 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Штамповка деталей автомобилей многооперационной матрицей: руководство по крупносерийному производству
Краткое содержание
Прогрессивная штамповка — это высокоскоростной процесс формовки металла, при котором непрерывная полоса металла подаётся через ряд последовательных станций, создавая готовую деталь за каждый ход пресса. Для автомобильной промышленности этот метод является эталоном массового производства мелких и средних прецизионных компонентов — таких как кронштейны, электрические разъёмы и фиксаторы датчиков — с жёсткими допусками (часто ±0,001 дюйма) и минимальными отходами. В отличие от передаточной штамповки, которая обрабатывает отдельные детали для более крупных конструкционных элементов, прогрессивная штамповка обеспечивает максимальную эффективность при серийном производстве, что делает её ключевой для систем поставок Just-in-Time (JIT).
Прогрессивная штамповка: Двигатель автомобильного производства
В высокотехнологичной сфере автомобильного производства, где объемы производства часто достигают миллионов единиц продукции ежегодно, скорость и согласованность являются обязательными требованиями. Прогрессивная штамповка с использованием многостанционных штампов служит основой этой экосистемы, преобразовывая заготовки из рулонов металла в готовые детали со скоростью, превышающей 1000 деталей в минуту. Процесс основан на уникальном механизме подачи: непрерывная полоса металла разматывается с рулона и автоматически подается в штамповочный пресс.
Внутри пресса, прогрессивная штамповка выполняет функцию многостанционного инструмента. По мере того как заготовка поступательно продвигается, она останавливается в точно определённых точках, где на каждой станции одновременно выполняются различные операции — такие как вырубка, гибка, пробивка, перфорация и клёпка. Важно отметить, что деталь остаётся прикреплённой к металлической ленте («перемычке») до самой последней станции, где она отделяется и выбрасывается. Такое непрерывное крепление обеспечивает превосходное выравнивание и контроль по сравнению с ручными методами, что значительно сокращает циклы обработки и трудозатраты.
Для автомобильных инженеров основная ценность заключается в повторяемость . После создания и проверки прогрессивного штампа он может производить миллионы идентичных деталей практически без изменения размеров. Эта возможность имеет решающее значение для автоматизированных сборочных линий, где даже отклонение в один микрон в разъеме или кронштейне может вызвать заклинивание или выход из строя. Кроме того, возможность интеграции вторичных операций — таких как нарезание резьбы или установка контактов — непосредственно в штамп (сборка в штампе) дополнительно оптимизирует производственные процессы.
Основные автомобильные детали, изготавливаемые методом прогрессивной вырубки
Хотя крупные панели кузова обычно изготавливаются с использованием переносных штампов или последовательных линий, прогрессивная вырубка доминирует в производстве тысяч мелких сложных деталей, обеспечивающих функционирование транспортного средства. Эти компоненты можно классифицировать по системам автомобиля, которым они служат.
Компоненты кузова и несущие элементы
Конструкционная целостность транспортного средства зависит от множества усиливающих деталей, скрытых за обивкой. Прогрессивная штамповка идеально подходит для производства высокопрочной стали направляющие сидений, механизмы наклона спинки и крепления ремней безопасности . Эти детали должны обладать высокой механической прочностью, но при этом производиться в больших объемах, чтобы соответствовать темпам сборки автомобилей. Другие распространенные применения включают:
- Замки дверных защелок и ответные планки
- Компонентов механизма подъема стекол
- Направляющие рейки и усиливающие балки
- Компоненты корпусов подушек безопасности
Электрические и электромеханические системы
По мере перехода отрасли к электромобилям (EV), спрос на штампованные электрические компоненты резко возрос. Медь и латунь штампуются в сложные геометрические формы для обеспечения проводимости и соединений. Шин , которые распределяют мощность в аккумуляторных батареях EV, являются ярким примером деталей, выигрывающих от точности прогрессивной штамповки. Этот процесс позволяет создавать сложные формы контактных выводов и пружинных контактов, не повреждая поверхность деликатного материала. Ключевые электрические компоненты включают:
- Рамки для выводов и штыревые разъёмы
- Корпуса и крышки датчиков
- Зажимы предохранителей и клеммы реле
- Пластины контактных соединений батареи
Детали двигателя и шасси
В подкапотном пространстве компоненты должны выдерживать экстремальную жару, вибрацию и агрессивные среды. Из нержавеющей стали и специализированных сплавов методом штамповки производят клипсы топливных инжекторов, клапанные крышки и теплозащитные экраны . Шасси также использует штампованные тормозные скобы, крепления датчиков ABS и регулировочные шайбы для таких критически важных применений, связанных с безопасностью, постоянное направление волокон, обеспечиваемое процессом штамповки, гарантирует, что детали сохраняют свою структурную целостность при циклических нагрузках.
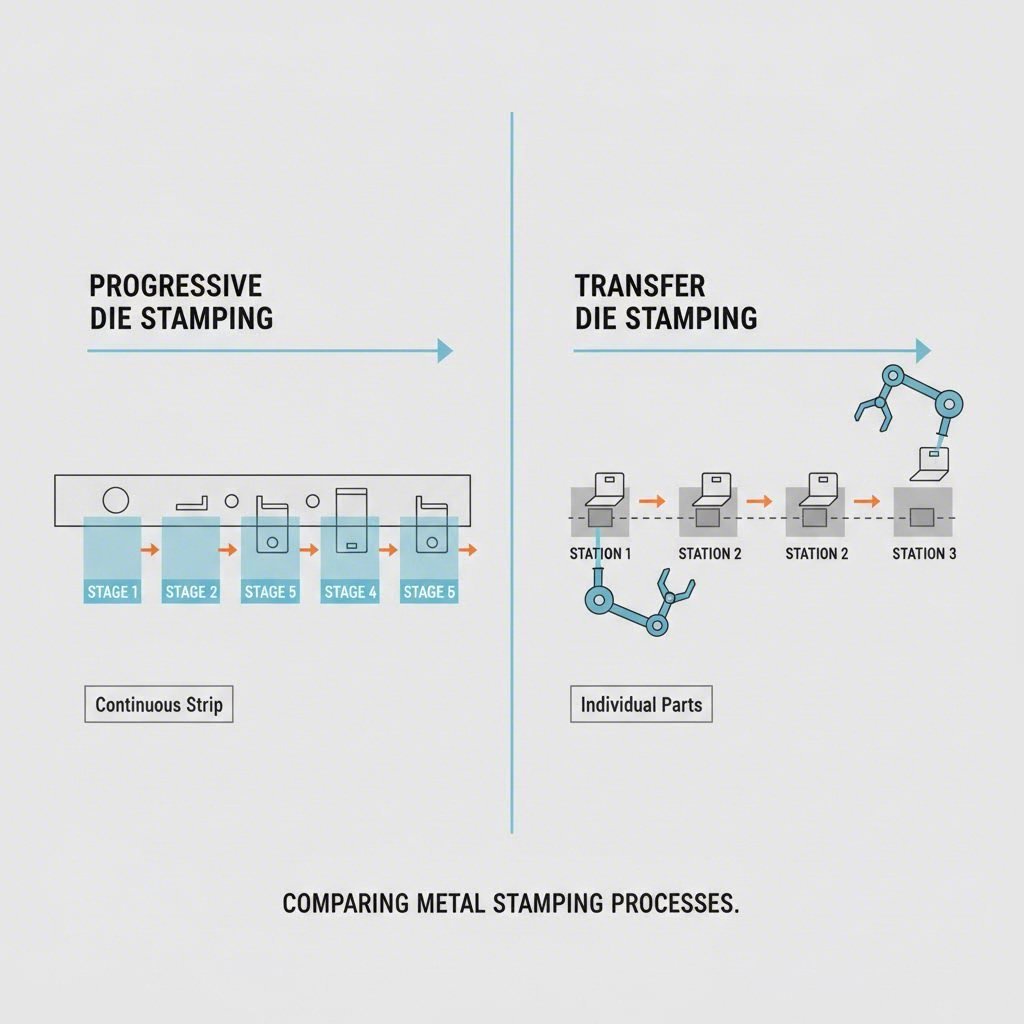
Многопозиционный штамп против передаточного штампа: выбор правильного метода
Одно из наиболее важных решений для специалиста по закупкам в автомобильной отрасли — это выбор правильного метода штамповки. Хотя прогрессивная штамповка является эффективной, она не является универсальным решением. Выбор зачастую зависит от размера детали, её геометрии и объемов производства.
| Особенность | Прогрессивная штамповка | Передача штамповки |
|---|---|---|
| Обработка деталей | Деталь остается соединенной с металлической лентой до конца процесса. | Деталь сначала вырезается (пробивается), а затем перемещается механическими пальцами. |
| Оптимальный размер детали | Малые и средние (например, разъемы, кронштейны). | Крупные (например, поперечины, рамные рельсы, глубокие оболочки). |
| Производственная скорость | Очень высокие (непрерывный цикл). | Умеренные (ограничены скоростью передаточного механизма). |
| Стоимость оснастки | Более высокие первоначальные затраты (сложный единый инструмент). | Переменные, но часто более высокие затраты на единицу продукции из-за низкой скорости. |
| Лучший выбор для | Комплексные детали большого объёма с жёсткими допусками. | Глубоковытяжные детали или крупные конструкционные компоненты. |
Прогрессивная штамповка является очевидным выбором для небольших деталей, требующих высокой скорости производства и строгих допусков. Подход с использованием «ленты» устраняет необходимость в сложных механизмах переноса, снижая вероятность смещения деталей. Однако он плохо подходит для операций глубокой вытяжки (где глубина детали превышает её диаметр), поскольку лента ограничивает течение материала.
Передача штамповки , напротив, необходим для крупных деталей, таких как рычаги подвески или масляные картеры. Поскольку деталь сразу отделяется от ленты, её можно свободно перемещать — поворачивать или наклонять — между позициями. Это позволяет выполнять более глубокую вытяжку и сложные операции формовки, которые разорвали бы ленту при использовании последовательного штампа.
Выбор материала для автомобильных компонентов повышенной производительности
Многофункциональность прогрессивной штамповки позволяет производителям работать с различным набором материалов, каждый из которых выбирается на основе конкретных эксплуатационных характеристик в автомобильной промышленности.
Сталь высокопрочной низколегированной (HSLA) является основным материалом для конструкционных и элементов безопасности. Он обеспечивает превосходное соотношение прочности и веса, что делает его критически важным для деталей, отвечающих за безопасность при столкновении, таких как усилители бамперов и кронштейны стоек. Штамповка этих закалённых материалов требует прочного инстружения из карбида или высококачественных инструментальных сталей, чтобы предотвратить преждевременный износ.
Алюминий в настоящее время пользуется возрастающей популярностью в рамках программ облегчения конструкции транспортных средств с целью улучшения топливной экономичности и увеличения запаса хода электромобилей (EV). Хотя алюминий более подвержен упругой отдаче (возврату в первоначальную форму после изгиба), чем сталь, передовые конструкции прогрессивных штамп-форм компенсируют это явление путём сверхизгиба. Типичные области применения включают тепловые экраны, кронштейны и элементы отделки.
Медь и латунь играют незаменимую роль в электрифицированном будущем автомобилестроения. Их высокая электропроводность делает их стандартом для клемм, разъёмов и шин. При прогрессивной высадке эти мягкие металлы могут формироваться на высокой скорости, однако необходимо тщательно управлять отходами и предотвращать повреждение поверхности.
Стандарты качества и стратегическое приобретение
В автомобильной цепочке поставок качество регулируется строгими международными стандартами, наиболее значимым из которых является IATF 16949 этот сертификат гарантирует, что поставщик штамповочной продукции обладает надёжной системой управления качеством, ориентированной на предотвращение дефектов и снижение вариабельности. При выборе партнёра инженерам следует обращать внимание на возможности, выходящие за рамки базовой штамповки, например, на автоматические системы визуального контроля, проверяющие 100% деталей по критическим размерам.
Распространённой проблемой для автопроизводителей является поиск поставщика, способного преодолеть разрыв между первоначальным проектированием и массовым производством. В то время как некоторые компании принимают заказы только крупными партиями, гибкие партнёры, такие как Shaoyi Metal Technology предлагают комплексные решения для штамповки, масштабируемые от быстрого прототипирования до производства высоких объёмов. Используя точность, сертифицированную по IATF 16949, и прессовое оборудование мощностью до 600 тонн, они могут поставлять критически важные компоненты, такие как рычаги подвески и подрамники, соблюдая при этом глобальные стандарты OEM-производителей. Такая гибкость позволяет инженерам проверить конструкции на этапе изготовления прототипов, прежде чем вкладываться в дорогостоящие инструменты, необходимые для производства миллионов деталей.
В конечном счёте, правильный выбор поставщика требует баланса между стоимостью единицы продукции и рисками. Отечественный поставщик может обеспечить более быструю коммуникацию, но проверенный международный партнёр с сертификатом IATF зачастую способен предложить значительные преимущества в цене, не уступая по качеству материалов или срокам поставки.

Заключение: Повышение эффективности в автомобильном производстве
Прогрессивная штамповка остаётся ключевой технологией для автомобильной промышленности, обеспечивая массовое производство сложных, прочных и точных компонентов, необходимых в современных автомобилях. От электрических соединителей в аккумуляторе EV до высокопрочных кронштейнов крепления сидений этот процесс обеспечивает масштабируемость и рентабельность, необходимые для бесперебойной работы сборочных линий. Для закупочных команд и инженеров понимание механики, ограничений по материалам и стандартов приобретения данной технологии имеет важное значение для оптимизации автомобильной цепочки поставок и обеспечения качества автомобилей.
Часто задаваемые вопросы
1. В чём разница между прогрессивной и передаточной штамповкой?
Основное различие заключается в способе обработки детали. При многооперационной штамповке деталь остается прикрепленной к непрерывной металлической ленте, перемещаясь через различные станции. При штамповке с переносом заготовка сначала вырезается из ленты, а затем механически перемещается (переносится) от станции к станции. Многооперационная штамповка, как правило, быстрее и лучше подходит для мелких деталей, тогда как штамповка с переносом предназначена для крупных деталей со значительным вытяжением.
2. Какие материалы наиболее часто используются при многооперационной штамповке для автомобилей?
При автомобильной штамповке часто применяется высокопрочная низколегированная сталь (HSLA) для конструкционных элементов благодаря её долговечности. Алюминий широко используется для облегчения компонентов, таких как теплозащитные экраны и кронштейны. Медь и латунь — стандартные материалы для электрических компонентов, таких как разъёмы и шинные перемычки, благодаря их высокой проводимости.
3. Почему сертификация IATF 16949 важна для поставщиков штамповочных изделий?
IATF 16949 является международным стандартом управления качеством, специально разработанным для автомобильной промышленности. Он обеспечивает строгое предотвращение дефектов, сокращение отходов и постоянное улучшение процессов у поставщиков штамповок. Закупка от поставщика, сертифицированного по IATF, зачастую является обязательным требованием для OEM-производителей, чтобы обеспечить безопасность и надежность компонентов.