 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Онлайн-услуги лазерной резки расшифрованы: от подготовки файлов до безупречного финального реза

Что онлайн-услуги лазерной обработки означают для современных мастеров
Задумывались ли вы когда-нибудь, как небольшие предприятия изготавливают идеально вырезанные акриловые таблички или сложные металлические кронштейны, не приобретая дорогостоящее оборудование? Ответ заключается в онлайн-услугах лазерной резки и гравировки — цифровой производственной революции, которая меняет подход к воплощению дизайнерских идей в реальные изделия.
Проще говоря, онлайн-услуги лазерной обработки позволяют загрузить цифровой файл с вашим дизайном, выбрать желаемый материал и получить точно вырезанные или гравированные детали, доставленные прямо к вам домой. Не требуется владение оборудованием. Не нужно преодолевать крутую кривую обучения. Достаточно лишь вашей фантазии, превращённой в осязаемые изделия.
От промышленных цехов до вашего рабочего стола
Технология лазерной резки когда-то использовалась исключительно на промышленных заводских площадках. Эти высокомощные станки требовали значительных капитальных вложений, квалифицированных операторов и специализированных помещений с надлежащими системами вентиляции. Десятилетиями этой точной технологии резки могли позволить себе воспользоваться только крупные производители.
Эта ситуация кардинально изменилась. Согласно данным компании Steelway Laser Cutting, сегодня большинство производителей не располагают средствами или ресурсами для приобретения и эксплуатации передовых станков лазерной резки собственными силами. Эта реальность породила рост специализированных сервисных провайдеров, которые закрывают разрыв между промышленными возможностями и доступным производством.
Что это означает для вас? Независимо от того, являетесь ли вы любителем, создающим авторские ювелирные изделия, небольшой компанией, выпускающей фирменную продукцию, или предприятием, разрабатывающим прототипы новых изделий, услуги профессиональной лазерной резки и лазерной гравировки теперь доступны каждому.
Революция цифрового производства
Эта трансформация выходит за рамки простого обеспечения доступа — она кардинально изменила саму суть производственных процессов. Традиционные станки для резки металла физически прорезают материалы посредством механического контакта металл-металл. Лазерная резка работает иначе: сфокусированный лазерный луч нагревает и испаряет материал с микроскопической точностью, оставляя чистые кромки без излишних отходов или непреднамеренных изменений.
Такой цифровой подход позволяет быстрее переходить от концепции к готовому изделию. Рассмотрим традиционный производственный цикл: необходимо найти местного изготовителя, назначить консультации, дождаться коммерческих предложений и зачастую выполнить минимальные требования к объёму заказа. Онлайн-лазерная резка полностью устраняет все эти барьеры.
Данный процесс использует файлы компьютерного проектирования (CAD), содержащие точные технические спецификации. После проверки эти инструкции напрямую передаются на станки с числовым программным управлением (ЧПУ). Результат? Детали многократно воспроизводятся с точным соблюдением заданных параметров независимо от сложности конструкции.
Как работают онлайн-услуги лазерной обработки
Понимание того, что такое лазерная резка в онлайн-контексте, начинается с ознакомления с рабочим процессом. Платформы, такие как Sculpteo , упростили этот процесс до нескольких простых шагов:
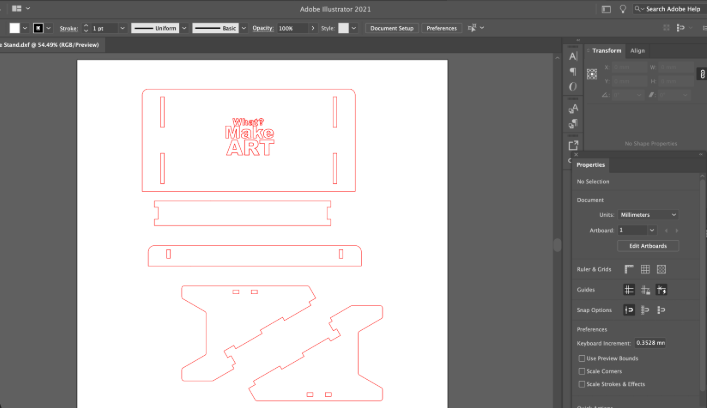
- Загрузите ваш векторный файл — ваш дизайн содержит инструкции для лазерного станка по выполнению резки
- Настройте ваш дизайн — выберите материал, масштаб и укажите линии резки или гравировки
- Автоматическая проверка файла — онлайн-инструменты выявляют и исправляют типичные ошибки
- Получите мгновенные цены — Цитаты автоматически обновляются по мере вашего выбора
- Производство и поставка — Получите ваши точно вырезанные детали в течение нескольких дней
Минимальные объемы заказов отсутствуют. Инвестиции в оборудование не требуются. Просто онлайн-доступ к промышленному лазерному оборудованию.
Универсальность онлайн-услуг лазерной резки охватывает бесчисленное количество применений. Архитекторы используют их для декоративных экранов и конструкционных соединительных пластин. Ювелиры создают сложные серьги и подвески. Инженеры изготавливают прототипы специальных кронштейнов и сборок. Общее у всех? Каждый получает выгоду от точности, недостижимой или чрезмерно дорогой при использовании традиционных методов изготовления.
На протяжении всего этого руководства мы подробно разберём все аспекты онлайн-услуг лазерной обработки — от понимания различных лазерных технологий и подходящих для них материалов до правильной подготовки файлов с вашим дизайном. Вы узнаете, как формируется стоимость услуг, когда выгоднее воспользоваться онлайн-сервисами, а когда — приобрести собственное оборудование, а также как устранять типичные проблемы качества. В завершение вы получите базовые знания, необходимые для уверенного начала следующего проекта лазерной резки.

Понимание типов лазерных технологий и их применение
Теперь, когда вы понимаете как работают онлайн-услуги лазерной обработки , давайте рассмотрим технологию, лежащую в основе этих возможностей. Не все лазеры одинаковы: каждый тип демонстрирует наилучшие результаты при выполнении определённых задач и обработке конкретных материалов. Выбор неподходящей лазерной технологии приводит к неудовлетворительным результатам, потере материалов и разочаровывающим задержкам в реализации проектов.
На рынке доминируют четыре основных типа лазеров: CO2-лазеры, волоконные лазеры, диодные лазеры и лазеры на неодимовом стекле (Nd:YAG). Понимание различий между ними поможет вам выбрать подходящего поставщика услуг или соответствующее оборудование для решения ваших конкретных задач.
Объяснение работы CO2-лазеров
Представьте себе технологию, изобретённую в 1964 году, которая по-прежнему доминирует в современном производстве. Это CO2-лазер — газовая система, остающаяся основным инструментом для резки и гравировки неметаллических материалов.
Как он работает? Машина для гравировки с CO2-лазером использует газовую смесь, состоящую в основном из углекислого газа, азота и гелия. При прохождении электрического тока через эту смесь молекулы CO2 испускают инфракрасный свет с длиной волны около 10 600 нанометров. Такая длина волны чрезвычайно хорошо поглощается органическими материалами, что делает её идеальной для обработки дерева, акрила, кожи, тканей, стекла и бумаги.
Согласно OMTech cO2-лазеры обеспечивают соотношение выходной мощности к мощности накачки до 20 %, обеспечивая беспрецедентные показатели при точной резке. Скорость гравировки может достигать 500 мм/с, а толщина материалов, поддающихся резке, составляет до 0,61 дюйма для дерева и до 1 дюйма для акрила.
Универсальность имеет свою цену. Стоимость систем на основе CO2, как правило, варьируется от 500 долларов США за любительские установки начального уровня до 60 000 долларов США за промышленное оборудование. Кроме того, такие системы требуют регулярного технического обслуживания — включая замену трубок с CO2 — и потребляют больше электроэнергии по сравнению с другими типами лазеров. Тем не менее, для предприятий, специализирующихся на обработке неметаллических материалов, такие инвестиции окупаются за счёт высокой скорости и качества обработки.
Преимущества волоконного лазера для обработки металлов
Если в вашем проекте используются сталь, алюминий, латунь или другие металлы, волоконные лазеры становятся бесспорным выбором. Эти твёрдотельные системы генерируют лазерное излучение с помощью оптических волокон, легированных редкоземельными элементами, такими как иттербий или эрбий.
В чём преимущество волоконных лазеров при обработке металлов? Их длина волны 1064 нм идеально соответствует коэффициенту поглощения металлов. В то время как CO2-лазеры испытывают трудности при работе с отражающими металлическими поверхностями, волоконные лазеры обеспечивают исключительно эффективную резку нержавеющей стали, алюминия и меди. Скорость маркировки достигает 7000 мм/с — что значительно выше, чем у CO2-аналогов.
Помимо скорости, волоконные лазеры обладают практическими преимуществами, важными для производственных условий:
- Длительная продолжительность жизни — Среднее время наработки на отказ превышает 100 000 часов
- Низкое Обслуживание — Отсутствие газовых трубок и зеркал, требующих замены
- Энергоэффективность — Более высокий коэффициент электрического КПД по сравнению с CO₂-системами
- Компактный Дизайн — Меньшие габариты и функции, такие как автоматическая фокусировка
Компромисс? Волоконные лазеры отлично справляются с обработкой металлов, но плохо подходят для органических материалов, таких как дерево и кожа. Если ваша работа охватывает обе категории материалов, вам, скорее всего, потребуется доступ к нескольким типам лазеров — или же система с двумя лазерами, объединяющая возможности волоконного и диодного лазеров.
Диодные лазеры для начинающих
Звучит сложно? Для любителей и новичков диодные лазеры представляют собой наиболее доступный способ начать работу с лазерной гравировкой. Эти компактные системы используют полупроводниковые материалы для генерации лазерного излучения — аналогично технологии лазерных указок, но значительно более мощную.
Гравировальные станки с диодным лазером обычно стоят от 150 до 2000 долларов США, что делает их доступными по цене для домашних мастерских. Их компактные размеры — некоторые модели весят всего 100 граммов вместе с радиатором — позволяют легко разместить их на любом верстаке. Энергоэффективность составляет 30–50 %, что выше, чем у аналогов на основе CO₂, и обеспечивает управляемые эксплуатационные расходы.
Что можно выполнить с помощью диодного лазера? Эти системы эффективно выполняют гравировку по дереву, коже, бумаге и некоторым непрозрачным акрилам. Специализированные модели диодных лазеров способны даже маркировать металлы, такие как нержавеющая сталь и алюминий. Однако ограничения по мощности — обычно от 1 Вт до 20 Вт — снижают глубину реза и скорость по сравнению с лазерами на основе CO₂ или волоконными лазерами.
Согласно xTOOL диодные лазеры подходят в тех случаях, когда основные задачи связаны с обработкой дерева и кожи на невысоких скоростях. Для более толстых материалов потребуется несколько проходов, чтобы достичь результата, который лазерная гравировальная машина на основе CO₂ выполнит за один проход.
Помимо этих трёх основных типов, для специализированных применений иногда требуются дополнительные технологии. УФ-лазеры работают на длинах волн 355 нм и создают маркировку посредством фотохимических реакций, а не теплового воздействия — это идеально подходит для чувствительных материалов, к которым предъявляются строгие требования по минимальному тепловому повреждению. Лазеры на неодимовом иттрий-алюминиевом гранате (Nd:YAG) обеспечивают высокое качество лазерного пучка для точной промышленной резки, однако их сложные требования к техническому обслуживанию и более высокая стоимость эксплуатации ограничивают их широкое распространение.
Сравнение лазерных технологий
При оценке вариантов — будь то выбор онлайн-услуги или приобретение оборудования — данное сравнение помогает подобрать технологию, соответствующую вашим конкретным требованиям:
| Тип лазера | Лучшие материалы | Типовой диапазон мощности | Общие применения | Относительная стоимость |
|---|---|---|---|---|
| Лазер CO2 | Дерево, акрил, кожа, стекло, ткань, бумага | 30 Вт – 150 Вт (для домашнего использования), до 400 Вт (промышленное применение) | Изготовление вывесок, архитектурных моделей, персонализированных подарков, раскрой текстиля | 500–60 000 долларов США |
| Лазерные волокна | Сталь, алюминий, латунь, медь, твёрдые пластики | 20 Вт – свыше 100 Вт (для маркировки/гравировки) | Маркировка металлов, промышленные детали, ювелирные изделия, автомобильные компоненты | Аналогично CO2 для начального уровня; дорого для промышленного класса |
| Диодный лазер | Дерево, кожа, бумага, некоторые виды пластика, покрытые металлы | 1 Вт – 20 Вт | Хобби-проекты, персонализация, мелкосерийное производство | 150–2000 долларов США |
| Лазер Nd:YAG | Металлы, керамика, специализированные промышленные материалы | Переменная величина (промышленные спецификации) | Точная промышленная резка, сварка, сверление | Высокая (промышленное оборудование) |
Обратите внимание, как совместимость с материалами определяет выбор технологии? Эта взаимосвязь становится ещё более важной при учёте ограничений по толщине, требований к качеству кромки и потребностей в скорости производства. Понимание этих факторов помогает эффективно взаимодействовать с исполнителями услуг — а также оценить, соответствуют ли их возможности требованиям вашего проекта.
Представьте выбор лазерного уровня и лазерной технологии как подбор инструментов под конкретные задачи. Вы не будете использовать кувалду для отделочных столярных работ. Аналогично, попытка резки металла с помощью CO2-лазера или гравировки дерева с помощью волоконной лазерной системы даёт неудовлетворительные результаты независимо от качества оборудования.
Разобравшись с основами лазерных технологий, следующий важнейший вопрос звучит так: какие материалы совместимы с какими лазерами и почему? Ответ выходит за рамки простых таблиц совместимости — он требует понимания того, как различные материалы взаимодействуют с определёнными длинами волн и уровнем мощности лазера.
Руководство по выбору материалов для лазерной резки и гравировки
Вы выбрали подходящую лазерную технологию — теперь наступает не менее важное решение: какие именно материалы вы будете резать или гравировать? Совместимость материалов определяет не только успех вашего проекта, но также влияет на качество кромок, скорость обработки и даже безопасность на рабочем месте.
Представьте выбор материала как подбор ингредиентов под метод приготовления. Вы не станете жарить мороженое во фритюре (по крайней мере, без специальной подготовки). Аналогично, попытка резать алюминий с помощью CO2-лазера или обрабатывать ПВХ любым лазером приведёт к разочаровывающим или опасным результатам.
Совместимость металлов и волоконных лазеров
Волоконные лазеры доминируют в обработке металлов, поскольку их длина волны 1064 нм эффективно поглощается металлическими поверхностями. Однако не все металлы ведут себя одинаково под воздействием лазерного луча. Понимание этих различий помогает выработать реалистичные ожидания и выбрать подходящих поставщиков услуг.
Согласно Accurl , станки для лазерной резки на основе волоконных лазеров способны обрабатывать впечатляющие диапазоны толщин в зависимости от уровня мощности. Ниже приведены возможности различных конфигураций мощности для распространённых металлов:
- Углеродистая сталь — Волоконный лазер мощностью 1000 Вт обеспечивает резку толщиной до 10 мм; при увеличении мощности до 6000 Вт достигается толщина резки до 25 мм
- Нержавеющая сталь — При мощности 1000 Вт максимальная толщина составляет 5 мм; при мощности 6000 Вт — до 20 мм для лазерной резки нержавеющей стали
- Алюминий – Ожидаемое максимальное значение — 3 мм при мощности 1000 Вт, увеличивается до 15 мм при мощности 6000 Вт
- Медь – Более сложная обработка из-за отражательной способности; при мощности 1000 Вт достигается толщина реза 3 мм, а при 6000 Вт — 8 мм
Что влияет на эти пределы? Ключевую роль играют плотность материала и теплопроводность. Более высокая плотность и температура плавления нержавеющей стали требуют большей энергии по сравнению с алюминием. Исключительная теплопроводность меди обеспечивает быстрое рассеивание тепла, что требует более высоких уровней мощности для достижения аналогичной толщины реза.
Для точной обработки тонких материалов — например, корпусов электронных устройств или компонентов ювелирных изделий — волоконные лазеры превосходно подходят для листов толщиной менее 1 мм. Минимальная ширина реза (траектория резания) позволяет создавать сложные узоры, недостижимые при использовании традиционных методов обработки.
Органические материалы для обработки CO₂-лазером
При переходе к органическим материалам основным инструментом становятся CO₂-лазеры. Их длина волны 10 600 нм чрезвычайно эффективно поглощается углеродсодержащими веществами, обеспечивая чистый рез и чёткую гравировку.
К распространённым материалам, подходящим для обработки CO₂-лазером, относятся:
- Дерево и фанера – Проекты из дерева с лазерной резкой варьируются от декоративных вывесок до функциональных прототипов; для изготовления крупных архитектурных моделей хорошо подходят фанерные листы размером 4×8 футов
- Акрил и плексиглас – Акриловые листы прекрасно режутся, обеспечивая полированные кромки с эффектом «огневой» обработки; лазерная резка акрила широко применяется при изготовлении вывесок, дисплеев и ювелирных изделий
- Кожа – Натуральная и искусственная кожа гравируются с исключительной детализацией для создания индивидуальных аксессуаров
- Бумага и картон – Сложные свадебные приглашения, прототипы упаковки и художественные изделия
- Ткань – Хлопок, фетр и полиэстер чисто режутся без осыпания краёв
- Стекло – Только гравировка (резка не выполняется); CO₂-лазеры создают матовый эффект на поверхности стекла, однако для резки стеклянных фигурок по-прежнему необходим традиционный стеклорез
Ограничения по толщине зависят от плотности материала. Плексигласовые листы толщиной до 25 мм успешно режутся на промышленных CO₂-системах, тогда как для дерева максимальная толщина, обеспечивающая чистый однопроходный рез, обычно составляет около 15 мм. Более толстые материалы требуют многопроходной резки или применения альтернативных методов обработки.
Качество материала имеет существенное значение. Массив дерева с равномерным рисунком древесины даёт более предсказуемые результаты по сравнению с породами, содержащими сучки или смолистые включения. Литой акрил обеспечивает превосходное качество кромок по сравнению с экструдированными аналогами. При заказе материалов для лазерной обработки , указывайте лазерные марки материалов, если они доступны.
Материалы, которые следует избегать
Некоторые материалы категорически запрещено подавать в лазерный станок — не потому, что их невозможно разрезать, а потому, что процесс создаёт серьёзные опасности.
Важное предупреждение по технике безопасности: ПВХ (поливинилхлорид) при лазерной резке выделяет токсичный хлористый газ. Этот газ наносит вред как дыхательной системе человека, так и компонентам лазерного оборудования. Никогда не обрабатывайте ПВХ, винил или материалы, содержащие хлорсодержащие соединения, на любом лазерном станке.
Согласно рекомендациям Xometry, поликарбонат вызывает иные, но не менее серьёзные проблемы. Вместо чистого реза поликарбонат плавится, образуя некачественные кромки и создавая потенциальную пожароопасность. Если для вашего применения требуется поликарбонат, рассмотрите альтернативные методы изготовления или замените его акрилом, если это допускают требуемые свойства.
Дополнительные материалы, требующие осторожности:
- Пластик ABS – При нагревании выделяет соединения цианида; лазерная обработка полностью запрещена
- ПНД и полипропилен – Плавятся вместо резки; кромки остаются липкими и непрофессионального вида
- Стекловолокно – Выделяют вредные частицы; при обработке требуется специализированная фильтрация
- Покрытые или обработанные материалы – Состав неизвестных покрытий может включать хлор или другие опасные соединения
Если вы сомневаетесь в безопасности материала, запросите перед обработкой документ по безопасности материалов (MSDS). Надёжные онлайн-сервисы лазерной обработки ведут списки запрещённых материалов и откажутся выполнять заказы, связанные с опасными веществами — тем самым обеспечивая защиту как своего оборудования, так и вашей безопасности.
Понимание совместимости материалов представляет собой базовые знания для успешного выполнения лазерных проектов. Однако даже при идеальном выборе материалов результаты работы во многом зависят от ещё одного критически важного фактора: того, как вы готовите и форматируете файлы с дизайнами для лазерной обработки.
Подготовка файлов с дизайнами для онлайн-услуг лазерной обработки
Вы выбрали подходящую лазерную технологию и совместимые материалы — теперь наступает этап, на котором большинство проектов либо успешно завершаются, либо терпят неудачу: подготовка файлов. Красивый дизайн ничего не значит, если лазерная установка не сможет корректно интерпретировать ваши инструкции. Разница между отклонённым файлом и безупречным резом зачастую определяется пониманием того, какие именно данные требуются от ваших цифровых дизайнов лазерными системами.
Представьте свой файл с дизайном как кулинарный рецепт. Лазерный станок — это чрезвычайно точный повар, но он выполняет инструкции буквально. Предоставьте расплывчатый или плохо оформленный рецепт — и вы получите неожиданный результат или вовсе получите отказ в обработке заказа.
Форматы файлов, поддерживаемые сервисами
Онлайн-услуги лазерной резки, такие как Xometry и SendCutSend, принимают различные форматы файлов, однако не все форматы подходят для одной и той же цели. Понимание того, почему определённые форматы работают корректно, помогает избежать разочаровывающих отказов в приёме заказов.
Согласно American Laser Cutter наиболее важное требование — предоставление векторных файлов вместо растровых изображений. Практически это означает следующее:
| Формат файла | Тип | Лучшее применение | Ключевые моменты |
|---|---|---|---|
| SVG | Вектор | Контурная резка и гравировка | Масштабируемость без потери качества; широкая совместимость |
| DXF | Вектор | Точные траектории резки | Промышленный стандарт для проектов на основе САПР; отлично подходит для технической работы |
| Al | Вектор | Профессиональная дизайн-работа | Родной формат Adobe Illustrator; сохраняет слои и настройки |
| Векторный (при правильном экспорте) | Универсальный формат для обмена | Должен содержать реальные векторные контуры, а не встроенные изображения | |
| PNG/JPG | Растровый | Гравировка фотографий и сложных изображений | Не может использоваться для резки; разрешение влияет на качество |
Почему векторные форматы имеют такое большое значение? Растровые изображения, такие как JPEG и PNG, состоят из пикселей — крошечных цветных квадратов, которые выглядят чёткими на экране, но не содержат информации о контурах. Лазерный станок не может следовать по пиксельной сетке: ему требуются чётко определённые линии для обработки. Векторные файлы математически описывают фигуры как точки и кривые, задавая лазеру точные координаты для перемещения.
Для лазерной гравировки дерева или создания изделий из гравированного стекла растровые изображения подходят, поскольку лазер заполняет области сжиганием по заданному узору. Однако при любой операции резки — или при точной гравировке контуров — использование векторных файлов обязательно.
Правила проектирования для чистой резки
Помимо формата файла, на качество резки и конечный результат также влияет соблюдение ряда принципов проектирования.
Компенсация ширины реза
Каждый лазерный луч имеет ширину — обычно от 0,1 мм до 0,3 мм в зависимости от оборудования и настроек. Эта ширина реза, называемая «керф», приводит к удалению материала из вашего проекта. Если вы спроектировали квадрат со стороной 50 мм, готовая деталь будет несколько меньше, поскольку лазер испарил материал со всех сторон. Для точного совмещения или взаимозаменяемых элементов сместите линии реза наружу на половину ширины керфа.
Минимальные размеры элементов
Лазерные системы имеют физические ограничения по минимальному размеру, который они могут надёжно вырезать. Внутренние углы не могут быть идеально острыми — их радиус соответствует диаметру лазерного луча. Текст высотой менее 3 мм зачастую становится нечитаемым. Отверстия диаметром меньше толщины материала могут быть вырезаны неровно. При работе над интегрированным проектом с мелкими деталями уточните у своего поставщика услуг минимальные требования к габаритам элементов.
Толщина линий и разделение слоёв
Последовательная организация линий предотвращает путаницу при обработке. Стандартный подход предусматривает цветовую кодировку:
- Красные линии — траектории реза (лазер прорезает материал полностью)
- Синие линии – Траектории гравировки (маркировка на светлой поверхности)
- Черная заливка – Области гравировки
Это соглашение работает в большинстве программного обеспечения для лазерных станков, включая LightBurn. При комбинированной лазерной гравировке и резке дерева разделение этих операций на отдельные слои гарантирует, что станок выполнит их с соответствующими значениями мощности и скорости.
Предотвращение дорогостоящих ошибок в файлах
Некоторые ошибки встречаются регулярно в отклонённых файлах. Знание того, что необходимо проверить перед отправкой, экономит время и предотвращает необоснованные заказы.
- Закройте все контуры – Незамкнутые линии приводят к неполной резке. Каждая фигура, предназначенная для резки, должна представлять собой непрерывный замкнутый контур без разрывов между начальной и конечной точками.
- Устраните дублирующиеся линии – Перекрывающиеся контуры заставляют лазер дважды прорезать одно и то же место, что может привести к прожигу материала или образованию обугленных кромок.
- Преобразуйте текст в контуры – Шрифты должны быть преобразованы в контуры, чтобы режущее устройство интерпретировало их как геометрические фигуры. В противном случае отсутствие шрифтов в производственной системе приведёт к исчезновению текста или его некорректной замене.
- Проверьте масштаб и единицы измерения – Дизайн в масштабе 1:1 (реальный размер). Круг диаметром 100 мм должен точно соответствовать 100 мм в вашем файле. Убедитесь, что в вашем программном обеспечении используются единообразные единицы измерения — одновременное использование дюймов и миллиметров приводит к катастрофическим ошибкам масштабирования.
- Удалите скрытые объекты – Встроенные изображения, неиспользуемые слои или объекты за пределами рабочей области могут вызвать сбои в программном обеспечении обработки или необоснованно увеличить сложность файла.
- Упростите сложные кривые – Избыточное количество опорных точек замедляет обработку и может привести к перегреву материалов. Плавные кривые с меньшим числом узлов обеспечивают идентичный результат более эффективно.
- Просмотр перед отправкой – Запустите свой дизайн в режиме предварительного просмотра в программном обеспечении для лазерной резки, чтобы убедиться, что траектории реза отображаются корректно и отсутствуют неожиданные элементы.
Согласно Craft Closet , проверка на обрезках материала до начала работы над финальным проектом позволяет избежать порчи качественных материалов — это правило действует как при использовании опции предварительной проверки онлайн-сервиса, так и при работе на собственном оборудовании.
Программные решения для подготовки файлов
Вам не нужен дорогостоящий профессиональный софт для создания файлов, готовых к лазерной обработке. Существуют варианты на любой бюджет:
Профессиональные инструменты
- Adobe Illustrator — Отраслевой стандарт векторного проектирования; отличный контроль точности и широкие возможности экспорта
- Fusion 360 — Доступен бесплатно как Fusion 360 для хобби-пользователей и стартапов; объединяет CAD-моделирование с экспортом в формат DXF для лазерной резки
- CorelDRAW — Популярен среди пользователей CO₂-лазеров; мощные функции векторного редактирования и компоновки
Бесплатные альтернативы
- Inkscape — Мощный векторный редактор с полным набором функций; позволяет экспортировать файлы SVG и DXF, совместимые с любым сервисом лазерной обработки
- LightBurn — Платное ПО, но с бесплатным пробным периодом; разработано специально для лазерных задач с встроенным управлением слоями резки/гравировки
- LaserGRBL — Полностью бесплатное программное обеспечение для лазерной обработки; хорошо работает с диодными лазерами на базе GRBL для гравировки
Какое бы программное обеспечение вы ни выбрали, основные принципы остаются неизменными: замкнутые контуры, корректный масштаб, организованные слои и чистая векторная геометрия. Освоив эти базовые принципы, вы сможете успешно обрабатывать свои файлы независимо от выбранного онлайн-сервиса лазерной обработки.
Имея на руках правильно подготовленные файлы, вы готовы отправить свой проект — но как оценить, справедлива ли предложенная цена? Понимание факторов, влияющих на стоимость лазерных услуг, помогает принимать обоснованные решения и оптимизировать конструкции с учетом бюджетных ограничений.
Расшифровка цен на лазерные услуги и анализ факторов ценообразования
Ваши конструкторские файлы готовы. Материал выбран. Теперь возникает вопрос, ответ на который хотят получить все, но который немногие сервисы объясняют чётко: сколько это действительно будет стоить? Понимание расценок на лазерную резку — это не запоминание прайс-листов, а осознание тех переменных, которые находятся под вашим контролем, и того, как каждое принятое решение влияет на итоговую сумму счёта.
В отличие от покупки готовых изделий, ценообразование в сфере лазерных услуг строится на матрице взаимосвязанных факторов. Измените один параметр — и другие также изменятся. Давайте подробно разберём, что именно определяет стоимость, чтобы вы могли грамотно оценивать коммерческие предложения и оптимизировать свои проекты с учётом бюджетных ограничений.
Что влияет на стоимость лазерной резки
Согласно Komacut, основными факторами, влияющими на стоимость лазерной резки, являются тип материала, его толщина, сложность конструкции, время резки, трудозатраты и процессы отделки. Каждый из этих элементов влияет на общую стоимость, поскольку определяет требуемую эффективность и объём ресурсов.
Представьте себе ценообразование как рецепт с несколькими ингредиентами: измените один — и конечное блюдо кардинально изменится. Ниже приведено, как каждый фактор влияет на вашу смету:
Тип и толщина материала
Выбор материала закладывает основу для каждого расчёта стоимости. Резка нержавеющей стали требует больше энергии и времени по сравнению с резкой углеродистой стали, что делает её изначально более дорогостоящей. Увеличение толщины материала усиливает этот эффект: требуется снижение скорости резки, повышение потребления мощности и возрастает износ оборудования.
При сравнении услуг лазерной резки металлов следует ожидать значительных различий в цене, обусловленных исключительно выбором материала. Недорогой лист низкоуглеродистой стали обрабатывается быстрее, чем эквивалентный лист алюминия, который интенсивно отводит тепло и требует корректировки технологических параметров. Драгоценные металлы или специальные сплавы влекут за собой дополнительные затраты на материал, которые значительно превышают стоимость обработки.
Сложность конструкции и длина контура реза
Каждой вырезаемой детали соответствует точка пробоя — место, в котором лазер начинает резку. Увеличение числа точек пробоя и удлинение общего пути реза напрямую увеличивают время обработки. Согласно A-Laser , простая шайба с общей линейной длиной контура 300 мм обрабатывается быстрее, чем та же самая длина 300 мм, распределённая по сложным элементам с острыми углами.
Почему? Сложные геометрические формы вынуждают лазер снижать скорость при прохождении углов и изменении направления движения. Тонкие детали с множеством мелких элементов требуют повышенной точности, что увеличивает как время работы станка, так и затраты операторского времени.
Эффективность подготовки и размещения заготовок
Для каждой работы требуется настройка станка — загрузка материалов, настройка параметров лазера и программирование траекторий резки. Эти фиксированные затраты распределяются на весь объём заказа. Независимо от того, заказываете ли вы одну деталь или сто, первоначальные затраты на настройку остаются неизменными.
Эффективная компоновка — размещение деталей максимально близко друг к другу на листах материала — позволяет максимизировать его использование и сократить отходы. Сервисы, использующие передовое программное обеспечение для компоновки, автоматически оптимизируют расположение деталей, однако индивидуальные требования к компоновке или ограничения по ориентации деталей могут увеличить стоимость.
Понимание ценообразования в зависимости от допусков
Какой уровень точности требуется для вашего проекта? Этот вопрос существенно влияет на стоимость. Стандартные допуски — как правило, ±0,127 мм — позволяют осуществлять обработку быстрее при использовании базовых процедур контроля качества. Более жёсткие допуски требуют снижения скорости резки, дополнительной настройки лазера и более тщательного контроля.
Согласно A-Laser, простая шайба обходится дороже при необходимости проведения инспекции по уровню AQL с допуском ±0,0254 мм по сравнению с инспекцией первой и последней детали с допуском ±0,127 мм. Разница обусловлена временем — как временем работы станка для точной резки, так и трудозатратами на проверку.
Для услуги резки акрила при обработке декоративных элементов обычно достаточно стандартных допусков. Однако функциональные детали, требующие точной подгонки — например, сборочные узлы или механические компоненты — оправдывают дополнительные затраты на более жёсткие технические требования.
| Коэффициент | Влияние на цену | Советы по оптимизации |
|---|---|---|
| Тип материала | Высокий — специальные материалы стоят значительно дороже обычных сталей | Заменяйте материалы на эквивалентные, если их свойства позволяют; рассмотрите возможность использования углеродистой стали вместо нержавеющей для некритичных применений |
| Толщина материала | Умеренный — высокий — более толстые заготовки требуют снижения скорости резки и большей мощности | Используйте минимальную толщину, удовлетворяющую конструктивным требованиям; более тонкие листы обрабатываются быстрее |
| Сложность конструкции | Умеренный — сложные элементы увеличивают время резки | Упростите геометрию там, где это возможно; сократите ненужные вырезы и внутренние элементы |
| Требования к допускам | Средняя — высокая — более жёсткие технические требования предполагают точную резку и контроль | Указывайте строгие допуски только для критически важных размеров; в остальных случаях допускайте стандартные допуски |
| Количество | Высокая — затраты на подготовку распределяются на количество единиц; при крупных заказах цена за единицу снижается | По возможности объединяйте заказы; рассмотрите возможность предварительного заказа при регулярной потребности |
| Время выполнения | Средняя — срочные заказы влекут дополнительную плату | Планируйте заранее с учётом стандартных сроков изготовления; по возможности избегайте ускоренной обработки |
| Завершающие процессы | Переменная — заусенецоудаление, порошковое покрытие и другие виды послепроизводственной обработки увеличивают стоимость | Оцените, какие этапы отделки являются обязательными, а какие — необязательными для вашего применения |
Когда применяются скидки за объём
Заказ партии становится экономически выгодным, когда объем вашего проекта достигает определенных пороговых значений. Согласно SendCutSend, скидки за объем достигают 70 % при заказе крупных партий — это существенное снижение стоимости, кардинально меняющее экономическую модель проекта.
Экономическая выгода объясняется тем, что серийное производство минимизирует простои. Непрерывная работа лазерного станка в течение нескольких часов или даже нескольких смен резко снижает себестоимость часа работы. Настройка выполняется один раз, оптимизация размещения деталей на листе максимизирует эффективность использования материала, а операторы поддерживают стабильный ритм работы без переключения между различными задачами.
Когда заказ партии становится целесообразным для ваших проектов?
- Повторяющиеся детали – Если вам регулярно требуются одни и те же компоненты, то заказ квартальных партий выгоднее ежемесячных мелких заказов
- Презентация продуктов – Заранее фиксируйте более высокие объемы при предсказуемом спросе
- Доработка прототипов – После завершения разработки и изготовления опытных образцов в рамках НИОКР перейдите к серийному производству по ценам для массового выпуска
- Оптимизация материалов – Крупные заказы оправдывают закупку целых листов материала, что снижает плату за отходы
Для справки: опубликованные примеры SendCutSend показывают стоимость материала и лазерной резки от 2,28 долл. США за небольшую деталь размером 2,56 × 1,82 дюйма, при этом цена возрастает в зависимости от сложности — добавляется 0,80 долл. США за зачистку кромок, 7,15 долл. США за каждый изгиб или 11,54 долл. США за порошковое покрытие. Эти дополнительные операции быстро накапливаются, делая скидки на объём заказа базовой резки ещё более ценными.
Имейте в виду, что стоимость единицы продукции для целей НИОКР, как правило, выше, поскольку многие сервисы устанавливают минимальные объёмы заказа. Переход от цен на прототипы к ценам на серийное производство представляет одну из крупнейших возможностей оптимизации затрат.
Хотя конкретные цены SendCutSend и тарифы других поставщиков колеблются в зависимости от конъюнктуры рынка материалов и загрузки производственных мощностей, понимание этих базовых факторов помогает вам осмысленно сравнивать коммерческие предложения. Вы сможете отличить обоснованно высокую цену, отражающую реальную сложность изделия, от ситуации, когда вы переплачиваете, — а также определить, какие изменения в конструкции обеспечат наибольшую экономию.
Поняв основы ценообразования, вы готовы принимать обоснованные решения относительно своего производственного подхода. Однако ценообразование представляет собой лишь одно измерение более широкого вопроса: следует ли пользоваться онлайн-услугами, инвестировать в программное обеспечение для собственного оборудования или приобретать специализированные лазерные системы?
Выбор между услугами, программным обеспечением и оборудованием
Вы знакомы с лазерными технологиями, материалами, подготовкой файлов и ценообразованием. Теперь наступает момент принятия ключевого решения, определяющего весь ваш подход: следует ли передавать задачи онлайн-сервисам лазерной обработки, использовать собственное оборудование с выделенным программным обеспечением или полностью инвестировать в покупку лазерных станков?
Каждый из этих вариантов отвечает разным потребностям. Неправильный выбор означает либо переплату за функциональные возможности, которые вам не нужны, либо столкновение с ограничениями, тормозящими выполнение ваших проектов. Давайте создадим структуру, позволяющую подобрать оптимальное решение под вашу конкретную ситуацию.
Когда целесообразно использовать онлайн-услуги
Аутсорсинг услуг лазерной резки онлайн позволяет избежать капитальных вложений и при этом обеспечивает результат профессионального уровня. Для многих мастеров и компаний это наиболее разумный способ входа на рынок — а зачастую и окончательное решение.
Согласно SendCutSend, аутсорсинг является идеальной альтернативой ответственности, связанной с покупкой и эксплуатацией собственного лазерного станка. Нет крупных первоначальных затрат. Нет необходимости в техническом обслуживании оборудования. Не требуется специальная подготовка персонала.
Когда использование сторонних услуг становится экономически целесообразным?
- Единичные проекты и прототипы — Тестирование конструкций перед запуском серийного производства подразумевает заказ небольших партий. Сторонние сервисы взимают плату за каждое изделие и не штрафуют за низкие объёмы, в отличие от владения оборудованием.
- Эпизодические производственные потребности — Если лазерная резка составляет лишь небольшую долю вашей деятельности, оборудование простаивает большую часть времени. Простаивающее оборудование не приносит дохода, но занимает площадь и требует технического обслуживания.
- Доступ к передовым технологиям — Крупные производители оправдывают использование передовых высокомощных волоконных лазеров тем, что их производительность позволяет быстро достичь точки окупаемости инвестиций. При аутсорсинге ваши детали обрабатываются на оборудовании, обеспечивающем более жёсткие допуски и более высокое качество по сравнению со средними по классу станками, которые могут позволить себе большинство небольших мастерских.
- Упрощение соблюдения нормативных требований — Согласно информации SendCutSend, владельцам лазерных станков необходимо получать специальные разрешения от Агентства по охране окружающей среды (EPA), Управления по охране труда (OSHA), пожарного инспектора и других местных органов власти. При аутсорсинге вся ответственность за соответствие требованиям полностью перекладывается на вашего поставщика.
Компромисс заключается в сроке выполнения заказа. Многие производители изготавливают детали в течение нескольких недель, хотя некоторые работают в режиме 2–4 дня. Если ваш проект требует итераций в тот же день — многократной корректировки конструкции и тестирования в течение нескольких часов — воспользоваться внешними услугами означает столкнуться с задержками, которых можно избежать при собственном владении оборудованием.
Программные решения для владельцев оборудования
Возможно, у вас уже есть лазерный гравировальный станок или вы планируете его приобрести. В этом случае программное обеспечение становится вашим ключевым интерфейсом между дизайном и физическим результатом. Правильное ПО раскрывает потенциал оборудования; неподходящий выбор создаёт раздражающие ограничения.
Лазерные гравировальные станки требуют управляющего программного обеспечения, которое преобразует ваши файлы дизайна в точные команды перемещения и управления мощностью. Варианты варьируются от бесплатных решений до профессиональных пакетов стоимостью сотни долларов.
Бесплатные и базовые варианты
- LaserGRBL — Полностью бесплатное программное обеспечение, предназначенное для контроллеров на базе GRBL, распространённых в диодных лазерах и базовых CO₂-системах. Хорошо справляется с простой гравировкой, но не обладает расширенными функциями для сложных операций резки.
- K40 Whisperer — Бесплатное решение, специально разработанное для CO₂-лазеров типа K40. Заменяет проблемное штатное ПО более надёжной системой управления.
- Inkscape с плагином J Tech — Объединяет бесплатный векторный графический редактор с возможностями вывода на лазер для базовых операций.
Профессиональное управляющее программное обеспечение
- LightBurn — Любимое решение в отрасли для серьёзных любителей и небольших предприятий. Поддерживает большинство типов лазеров, обладает превосходным управлением слоями, функциями предварительного просмотра и прямым управлением станком. Разовая покупка — около 60–120 долларов США в зависимости от уровня лицензии.
- RDWorks — Распространённое ПО для CO₂-лазерных гравировальных станков с контроллером Ruida. Входит в комплект поставки многих станков, однако имеет более крутую кривую обучения по сравнению с LightBurn.
- LaserCAD — Программное обеспечение профессионального уровня для промышленного применения с расширенными функциями автоматической укладки (nesting) и производственными возможностями.
При выборе программного обеспечения для вашей гравировальной установки убедитесь в его совместимости с конкретным типом используемого контроллера. Системы на базе GRBL, контроллеры Ruida и проприетарные системы требуют соответствующего ПО. Приобретение оборудования без предварительной проверки совместимости ПО приводит к неудобным и трудоёмким обходным решениям.
Покупка собственного лазерного оборудования
Владение оборудованием оправдано, когда объём производства окупает инвестиции — а также когда вы способны обеспечить необходимую инфраструктуру, о которой многие покупатели забывают.
Согласно SendCutSend, промышленные лазерные станки для резки стоят от 250 000 долларов США за компактные маломощные установки до более чем 2 миллионов долларов США за высокомощные волоконные лазеры с системами автоматизации. Даже базовые CO₂-лазерные станки, способные резать тонкие металлы, начинаются от 15 000 долларов США.
Требования к пространству
Настольный лазерный станок помещается на рабочем столе, однако для серьёзного производства требуется больше, чем просто площадь, занимаемая станком. Согласно SendCutSend, наиболее эффективными размерами заготовок могут быть листы 4'×4', 4'×10' или даже 5'×12'. Хранение и обработка заготовок таких размеров требуют выделенного пространства, специализированного оборудования (например, погрузчиков) и специальной подготовки операторов.
Вентиляция и техника безопасности
Каждый лазерный станок выделяет пары, требующие отвода. CO₂-лазерные станки при обработке органических материалов образуют дым и твёрдые частицы. Волоконные лазерные гравировальные системы при резке металлов выделяют иные, но не менее опасные вещества. Правильная вентиляция предполагает либо непосредственный выброс воздуха наружу, либо использование фильтрационных систем, стоимость которых составляет тысячи долларов США.
Техническое обслуживание и расходные материалы
Согласно Esprit Automation машины с волоконным лазером требуют от оператора минимального технического обслуживания, однако регулярное сервисное обслуживание (1–4 раза в год) настоятельно рекомендуется. Для CO₂-лазеров требуется более частое внимание: замена лазерных трубок, юстировка зеркал и очистка линз приводят к дополнительным затратам и простою оборудования.
Кривая обучения
Эффективное управление лазерным станком требует нескольких месяцев практики. Согласно компании Esprit Automation, процесс обучения может занять несколько месяцев, поэтому при покупке оборудования критически важна поддержка клиентов. Помимо базового управления станком, оптимизация параметров резки для различных материалов требует экспериментов и практического опыта.
Электропитание и вспомогательные газы
Потребление электроэнергии возрастает пропорционально мощности лазера. Электрический КПД CO₂-лазеров составляет лишь 10 % по сравнению с 45 % у волоконных лазеров. Для резки также требуются вспомогательные газы — кислород или азот, — причём их расход увеличивается с ростом толщины обрабатываемого материала. При интенсивном использовании азота инвестиции в азотный генератор могут снизить долгосрочные затраты.
Сравнение рамок принятия решений
Это сравнение помогает подобрать оптимальный путь в соответствии с вашей ситуацией:
| Опция | Лучший выбор для | Первоначальные инвестиции | Постоянные расходы | Необходимый навык |
|---|---|---|---|---|
| Онлайн-услуги | Создание прототипов, эпизодические потребности, доступ к премиальным результатам без капитальных вложений | $0 | Ценообразование по проекту; возможны скидки при большом объёме | Низкий — только подготовка файлов |
| Программное обеспечение + собственное оборудование | Регулярное производство, быстрая итерация, полный творческий контроль | от 500 до 60 000 долларов США и выше в зависимости от класса оборудования | Материалы, техническое обслуживание, электроэнергия, расходные материалы, лицензии на программное обеспечение | Средний — высокий — эксплуатация и оптимизация оборудования |
| Настольный лазерный резак | Любители, мелкомасштабная персонализация, обучение | $150–$2000 за диод; $500–$5000 за входной CO2 | Низкие эксплуатационные затраты; материалы; решения для вентиляции | Низкий — умеренный уровень сложности — доступная кривая обучения |
| Промышленный волоконный лазер | Высокопроизводительное производство металлических изделий, профессиональные цеха по обработке металла | $250,000–$2,000,000+ | Персонал (2–3 человека на смену), сервисные контракты, газ, электроэнергия, хранение материалов | Высокий — требуются специально обученные операторы |
| Промышленный CO2-лазерный резак | Высокопроизводительная обработка органических материалов, производство вывесок | $15,000–$100,000+ | Замена трубок, обслуживание зеркал, газ, электроэнергия | Умеренный до высокого уровня — требуется регулярное техническое обслуживание и соответствующие знания |
Принятие решения
Согласно HF-лазер компании с постоянными и высокими объёмами лазерной резки могут сочтать более экономически выгодным иметь собственную установку на месте. Внутренние услуги обеспечивают быструю реализацию заказов и немедленную корректировку проектов. Однако если ваш объём производства слишком мал для непрерывной эксплуатации промышленного оборудования, аутсорсинг позволяет сэкономить время, площадь и деньги.
Задайте себе следующие вопросы:
- Как часто мне понадобится лазерная резка? — Еженедельные потребности оправдывают приобретение оборудования; проекты, выполняемые раз в месяц или раз в квартал, лучше поручать сторонним услугам.
- Могу ли я выделить помещение? — Даже настольный лазерный резак требует системы вентиляции и устойчивой рабочей поверхности.
- Нужна ли мне итерация в тот же день? — Циклы быстрого прототипирования выигрывают от наличия внутренних возможностей.
- Каков мой интерес к обучению? — Владение оборудованием требует постоянного повышения квалификации.
- Смогу ли я выполнять техническое обслуживание? — Оборудование требует регулярного внимания; пренебрежение им ведёт к ухудшению качества продукции и дорогостоящему ремонту.
Многие успешные мастера комбинируют подходы: они используют онлайн-сервисы для лазерной резки металла, одновременно применяя настольный лазерный станок для обработки дерева и акрила. Такая гибридная стратегия позволяет использовать преимущества обоих путей, не ограничивая себя полным переходом на одно из решений.
Независимо от выбранного пути, знание того, как выявлять и устранять проблемы с качеством, гарантирует соответствие ваших проектов ожиданиям. Даже самое лучшее оборудование или сервисы иногда дают результаты, не соответствующие требованиям — умение устранять типичные неполадки превращает разочаровывающие сбои в возможности для обучения.
Устранение типичных проблем с качеством лазерной резки
Ваши файлы идеальны. Вы верно выбрали материал. Вы выбрали правильного поставщика услуг. Тем не менее готовые детали поступают к вам с обугленными кромками, геометрическими размерами, не соответствующими вашим техническим требованиям, или деформированными поверхностями. В чём причина?
Проблемы с качеством при лазерной резке и гравировке редко возникают из-за одной-единственной причины. Понимание взаимосвязи между материалами, настройками оборудования и условиями обработки помогает диагностировать возникшие проблемы — а также эффективно взаимодействовать с поставщиками услуг для предотвращения подобных ситуаций в будущих заказах.
Решение проблем качества кромок
Обугливание — наиболее заметный дефект качества при лазерной обработке. Согласно JustLaser, такие следы вызваны интенсивным тепловым воздействием лазерного луча, который не только режет или гравирует материал, но и может его обжечь. Эти следы проявляются преимущественно на кромках и в гравированных участках, где лазерный луч задерживается дольше.
При лазерной резке металла или обработке органических материалов качество кромок зависит от нескольких взаимосвязанных факторов:
- Уровень мощности слишком высок – Избыточная энергия обжигает материал за пределами контура реза. Решение: запросите снижение мощности с соответствующей корректировкой скорости или уточните у своего поставщика услуг, оптимизированы ли параметры для вашего конкретного материала.
- Скорость слишком низкая – Продолжительное время воздействия приводит к распространению тепла в окружающий материал. Решение: повышение скорости перемещения при соответствующем уровне мощности снижает термическое повреждение.
- Влажность материала – Влажная древесина или акрил, неправильно хранившийся в условиях повышенной влажности, даёт нестабильные результаты. Согласно JustLaser, влажная поверхность может привести к некорректному ослаблению лазерного луча в материале, что вызывает нежелательные следы обугливания.
- Загрязнённая линза или зеркала – Пыль и остатки дыма ослабляют энергию лазерного луча, вызывая размытые узоры или неполный рез. Согласно Bambu Lab регулярная очистка предотвращает рассеяние луча и повреждение оптических компонентов.
- Отсутствует воздушная подача — Подача сжатого воздуха в точку резки снижает образование дыма и оплавлений. Это обеспечивает значительно более чёткие и точные результаты как при гравировке, так и при резке.
При лазерной резке стали и других металлов вопросы качества кромки смещаются с оплавлений на окисление и образование шлака. Вспомогательный газ — кислород — формирует оксидные слои на кромках реза: это допустимо для некоторых применений, но создаёт проблемы при последующей сварке или отделке. Азот в качестве вспомогательного газа обеспечивает более чистые кромки, однако повышает себестоимость обработки.
Что делать, если оплавления появляются даже при правильных настройках? Согласно JustLaser, лёгкое шлифование зачастую удаляет поверхностное потемнение. При более глубоких оплавлениях может потребоваться аккуратное применение смывки для краски или дополнительные операции отделки.
Обеспечение размерной точности
В вашем чертеже указан круг диаметром 50 мм. Готовая деталь имеет размер 49,7 мм. Что произошло?
Проблемы с точностью размеров обычно связаны с одной из следующих причин:
- Не учтена ширина реза (керф) – Имейте в виду, что каждый лазерный луч имеет определённую ширину. Если при проектировании не была учтена толщина удаляемого материала, готовые детали будут иметь меньшие размеры по сравнению с заданными. Решение: примените компенсацию ширины реза (kerf) в файле проекта или уточните у поставщика услуг, применяет ли он стандартную компенсацию.
- Неправильная фокусировка – Согласно Bambu Lab, если вручную введённая толщина материала значительно отличается от фактической толщины заготовки, лазерный луч не будет правильно сфокусирован на обрабатываемой поверхности. Это приводит к неполному раскрою и отклонениям в геометрических размерах.
- Тепловое расширение – Крупногабаритные детали, обрабатываемые в течение продолжительного времени, могут расширяться в процессе резки, а затем сжиматься при охлаждении. В результате возникают незначительные, но измеримые изменения размеров.
- Несоответствие материала – Толщина листовых материалов может незначительно варьироваться по всей поверхности. Сервисы высокоточной лазерной резки проверяют соответствие заявленных характеристик материала, тогда как экономичные сервисы могут этого не делать.
Четкое указание требований к допускам предотвращает недопонимание. Указывайте критические размеры явно — не предполагайте, что стандартные допуски применимы повсеместно. Для функциональных деталей, требующих точной посадки, определите, какие размеры должны соблюдаться с высокой точностью, а какие могут допускать более широкие отклонения.
Согласно Bambu Lab, корректировка параметров «Spot Correction» (коррекция пятна) или «Cut Offset» (смещение реза) компенсирует ширину лазерного пятна и повышает точность размеров. При работе с услугами прецизионной лазерной резки уточните, применяются ли такие коррекции автоматически или вы должны учитывать их при подготовке файлов для изготовления.
Для травления внутри стекла или других специализированных видов гравировки согласованность глубины влияет как на точность размеров, так и на визуальное качество. Колебания плотности материала, наличия поверхностных покрытий или мощности лазера приводят к неравномерным результатам по всей гравируемой области.
Стратегии управления тепловыми нагрузками
Накопление тепла вызывает проблемы, выходящие за рамки ожогов. Тонкие материалы деформируются. На металлах образуются зоны термического влияния. Большие участки гравировки неравномерно меняют цвет.
Согласно Bambu Lab, деформация материала часто наблюдается при гравировке или резке на больших площадях, когда неравномерный нагрев приводит к его деформации. Решение? Поскольку деформация вызвана чрезмерным поглощением тепла, разделите несколько узоров на отдельные задания или периодически делайте паузы в процессе обработки. Это предотвращает чрезмерное поглощение тепла материалом за один раз.
Дополнительные стратегии управления теплом включают:
- Последовательность узоров — Выполняйте резку деталей по распределённым узорам, а не последовательно в смежных областях. Это позволяет уже вырезанным участкам остыть до того, как соседние резы добавят дополнительное тепло.
- Снижение мощности с несколькими проходами — Пониженные значения мощности выделяют меньше тепла за один проход. Для толстых материалов несколько лёгких проходов иногда дают лучший результат, чем один проход с высокой мощностью.
- Достаточный зазор между материалом и рабочим столом — Согласно информации от Bambu Lab, проверьте, не накопилось ли чрезмерное количество остатков под рабочей платформой. Регулярно очищайте её, чтобы дым и тепло могли свободно рассеиваться.
- Избегание перекрытия траекторий с опорными структурами — При пересечении траекторий резки с планками рабочей платформы отражённая энергия вызывает обесцвечивание нижней стороны материала. По возможности уменьшите перекрытие планок, не нарушая при этом устойчивости опорной конструкции.
При лазерной сварке и точной обработке металлов зоны термического влияния (ЗТИ) требуют особого внимания. В области, окружающей место реза или сварного шва, температура достигает значений, достаточных для изменения свойств материала без его плавления. Это приводит к неоднородности твёрдости, возникновению остаточных напряжений и потенциальному снижению прочности в затронутой зоне.
Управление зоной термического влияния (ЗТИ) при лазерной сварке и резке включает балансировку скорости, мощности и выбора вспомогательного газа. Повышение скорости резки снижает тепловложение на единицу длины. Повышенное давление вспомогательного газа обеспечивает более быстрое удаление расплавленного материала, ограничивая передачу тепла в окружающие области. Для критических применений последующая термообработка может нормализовать свойства материала в ЗТИ.
При заказе через онлайн-сервисы чётко сообщайте о своей чувствительности к ЗТИ. Применения, предполагающие последующую сварку, гибку или механическое нагружение вблизи резанных кромок, требуют более строгого контроля тепловложения по сравнению с декоративными изделиями, где ЗТИ не оказывает функционального влияния.
Понимание этих факторов качества превращает вас из пассивного заказчика в осведомленного партнера. Вы сможете отличать проблемы, вызванные решениями на этапе проектирования, от проблем, связанных с технологическим процессом, и будете знать, какие вопросы задавать, если полученные результаты не соответствуют ожиданиям. Эти знания особенно ценны при применении лазерных технологий в конкретных отраслевых задачах, где требования к качеству значительно различаются в зависимости от конечного применения.

Практическое применение в различных отраслях
Вы освоили технологию, материалы, подготовку файлов и контроль качества. Теперь давайте рассмотрим, как эти знания применяются на практике. Онлайн-услуги лазерной обработки стимулируют инновации практически во всех отраслях — от отдельных художников, создающих уникальные изделия, до транснациональных корпораций, производящих прецизионные компоненты в крупном масштабе.
Понимание этих областей применения помогает вам выявлять возможности для собственных проектов. Независимо от того, разрабатываете ли вы прототип нового продукта, создаёте презентации архитектурных решений или подбираете промышленные компоненты, ознакомление с тем, как другие используют лазерные технологии, может вдохновить вас на идеи, о которых вы ранее не задумывались.
Области применения быстрого прототипирования
Скорость решает всё в разработке продуктов — в частности, скорость перехода от концепции к физическому прототипу определяет, опередите ли вы конкурентов на рынке или прибудете туда слишком поздно.
Согласно JustLaser, лазерная обработка позволяет выполнять сложные резы и гравировку без замены инструмента и трудоёмкой переналадки оборудования. Геометрия детали может быть непосредственно взята из CAD-данных и сразу же перенесена на материал. Это устраняет недельные задержки, характерные для традиционных методов производства, связанные с подготовкой оснастки.
Почему это важно для прототипирования? Рассмотрим типичный цикл разработки продукта:
- Гибкость внесения изменений в дизайн — Каждая итерация прототипа требует лишь обновления файлов, а не дорогостоящей модификации штампов. Один из автомобильных клиентов сэкономил 12 000 долларов США на затратах на оснастку в ходе этапа создания прототипов, применив лазерную резку вместо традиционной штамповки.
- Обработка без повреждения материала — Поскольку при лазерной резке отсутствует физический контакт с заготовкой, чувствительные материалы остаются защищёнными. Деформации и механические напряжения не возникают, что гарантирует точность вашего прототипа.
- Экономика мелкосерийного производства — Лазерные технологии особенно эффективны при изготовлении прототипов и малых серий. Высокая воспроизводимость обеспечивает одинаковый высокий уровень качества для каждого отдельного прототипа без штрафов за минимальный объём заказа.
Согласно информации от Yicen Precision, быстрое прототипирование составляет 15 % их базы проектов. Для таких проектов модификации конструкции требуют лишь обновления файлов — без недельного ожидания изготовления нового инструмента. Когда вам необходима функциональная прототипная продукция в течение одной недели, станок с ЧПУ для лазерной резки, обрабатывающий ваши детали в течение ночи, кардинально меняет график разработки.
Станок для лазерной гравировки добавляет ещё одно измерение в процесс прототипирования. Помимо вырезания контуров, вы можете наносить на прототипные детали номера версий, маркировку для испытаний и инструкции по сборке непосредственно с помощью гравировки. Это оказывается чрезвычайно полезным при одновременном управлении множеством итераций конструкции.
Творческое и архитектурное применение
Зайдите в любую современную дизайн-студию — и вы повсюду встретите элементы, изготовленные методом лазерной резки: от изысканных ювелирных изделий до архитектурных макетов в масштабе, создание которых вручную попросту невозможно.
Согласно Accurl, технология лазерной резки стала неотъемлемой для производства вывесок, дисплеев и рекламных материалов, отличающихся как сложностью исполнения, так и привлекательностью для глаз. Эта технология обеспечивает уникальное сочетание точности, скорости и универсальности при создании визуально эффектных материалов.
Индивидуальные вывески представляют собой одно из крупнейших творческих применений данной технологии. Лазерный станок для резки металла превращает листовой металл в объёмные буквы, декоративные экраны и фирменные инсталляции. Высокая точность позволяет реализовывать детали дизайна, которые при использовании традиционных методов изготовления были бы экономически нецелесообразны.
Архитектурные применения выходят далеко за рамки вывесочного производства:
- Масштабные модели — Архитекторы используют лазерную резку для изготовления точных элементов зданий из акрила, фанеры и картона, создавая презентационные модели, наглядно демонстрирующие замысел проекта
- Декоративные экраны — Сложные узоры, вырезанные в металлических или деревянных панелях, служат для создания экранов обеспечения конфиденциальности, элементов фасадов и внутренних перегородок
- Мебель и фурнитура – Компоненты мебели на заказ, осветительные приборы и витринные экспозиции используют лазерную точность для создания сложных геометрических форм
- Художественные инсталляции – Художники применяют лазерные станки для резки металла при создании крупномасштабных скульптур и интерактивных инсталляций, которые ранее требовали промышленных ресурсов для изготовления
Согласно компании Accurl, в мебельной промышленности и дизайне интерьеров технология лазерной резки ценится за высокую степень персонализации и гибкость проектирования. Эта технология кардинально изменила процесс изготовления детализированных деревянных компонентов, металлических креплений и декоративных элементов, обеспечивая беспрецедентную точность и сложность исполнения.
Волоконно-оптический лазерный станок для резки открывает дополнительные возможности для творческих специалистов, работающих с металлами. Ювелиры создают замысловатые узоры, недостижимые при традиционной обработке металлов. Дизайнеры одежды вырезают детализированные текстильные лекала без осыпания краёв. Эта технология делает доступными ранее исключительно промышленные производственные возможности.
Интеграция промышленного производства
Хотя творческие применения вызывают большой интерес, промышленная лазерная резка представляет собой крупнейший сегмент рынка данной технологии. От крепёжных элементов для авиакосмической отрасли до компонентов медицинских устройств — лазерная резка металлов обеспечивает требуемые допуски и сертификацию, предъявляемые промышленными приложениями.
Согласно Accurl, в автомобильной промышленности лазерная резка является ключевым инструментом для изготовления сложных компонентов и индивидуальных решений. Этот процесс, основанный на высокой точности и эффективности, позволяет производителям изготавливать как сложные, так и тонкие детали из различных материалов — от нержавеющей стали до алюминиевых сплавов.
Автомобильные применения демонстрируют промышленную лазерную резку в масштабах производства:
- Компоненты шасси — Крепёжные кронштейны, монтажные пластины и конструктивные усилители, вырезанные с высокой точностью, требуют стабильных допусков при выпуске тысяч единиц
- Части подвески — Кронштейны рычагов подвески и опоры пружин требуют как точного соблюдения геометрических размеров, так и сохранения целостности материала
- Внутренняя отделка – Декоративные металлические элементы и функциональные крепёжные детали изготавливаются с лазерной точностью
- Изготовление прототипов оснастки – Плиты для крепления приспособлений и сборочные кондукторы, вырезанные из инструментальной стали, ускоряют разработку производственной линии
Согласно информации компании Yicen Precision, их предприятия, сертифицированные по стандартам ISO 9001:2015 и IATF 16949, ежемесячно выполняют сотни заказов на лазерную резку, включая кронштейны для авиакосмической отрасли и компоненты медицинских устройств. Эти сертификаты имеют важное значение, поскольку промышленные применения требуют документально подтверждённых систем качества — а не просто наличия соответствующего оборудования.
Для автомобильной и других требовательных промышленных областей применения лазерная резка зачастую представляет собой лишь один этап более широкого производственного процесса. Готовые детали могут потребовать дополнительных операций, таких как штамповка металла, сварка или нанесение поверхностных покрытий. Именно здесь становятся особенно ценными партнёры по точному металлообработочному производству — такие компании, как Shaoyi (Ningbo) Metal Technology дополняет услуги лазерной резки сертифицированными по стандарту IATF 16949 штамповкой, сборкой и комплексными решениями для компонентов шасси, подвески и конструкционных деталей.
Лазерная сварочная установка часто используется совместно с лазерной резкой в промышленных условиях. Детали, вырезанные с исключительной точностью, могут быть сварены такими же точными лазерными лучами, что обеспечивает создание сборок, сохраняющих строгие допуски на всех этапах производственного процесса.
Сертификаты качества отличают промышленную лазерную резку от услуг любительского уровня:
| Сертификация | Основное применение | Основные требования |
|---|---|---|
| ISO 9001:2015 | Общий менеджмент качества | Документированные процессы, непрерывное совершенствование, ориентация на клиента |
| IATF 16949 | Автомобильное производство | Предотвращение дефектов, снижение вариаций, устранение потерь в цепочке поставок |
| AS9100 | Авиакосмические компоненты | Прослеживаемость, управление конфигурациями, мышление, основанное на оценке рисков |
| ISO 13485 | Медицинские устройства | Контроль проектирования, требования к стерильности, соответствие нормативным требованиям |
Согласно информации компании Yicen Precision, промышленная лазерная резка обеспечивает стандартный допуск ±0,1 мм, а волоконные лазеры при оптимальных условиях достигают точности ±0,003 дюйма. Это превосходит показатели плазменной резки (±0,5 мм), гидроабразивной резки (±0,2 мм) и механической резки (±0,3 мм) — такая точность необходима для промышленных применений.
Интеграция промышленной лазерной резки в более широкие производственные экосистемы продолжает расширяться. Согласно Accurl, усовершенствования в области мощности лазера, его эффективности и управления, вероятно, откроют новые возможности в обработке материалов и проектировании изделий. Постоянное объединение лазерной резки с другими технологическими инновациями, такими как аддитивное производство (3D-печать) и передовые методы ЧПУ, указывает на будущее, в котором границы производства будут постоянно сдвигаться вперёд.
Независимо от того, являетесь ли вы производителем, дизайнером, инженером или энтузиастом, понимание этих областей применения открывает возможности, которые вы могли бы упустить. Те же онлайн-услуги лазерной резки, которые используются для изготовления ювелирных изделий по индивидуальному заказу, способны производить компоненты промышленного класса — разница заключается в выборе материалов, допусках и сертификатах качества, а не в базовой технологии.
Обладая этим всесторонним обзором областей применения лазерной резки в различных отраслях, вы готовы преобразовать полученные знания в практические действия. Заключительный этап предполагает объединение всего изученного в чёткую структуру принятия решений, которая направит ваш конкретный проект к успешному завершению.
Обеспечение успеха вашего проекта лазерной резки в онлайн-режиме
Вы ознакомились с типами лазерных технологий, совместимостью материалов, подготовкой файлов, факторами ценообразования, выбором оборудования, устранением неполадок качества и практическими применениями. Теперь пришло время превратить эти знания в действия. Независимо от того, заказываете ли вы первый прототип или переходите к серийному производству, эти методы принятия решений и следующие шаги обеспечат успех вашего проекта.
Представьте это как ваш чек-лист перед вылетом. Пилоты не пропускают этапы, даже если уже совершили тысячу полётов — и вы тоже не должны пропускать их, когда инвестируете материалы, время и бюджет в проект лазерной резки.
Ваш чек-лист выбора технологии
Правильный выбор лазерной технологии для вашего проекта предотвращает потери времени и разочаровывающие результаты. Прежде чем запрашивать коммерческие предложения, ответьте на следующие вопросы:
- Какой основной материал вы используете? — Для металлов требуются волоконные лазеры. Органические материалы, такие как древесина, акрил и кожа, лучше всего обрабатываются CO₂-системами. Проекты со смешанными материалами могут потребовать привлечения нескольких поставщиков услуг или использования гибридного оборудования.
- Какая толщина материала подлежит резке? – У каждого типа лазера существуют максимальные пределы толщины обрабатываемого материала. Волоконные лазеры способны резать нержавеющую сталь толщиной до 20 мм при повышенной мощности, тогда как CO₂-лазеры режут акрил толщиной до 25 мм. Убедитесь, что ваши технические требования соответствуют возможностям выбранной технологии.
- Требуется ли только резка, только гравировка или оба вида обработки? – Для резки и гравировки требуются различные параметры настройки оборудования. Проекты, предусматривающие одновременное выполнение обоих видов обработки, нуждаются в услугах поставщиков, имеющих опыт управления многослойными операциями и последовательностью изменения мощности лазера.
- Какие допуски требуются для вашего применения? – Стандартные допуски ±0,127 мм подходят для большинства декоративных и общего назначения применений. Для функциональных сборок и прецизионных посадок могут потребоваться более жёсткие допуски — с соответствующим увеличением стоимости.
Согласно Формы, получаемые лазерной резкой , один из первых вопросов, который следует рассмотреть, — это материалы, с которыми может работать служба лазерной резки. Если у вас уже определён конкретный материал для проекта, убедитесь, что выбранная вами служба оснащена оборудованием, способным его обрабатывать.
Следующие шаги для вашего проекта
Готовы приступить к работе? Выполните следующие шаги в указанном порядке, чтобы максимально повысить вероятность успеха:
- Окончательно оформите дизайн в векторном формате — Преобразуйте весь текст в контуры, замкните все контуры, удалите дублирующие линии и убедитесь, что масштаб соответствует заданным габаритным размерам. Экспортируйте файл в формате SVG, DXF или AI в зависимости от предпочтений вашего поставщика услуг.
- Выбирайте подходящие материалы — Выберите материалы, совместимые с используемой лазерной технологией. Уточните доступные толщины и оцените, позволят ли материалы высокого качества для лазерной обработки (например, литой или экструдированный акрил) улучшить результат.
- Примените компенсацию керфа — Скорректируйте свой дизайн с учётом удаления материала при резке. Для взаимозаменяемых деталей или точных посадок сместите линии реза на половину ожидаемой ширины керфа — обычно от 0,1 до 0,3 мм.
- Укажите требования к допускам — Определите критически важные размеры и задайте допустимые пределы их отклонений. Это предотвратит недопонимание и поможет поставщикам услуг оптимизировать применяемые методы обработки.
- Запросите коммерческие предложения у нескольких поставщиков – Сравните структуры ценообразования, сроки выполнения заказов и перечень включённых услуг. Уточните наличие стартовых сборов, варианты поставки материалов и пороговые объёмы для получения скидок при оптовых заказах.
- Закажите тестовые образцы перед тем, как давать окончательное согласие – Для новых конструкций или незнакомых материалов сначала закажите небольшие партии. Это позволит проверить как правильность ваших проектных решений, так и компетентность исполнителя до перехода к серийному производству.
- Настройте каналы связи – Уточните, каким образом вы будете получать обновления о статусе заказа и кому следует обращаться при возникновении вопросов в ходе его обработки.
При поиске услуги лазерной резки «рядом со мной» помните: географическая близость имеет меньшее значение, чем соответствие возможностей. Онлайн-сервисы осуществляют доставку по всей стране, зачастую обеспечивая более короткие сроки выполнения заказов по сравнению с местными мастерскими, не оснащёнными соответствующим оборудованием.
Оценка поставщиков услуг
Не все услуги лазерной резки обеспечивают одинаковые результаты. По данным компании Steelway Laser Cutting, крайне важно заранее уточнить, сколько времени потребуется вашему поставщику услуг лазерной резки для выполнения проекта — от момента получения инструкций до готовности нестандартных деталей к отправке.
Оценивайте потенциальных партнёров по следующим критериям:
- Возможности материалов — Убедитесь, что они работают с конкретным материалом и толщиной, требуемыми в вашем проекте. Согласно информации компании Steelway Laser Cutting, большинство поставщиков услуг лазерной резки металлов легко обрабатывают распространённые листовые металлы, такие как нержавеющая сталь, но могут не справляться с более сложными материалами, например, высокоотражающим алюминием.
- Сертификаты, соответствующие вашей отрасли — Сертификат ISO 9001:2015 подтверждает наличие системы менеджмента качества. Сертификат IATF 16949 важен для автомобильной промышленности. Стандарт AS9100 применяется к компонентам аэрокосмической отрасли. Соотнесите сертификаты с требованиями вашей области применения.
- Варианты сроков выполнения – Стандартные сроки выполнения заказов, возможность срочной обработки и надежность соблюдения сроков оказывают влияние на график вашего проекта. Согласно Laser Cutting Shapes, некоторые поставщики услуг могут предлагать срочную обработку, однако за нее, как правило, взимается дополнительная плата.
- Вторичные операции – Требуются ли вам услуги порошкового покрытия, зачистки или сборки? Поставщики, выполняющие эти операции на собственных мощностях, упрощают вашу цепочку поставок.
- Оперативность коммуникации – Согласно Laser Cutting Shapes, высокий уровень клиентского сервиса является обязательным условием для бесперебойного и успешного сотрудничества. Оперативный и коммуникабельный поставщик услуг способен решать возникающие вопросы на всех этапах процесса.
- Портфолио и отзывы – Запросите образцы ранее выполненных работ для оценки качества. Согласно Steelway Laser Cutting, также запросите отзывы других клиентов, а также информацию о возможностях и технологиях, лежащих в основе их услуг.
Ищете услугу лазерной резки поблизости? Начните с проверки технических возможностей, а не с оценки географической близости. Сервис, расположенный в 800 км от вас, но оснащённый необходимым оборудованием, обеспечит лучший результат, чем местная мастерская без соответствующих технологий.
Для проектов, требующих комплексной металлообработки помимо лазерной резки — например, штамповки, сборки и компонентов автомобильного класса — производители, такие как Shaoyi (Ningbo) Metal Technology предлагают взаимодополняющие возможности. Их экспресс-прототипирование за 5 дней, сертификация по стандарту IATF 16949 и всесторонняя поддержка на этапе проектирования для производства (DFM) естественным образом расширяют функциональность онлайн-услуг лазерной резки, когда ваш проект требует готовых комплектных решений.
Ваш путь использования онлайн-услуг лазерной резки не заканчивается получением деталей. Зафиксируйте, что сработало хорошо, что можно улучшить и какие поставщики услуг превзошли ваши ожидания. Такие знания накапливаются со временем, делая каждый последующий проект более эффективным и успешным, чем предыдущий.
Технологии продолжают развиваться. То, что десять лет назад требовало промышленных мощностей, сегодня размещается на настольных станках. То, что раньше требовало недельной предварительной подготовки, сейчас доставляется в течение нескольких дней. Понимая основные принципы, изложенные в данном руководстве — выбор лазерной технологии, совместимость материалов, подготовку файлов, оптимизацию затрат и устранение неполадок качества — вы сможете эффективно использовать эти возможности для любых будущих проектов.
Часто задаваемые вопросы об онлайн-услугах лазерной обработки
1. Сколько стоит час работы волоконного лазера?
Эксплуатационные расходы на волоконные лазеры в среднем составляют около 6,24 долл. США в час для системы мощностью 4 кВт, что примерно вдвое меньше стоимости эксплуатации аналогичных CO₂-лазеров — 12,73 долл. США в час. Такая существенная разница обусловлена более высокой электрической эффективностью волоконных лазеров (45 % по сравнению с 10 % у CO₂-лазеров), их более длительным сроком службы — свыше 100 000 часов — и меньшими требованиями к техническому обслуживанию: отсутствуют газовые трубки и зеркала, требующие замены. При использовании онлайн-услуг лазерной резки эти эксплуатационные преимущества транслируются в конкурентоспособную цену за деталь, особенно при проектах лазерной резки металлов.
2. Что нельзя резать лазерным станком?
Некоторые материалы ни в коем случае не должны подаваться на лазерный станок из-за серьёзных угроз безопасности. При лазерной обработке ПВХ выделяется токсичный хлористый газ, который вредит как дыхательной системе человека, так и оборудованию. Поликарбонат плавится вместо того, чтобы чисто резаться, создавая пожароопасную ситуацию. При нагревании АБС-пластик выделяет соединения цианида. ПЭВП и полипропилен плавятся вместо резки, оставляя липкие кромки. Стекловолокно выделяет вредные частицы, для улавливания которых требуется специализированная фильтрация. Перед обработкой всегда проверяйте безопасность материала по паспорту безопасности (MSDS), а надёжные онлайн-сервисы лазерной резки публикуют списки запрещённых материалов в целях защиты.
3. Какой максимальной толщины материал может резать волоконный лазер мощностью 1500 Вт?
Волоконный лазер мощностью 1500 Вт обычно режет углеродистую сталь толщиной до 10–16 мм и нержавеющую сталь толщиной до 5–6 мм. Алюминий представляет большую сложность из-за высокой теплопроводности и при этой мощности обрабатывается примерно до 4–5 мм. Для более толстых материалов требуются системы с более высокой мощностью: волоконные лазеры мощностью 6000 Вт способны резать углеродистую сталь толщиной до 25 мм и нержавеющую сталь толщиной до 20 мм. При заказе услуг лазерной резки онлайн убедитесь, что технические характеристики оборудования поставщика соответствуют требованиям к толщине вашего материала, прежде чем отправлять чертежи.
4. Какие форматы файлов принимают онлайн-сервисы лазерной резки?
Большинство онлайн-сервисов лазерной резки принимают векторные форматы файлов, включая SVG, DXF, AI и PDF. Векторные файлы необходимы, поскольку они математически описывают фигуры как точки и кривые, задавая лазеру точные координаты для следования. Формат DXF является отраслевым стандартом для технической работы на основе САПР, тогда как SVG обеспечивает широкую совместимость. Растровые форматы, такие как PNG и JPG, подходят только для гравировки, но не для резки. Перед отправкой преобразуйте весь текст в контуры, замкните все контуры, удалите дублирующие линии и убедитесь, что ваш дизайн выполнен в масштабе 1:1.
5. Когда следует использовать онлайн-сервисы лазерной резки, а когда — приобретать собственное оборудование?
Онлайн-услуги лазерной обработки экономически оправданы для единичных проектов, прототипирования, эпизодических производственных задач и доступа к передовым технологиям без капитальных вложений. Приобретение оборудования становится целесообразным, когда объёмы еженедельного производства оправдывают инвестиции, а также когда можно обеспечить необходимые площадь, вентиляцию и техническое обслуживание. Промышленные лазерные станки для резки стоят от 250 000 до более чем 2 млн долларов США, тогда как базовые системы на основе CO₂ начинаются примерно с 15 000 долларов США. Многие успешные производители комбинируют оба подхода: используют сторонние услуги для резки металлов, но самостоятельно эксплуатируют настольные лазерные станки для обработки дерева и акрила.