 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Штамповка на многоместном прессе против штамповки на трансфер-прессе: эффективность против гибкости
Краткое содержание
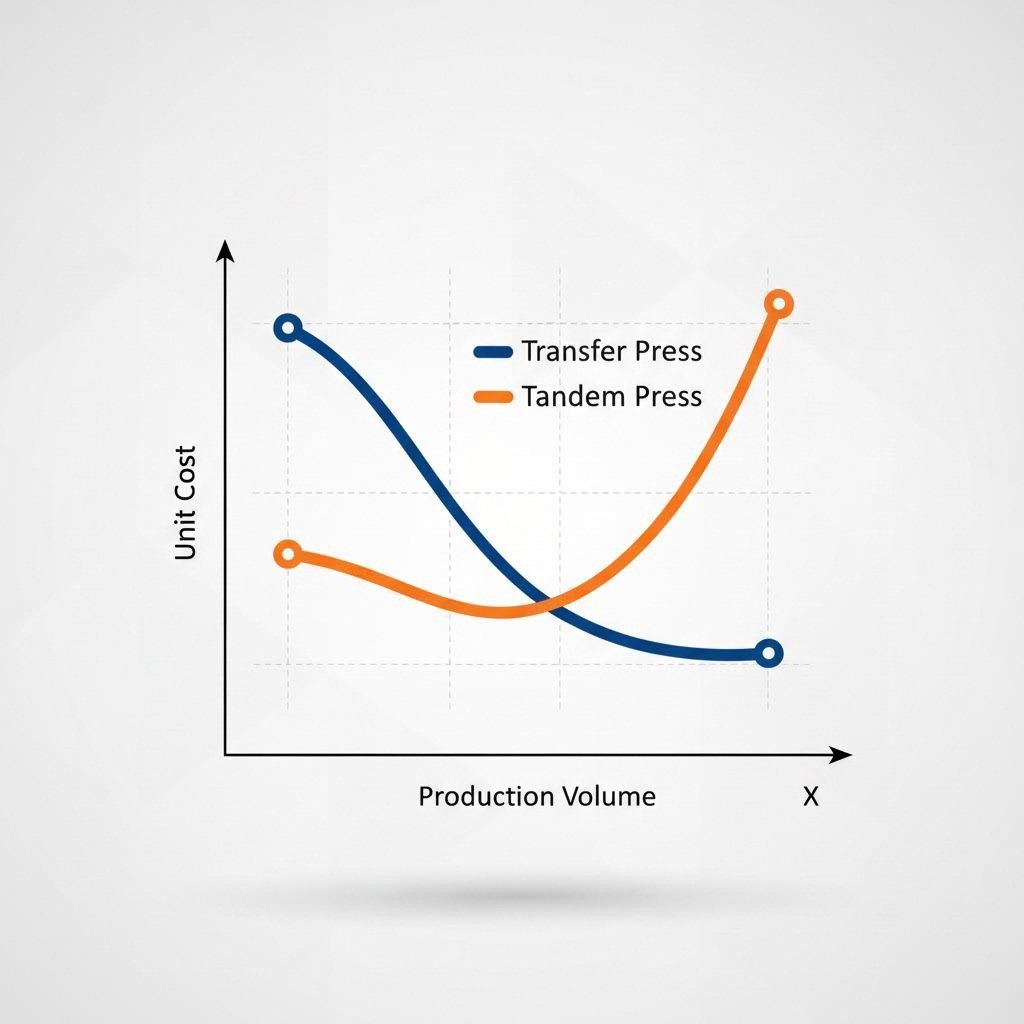
Выбор между сравнение штамповки на тандемных и трансферных прессах представляет собой основной технологический компромисс между скоростью и гибкостью. Передачей на прессах являются монолитными высокоскоростными установками, объединяющими несколько станций в единую раму для достижения беспрецедентной эффективности (15–30+ ходов в минуту) при производстве крупносерийных деталей. В отличие от них, тандемные прессовые линии состоят из отдельных прессов, соединённых роботизированной автоматикой, что обеспечивает повышенную модульность и адаптивность для производства с высоким разнообразием изделий, хотя и с исторически более низкой скоростью (8–15 ходов в минуту). В конечном счёте, выбирайте трансферный пресс для максимального объёма выпуска и минимальной себестоимости единицы продукции; выбирайте тандемную линию — для операционной универсальности и широкого ассортимента деталей.
1. Основные определения и принцип действия
Чтобы понять стратегическую ценность этих технологий, необходимо сначала разграничить их физическую архитектуру. Трансферный пресс переносного пресса по сути представляет собой единый гигантский станок с длинной кроватью, на которой несколько станций штампов расположены бок о бок. Заготовка перемещается между этими станциями с помощью внутренней механически синхронизированной системы передачи — как правило, направляющих или захватов, которые работают в полной гармонии с ходом пресса. Эта интеграция создает замкнутую систему, в которой деталь всегда находится под положительным контролем, что позволяет агрессивное ускорение и замедление.
Напротив, тандемная пресс-линия представляет собой последовательность независимых прессов (обычно от 4 до 6 единиц), расположенных в линию. Первый пресс, известный как ведущий или главный пресс, зачастую выполняет операцию глубокой вытяжки, в то время как последующие «ведомые» прессы выполняют обрезку, пробивку и фланцевку. Ключевое различие заключается в автоматизации: детали перемещаются между прессами с помощью внешних роботизированных рук или поперечных систем передачи. Эта раздельность определяет характер тандемной линии — она представляет собой модульную цепочку станков, а не единый монолитный агрегат.
Визуально различие поразительное. Переносной пресс компактен, но требует глубокого и массивного фундамента для поддержки его сосредоточенной силы. Линия тандемного типа раскидывается по производственному цеху, занимая больше площади, но обеспечивая более легкий доступ к отдельным станциям для технического обслуживания. Если переносной пресс работает как синхронизированный механизм часов, то тандемная линия функционирует подобно цепочке передачи ведер — эффективно, но завися от согласованности взаимодействия между независимыми участниками.
2. Сравнение скорости и эффективности (анализ SPM)
В высокорентабельной сфере автомобильной штамповки количество ходов в минуту (SPM) является показателем рентабельности. Исторически сложилось так, что переносного пресса был бесспорным лидером по скорости. Поскольку механизм подачи механически связан с приводом пресса, он движется строго синхронно с ползуном. Это позволяет прессам с системой поперечной подачи работать непрерывно со скоростью 15–30 ходов в минуту, а некоторые высокоскоростные системы для небольших деталей достигают более 60 ходов в минуту. Для производителя, выпускающего миллионы одинаковых поперечин или рычагов подвески, такая скорость не имеет себе равных.
Тандемные линии традиционно отставали, работая в диапазоне 8–15 ходов в минуту. Узким местом является «передача» — время, необходимое роботу для входа в пресс, захвата детали, извлечения её и установки в следующий пресс. Однако разрыв сокращается. Современные сервоуправляемые тандемные линии используют программируемое движение ползуна для оптимизации хода, позволяя прессу быстрее открываться для роботов. В паре с высокоскоростными подающими устройствами с карбоновыми поперечинами эти современные тандемные линии теперь способны достигать 18–21 хода в минуту, что ставит под вопрос доминирование прессов с поперечной подачей на рынке средних и высоких объёмов производства.
| Особенность | Переносного пресса | Традиционная тандем-линия | Серво тандем-линия |
|---|---|---|---|
| Типичная скорость | 15–30+ ход/мин | 8–12 ход/мин | 15–21 ход/мин |
| Контроль детали | Непрерывный / Механический | Периодический / Роботизированный | Синхронизированный серво |
| Лучший выбор для | Массовое производство (объем) | Тяжелые детали / Низкая скорость | Высокая вариативность / Высокая скорость |
3. Гибкость и адаптивность: стратегический поворот
Если скорость — это суперспособность пресса с поперечной подачей, то гибкость — крепость линии тандемного типа. Пресс с поперечной подачей является «специализированным узконаправленным решением». Смена производства с одной группы деталей на другую зачастую требует замены массивных трехосевых направляющих и повторной калибровки всего хода внутреннего перемещения — это сложная инженерная задача. Такой пресс эффективен при «экономии за счет масштаба», когда машина выпускает одну и ту же деталь в течение недель или месяцев. Он жесткий, мощный и не терпит частых изменений.
Однако линия с последовательным расположением прессов обеспечивает «экономию за счёт масштаба ассортимента». Поскольку прессы и роботы независимы, линия может быть бесконечно перенастроена. Нужно пропустить станцию для более простой детали? Просто перепрограммируйте роботов, чтобы они обошли Пресс №3. Сегодня обрабатывается крупная панель боковины кузова, а завтра — более мелкий крыло? Роботы могут мгновенно адаптировать траектории движения захватов. Эта модульность позволяет производителям выпускать разнообразные изделия на одном оборудовании, что делает последовательные линии предпочтительным выбором для поставщиков первого уровня, которым необходимо обслуживать несколько платформ автопроизводителей.
Эксплуатационная устойчивость также склоняет к выбору последовательной линии. В передаточном прессе выход из строя главного привода или передаточной шины останавливает всю линию — «один вышел, все остановились». В последовательной линии, если один из прессов останавливается на техническое обслуживание, иногда возможно выполнять частичный технологический процесс или обходить неисправный узел (в зависимости от технологии штамповки), что обеспечивает определённый уровень резервирования и защищает график поставок.
4. Экономический анализ: CAPEX против TCO
Финансовое решение связано не только с первоначальной ценой. Высокотоннажный пресс-перемещатель требует огромных первоначальных капитальных затрат (CAPEX), не только на приобретение оборудования, но и на массивный фундамент в виде котлована, а также на специализированные тяжелые подъёмные краны, необходимые для монтажа. Это актив, на котором «ставится судьба компании», который должен работать постоянно, чтобы амортизировать его стоимость.
Линии тандемного типа предлагают более гибкую модель инвестирования. Производитель может начать с линии из трёх прессов и добавить четвёртый или пятый агрегат через два года по мере роста объёмов бизнеса. Эта стратегия «поэтапных инвестиций» улучшает денежный поток и снижает риски. Однако Общая стоимость владения (TCO) рассказывает более сложную историю. Хотя первоначальные затраты на прессы-перемещатели выше, их централизованная эксплуатация зачастую приводит к меньшему энергопотреблению на единицу продукции и сокращению числа персонала (один оператор против потенциально нескольких на большой тандемной линии). Обратная сторона: тандемные линии влекут более высокие «мягкие расходы» на обслуживание нескольких гидравлических систем, роботизированных контроллеров и систем безопасности с блокировками.
Для производителей, для которых капитальные затраты на полную линию переноса или тандемную линию являются непомерными, или где объемы производства непредсказуемо колеблются, сотрудничество со специализированным подрядным производителем становится стратегическим решением. Компании, такие как Shaoyi Metal Technology используют прессы высокой тоннажности (до 600 тонн) для поставки компонентов, сертифицированных по стандарту IATF 16949, предлагая масштабируемый путь от быстрого прототипирования до массового производства высоких объемов без риска в отношении основных активов.
5. Матрица решений: какой вариант подходит именно вам?
Выбор правильной технологии требует сопоставления вашей производственной реальности с преимуществами оборудования. Используйте эту матрицу решений, чтобы определить свою инвестиционную стратегию:
-
Выберите пресс с системой переноса, если:
- Объем — это главное: Вам требуется более 1 млн деталей в год одного и того же компонента.
- Площадь ограничена: Вам нужно максимальное количество продукции на квадратный метр производственной площади.
- Геометрия детали постоянна: Вы производите семейство деталей с похожими размерами и шагом перемещения.
- Эффективность использования материала: Вам необходимы возможности глубокой вытяжки с точным контролем для минимизации отходов.
-
Выберите тандемную линию, если:
- Ассортимент широкий: Вы производите небольшие партии сильно различающихся деталей (например, двери, капоты и стойки на одной линии).
- Детали крупногабаритные: Размеры компонентов превышают размер стола стандартных прессов с подачей заготовок (например, боковины кузова целиком).
- Бюджет распределён по этапам: Вам нужно распределить капитальные вложения на несколько лет.
- Критически важна надёжность: Вы не можете позволить себе полную остановку линии из-за отказа одного компонента.
Заключение
Спор между сравнение штамповки на тандемных и трансферных прессах речь идет не о том, какая технология превосходит другую, а о том, какая лучше соответствует вашей бизнес-модели. Пресс с передаточным механизмом по-прежнему остается безоговорочным лидером эффективности при стабильном массовом производстве высокого объема. Тандемная линия, особенно с современной сервоприводной интеграцией, является гибким мастером производства с высокой номенклатурой, готовым оперативно реагировать на изменяющиеся рыночные потребности. Проанализировав объемы выпуска, сложность деталей и долгосрочные потребности в гибкости, вы сможете внедрить систему, которая превратит ваш прессовый цех в конкурентное преимущество.
Часто задаваемые вопросы
1. В чем основное различие между тандемными и передаточными прессами?
Основное различие заключается в механизме перемещения заготовок и конструкции оборудования. Передаточный пресс — это единый монолитный станок, в котором детали перемещаются между позициями по внутренним направляющим. Тандемный пресс представляет собой линию отдельных, автономных прессов, где детали перемещаются между машинами с помощью роботизированных рук или поперечных автоматических устройств.
2. Какой тип пресса быстрее?
Прессы с переносом, как правило, работают быстрее и способны достигать скорости от 15 до 30 и более ходов в минуту (SPM) благодаря синхронизированной механической подаче. Традиционные многопозиционные линии работают медленнее (8–15 SPM), хотя современные сервоприводные многопозиционные линии сокращают этот разрыв, достигая скорости до 21 SPM.
3. Может ли многопозиционная линия производить те же детали, что и пресс с переносом?
Да, обе системы могут выполнять аналогичные операции, такие как вытяжка, обрезка и пробивка. Однако прессы с переносом ограничены размерами стола и шагом переноса, вследствие чего многопозиционные линии лучше подходят для очень крупных деталей, таких как боковины автомобильных кузовов, которым требуется больше пространства между позициями.