 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Штамповка корпусов каталитических нейтрализаторов: руководство по производству и защите от краж

Краткое содержание
Штамповка корпусов каталитических нейтрализаторов в основном относится к промышленному процессу формовки металла, при котором листы из нержавеющей стали прессуются в полуоболочки защитного корпуса — так называемые «распашные оболочки», — которые закрывают керамическую основу. Этап производства включает использование гидравлических прессов, вырубных штампов и автоматической сварки швов для создания герметичного соединения. Во вторичном значении этот термин описывает практику нанесения идентификационных номеров — таких как VIN или коды распоряжения CARB — на готовый корпус после завершения производства с целью соблюдения нормативных требований и предотвращения краж.
Производственный процесс: от рулона до корпуса
Изготовление корпуса каталитического нейтрализатора представляет собой точный инженерный процесс, в ходе которого исходный рулон из нержавеющей стали превращается в готовый автомобильный компонент, способный выдерживать экстремальные температурные колебания. Процесс начинается с обработка катушек и заготовок . Катушки из нержавеющей стали подаются в автоматизированные системы продольной резки, где металл нарезается на точные плоские листы или «заготовки» с минимальными отходами. Эти заготовки служат базовым материалом для последующих этапов формовки.
В глубокое нанесение штампов на этом этапе металлические заготовки подаются в гидравлические или механические прессы высокой мощности. С помощью специальных штампов и матриц пресс деформирует плоский лист в полость, формируя форму «раковины», как правило, одну половину корпуса катализатора. Такой метод позволяет создавать сложные геометрические формы, которые могут размещаться в ограниченном пространстве под днищем автомобиля — это значительное преимущество по сравнению с цилиндрическими катализаторами, изготовленными методом вытяжки. Процесс штамповки должен обеспечивать строгую точность толщины стенок, чтобы оболочка могла защитить хрупкий керамический наполнитель внутри, не добавляя лишнего веса.
Для автопроизводителей и поставщиков первого уровня масштабируемость и точность являются обязательными требованиями. Производителям часто требуются партнёры, способные охватить весь жизненный цикл — от быстрого прототипирования до массового производства. Компании, такие как Shaoyi Metal Technology специализируются на таких комплексных решениях для штамповки, используя пресс-оборудование мощностью до 600 тонн и сертифицированные по стандарту IATF 16949 системы качества для поставки критически важных компонентов, таких как корпуса преобразователей, с точностью на уровне микронов.
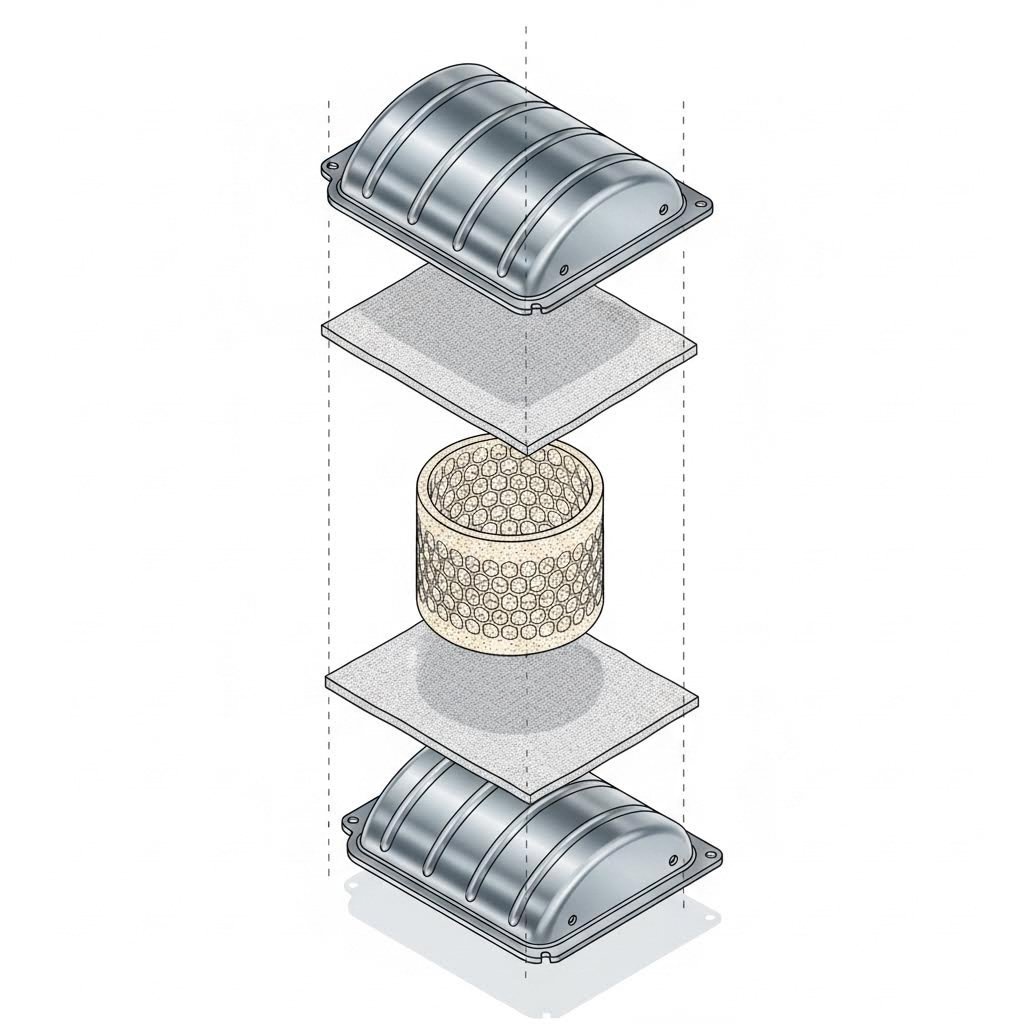
Заключительный этап — шовная сварка . После того как основа и теплоизоляционные маты помещаются между двумя штампованными половинками корпуса, роботизированные сварочные ячейки герметизируют края. Racing Industries отмечает, что стыковая сварка (сварка верхней и нижней частей корпуса вместе) создаёт герметичное и экономически эффективное соединение, превосходящее более старые ручные методы. Такое герметичное уплотнение имеет решающее значение для предотвращения утечек выхлопных газов и обеспечения правильного внутреннего давления в преобразователе.
Материалы и технические спецификации
Выбор правильного сорта нержавеющей стали для штампованных оболочек представляет собой компромисс между стоимостью, долговечностью и тепловым режимом. Промышленным стандартом является 409 Stainless Steel (SS409) . Этот ферритный сорт обеспечивает достаточную коррозионную стойкость к дорожным солям и влаге, сохраняя хорошую свариваемость и устойчивость к термической усталости. Это предпочтительный материал для большинства послепродажных и стандартных корпусов каталитических нейтрализаторов OEM, поскольку он расширяется и сжимается со скоростями, совместимыми с внутренними керамическими субстратами, снижая риск разрушения сердечника при циклическом нагреве.
Для высокопроизводительных или тяжелых условий эксплуатации производители могут перейти на нержавеющая сталь 304 (SS304) . Этот аустенитный сорт содержит больше никеля, обеспечивая превосходную устойчивость к ржавчине и окислению при высоких температурах. E&E Manufacturing подчеркивает важность использования этих специализированных материалов для штамповки компонентов, способных выдерживать суровые условия работы выхлопной системы, где температура часто превышает 800 °C (1472 °F).
Инженеры также должны учитывать взаимодействие «промывочного слоя» и рассеивание тепла. Штампованный корпус служит тепловым экраном; если материал слишком тонкий, он может деформироваться или прогореть. Если он слишком толстый, это добавляет паразитную массу транспортному средству. Идеальный штампованный корпус обеспечивает баланс этих факторов, создавая жесткий и долговечный экзоскелет для катализатора.
Соответствие и маркировка против краж
Помимо процесса формования, «штамповка» является стандартным методом нанесения постоянной идентификации на корпус нейтрализатора. Это выполняет две разные функции: соответствие нормативным требованиям и предотвращение краж. На регулируемых рынках, таких как Калифорния, California Air Resources Board (CARB) требует, чтобы на всех вторичных нейтрализаторах были выбиты или тиснены определённые данные. Сюда входит «номер EO» (распоряжение), номер детали и дата изготовления. Такая маркировка подтверждает соответствие детали стандартам выбросов и позволяет инспекторам отличать легальные детали от несоответствующих требуемым нормам аналогов.
В целях защиты от краж Маркировка точечной ударной гравировкой зарекомендовала себя как более совершенная технология. В отличие от поверхностного травления кислотой или наклеек, станки для точечной маркировки используют карбидный стилус для физического нанесения на металл серии глубоких точек. Rocklin Manufacturing объясняет, что этот метод создает постоянную, защищенную от подделки метку — зачастую номер транспортного средства (VIN), — которая остается читаемой даже после многих лет воздействия дорожных загрязнений и ржавчины. Благодаря такой прослеживаемости украденные каталитические нейтрализаторы становится сложнее продать в пункты приема лома, где все чаще требуется регистрировать идентификационные номера приобретаемых устройств.
Контроль качества и идентификация
Проверка качества штампованного корпуса включает строгие испытания до того, как он будет установлен на транспортное средство. Испытание на герметичность является основной мерой контроля качества, при которой сварной корпус подвергается повышенному давлению, чтобы убедиться, что сварные швы не имеют сквозных отверстий. Любое нарушение целостности корпуса приведет к утечке неочищенных выхлопных газов и провалу испытаний на выбросы. Точность геометрических размеров также проверяется с помощью координатно-измерительных машин (CMM), чтобы гарантировать точное совпадение штампованных точек крепления с выпускным коллектором автомобиля.
Для переработчиков и покупателей чтение клеймёных номеров — это ключ к оценке стоимости. BR Metals рекомендует, что серийные номера, нанесённые на корпус, являются самым надёжным способом определения содержания драгоценных металлов внутри. Каталитические нейтрализаторы оригинального оборудования обычно имеют логотип производителя автомобиля (например, Ford, Toyota) и специальный буквенно-цифровой код, тогда как устройства вторичного рынка зачастую начинаются с номера серии «N». Распознавание этих клеймёных кодов позволяет отличить дорогостоящий лом ОЕМ от более дешёвых аналогов вторичного рынка.

Защита и идентификация вашего нейтрализатора
Независимо от того, являетесь ли вы инженером, закупающим штампованные корпуса для производства, или владельцем транспортного средства, обеспокоенным кражей, понимание двойной природы «штамповки» имеет важное значение. Для производителей ключевым остается точное формование и выбор материалов, чтобы обеспечить долговечность. Для конечных пользователей приоритетом является проверка наличия на корпусе необходимых сертификационных клейм и нанесение антикражных отметок для защиты своих вложений. По мере ужесточения нормативных требований и сохранения риска краж маркировки на корпусе становятся столь же ценными, как и сам металл.
Часто задаваемые вопросы
1. Могу ли я самостоятельно нанести маркировку на каталитический нейтрализатор в целях защиты от кражи?
Да, владельцы транспортных средств могут сами маркировать свои нейтрализаторы, но крайне важно использовать правильный инструмент. В продаже имеются ручные граверы или наборы для химического травления, однако они могут быть недостаточно глубокими и не долговечными. Рекомендуется профессиональная маркировка методом точечной ударной маркировки (Dot Peen), поскольку она глубоко вдавливает изображение в металл, что затрудняет его удаление преступниками без повреждения самого корпуса нейтрализатора.
2. Какая информация должна быть выбита на заменяемом катализаторе?
На легальном каталитическом нейтрализаторе, произведенном для вторичного рынка, должны быть выбиты код производителя, номер детали и дата изготовления. В Калифорнии на нем также должна быть указана регистрационная запись CARB (EO-номер) (например, D-123-45), чтобы пройти проверку на смог. Если эти обозначения отсутствуют или нечитаемы, транспортное средство может не пройти осмотр.
3. Помогает ли выбивка VIN-номера реально предотвратить кражу?
Выбивка VIN-номера физически не препятствует снятию детали, но служит сильным сдерживающим фактором. Авторитетные пункты приема лома обучены отклонять катализаторы с видимыми VIN-маркировками, не соответствующими удостоверению личности продавца. Это также создает цепочку доказательств, которая помогает правоохранительным органам установить происхождение украденных деталей и выйти на преступные группы.