимального натяжения ведущих роликов, подайте проволоку в ладонь сварочной перчатки, затем постепенно увеличивайте натяжение до тех пор, пока проскальзывание не прекратится, и добавьте ещё примерно пол-оборота. Завершите подключением зажима массы к чистому оголённому металлу как можно ближе к зоне сварки.
Выполнение пробного сварного шва и анализ его профиля
Если вы хотите узнать как варить порошковой проволокой чтобы не тратить материал впустую, сначала выполните короткий пробный валик на обрезке металла, максимально приближенной по свойствам к основному изделию. Как Miller, так и Lowe's рекомендуют использовать значения из таблиц в качестве ориентировочных параметров и проводить точную настройку после пробной сварки. Слушайте устойчивость дуги, следите за плавностью подачи проволоки и оценивайте форму валика: он должен равномерно следовать по шву без явных признаков прожога, залипания проволоки или чрезмерного разбрызгивания.
Вносите только одно изменение за раз. Незначительная корректировка скорости подачи проволоки, диапазона теплового воздействия или расстояния от горелки до детали даёт гораздо больше информации, чем хаотичное вращение регуляторов. Эти первые советы по сварке порошковой проволокой имеют решающее значение, поскольку даже при правильных настройках оборудования сварка может быть некачественной, если контакт зажима, натяжение проволоки или полярность подключения нарушены. А как только дуга начинает вести себя стабильно, задача смещается с настройки оборудования на контроль движения руки — именно здесь техника определяет всю видимую разницу в качестве шва.

Техники сварки порошковой проволокой для получения качественных валиков
Машина может быть правильно загружена, но при этом формировать неровные валики шва. При сварке порошковой проволокой ручное управление играет ключевую роль в формировании видимого результата. Незначительные изменения вылета проволоки, угла наклона горелки и скорости перемещения позволяют превратить неудовлетворительные пробные проходы в качественные швы. Наиболее эффективные техники сварки порошковой проволокой не являются кардинальными. Это простые, но систематически повторяющиеся приёмы при каждом проходе.
Основные техники сварки порошковой проволокой
Компания Miller рекомендует применять метод «тянуть» при сварке порошковой проволокой с типичным углом перемещения около 5–15 градусов в стандартных условиях. В том же руководстве указан типичный вылет проволоки примерно 3/4 дюйма для порошковой проволоки. Bernard отмечает, что чрезмерное расстояние от горелки до изделия и низкая скорость подачи проволоки могут вызвать обратное плавление (burnback), а проблемы с подачей проволоки также могут привести к преждевременному гашению дуги.
- Следите за постоянством вылета проволоки, избегая колебаний расстояния от горелки до сварного соединения.
- «Тяните» сварочную ванну, а не «толкайте» её. Правило мастерской легко запомнить: если образуется шлак — тяните.
- Используйте умеренный угол наклона горелки. Миллер отмечает, что чрезмерный угол может увеличить разбрызгивание, снизить проплавление и вызвать нестабильность дуги.
- Поддерживайте постоянную скорость перемещения, чтобы сварочная ванна не опережала дугу и не задерживала шлак.
- Тщательно очищайте шов между проходами с помощью зубила, проволочной щётки или шлифовальной машины.
Эти основные принципы применимы независимо от того, как вы их называете: советы по сварке методом MIG с флюсовой проволокой или просто сварка флюсовой проволокой . Плавное и воспроизводимое движение важнее попыток сваривать быстро.
Как улучшить форму валика, уменьшить разбрызгивание и повысить проплавление
Форма валика обычно указывает на произошедшие изменения. Бернард отмечает, что избыточное напряжение при заданной скорости подачи проволоки может вызывать «червячную» трассировку, а недостаточный тепловой ввод может способствовать образованию шлаковых включений. Миллер также указывает, что лёгкое боковое колебательное движение и кратковременная пауза по краям помогают заполнить более широкий стык и предотвратить подрез при необходимости выполнения колебательного движения.
- Чрезмерное разбрызгивание: Проверьте чрезмерный угол наклона горелки и убедитесь, что ваши настройки соответствуют используемой проволоке и материалу.
- Недостаточная проплавка: Проверьте тепловложение, избегайте опережения сварочной ванны и поддерживайте дугу на задней кромке ванны.
- Подрез по кромкам шва: Если вы выполняете колебательные движения, слегка задерживайтесь на каждой стороне, чтобы наплавленный металл заполнил кромки.
- Дуга постоянно гаснет: Прежде чем обвинять аппарат, проверьте наличие обратного прожога, «птичьего гнезда», проблем с направляющей трубкой или недостаточного усилия прижима подающих роликов.
Такой подход, основанный на анализе симптомов, превращает хаотичную практику в осмысленные технологии сварки порошковой проволокой .
Простые корректировки, обеспечивающие качественные швы при сварке порошковой проволокой
- Вносите изменения по одному. Используйте таблицу настроек оборудования в качестве отправной точки, а затем производите тонкую настройку постепенно, а не хаотично вращая регулировочные ручки.
- Если проволока обгорает и втягивается обратно в наконечник, сначала проверьте скорость подачи проволоки и расстояние от горелки до изделия.
- Если подача проволоки ощущается неравномерно, проверьте направляющую трубку, контактный наконечник и натяжение приводных роликов.
- При выполнении многослойной сварки оставляйте место для следующего прохода и удаляйте весь шлак перед продолжением работы.
Хорошо сварные швы с использованием порошковой проволоки обычно обусловлены повторяющимися привычками: одинаковая длина вылета проволоки, одинаковый угол наклона горелки, одинаковый темп движения и одинаковая очистка. Плавное обращение с порошковой сварочной проволокой способствует формированию более предсказуемой формы валика, снижает необходимость в догадках и обеспечивает получение большего количества качественных сварных швов с использованием порошковой проволоки . Такая стабильность также упрощает оценку процесса при выполнении практических задач, поскольку не каждый материал, место проведения работ или требование к качеству поверхности соответствуют его сильным сторонам.
Для чего хорош сварочный аппарат с флюсовой проволокой?
Подбор оборудования по задаче важен не меньше, чем его настройка. Если вы спрашиваете для чего хорош сварочный аппарат с флюсовой проволокой или для чего применяется сварка флюсовой проволокой , краткий ответ таков: сварка порошковой проволокой особенно эффективна, когда требуются высокая скорость подачи проволоки, надёжное проплавление и процесс, стабильно работающий на открытом воздухе. AWS ведущие производители отмечают применение сварки порошковой проволокой (FCAW) при монтаже строительных металлоконструкций, строительстве мостов, судостроении, прокладке трубопроводов и ремонте тяжёлой техники, а компания Miller указывает на самозащитную сварку порошковой проволокой как идеальный вариант для наружных работ, более терпимый к слегка ржавым или загрязнённым материалам. Таким образом, хороши ли сварные швы, выполненные флюсовой проволокой ? Да, если задача соответствует данному способу сварки.
Лучшие области применения сварочного аппарата с флюсовой проволокой
Для многих пользователей главное преимущество — сварка порошковой проволокой без защитного газа самозащитная проволока устраняет необходимость в переноске баллона с газом, что упрощает выполнение ремонтных работ в полевых условиях. Этот процесс также ценится за высокую скорость наплавки и глубокое проплавление при работе с толстыми деталями, а не только за быструю прихватку.
- Сварка на открытом воздухе: Флюс внутри проволоки обеспечивает защиту сварочной ванны, поэтому ветер создаёт меньшие проблемы по сравнению с процессами сварки сплошной проволокой под защитой газа.
- Ремонт и тяжёлое производство: Американское общество инженеров-строителей (AWS) включает в число типичных областей применения сварки порошковой проволокой (FCAW) конструкционную сталь, мосты, судостроение, трубопроводы и ремонт тяжёлого оборудования.
- Более толстая низкоуглеродистая сталь: Этот процесс хорошо подходит для задач, где требуются более глубокое проплавление и повышенная скорость наплавки металла.
- Поверхности неидеального качества: Компания Miller отмечает, что данный метод более терпим к слегка ржавым, загрязнённым или загрязнённым поверхностям по сравнению с традиционной сваркой MIG.
Когда использование проволоки с флюсовым сердечником — не лучший выбор
Это не универсальное оптимальное решение для каждого проекта. Компания Miller отмечает, что сварные швы, выполненные проволокой с флюсовым сердечником, оставляют шлак, который необходимо удалять механическим способом, и зачастую выглядят менее аккуратно по сравнению со швами, выполненными методом MIG; поэтому многие сварщики предпочитают применять метод MIG в закрытых помещениях, когда важны чистота обработки и внешний вид шва. С тонкими металлами также возникают сложности быстрее: возрастает риск прожога, а техника сварки должна быть более точной.
Та же закономерность наблюдается при работе с нержавеющей сталью. Сайт Weldguru указывает, что сварка нержавеющей стали проволокой с флюсовым сердечником без использования защитного газа проводимая проволокой с флюсовым сердечником для нержавеющей стали возможна при выполнении небольших конструкционных швов, однако это не самый эстетичный вариант и плохо подходит для работ, где важен высокий уровень отделки. Поисковые запросы вроде сварка алюминия проволокой с флюсовым сердечником или можно ли варить алюминий проволокой с флюсовым сердечником часто возникают из того же предположения, будто один тип сварочной проволоки подходит для всех металлов. Источники, приведённые здесь, однозначно указывают на низкоуглеродистую сталь и некоторые области применения нержавеющей стали как на «зону комфорта» данного процесса.
Как выбрать метод сварки с учётом типа материала, условий его размещения и требований к качеству поверхности шва
- Толщина материала: Более тяжелая сталь, как правило, лучше подходит для сварки порошковой проволокой (FCAW), чем тонкий листовой металл, где контроль тепла менее щадящий.
- Рабочая среда: Снаружи или в полевых условиях самозащитная порошковая проволока имеет явное преимущество.
- Требования к очистке: Если удаление шлака и борьба с брызгами кажутся обременительными, более чистый процесс для помещений может подойти лучше.
- Требования к отделке: Если конечный сварной шов должен выглядеть аккуратно при минимальном объеме послесварочной обработки, порошковая проволока зачастую не является первым выбором.
- Тип металла: Подбирайте проволоку в соответствии с материалом. Для нержавеющей стали требуется соответствующая порошковая проволока из нержавеющей стали, а не предположение о применении проволоки из мягкой стали.
Эта структура делает ответ практичным, а не абстрактным. Сварочный аппарат с порошковой проволокой — отличный выбор для наружных работ со сталью, ремонта и более тяжелых видов изготовления изделий. Он хуже подходит для тонких изделий, где важен внешний вид. Рассматривая вопрос таким образом, настоящий вопрос заключается не в том, хороша ли или плоха сварка порошковой проволокой, а в том, какой процесс обеспечит вам наименьшее количество компромиссов при работе с конкретным материалом.
Порошковая проволока против MIG, ручной дуговой сварки (Stick) и аргонодуговой сварки (TIG)
Выбор способа сварки становится проще, когда вы перестаёте задаваться вопросом, какой из них в целом лучше, и начинаете спрашивать, что именно требует конкретная задача. Большинство сравнение сварки порошковой проволокой и MIG решений сводится к четырём факторам: место проведения сварки, требуемая чистота внешнего вида шва, толщина стали и объём оборудования, которое вы готовы перевозить с собой. Общее сравнение от ESAB и практическое руководство по применению на объекте от Arccaptain совпадают в ключевых аспектах: MIG и сварка порошковой проволокой — оба быстрых метода подачи проволоки, ручная дуговая сварка (MMA) устойчива к воздействию внешней среды и подходит для работы на открытом воздухе, а TIG обеспечивает максимальный контроль и наилучший внешний вид шва, но требует наибольших навыков и времени.
Сварка порошковой проволокой против MIG при повседневных решениях о закупке
Для многих новичков выбор между сваркой MIG и сваркой порошковой проволокой похож на выбор между двумя версиями одного и того же аппарата. Это впечатление частично верно и частично вводит в заблуждение. Оба метода используют подачу проволоки, и многие аппараты типа MIG способны работать с порошковой проволокой. Однако сравнение сварки MIG и FCAW это не просто замена провода. При сварке методом MIG используется внешний защитный газ, который способствует получению более чистых швов с меньшим количеством шлака и меньшими затратами на зачистку после сварки. При сварке порошковой проволокой (FCAW) применяется полая проволока с флюсом внутри. В режиме самозащиты часто отсутствует баллон с газом, а процесс лучше переносит воздействие ветра.
Вот почему выражение сварка порошковой проволокой (FCAW) с использованием полуавтомата так часто встречается в поисковых запросах. Обычно речь идёт о подающем устройстве для проволоки типа MIG, настроенном на сварку порошковой проволокой (FCAW). Аналогично, сварка полуавтоматом с порошковой проволокой — распространённый термин в мастерских, однако технически это по-прежнему сварка порошковой проволокой (FCAW), а не стандартная газозащитная сварка методом MIG. Поисковые запросы вида сварка полуавтоматом без газа обычно также относятся к этой же самозащищённой технологии.
| Процесс | Метод защиты | Внешняя производительность | Очистка | Портативность | Кривая обучения | Контроль при сварке тонкостенных металлов | Скорость | Типичное использование |
|---|---|---|---|---|---|---|---|---|
| Порошковая проволока, самозащищённая FCAW | Поток в проволоке, отдельный баллон с газом не требуется | Очень хорошо работает на ветру | Больше дыма, брызг и шлака | Высокий | Начинающий - Средний уровень | Удовлетворительно на тонком металле, лучше — на металле средней и большой толщины | Быстрый | Ремонт на открытом воздухе, более тяжёлые стальные конструкции, полевые работы |
| MIG, GMAW | Требуется внешний защитный газ | Плохо работает при ветреной погоде | Более чистые сварные швы, меньше шлака | Умеренный | Простота в освоении | Лучший контроль при сварке тонких материалов | Быстрый | Сварка в помещении, работа в гараже, чистые и аккуратные сварные швы |
| Ручная дуговая сварка покрытым электродом, SMAW | Флюсопокрытый электрод создаёт защитную атмосферу | Очень хорошо подходит для работы на открытом воздухе | Больше шлака и требует большей очистки | Высокий | Подходит для начинающих и среднего уровня подготовки | Менее пригодна для тонкого листового металла | Умеренный | Ремонтные работы, сварка загрязнённой или ржавой стали, сельскохозяйственные и строительные работы |
| Сварка методом TIG, GTAW | Требуется внешний подвод инертного газа | Чувствителен к ветру | Очень чистые | От умеренного до высокого | Сложнее всего освоить | Лучший контроль при сварке тонкого металла | Медленный | Точная работа, нержавеющая сталь, алюминий, сварные швы, критичные с точки зрения внешнего вида |
Сравнение сварки порошковой проволокой со сваркой штучными электродами и аргонодуговой сваркой
The сварка штучными электродами vs сварка порошковой проволокой это сравнение особенно полезно при выполнении стальных работ на открытом воздухе. Оба метода лучше переносят суровые условия по сравнению со сваркой в среде защитного газа (MIG) или аргонодуговой сваркой (TIG). Разница заключается в способе подачи присадочного материала. При ручной дуговой сварке (SMAW) используются короткие расходуемые электроды, и процесс прерывается каждый раз, когда электрод заканчивается. При сварке порошковой проволокой (FCAW) подача осуществляется непрерывно, поэтому этот метод, как правило, быстрее и обеспечивает более стабильное поддержание сварочной ванны с меньшим количеством перерывов. Ручная дуговая сварка остаётся надёжным выбором при работе на загрязнённых поверхностях или когда важны простота и надёжность.
Аргонодуговая сварка (TIG) находится на противоположном конце спектра. Компания ESAB характеризует TIG как более медленный и сложный в освоении метод, однако он обеспечивает наиболее эстетичные сварные швы и максимальную точность управления процессом. Если для работы важны внешний вид, чистота шва или высокая точность при сварке тонкого металла — а не скорость — то TIG, как правило, является предпочтительным решением. Если же задача — ремонт стальных конструкций на открытом воздухе или сварка более толстых материалов, то сварка порошковой проволокой (flux core) оказывается значительно более практичным выбором.
Выберите проволоку с флюсовым сердечником для портативной сварки стали на открытом воздухе, MIG — для более чистой сварки в помещении, ручную дуговую сварку (стик-сварку) — для грубого ремонта и TIG — для точной сварки и получения высококачественной отделки.
Самозащитная и газозащитная сварка порошковой проволокой (FCAW) — сравнение
Внутри семейства методов FCAW следующим выбором является тип защиты сварочной ванны. Эрлбек отмечает, что самозащитная FCAW предназначена для работы на строительных площадках и в ветреных условиях, тогда как двухстадийная (газозащитная) FCAW сочетает флюсовую проволоку с внешней газовой защитой, обеспечивая более чистые швы, лучший контроль над сварочной ванной и меньшее разбрызгивание при сварке в помещении.
| Тип FCAW | Метод защиты | Наилучшее место применения | Необходимость зачистки и внешний вид шва | Наилучшее соответствие |
|---|---|---|---|---|
| Самозащитная проволока для сварки порошковой проволокой (FCAW-S) | Защита только за счёт флюса | Открытый воздух, полевые работы, ветреные зоны | Больше шлака и разбрызгивания, грубый внешний вид шва | Портативный ремонт и сварка конструкционной стали |
| Газозащитная проволока для сварки порошковой проволокой (FCAW-G) | Проволока с флюсовым сердечником плюс внешний газ | Внутри помещений или в контролируемых цеховых условиях | Более чистый шов, меньше брызг, лучший контроль сварочной ванны | Сборочные цеха и работы повышенной интенсивности |
Такое сравнение быстро сужает выбор, однако само по себе оно не предотвращает возникновения проблем. Два сварщика могут выбрать правильный способ сварки и при этом получить совершенно разные результаты, если полярность, скорость подачи проволоки, скорость перемещения или расходные материалы будут выбраны неправильно. Эти признаки сами по себе рассказывают свою историю, как только дуга начинает работать нестабильно.

Устранение неисправностей при сварке порошковой проволокой и масштабирование процесса
Большинство оборудование для сварки порошковой проволокой позволяет выявить предупреждающие признаки до того, как сварной шов полностью разрушится. Шов становится неровным, проволока «заедает», шлак начинает скапливаться в соединении, а тонкий стальной лист прожигается быстрее, чем ожидалось. Это полезно, поскольку переносной сварочный аппарат для порошковой проволоки или небольшой сварочный аппарат для сварки порошковой проволокой обычно не выходит из строя случайным образом. Практические рекомендации от компаний Bernard и Hobart Brothers указывают на одни и те же причины: параметры, выходящие за пределы рекомендуемого диапазона, плохая подача проволоки, недостаточная очистка между проходами или изменение техники во время сварки.
Распространённые проблемы при сварке порошковой проволокой и способы их устранения
| Симптом | Вероятная причина | Первое решение |
|---|---|---|
| Чрезмерное разбрызгивание | Параметры или техника сварки выходят за пределы рекомендуемого диапазона производителем проволоки | Вернитесь к рекомендуемым параметрам и стабилизируйте технику «волочения» |
| «Червячный след» | Слишком высокое напряжение при заданной скорости подачи проволоки и силе тока | Снижайте напряжение с шагом 0,5 В до тех пор, пока дефект не исчезнет |
| Плохое проплавление | Недостаточный ввод тепла, высокая скорость перемещения или плохой доступ к соединению | Увеличьте ввод тепла в пределах рекомендованных производителем проволоки значений и улучшите подготовку соединения |
| Включения шлака | Неправильное расположение валика, неправильный угол перемещения, низкий ввод тепла или недостаточная очистка между проходами | Очищайте шов между проходами, скорректируйте угол наклона электрода и оставляйте место для дополнительных проходов |
| Прожог на тонком материале | Чрезмерный ввод тепла | Снизьте напряжение, уменьшите скорость подачи проволоки и увеличьте скорость перемещения |
| Нестабильная подача проволоки | Запутывание проволоки (birdnesting), неправильные подающие ролики, чрезмерное натяжение или заблокированный/неподходящий направляющий канал | Очистите проволоку, сбросьте натяжение, используйте рифлёные V-образные ролики и проверьте направляющий канал |
| Ошибка полярности после замены проволоки | Настройка аппарата больше не соответствует используемой проволоке | Остановитесь и сверьте маркировку проволоки и руководство по эксплуатации аппарата перед изменением других параметров |
Признаки того, что проблема связана с техникой настройки или расходными материалами
Узоры имеют значение при сварке под флюсом . Если проблема возникает сразу после установки новой катушки, замены наконечника или повторной протяжки проволоки в пистолете, в первую очередь проверьте расходные материалы и детали системы подачи. Компании Bernard и Hobart связывают запутывание проволоки (birdnesting) с использованием неподходящих подающих роликов, чрезмерным натяжением роликов, засорением или неправильной обрезкой направляющего канала, а также применением направляющего канала неподходящего диаметра. Проплавление наконечника (burnback) обычно вызвано медленной подачей проволоки или чрезмерно близким расположением пистолета к изделию. Обе компании рекомендуют соблюдать расстояние от контактного наконечника до изделия в пределах примерно 1¼ дюйма (32 мм) или менее.
- Если проволока спутывается в устройстве подачи, в первую очередь проверьте систему подачи, прежде чем обвинять сам аппарат.
- Если дефекты проявляются между проходами, вероятно, проблема в недостаточной очистке шлака и неправильном формировании валика.
- Если форма валика изменяется вдоль одного прохода, скорее всего, меняется угол наклона электрода или скорость перемещения.
- Если вы видите грубый валик с видимыми порами, повторно очистите основной металл от ржавчины, масла, краски, влаги и грязи.
Когда следует переходить от сварки в мастерской к поддержке серийного производства
Ручная машина по-прежнему вполне оправдана при выполнении ремонтных работ, наружных стальных работ, прототипирования и изготовления изделий малыми партиями. Более крупные станции, устанавливаемые в цехе, сварочные аппараты для сварки порошковой проволокой также хорошо подходят для технического обслуживания и строительных работ. Условия меняются, когда каждый элемент должен быть идентичен предыдущему, каждый сварной шов требует прослеживаемости, а производительность имеет такое же значение, как и качество валика. Компания JR Automation характеризует сварку в автомобильной промышленности как среду, ориентированную на воспроизводимость, где автоматизированные системы обеспечивают масштабируемое качество на основе данных.
Именно там процесс сварки порошковой проволокой перестаёт быть просто навыком слесаря и превращается в решение, касающееся всей производственной системы. Для повторяющихся деталей шасси или других сборок высокого объёма производители зачастую выходят за рамки ручной или полуавтоматической сварки порошковой проволокой и оценивают возможность сотрудничества со специализированным партнёром, оснащённым роботизированными сварочными линиями и формальной системой контроля качества. Одним из таких примеров является Shaoyi Metal Technology , который обеспечивает индивидуальную сварку стали, алюминия и других металлов с помощью роботизированных сварочных линий и сертифицированной по стандарту IATF 16949 системы управления качеством. Для базового ремонта установка для сварки порошковой проволокой зачастую оказывается достаточной. Для повторяющегося производства более разумным решением обычно является то, которое снижает вариативность ещё до начала процесса.
Используйте сварочный аппарат с порошковой проволокой для ремонта и изготовления изделий. Приоритетом становится автоматизация или привлечение специализированного партнёра, когда требуемая повторяемость становится главной задачей.
Часто задаваемые вопросы о сварочных аппаратах с порошковой проволокой
1. Является ли сварочный аппарат с порошковой проволокой тем же самым, что и FCAW?
Нет. Сварочный аппарат с порошковой проволокой — это машина или устройство подачи проволоки, тогда как FCAW (дуговая сварка порошковой проволокой) — это сам процесс сварки. Эта разница важна, поскольку один аппарат может быть специально предназначен для работы с порошковой проволокой, а другой — представлять собой MIG- или многопроцессный аппарат, способный выполнять FCAW только после установки соответствующей проволоки, правильной полярности и компонентов подачи.
2. Работают ли сварочные аппараты с порошковой проволокой всегда без газа?
Не всегда. Многие небольшие и портативные аппараты используют самозащитную проволоку, которая создаёт собственную защитную атмосферу и не требует баллона с газом. Однако некоторые виды порошковой проволоки требуют газовой защиты, поэтому необходимость в газе зависит от типа загруженной проволоки, а не только от названия сварочного аппарата.
3. Может ли MIG-сварочный аппарат работать с порошковой проволокой?
Часто да, если аппарат совместим с порошковой проволокой и его можно правильно настроить. Обычно это означает проверку полярности, подающих роликов, размера контактного наконечника и траектории подачи проволоки перед сваркой. Когда аппарат типа MIG использует порошковую проволоку, он выполняет процесс FCAW, а не стандартную газозащитную сварку методом MIG.
4. Для каких задач лучше всего подходит сварочный аппарат с порошковой проволокой, и подходит ли он для начинающих?
Сварочные аппараты с порошковой проволокой особенно полезны при выполнении ремонтных и профилактических работ на открытом воздухе, а также при работе с толстостальными деталями, где ветер затрудняет применение газозащитной сварки. Многие новички предпочитают их, поскольку проволока подаётся непрерывно, а настройка аппарата может быть простой при использовании самозащитной проволоки. Однако у новичков остаётся необходимость управлять шлаком, брызгами и обеспечивать устойчивое положение руки для получения чистых сварных швов.
5. В каких случаях сварочный аппарат с порошковой проволокой является достаточным решением, а когда производителю следует использовать автоматизированную сварочную поддержку?
Ручной или стационарный сварочный аппарат с флюсовой проволокой, как правило, достаточен для ремонтных работ, изготовления прототипов и мелкосерийного производства. Как только компании требуется выпускать повторяющиеся детали с повышенной стабильностью параметров и обеспечивать прослеживаемость качества при крупносерийном производстве, автоматизированная сварка становится более предпочтительным решением. Для автомобильных компонентов шасси производители могут привлекать специализированных партнёров, таких как Shaoyi Metal Technology, предлагающая роботизированные сварочные линии и сертифицированную по стандарту IATF 16949 систему управления качеством для точного производства.