 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Порошковое покрытие штампованных стальных рычагов подвески: Руководство

Краткое содержание
Нанесение порошкового покрытия на штампованные стальные рычаги подвески — это отличный способ получить чрезвычайно прочное и устойчивое к коррозии покрытие, превосходящее традиционную окраску. Однако процесс не является простым. Абсолютно необходимо полностью разобрать рычаги, удалив все шаровые опоры и втулки перед нанесением покрытия. Эти компоненты не выдерживают высокой температуры отверждения, составляющей около 400°F (200°C), и будут уничтожены, что приведет к выходу из строя деталей.
Зачем наносить порошковое покрытие на штампованные стальные рычаги подвески?
При восстановлении или модернизации подвески автомобиля внешнее покрытие таких компонентов, как рычаги подвески, представляет собой нечто большее, чем просто косметику. Порошковое покрытие — это процесс, при котором сухой свободно текущий порошок наносится электростатически на металлическую деталь, а затем отверждается под воздействием тепла. Данный метод создает твердое покрытие, которое значительно прочнее и долговечнее по сравнению с традиционной краской, что делает его идеальным для автомобильных деталей, подвергающихся интенсивному износу и жестким дорожным условиям.
Преимущества высококачественных запчастей неоригинального производства, которые зачастую описываются такими терминами, как «двухэтапное глянцевое черное покрытие методом порошковой окраски», включают повышенную устойчивость к сколам, царапинам, химическим веществам и коррозии. Такая долговечность обеспечивает не только более продолжительный привлекательный внешний вид компонентов, но и лучшую защиту от коррозии, которая со временем может нарушить их структурную целостность. Штампованная сталь — распространённый материал для рычагов подвески оригинального оборудования (OEM) благодаря оптимальному сочетанию прочности и экономичности в производстве. Хотя такие материалы, как кованая сталь, обеспечивают повышенную усталостную прочность, а алюминий позволяет снизить вес, штампованная сталь остаётся надёжным и прочным выбором для большинства применений, что делает её идеальным кандидатом для усиленной защиты с помощью порошкового покрытия. Для автопроизводителей достижение такого баланса требует точной инженерии — специализации компаний, таких как Shaoyi (Ningbo) Metal Technology Co., Ltd. , которая предоставляет передовые детали автоштамповки — от прототипирования до массового производства.
Чтобы лучше понять преимущества, рассмотрим сравнение между порошковым покрытием и традиционной покраской деталей подвески:
| Особенность | Порошковое покрытие | Традиционная краска (распыление/кисть) |
|---|---|---|
| Долговечность | Отличная устойчивость к сколам, царапинам и истиранию. | Склонна к сколам и царапинам от дорожного мусора. |
| Стойкость к коррозии | Создает толстый, непроницаемый барьер, который очень эффективно защищает от ржавчины. | Хорошая, но может потерять защитные свойства, если нарушить слой краски. |
| Устойчивость к химическим веществам | Высокая устойчивость к тормозной жидкости, бензину и другим автомобильным химикатам. | Может быть повреждена или разрушена агрессивными химикатами. |
| Качество отделки | Равномерное, толстое и стабильное покрытие без подтеков и потеков. | Качество сильно зависит от мастерства; склонно к подтекам и неравномерным слоям. |
| Воздействие на окружающую среду | Не содержит растворителей и выделяет пренебрежимо малое количество летучих органических соединений (ЛОС). | Выделяет ЛОС в атмосферу. |
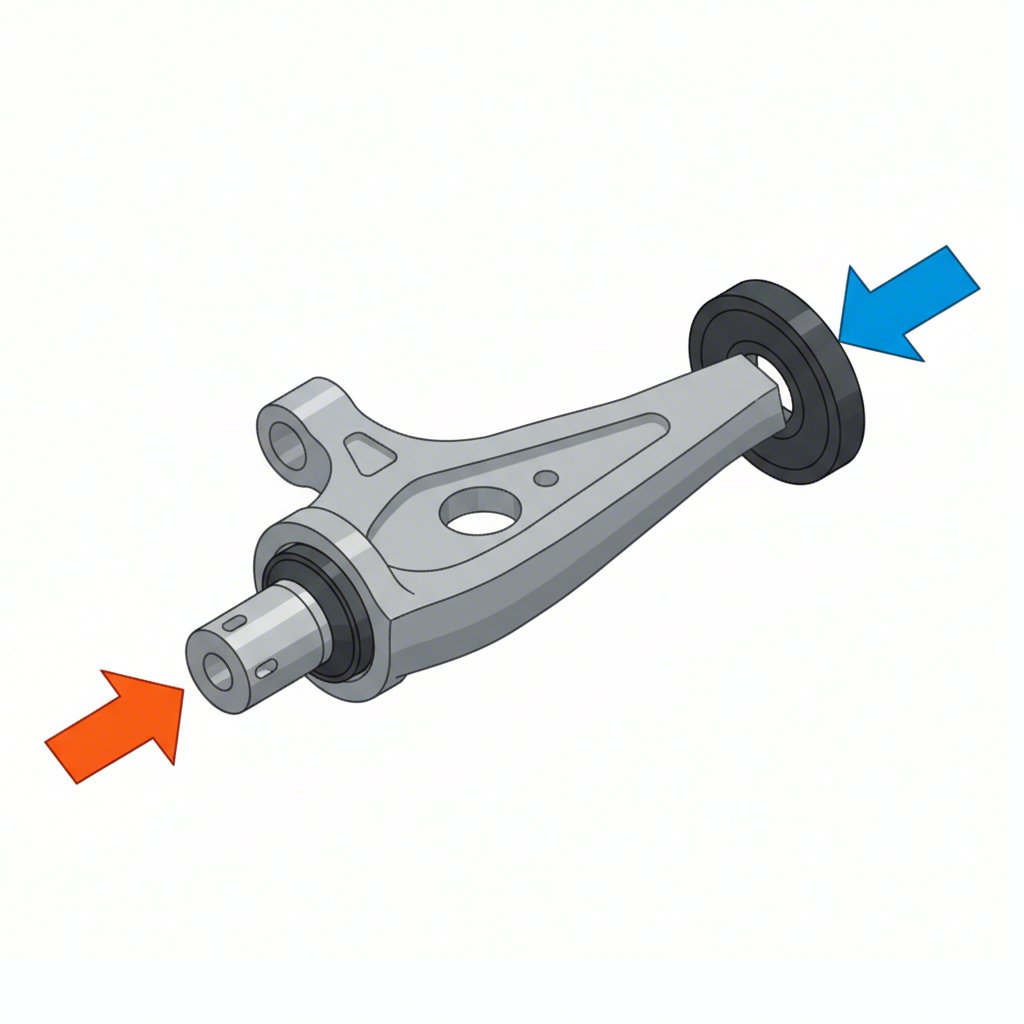
Критическая задача: работа с шаровыми опорами и втулками
Самый важный и сложный аспект порошковой покраски рычагов управления — это обращение с интегрированными компонентами. Как часто спрашивают пользователи форумов, что делать, если шаровая опора запрессована или даже приварена? Ответ однозначен: все шаровые опоры, втулки и неметаллические компоненты должны быть полностью удалены до того, как рычаги попадут в печь для отверждения. Высокая температура расплавит резиновые и полиуретановые втулки и разрушит уплотнения и смазку внутри любой шаровой опоры.
Метод удаления полностью зависит от способа установки компонентов:
- Съемные втулки: Большинство резиновых или полиуретановых втулок запрессовываются в рычаг подвески. Их можно удалить с помощью гидравлического пресса или, в некоторых случаях, аккуратно выжечь. После покрытия новые компоненты, такие как полиуретановые втулки и разрушаемые втулки, упомянутые в комплектах от Cognito Motorsports , должны быть снова запрессованы.
- Запрессованные шаровые опоры: Как отмечают пользователи на Reddit, во многих верхних рычагах шаровая опора запрессовывается непосредственно в рычаг. Для её удаления требуется мощный гидравлический станок. Попытка выбить её молотком может повредить рычаг подвески. После покрытия новая шаровая опора должна быть запрессована обратно, что делает это подходящим моментом для замены шаровой опоры верхнего рычага.
- Сварные шаровые опоры: Это наиболее сложный сценарий, часто встречающийся на старых транспортных средствах. Как обсуждалось на Facebook, если шаровая опора приварена, её нельзя просто выпрессовать. Процесс требует вырезания старой опоры, зачистки поверхности болгаркой и последующего изготовления и приваривания новой шаровой опоры на место. Это сложная процедура, требующая значительных навыков в области металлообработки и сварки.
Сложность и необходимые инструменты значительно различаются в зависимости от типа:
| Тип компонента | Уровень сложности | Основные требуемые инструменты |
|---|---|---|
| Съёмные втулки | Средний | Гидравлический пресс, комплект оправок для подшипников/втулок |
| Прессовые шаровые опоры | Твердый | Мощный гидравлический пресс, соответствующие оправки для пресса |
| Приварные шаровые опоры | Экспертный | Угловая шлифовальная машина, сварочный аппарат, инструменты для металлообработки |
Пошаговое руководство по порошковому покрытию рычагов подвески (после разборки)
Как только ваши рычаги подвески полностью очищены до голого металла, с удалёнными всеми втулками и шарнирами, можно начинать процесс порошкового покрытия. Тщательное соблюдение этих шагов имеет решающее значение для получения профессионального качества и долговечного покрытия.
- Тщательная подготовка: Это наиболее важный этап для обеспечения адгезии. Рычаги подвески необходимо очистить до чистого металла. Обычно это достигается путём дробеструйной обработки (например, пескоструйной или стеклянной дробью), чтобы удалить всю ржавчину, окалину и старые покрытия. Любые остатки загрязнений помешают правильному прилипанию порошкового покрытия. После дробеструйной обработки деталь необходимо обезжирить с помощью растворителя, чтобы удалить масла и отпечатки пальцев.
- Маскировка критических поверхностей: Перед нанесением порошкового покрытия необходимо закрыть области, которые не должны быть покрыты. К ним относятся внутренние поверхности, куда запрессовываются втулки, коническое отверстие для шпильки шарового шарнира, а также любые резьбовые отверстия. Для этой цели специально предназначены термостойкая малярная лента и силиконовые заглушки.
- Нанесение порошкового покрытия: Рычаг подвешивают на металлический крюк, чтобы обеспечить его заземление. Специальный электростатический распылитель придаёт частицам порошка отрицательный электрический заряд. Поскольку рычаг заземлён, заряженный порошок притягивается к нему и прилипает к поверхности, образуя равномерный слой.
- Выдержка в печи: Покрытую деталь аккуратно перемещают в специальную печь для отверждения. Её нагревают до определённой температуры (обычно около 400 °F или 200 °C) в течение заданного времени. Под действием тепла порошок плавится, растекается и образует гладкую сплошную плёнку, которая отверждается, превращаясь в твёрдое, долговечное покрытие.
Для успешного выполнения проекта вам понадобится контрольный список основного оборудования:
- Защитное снаряжение: Респиратор, защитные очки, перчатки.
- Инструменты для подготовки: Доступ к пескоструйной камере или услуга пескоструйной обработки, обезжиривающий растворитель.
- Материалы для маскировки: Термостойкая лента, силиконовые заглушки.
- Оборудование для нанесения покрытия: Электростатический пистолет для нанесения порошкового покрытия, порошок по вашему выбору (например, черный с матовым блеском), источник сжатого воздуха с фильтром/осушителем.
- Оборудование для отверждения: Специальная электрическая печь достаточного размера для деталей (НИ В КОЕМ СЛУЧАЕ не используйте кухонную духовку).
Самостоятельное выполнение или профессиональная услуга: разбивка по стоимости и трудозатратам
После изучения процесса окончательное решение — выполнять ли работу самостоятельно или нанять профессионала. Этот выбор зависит от вашего бюджета, сроков, наличия инструментов и желаемого качества. Подход «сделай сам» даёт удовлетворение от освоения нового навыка, но первоначальные затраты и кривая обучения могут быть значительными. Профессиональная услуга обеспечивает гарантированный результат высокого качества без хлопот.
Ниже приведено сравнение двух подходов:
| Коэффициент | Самодельный вариант | Профессиональное обслуживание |
|---|---|---|
| Первоначальная стоимость | Высокие первоначальные затраты на пистолет для порошкового покрытия, специальную печь и средства защиты ($500–$1000 и более). | Отсутствие расходов на оборудование. Вы платите только за услугу. |
| Стоимость на одну операцию | Низкая, только стоимость порошка и расходных материалов после первоначальных вложений. | Умеренная, обычно $150–$300 за пару рычагов управления (включая подготовку). |
| Требуемые навыки и усилия | Требуется серьёзное изучение, практика и тщательная подготовка. Демонтаж и установка остаются вашей ответственностью. | Минимальные усилия. Вы сдаёте разобранные детали и забираете готовый продукт. |
| Качество результата | Переменное. Может быть отличным при наличии опыта, но начальные результаты могут быть неравномерными или недолговечными. | Постоянно высокое качество, профессиональная отделка с максимальной долговечностью. |
| Затраты времени | Требуется значительное время на настройку, подготовку, нанесение покрытия, отверждение и уборку. | Быстрое выполнение, зачастую в течение нескольких дней. |
Если вы выбираете профессионала, обязательно оцените его квалификацию. Узнайте о его процессе, чтобы убедиться, что он правильно выполняет важные подготовительные этапы. Ключевые вопросы включают:
- Какой у вас процесс дробеструйной обработки и химического удаления покрытия?
- Как вы защищаете критически важные участки, такие как втулки подшипников и конические соединения шаровых шарниров?
- Какой марки и типа порошок вы используете для шасси?
Часто задаваемые вопросы
1. В чем разница между штампованными и коваными рычагами подвески?
Штампованные рычаги изготавливаются путем прессования стальных листов в форму, часто с последующей сваркой двух половинок. Кованые рычаги создаются путем нагрева металла и его сжатия в форме, что выравнивает внутреннюю зернистую структуру металла, обеспечивая превосходную прочность и устойчивость к усталости по сравнению со штампованными или литыми деталями.
2. Какой металл лучше всего подходит для рычагов управления?
«Лучший» металл зависит от области применения. Для тяжелых транспортных средств или применений, связанных с высокими нагрузками, естественная прочность и долговечность стали зачастую являются оптимальным выбором. Сталь способна выдерживать значительные нагрузки и является экономически выгодной. Алюминий легче, что снижает неподрессоренную массу и улучшает управляемость, но обычно стоит дороже.
3. Являются ли штампованные стальные рычаги магнитными?
Да, штампованные стальные рычаги являются магнитными. Простой способ отличить стальные детали от алюминиевых — использовать магнит. Если магнит прочно прилипает, компонент изготовлен из стали (штампованной или чугунной). Если не прилипает — это алюминий.