 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Основы анализа формоизменяемости листового металла для предотвращения дефектов
Краткое содержание
Анализ формоизменяемости листового металла — это важный инженерный процесс, используемый для оценки способности металла принимать форму детали без дефектов, таких как утонение или трещины. Он сочетает физические испытания и передовое компьютерное моделирование, чтобы предсказать поведение материала в процессе штамповки. Такая прогнозирующая информация необходима для оптимизации конструкции инструментов, снижения производственных затрат и обеспечения соответствия готовой детали строгим требованиям качества.
Понимание формоизменяемости листового металла: основные концепции и значение
В производстве формовка означает способность листового металла подвергаться пластической деформации и принимать форму требуемой детали без разрушения. Процесс оценки этой способности называется анализом формообразуемости листового металла. Это основа современной штамповки металла, обеспечивающая инженеров данными, необходимыми для преодоления разрыва между цифровым проектом и успешно изготовленной физической деталью. Основная цель — прогнозировать и предотвращать распространённые дефекты формования до их возникновения, экономя значительное количество времени и ресурсов.
Важность этого анализа невозможно переоценить. Без него производители рискуют столкнуться с методом проб и ошибок, что приводит к высокому уровню брака, дорогостоящим изменениям инструментов и задержкам в производстве. Ключевые дефекты, предотвращению которых способствует анализ формовки, включают истончение — локальное утонение материала, предшествующее разрушению, и трещины, при которых материал полностью разрушается. Понимая пределы возможностей материала, инженеры могут разрабатывать более эффективные процессы и выбирать подходящий сплав для конкретной задачи, обеспечивая баланс между требованиями к прочности и возможностью производства.
Тщательный анализ обеспечивает множество преимуществ, которые напрямую влияют на прибыль компании и качество продукции. Прогнозируя поведение материала и концентрации напряжений, анализ гарантирует надежность и воспроизводимость производственного процесса. Это особенно важно при растущем использовании высокопрочных сталей (AHSS) и алюминиевых сплавов, которые обеспечивают значительную экономию веса, но имеют более сложное поведение при формовке.
Основные преимущества включают:
- Снижение затрат: Снижает необходимость дорогостоящей и трудоемкой переделки штампов и уменьшает отходы материала из-за бракованных деталей.
- Улучшенное качество: Обеспечивает стабильное производство компонентов, соответствующих всем геометрическим и конструктивным требованиям.
- Сокращение сроков вывода на рынок: Сокращает этап пробной эксплуатации инструмента за счет устранения потенциальных проблем на этапе виртуального проектирования.
- Оптимизация материала: Позволяет уверенно выбирать и использовать легкие материалы с высокими эксплуатационными характеристиками без ущерба для технологичности.
- Расширенная свобода проектирования: Позволяет создавать более сложные и амбициозные формы компонентов, обеспечивая четкое понимание ограничений материала.
Ключевые методы и испытания для оценки формовочности
Оценка формовочности листового металла включает в себя ряд испытаний — от традиционных механических методов до сложных бесконтактных оптических систем. Каждый метод дает разные сведения о поведении материала под воздействием напряжений при операции формования. Выбор метода часто зависит от материала, сложности детали и требуемого уровня точности.
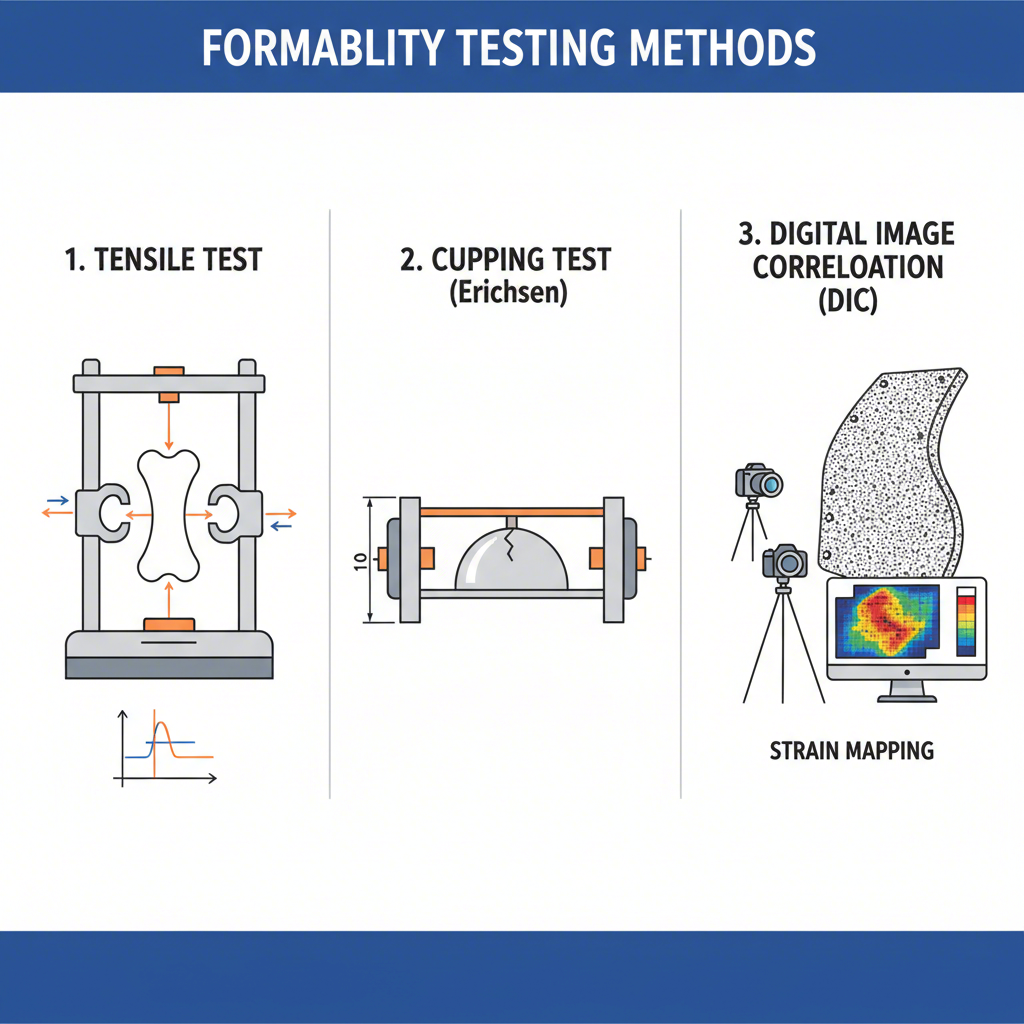
Традиционные методы зачастую начинаются с одноосного испытания на растяжение. При этом базовом испытании образец материала растягивается до разрушения, измеряя такие свойства, как общее удлинение и коэффициент упрочнения (показатель n). Хотя этот метод прост и недорог, его основное ограничение заключается в том, что он измеряет напряжения только в одном направлении, тогда как большинство реальных операций штамповки связаны со сложными двухосными (двунаправленными) напряжениями. Для более точного моделирования таких условий инженеры используют испытания, такие как испытание Эриксена на выдавливание или испытание Накадзимы. В этих процедурах пуансон деформирует закреплённый листовой образец в куполообразную форму, что позволяет более реалистично оценить формоизменяемость при двухосном растяжении.
В последнее время передовые оптические 3D-измерительные системы произвели революцию в анализе формообразуемости. Методы, такие как корреляция цифровых изображений (DIC), обеспечивают полное поле деформации. В этом методе на заготовку из металла наносится сетка или точечный узор до начала формовки. Во время процесса штамповки камеры высокого разрешения делают снимки с нескольких углов. Специализированное программное обеспечение затем анализирует, как изменился узор, и вычисляет точные значения главных и второстепенных деформаций по всей поверхности детали. Этот бесконтактный метод предоставляет значительно больше данных, чем традиционные испытания, позволяя точно определять участки критической деформации.
В следующей таблице сравниваются эти распространённые методы:
| Метод испытания | Что измеряется | Преимущества | Ограничения |
|---|---|---|---|
| Растяжения испытание | Удлинение, прочность, показатель n | Простой, недорогой, стандартизированный | Одноосное напряжённое состояние не отражает большинство операций формовки |
| Испытание на закатку / вздутие | Высота купола при разрушении, пределы двухосной деформации | Моделирует условия двухосного растяжения | Трудоемкий процесс, предоставляет ограниченное количество точек данных, может быть подвержен влиянию трения |
| Оптический 3D-анализ (DIC) | Полный полевой 3D-анализ деформации и напряжений | Высокая точность, всесторонние данные, бесконтактный метод | Требует специализированного оборудования и программного обеспечения |
Расширенный анализ: моделирование, симуляция и прогнозирование отказов
Помимо физических испытаний, наиболее мощными инструментами современного анализа формовки являются вычислительное моделирование и симуляция. С помощью программного обеспечения для метода конечных элементов (FEA) инженеры могут создать виртуальную модель всего процесса штамповки. Это включает геометрию инструментов, свойства листового металла и параметры процесса, такие как трение и усилие прижима заготовки. Затем симуляция предсказывает, как листовой металл будет течь, растягиваться и утоняться при формировании конечной детали.
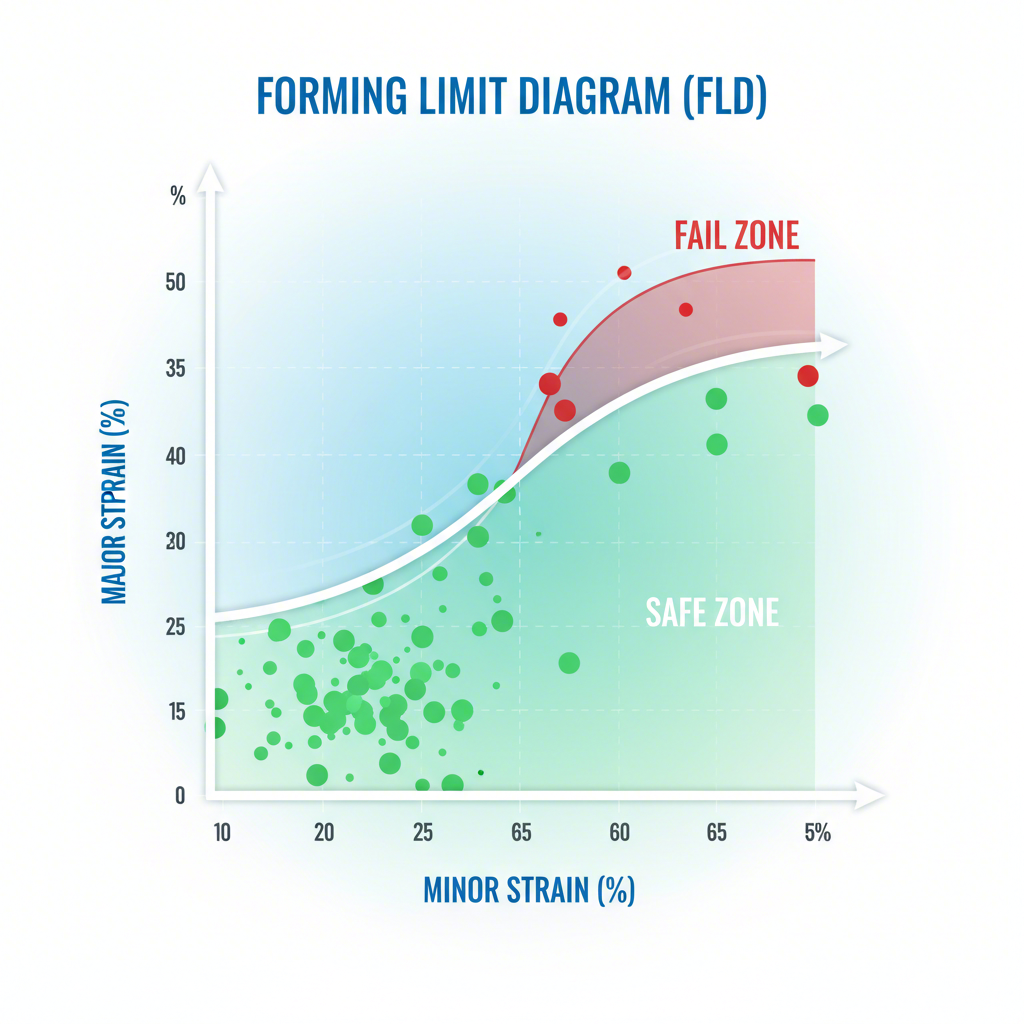
Центральным элементом этого моделирования является диаграмма пределов формовки (FLD). FLD — это график, определяющий безопасное окно производства для конкретного материала. Он отображает относительные деформации по осям — главную и второстепенную, при этом линия границы, называемая кривой предела формовки (FLC), разделяет допустимую деформацию и зону начала образования шейки и разрушения. В ходе моделирования программное обеспечение рассчитывает состояние деформации для тысяч точек детали и наносит их на FLD. Если точки оказываются выше FLC, это указывает на высокий риск разрушения в данной области и необходимость изменения конструкции.
Однако традиционная диаграмма предельных деформаций (FLD) имеет ограничения, особенно при многоэтапных процессах формовки или при работе с передовыми материалами. Как поясняют эксперты отрасли, такие факторы, как непропорциональное нагружение (когда путь деформации изменяется в ходе процесса) и стабилизирующее воздействие изгиба на малых радиусах, могут изменять истинный предел формообразуемости материала. Современные методики анализа формообразуемости теперь учитывают эти эффекты, обеспечивая более точные прогнозы разрушения для сложных деталей. Ведущие производители сложных компонентов, такие как специалисты компании Shaoyi (Ningbo) Metal Technology Co., Ltd. , используют передовые CAE-симуляции для обеспечения точности штамповочных матриц для автомобилей, значительно сокращая сроки разработки и улучшая результаты для OEM-производителей и поставщиков первого уровня.
Преимущества внедрения моделирования в процесс проектирования весьма значительны:
- Виртуальное прототипирование: Снижает необходимость дорогостоящих и длительных физических испытаний инструментов, позволяя сначала решать проблемы на компьютере.
- Оптимизация дизайна: Позволяет инженерам быстро тестировать различные геометрии деталей, конструкции инструментов или выбор материалов, чтобы найти наиболее надежное решение.
- Прогнозирование дефектов: Точно прогнозирует не только разрывы и истончение, но также такие проблемы, как складкообразование, пружинение и искажения поверхности.
- Эффективность процесса: Помогает оптимизировать параметры, такие как форма заготовки и усилие пресса, чтобы минимизировать расход материала и потребление энергии.
Интерпретация результатов и применение лучших практик проектирования
Истинная ценность анализа формоизменяемости листового металла заключается в его способности генерировать практические выводы, которые направляют инженерные решения. Результаты моделирования обычно представляют собой цветовую карту детали, где разные цвета обозначают различные уровни деформации или утонения. Зеленые зоны, как правило, безопасны, желтый указывает на пограничное состояние, близкое к пределу формовки, а красный выделяет критические участки с высокой вероятностью отказа. Эти визуальные средства позволяют инженерам немедленно выявлять проблемные области.
Когда моделирование выявляет потенциальную проблему, анализ предоставляет данные, необходимые для её решения. Например, если вблизи острого угла прогнозируется высокая концентрация деформации, рекомендацией по конструкции будет увеличение радиуса этого элемента. Это распределит деформацию на большую площадь, вернув её в безопасную зону. Аналогично, если прогнозируется образование складок на плоской панели, решением может стать корректировка усилия прижима заготовки или добавление протяжек для лучшего контроля течения материала.
Такой подход, основанный на данных, является ключевым принципом проектирования с учётом технологичности (DFM). Учитывая принципы формоизменяемости на ранних стадиях проектирования, инженеры могут создавать детали, которые не только функциональны, но и эффективны в производстве. Такой проактивный подход позволяет избежать изменений конструкции на поздних стадиях, способных сорвать сроки и бюджет проекта.
Ниже приведены некоторые ключевые рекомендации по проектированию, основанные на анализе формоизменяемости:
- Используйте достаточные радиусы: По возможности избегайте острых внутренних и внешних углов. Большие радиусы являются одним из наиболее эффективных способов предотвращения локального истончения и трещин.
- Держите лица подальше от изгибов: Как правило, отверстия должны быть отклонены от линии изгиба, если они не превышают толщины материала в 2,5 раза и радиуса изгиба. Это помогает предотвратить искажение элемента во время процесса изгиба.
- Учитывайте углы выталкивания: Для деталей с глубоким вытяжением небольшие углы на вертикальных стенах уменьшают трение и силу, необходимую для формирования, уменьшая риск расщеплений.
- Укажите соответствующие допустимые отклонения: Используйте геометрическое измерение и толерантность (GD&T) для определения допустимых пределов плоскости, прямоты и других особенностей, понимая, что процесс формирования будет вносить некоторые изменения.
- Просмотр материалов: Всегда основывайте конструкции и моделирование на точных данных свойств материала, так как формальность может значительно варьироваться даже между различными сортами одного и того же металла.
Часто задаваемые вопросы
1. - Посмотрите. Какова формальность металла?
Формируемость - это способность листового металла быть пластически деформированным и сформированным в компонент без развития дефектов, таких как трещины или шеи. На его прочность в основном влияют его прочность (способность растягиваться) и упрощение при напряжении, что влияет на то, насколько равномерно он разжимается во время формования.
2. Посмотрите. Какие общие испытания формальности для листового металла?
Общие тесты включают одноосевое испытание на прочность, которое измеряет базовое удлинение и прочность; тесты на купание (например, Эрихсен, Олсен) и выпуклость, которые имитируют двуосевое растяжение; и современные бесконтактные оптические
3. Посмотрите. Какое правило 4Т в металлоконструкции?
Общие рекомендации по проектированию гласят, что для предотвращения искажения, такая особенность, как отверстие, должна быть расположена на расстоянии, как минимум, в 2,5 раза больше толщины материала, плюс радиус изгиба от линии изгиба. Значение "4T" иногда применяется к слотам, но полная рекомендация обычно составляет 4 раза толщину плюс радиус изгиба.
4. Немедленно. Что такое GD&T для листового металла?
Геометрическое измерение и толерантность (GD&T) - это символический язык, используемый на инженерных чертежах для определения допустимых вариаций в геометрии детали. Для листового металла GD&T устанавливает критические допустимые допустимые значения для таких форм, как плоскость, прямость и профиль, чтобы гарантировать правильное функционирование окончательной, сформированной части и ее соответствие сборке.