 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

От загрузки CAD-файла до доставки: как на самом деле работает онлайн-услуга ЧПУ

Что на самом деле означает онлайн-услуга ЧПУ для современного производства
Задумывались ли вы когда-нибудь, как инженеры превращают цифровой чертёж в точную металлическую деталь, не посещая при этом ни одного механического цеха? Именно это и делает возможным онлайн-услуга ЧПУ. Представьте её как цифровой мост, соединяющий ваш компьютерный экран с передовым оборудованием для обработки материалов по всему миру.
По своей сути онлайн-услуга ЧПУ — это облачная платформа, позволяющая загружать 3D-файлы CAD, мгновенно получать расчёт стоимости и заказывать изготовление точных деталей на станках с ЧПУ с последующей их доставкой прямо к вам домой. Без телефонных звонков. Без ожидания расчётов в течение нескольких дней. Без географических ограничений. Вам достаточно просто загрузить свой проект, выбрать требуемые параметры, а платформа сама выполнит всё: от механической обработки до контроля качества.
От цифрового файла к физической детали
Волшебство происходит благодаря оптимизированный цифровой рабочий процесс когда вы загружаете CAD-модель (обычно в формате STEP, IGES или STL), алгоритмы платформы мгновенно анализируют геометрию вашей детали. Они рассчитывают время механической обработки, оценивают сложность и учитывают стоимость материалов. В течение нескольких секунд вы получаете онлайн-расчёт стоимости ЧПУ-обработки, который традиционно требовал бы дней для получения через обычные каналы.
Этот процесс ЧПУ-изготовления устраняет многократную переписку по электронной почте, которая ранее была характерна для производственных взаимоотношений. Вместо того чтобы объяснять свои требования нескольким поставщикам, платформа напрямую считывает ваш файл конструкторской документации и преобразует его в данные, пригодные для производства.
Онлайн-производственная революция
Почему это важно? Традиционные процессы механической обработки зачастую включают направление запросов в несколько местных мастерских, ожидание ручной оценки и согласование условий. Онлайн-услуга ЧПУ-станка сжимает весь этот процесс до минут вместо недель.
Каждая современная платформа включает следующие ключевые компоненты:
- Система мгновенного расчёта стоимости: Системы на основе искусственного интеллекта, анализирующие вашу 3D-модель и формирующие точную стоимость на основе геометрии, допусков и требований к производству
- Интерфейс выбора материала: Полноценные библиотеки металлов, пластиков и специальных материалов с подробными техническими характеристиками
- Варианты обработки: Выбор между фрезерованием, токарной обработкой, многокоординатной обработкой и различными операциями отделки, адаптированными под вашу задачу
- Панель отслеживания заказа: Оперативный контроль текущего статуса производства, результатов контроля качества и обновлений по отправке
Как работает облачная механическая обработка
Представьте, что вы размещаете заказ на своём ноутбуке в 9 утра и точно знаете, когда ваши прецизионные детали будут доставлены — без единого телефонного звонка. Именно такую возможность предоставляют облачные платформы услуг ЧПУ.
Рабочий процесс следует логической последовательности. Сначала вы загружаете файлы своего дизайна и указываете требования, такие как тип материала, отделка поверхности и допуски. Затем система выполняет автоматический анализ конструкции с учётом технологичности изготовления (DFM), выявляя потенциальные проблемы до начала производства. Это предотвращает дорогостоящие ошибки и гарантирует, что ваши детали оптимизированы для эффективной механической обработки.
После утверждения ваш заказ направляется сертифицированным производственным партнёрам в глобальной сети платформы. Эти предприятия работают в соответствии со стандартизированными протоколами контроля качества, обеспечивая стабильное качество продукции независимо от географического расположения. На всех этапах производства интегрированные системы контроля качества проверяют соответствие каждой размерной характеристики вашим техническим требованиям.
Результат? Бесшовная связь между цифровым проектированием и физическим производством, обеспечивающая высокоточные детали, изготавливаемые на станках с ЧПУ быстрее, прозрачнее и зачастую по более выгодным ценам по сравнению с традиционными методами.
Понимание возможностей фрезерования, токарной обработки и многокоординатной обработки на станках с ЧПУ
Вы загрузили свой CAD-файл и получили мгновенное коммерческое предложение. Но теперь платформа просит вас выбрать метод обработки. Фрезерование на станке с ЧПУ? Токарная обработка на станке с ЧПУ? Обработка на станке с пятью координатными осями? Если эти варианты кажутся вам непонятными, вы не одиноки. Большинство онлайн-платформ перечисляют эти методы без пояснения того, какой из них действительно подходит для вашего проекта.
Вот правда: выбор правильного метода обработки — это не вопрос технического жаргона, а вопрос соответствия формы вашей детали методу обработки, который позволяет создать её наиболее эффективно. Давайте подробно разберём каждый вариант простыми словами.
Простое объяснение различий между фрезерованием и токарной обработкой
Фундаментальное различие между фрезерованием на станке с ЧПУ и токарной обработкой на станке с ЧПУ сводится к одному вопросу: что вращается в процессе резания?
В Токарная обработка на CNC при этом ваша заготовка быстро вращается, а неподвижный режущий инструмент снимает материал. Представьте себе круглый пруток, вращающийся в токарном станке, в то время как инструмент удаляет избыточный материал. Этот процесс отлично подходит для изготовления цилиндрических деталей — валов, штифтов, втулок и резьбовых компонентов. Если ваша деталь в основном круглая или симметрична относительно центральной оси, услуги ЧПУ-токарной обработки, как правило, обеспечивают более короткие сроки производства и меньшую стоимость.
В Фрезерование на CNC при этом происходит обратное: ваша заготовка остаётся относительно неподвижной, а вращающийся многогранный фрезерный инструмент перемещается по её поверхности. Представьте концевую фрезу, вращающуюся на высоких оборотах и вырезающую карманы, пазы и сложные контуры в алюминиевом блоке. Детали, изготовленные на станках ЧПУ-фрезерной обработки, идеально подходят, когда требуются плоские поверхности, угловые элементы или сложные трёхмерные геометрии, не имеющие осевой симметрии.
Вот практичный способ принять решение: посмотрите на поперечное сечение вашей детали. Если оно круглое по всей длине, то, скорее всего, наиболее подходящим методом будет точение. Если же деталь имеет плоские поверхности, карманы или элементы на нескольких сторонах, то предпочтительнее фрезерование.
Когда целесообразно применять 5-осевое фрезерование
Стандартное 3-осевое фрезерование перемещает режущий инструмент вдоль осей X, Y и Z. Этого достаточно для многих деталей, однако что делать, если в вашем изделии присутствуют выемки, криволинейные поверхности или элементы под сложными углами?
Здесь незаменимы услуги станков с ЧПУ с пятью координатами. Эти передовые станки добавляют две поворотные оси, позволяя режущему инструменту подходить к заготовке практически под любым углом. Вместо многократного переустанова детали (что вносит погрешности при выравнивании), станок с пятью осями обрабатывает сложные геометрические формы за одну установку.
Когда следует указывать необходимость использования возможностей станка с пятью осями? Рассмотрите следующие случаи:
- Аэрокосмические компоненты: Лопатки турбин, рабочие колёса и конструкционные кронштейны со сложными криволинейными формами
- Медицинские импланты: Тазобедренные суставы, компоненты позвоночника и хирургические инструменты, требующие гладких, контурных поверхностей
- Автомобильные детали: Корпуса двигателей с глубокими полостями и сложными углами
- Полости пресс-форм: Сложные оснастки с выступами и тонкими деталями поверхности
Компромисс? Пятикоординатная обработка, как правило, дороже из-за более высоких ставок на станки и сложности программирования. Однако для сложных деталей она зачастую позволяет сэкономить в целом за счёт исключения множественных установок и снижения риска накопления погрешностей при соблюдении допусков.
Для чрезвычайно мелких и сложных токарных деталей — например, применяемых в медицинских устройствах или электронике — швейцарская обработка предлагает ещё один специализированный вариант. Такие станки протягивают прутковый материал через бушинг, расположенный очень близко к режущему инструменту, что обеспечивает исключительную точность при обработке малых диаметров, недостижимую на стандартных токарных станках.
Сопоставление вашей детали с подходящим технологическим процессом
Неправильный выбор означает излишние расходы или более длительные сроки поставки. Воспользуйтесь данной сравнительной таблицей для правильного выбора:
| Тип процесса | Лучшие применения | Типичные допуски | Уровень сложности | Относительная стоимость |
|---|---|---|---|---|
| Токарная обработка на CNC | Валы, штифты, втулки, резьбовые стержни, цилиндрические корпуса | ±0,001" до ±0,005" (±0,025 мм до ±0,127 мм) | Низкий до среднего | $ (Наиболее экономичный вариант для круглых деталей) |
| трехосевая фрезеровка CNC | Плоские детали, кронштейны, корпуса, простые карманы и отверстия | ±0,001" до ±0,005" (±0,025 мм до ±0,127 мм) | Средний | $$ (Стандарт для призматических деталей) |
| 5-осевая фрезеровка CNC | Лопатки турбин, рабочие колёса, медицинские импланты, аэрокосмические конструкции, сложные пресс-формы | ±0,0005 дюйма – ±0,002 дюйма (±0,013 мм – ±0,05 мм) | Высокий | $$$ (Премиум-уровень для сложных геометрий) |
| Швейцарская мехanoобработка | Миниатюрные винты, медицинские штифты, электрические контакты, компоненты часов | ±0,0002"–±0,001" (±0,005 мм–±0,025 мм) | Высокий | $$$ (Специализированный вариант для малых диаметров) |
Обратите внимание, как детали, изготавливаемые на токарных станках с ЧПУ, и детали, изготавливаемые на фрезерных станках с ЧПУ, удовлетворяют принципиально разные конструкторские требования. Точная обработка на станках с ЧПУ — это не выбор самого передового варианта, а соответствие технологических возможностей вашим реальным потребностям.
Сейчас многие онлайн-платформы предлагают автоматизированные рекомендации по технологическим процессам на основе загруженной вами геометрии. Однако понимание этих различий помогает вам проверить такие рекомендации и принимать обоснованные решения, когда ваш проект попадает в «серую зону».
Выбрав подходящий технологический процесс, вы сталкиваетесь со следующим важнейшим решением — выбором одного из десятков доступных материалов, каждый из которых обладает уникальными свойствами, напрямую влияющими на эксплуатационные характеристики, обрабатываемость и стоимость.
Полное руководство по выбору материалов для проектов ЧПУ
Вы выбрали способ обработки. Теперь возникает вопрос, напрямую определяющий эксплуатационные характеристики, срок службы и стоимость вашей детали: какой материал следует выбрать? Это решение влияет на всё — от скорости механической обработки детали до её поведения под реальными нагрузками.
Большинство онлайн-платформ предлагают десятки материалов для обработки на станках с ЧПУ, однако редко объясняют пОЧЕМУ почему вы выберете один из них, а не другой. Давайте это исправим. Независимо от того, нужна ли вам лёгкость и прочность алюминия для ЧПУ или износостойкость бронзы при механической обработке, понимание свойств материалов помогает сбалансировать эксплуатационные характеристики и бюджет.
Металлы для прочности и долговечности
Металлы остаются основой прецизионного производства . Их сочетание прочности, теплопроводности и долговечности делает их незаменимыми для несущих конструкций, корпусов и компонентов, эксплуатируемых в агрессивных средах.
Алюминий занимает доминирующее положение на онлайн-рынке ЧПУ-обработки по веской причине. Обработка деталей из этого материала выполняется быстро, себестоимость производства ниже, а соотношение прочности к массе превосходное. Сплавы, такие как 6061-T6, обладают хорошей коррозионной стойкостью и свариваемостью, что делает их идеальными для корпусов, кронштейнов и потребительских товаров. Для задач, требующих повышенной прочности, сплав 7075-T6 обеспечивает эксплуатационные характеристики, сопоставимые с некоторыми сталями, — хотя и при более высокой стоимости материала.
Стальном сталь вступает в игру, когда требуется исключительно высокая прочность. Углеродистые стали, например 1018, хорошо поддаются механической обработке и допускают различные виды термообработки. Для изготовления закаленных инструментов или компонентов, устойчивых к износу, предварительно закалённая сталь 4140 предлагает практичный баланс свойств. Однако из-за высокой плотности сталь даёт более тяжёлые детали, а её повышенная вязкость увеличивает время механической обработки по сравнению с алюминием.
Нержавеющая сталь объединяет коррозионную стойкость с хорошей прочностью. Сталь марки 304 подходит для большинства универсальных применений, тогда как марка 316 превосходно зарекомендовала себя в морских и химических средах. В чём компромисс? Нержавеющая сталь упрочняется при обработке резанием, что требует снижения скоростей резания и применения специального инструмента — это повышает производственные затраты.
Латунь и Бронза предлагают уникальные преимущества. Латунь прекрасно обрабатывается резанием, обеспечивая отличное качество поверхности при минимальном износе инструмента. Она идеально подходит для декоративной фурнитуры, электрических компонентов и соединительных деталей. ЦПУ-бронзы, такие как подшипниковая бронза C932, отлично зарекомендовали себя в применении для втулок и подшипников благодаря своей естественной смазывающей способности и характеристикам износостойкости. При обработке бронзы вы обнаружите, что она несколько дороже латуни, однако её стоимость оправдана в случае компонентов, критичных к трению.
Инженерные пластмассы для специализированных задач
Когда важнее масса, электрическая изоляция или химическая стойкость, чем чистая прочность, инженерные пластмассы обеспечивают выдающиеся эксплуатационные характеристики. Эти материалы зачастую заменяют металлы в тех областях применения, где их уникальные свойства оправдывают такую замену.
Делрин (POM/ацеталь) delrin выделяется как основной материал из группы делринов для прецизионных механических компонентов. Этот делриновый пластик обладает исключительной размерной стабильностью, низким коэффициентом трения и впечатляющей износостойкостью. Его жёсткость и устойчивость к ползучести делают его идеальным выбором для зубчатых колёс, подшипников и скользящих механизмов, где со временем требуется стабильная работа. Обработка Delrin происходит безупречно — чистые резы, точные допуски и гладкие поверхности достигаются легко.
Нейлон (ПА) обеспечивает большую гибкость и ударную стойкость по сравнению с дельрином. Обработка нейлона на станках хорошо подходит для деталей, которым необходимо поглощать ударную нагрузку или деформироваться под действием нагрузки. Однако обрабатываемый нейлон впитывает влагу из окружающей среды, что может повлиять на размеры и механические свойства. Это гигроскопическое свойство означает, что детали из нейлона могут слегка изменять свои размеры в условиях повышенной влажности — важный фактор при проектировании прецизионных изделий.
Так когда же дельрин превосходит нейлон?
- Повышенная стабильность размеров при изменяющейся влажности
- Более низкие коэффициенты трения в приложениях со скольжением
- Более жёсткие допуски и более гладкие поверхности
- Сопротивление ползучести при длительных нагрузках
Выбирайте нейлон, если вам необходимы:
- Более высокая ударная и усталостная стойкость
- Большая гибкость и удлинение
- Более низкая стоимость материала для менее ответственных применений
Поликарбонат вступает в игру, когда важны оптическая прозрачность или исключительная ударопрочность. Он значительно прочнее акрила, сохраняя при этом прозрачность. Поликарбонат часто применяется для защитных крышек, смотровых стёкол и элементов систем безопасности. Однако он царапается легче, чем стекло, и требует осторожного обращения при механической обработке во избежание образования трещин от напряжений.
Выбор материалов в зависимости от области применения
Выбор материала определяется не только его свойствами, но и соответствием этих свойств вашим конкретным требованиям при одновременном контроле затрат. Ниже приведено подробное сравнение, которое поможет вам принять правильное решение:
| Материал | Ключевые свойства | Лучшие применения | Оценка обрабатываемости | Уровень стоимости |
|---|---|---|---|---|
| Алюминий 6061-T6 | Лёгкий, коррозионностойкий, свариваемый | Корпуса, кронштейны, товары народного потребления, радиаторы | Отличный | $ |
| Алюминий 7075-T6 | Высокая прочность, устойчивость к усталостному разрушению | Авиакосмические конструкции, компоненты, подвергающиеся высоким нагрузкам | Хорошо | $$ |
| Сталь 1018 | Ковкий, легко сваривается, поддаётся поверхностной закалке | Валы, штифты, общего назначения механические детали | Хорошо | $ |
| Сталь 4140 | Высокая прочность, поддаётся термообработке | Шестерни, валы, компоненты инструментов | Умеренный | $$ |
| Нержавеющая сталь 304 | Стойкий к коррозии, немагнитный | Оборудование для пищевой промышленности, медицинское оборудование, морская арматура | Умеренный | $$ |
| Нержавеющая сталь 316 | Повышенная коррозионная стойкость | Химическая промышленность, морское оборудование, медицинские имплантаты | Умеренный | $$$ |
| Латунь C360 | Отличная обрабатываемость, электропроводность | Электрические разъёмы, декоративная фурнитура, крепёжные элементы | Отличный | $$ |
| Бронза C932 | Износостойкие, самосмазывающиеся | Втулки, подшипники, упорные шайбы | Очень хорошо | $$ |
| Делрин (POM) | Низкое трение, стабильность размеров, высокая жёсткость | Шестерни, подшипники, прецизионные механизмы | Отличный | $$ |
| Нейлон 6/6 | Ударопрочный, гибкий, вязкий | Износостойкие накладки, ролики, конструкционные элементы | Хорошо | $ |
| Поликарбонат | Прозрачный, ударопрочный | Смотровые стёкла, защитные крышки, линзы | Хорошо | $$ |
Когда алюминий выигрывает у стали? Алюминий выигрывает, когда важна масса, когда необходима коррозионная стойкость и когда более быстрая механическая обработка снижает затраты. Сталь выигрывает, когда приоритетом являются максимальная прочность, твёрдость или износостойкость — и когда масса не является ограничивающим фактором.
Показатель обрабатываемости напрямую влияет на вашу прибыль. Материалы с оценкой «Отлично» обрабатываются быстрее, требуют меньшего количества замен инструмента и обеспечивают лучшее качество поверхности сразу после станка. Согласно отраслевым исследованиям по выбору материалов для ЧПУ-обработки, обрабатываемость материала напрямую влияет на время и стоимость: материалы с хорошей обрабатываемостью можно обрабатывать быстрее и с меньшим количеством замен инструмента, что снижает общие расходы.
Тщательно оцените компромисс между стоимостью и эксплуатационными характеристиками. Деталь, изготовленная из латуни, может стоить дороже в плане стоимости исходного материала по сравнению с алюминием, однако если латунь обеспечивает требуемые характеристики износостойкости, а алюминий выходит из строя в процессе эксплуатации, то более высокая первоначальная стоимость позволяет избежать дорогостоящей замены на месте.
Помимо свойств материалов, для регулируемых отраслей важны сертификаты соответствия. Протоколы испытаний материалов (MTR) предоставляют документально подтверждённые данные о химическом составе и физико-механических свойствах — это критически важно для применения в аэрокосмической, медицинской и автомобильной отраслях. При заказе через онлайн-платформы убедитесь, что выбранный вами материал доступен с необходимыми вариантами сертификации.
После выбора материала следующие ключевые параметры — допуски и шероховатость поверхности — определяют, будет ли ваша деталь соответствовать функциональным требованиям или не оправдает ожиданий.
Допуски и шероховатость поверхности: объяснение на примере реальных применений
Вы выбрали метод обработки и подобрали идеальный материал. Теперь наступает этап принятия решения, который ставит в тупик даже опытных инженеров: насколько строгими должны быть допуски и какая шероховатость поверхности вам действительно необходима? Укажите слишком широкие допуски — и обработанные детали не будут функционировать должным образом. Укажите слишком жёсткие допуски — и вы заплатите значительно больше, не получив при этом никакой реальной пользы.
Вот что большинство платформ вам не скажут: допуск в 0,001 дюйма, который вы собираетесь указать, может удвоить стоимость вашей детали и утроить сроки изготовления. Понимание того, когда услуги прецизионной обработки оправдывают свою повышенную цену, а когда стандартные допуски работают идеально, позволяет сэкономить средства и одновременно обеспечить, что ваши прецизионно обработанные детали будут функционировать именно так, как задумано.
Какой допуск вам действительно необходим
Допуск определяет, насколько размер может отклоняться от указанного значения. Если деталь, изготовленная на станке с ЧПУ, имеет размер 25,00 мм с допуском ±0,10 мм, то при проверке она будет признана годной при любом значении в диапазоне от 24,90 мм до 25,10 мм. Всё достаточно просто. Однако производственные последствия ужесточения этого допуска отнюдь не просты.
Стандартные допуски механической обработки — как правило, ±0,10 мм (±0,004 дюйма) — эффективно охватывают большинство применений общего назначения. Ваша механическая мастерская работает на обычных скоростях, использует стандартный инструмент и выполняет регулярные контрольные проверки качества. При переходе к прецизионным допускам ±0,025 мм (±0,001 дюйма) всё меняется кардинально: требуется поддержание температурного режима в помещении, станки нуждаются в термостабилизации, а объём контрольных операций значительно расширяется. Согласно исследованиям в области производственных затрат , переход от стандартных допусков к прецизионным, как правило, удваивает себестоимость, тогда как сверхпрецизионные допуски могут увеличить расходы в 24 раза.
Итак, когда более жесткие допуски оправдывают дополнительные инвестиции? Рассмотрим следующие сценарии:
- Поверхности сопряжения: Когда два компонента, изготовленные на станке с ЧПУ, должны точно совмещаться — например, вал в подшипнике или поршень в цилиндре
- Соединительные поверхности сборки: Когда ваша деталь соединяется с другими прецизионными компонентами с минимальным зазором
- Применения, связанные с уплотнением: Когда прокладки или уплотнительные кольца требуют определённой степени сжатия для корректной работы
- Вращение с высокой скоростью: Когда дисбаланс при жёстких допусках вызовет вибрацию или преждевременный выход из строя
Для некритичных размеров — участков удаления материала, отверстий для зазора или декоративных элементов — обычно вполне достаточны стандартные допуски. Чаще всего самый дорогой допуск — это тот, который не даёт никакой функциональной пользы.
| Класс допусков | Типичный диапазон | Области применения | Влияние на стоимость |
|---|---|---|---|
| Стандартный / коммерческий | ±0,13 мм (±0,005″) | Общего назначения механические детали, кронштейны, корпуса, некритичные элементы | Базовая цена ($) |
| Прецизионный | ±0,025 мм (±0,001 дюйма) | Сопрягаемые поверхности, посадки подшипников, монтажные интерфейсы, гидравлические компоненты | 2× базовая стоимость ($$) |
| Высокая точность | ±0,013 мм (±0,0005″) | Аэрокосмические конструкции, медицинские имплантаты, оптические крепления, измерительные приборы | 4–8× базовая стоимость ($$$) |
| Сверхточная | ±0,0025 мм (±0,0001 дюйма) | Измерительное оборудование, оснастка для полупроводниковых производств, специализированные научные приборы | 24× и более базовой стоимости ($$$$) |
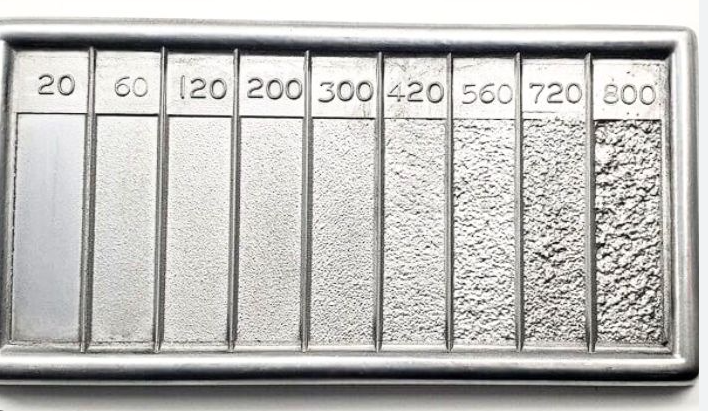
Варианты отделки поверхности и случаи, когда они имеют значение
Шероховатость поверхности описывает текстуру внешней поверхности детали на микроскопическом уровне. Она измеряется параметром Ra (средняя шероховатость): чем меньше значение, тем более гладкой является поверхность. Однако с практической точки зрения важно то, что шероховатость поверхности влияет на трение, износ, коррозионную стойкость и внешний вид.
При механической обработке деталей непосредственно на станке с ЧПУ получается отделка «как обработано». На поверхности остаются видимые следы инструмента, однако для внутренних компонентов или деталей, подвергающихся последующей отделке, такая базовая отделка зачастую вполне достаточна. Дальнейший выбор вариантов отделки расширяется в зависимости от функциональных и эстетических требований:
- Как обработано (Ra 3,2 мкм / 125 мкдюйм): Стандартная обработка на станке с видимыми следами инструмента. Идеально подходит для внутренних компонентов, прототипов или деталей, подвергающихся дополнительной отделке. Самый экономичный вариант.
- Гладкая механическая обработка (Ra 1,6 мкм / 63 мкдюйма): Снижение следов инструмента за счёт оптимизированных параметров резания. Подходит для общих видимых поверхностей и сопрягаемых поверхностей.
- Тонкая механическая обработка (Ra 0,8 мкм / 32 мкдюйма): Минимально заметные следы инструмента. Подходит для прецизионных посадок, уплотнительных поверхностей и эстетических применений.
- Обработка абразивным материалом (медиа-дробеструйная обработка): Равномерная матовая текстура, скрывающая следы механической обработки. Обеспечивает единообразный внешний вид деталей и улучшает адгезию краски. Часто комбинируется с анодированием для достижения премиального вида изделия.
- Анодирование (тип II или тип III): Электрохимический процесс, создающий прочный оксидный слой, устойчивый к коррозии, на алюминиевых деталях. Доступно в различных цветах. Анодирование типа III («хардкоут») обеспечивает значительную износостойкость для требовательных применений.
- Покрытие порошковой краской: Прочное лакокрасочное покрытие, доступное практически в любом цвете. Увеличивает толщину на 0,05–0,15 мм — критично для элементов с высокими требованиями к допускам, которые могут потребовать маскировки.
- Электрополировка: Химический процесс, обеспечивающий зеркальную отделку нержавеющей стали. Снижает шероховатость поверхности и одновременно повышает коррозионную стойкость. Широко применяется в медицинском и пищевом оборудовании.
- Черное оксидное покрытие: Преобразующее покрытие для стали, обеспечивающее умеренную коррозионную стойкость и привлекательный чёрный внешний вид. Вызывает минимальное изменение размеров.
Выбор отделки поверхности напрямую влияет на сложность производства. Как поясняется в исследованиях финишных технологий, порошковое покрытие и анодирование добавляют толщину материала, что может нарушить соблюдение жёстких допусков и потребовать маскировки критически важных элементов — ручной, трудоёмкой операции, увеличивающей как себестоимость, так и сроки изготовления.
Сочетание точности и бюджета
Разные отрасли подходят к допускам и отделке с принципиально разными философиями. В аэрокосмической промышленности часто достигаются предельные значения точности из-за ограничений по массе и требований безопасности — каждый грамм имеет значение, когда вы находитесь в полёте. В медицинских устройствах приоритетом является стабильное и надёжное производство ради безопасности пациентов. Потребительские товары, как правило, балансируют между визуальной привлекательностью и экономической эффективностью.
Самый рациональный подход? Применять строгие допуски только там, где этого требует функциональность. Создайте иерархию допусков:
- Критические размеры: Элементы, влияющие на посадку, функциональность или безопасность — укажите высокоточные допуски
- Важные размеры: Элементы, влияющие на сборку или эксплуатационные характеристики — используйте стандартные допуски с чётко определёнными требованиями к контролю
- Справочные размеры: Некритичные элементы — принимайте те значения, которые естественным образом обеспечивает производственный процесс
Температура также имеет большее значение, чем полагают многие инженеры. Алюминиевая деталь длиной 300 мм расширяется примерно на 0,07 мм при изменении температуры на 10 °C. Указание допусков, более жёстких, чем ожидаемые термические колебания, создаёт неразрешимую ситуацию при производстве.
При загрузке файлов на онлайн-платформу услуг ЧПУ ищите обратную связь по DFM (проектированию с учётом технологичности изготовления), которая выявляет излишне жёсткие допуски. Во многих системах теперь автоматически предлагаются места, где допуски можно ослабить без потери функциональности — это позволяет сэкономить средства, не снижая качества услуг по прецизионной механической обработке, необходимого для вашего применения.
Разобравшись с допусками и шероховатостью поверхности, вы готовы пройти весь цикл заказа — от правильной подготовки CAD-файлов до отслеживания деталей на всех этапах производства и доставки.
Полный цикл: от загрузки CAD-файлов до доставки деталей
Вы выбрали технологический процесс, подобрали материал и задали допуски, обеспечивающие баланс между точностью и бюджетом. Теперь настал решающий момент: непосредственное размещение заказа. Что происходит после нажатия кнопки «загрузить»? Какие процессы протекают «за кулисами», прежде чем ваши детали, изготовленные на станках с ЧПУ, окажутся у вас на пороге?
Понимание этого рабочего процесса превращает вас из пассивного заказчика в осведомлённого партнёра в производственном цикле. Зная, что происходит на каждом этапе, вы сможете подготовить более качественные файлы, точно прогнозировать сроки выполнения и избежать типичных ошибок, которые приводят к задержкам проектов и росту затрат.
Подготовка CAD-файлов к успешной обработке
Ваш станок с ЧПУ настолько хорош, насколько хорош файл, который вы ему передаёте. Это не преувеличение — это реальность производства. Неполная геометрия, неверный формат файла или чрезмерно сложные модели порождают каскадные проблемы, влияющие на весь производственный процесс.
Начните с правильного формата файла. Согласно отраслевым лучшим практикам подготовки файлов для станков с ЧПУ, следующие форматы наиболее подходят для онлайн-услуг механической обработки на станках с ЧПУ:
- STEP (.stp, .step): Универсальный стандарт для ЧПУ. Точно сохраняет твердотельную геометрию и совместим практически со всеми системами CAM
- IGES (.igs, .iges): Устаревший, но по-прежнему широко поддерживаемый формат. Подходит для поверхностных моделей, однако при преобразовании иногда может терять данные
- Parasolid (.x_t, .x_b): Родной формат SolidWorks и многих систем CAM. Обеспечивает превосходное сохранение геометрии
- Файлы нативного CAD: Некоторые платформы напрямую принимают файлы SolidWorks, Fusion 360 или Inventor
Избегайте меш-ориентированных форматов, таких как STL или OBJ, при подготовке к механической обработке. Хотя они идеальны для 3D-печати, такие форматы разбивают плавные кривые на мелкие треугольники, что создаёт проблемы при генерации траекторий инструмента. Красиво спроектированный радиус превращается в фасетированное приближение, которое невозможно точно обработать.
Перед экспортом пройдите по этому краткому контрольному списку:
- Убедитесь, что ваша модель представляет собой замкнутое, водонепроницаемое твёрдое тело — без открытых поверхностей или зазоров
- Удалите дублирующуюся или перекрывающуюся геометрию, которая может сбивать с толку программное обеспечение CAM
- Устраните чрезвычайно тонкие стенки (тоньше 0,5 мм для металлов и 1,0 мм для пластиков)
- Проверьте, чтобы внутренние углы имели скругления, соответствующие доступным радиусам инструментов
- Убедитесь в правильности единиц измерения — ошибки при выборе миллиметров вместо дюймов встречаются удивительно часто
Сроки от запроса до доставки
Как только ваш файл будет готов, процесс заказа будет проходить в логической последовательности. Ниже подробно описано, что происходит на каждом этапе:
- Загрузка файла и мгновенный анализ: Вы загружаете свой CAD-файл через портал платформы. В течение нескольких секунд автоматизированные алгоритмы анализируют геометрию, рассчитывают объём удаляемого материала и выявляют потенциальные производственные сложности. Большинство платформ поддерживают пакетную загрузку для заказов с несколькими деталями.
- Выбор спецификации: Вы выбираете материал, количество, требования к допускам и отделку поверхности. Система пересчитывает цену в режиме реального времени по мере изменения параметров — это помогает найти оптимальный баланс между эксплуатационными характеристиками и бюджетом.
- Проверка конструкции на технологичность (DFM): Алгоритмы платформы или инженеры-специалисты (в случае сложных деталей) оценивают вашу конструкцию с точки зрения производственных ограничений. Вы получите обратную связь по элементам, которые могут вызвать проблемы: стенки слишком тонкие, отверстия слишком глубокие, выступы, требующие специального инструмента. Этот этап позволяет избежать дорогостоящих сюрпризов на последующих стадиях.
- Формирование коммерческого предложения: Вы получаете обязательное коммерческое предложение, включающее цену за единицу, расходы на подготовку (если применимо), срок исполнения и варианты доставки. Онлайн-расчеты стоимости механической обработки обычно поступают в течение нескольких минут для стандартных деталей — по сравнению с днями при использовании традиционных каналов.
- Подтверждение заказа и оплата: После вашего подтверждения коммерческого предложения обработка оплаты запускает планирование производства. Ваш заказ попадает в очередь на изготовление с подтвержденной датой поставки.
- Производство: Ваша заказная механическая обработка переходит в производство. Программисты ЧПУ создают оптимизированные траектории инструмента на основе вашей геометрии. Операторы настраивают станки, проверяют первые образцы и запускают серийное производство. Системы контроля качества обеспечивают мониторинг размерной точности на всех этапах.
- Контроль качества: Готовые детали проходят проверку размеров в соответствии с вашими техническими требованиями. В зависимости от ваших условий это может включать выборочную проверку критических размеров или полную контрольно-измерительную машину (КИМ) с подробными отчётами.
- Отделка и послепроизводственная обработка: Если вы указали требования к отделке поверхности — анодирование, порошковое покрытие, гальваническое покрытие — детали направляются на вторичные операции перед окончательной упаковкой.
- Доставка и доставка: Детали тщательно упаковываются для предотвращения повреждений при транспортировке. Информация о трекинге позволяет отслеживать ход доставки до момента прибытия деталей, изготовленных на станках с ЧПУ, к вам домой.
Полный цикл услуг по изготовлению прототипов на станках с ЧПУ обычно занимает от 3 до 10 рабочих дней в зависимости от сложности детали, наличия материалов и требований к отделке. Серийное производство естественным образом увеличивает сроки выполнения заказа, однако обеспечивает повышение эффективности и снижение себестоимости одной детали.
Избежание типичных ошибок при загрузке файлов
Обработав тысячи заказов, онлайн-платформы неоднократно выявляют одни и те же легко предотвратимые ошибки. Избегая их, вы ускоряете выполнение заказа и предотвращаете дорогостоящие доработки.
Отсутствующие или некорректные допуски: Если допуски не указаны, производитель применяет свои стандартные значения (обычно ±0,13 мм). Это может быть приемлемо — а может привести к отказу при сборке. Указывайте допуски чётко и явно для всех критических размеров.
Невозможные внутренние углы: Режущие инструменты имеют круглое сечение. Обработка внутреннего угла в 90 градусов геометрически невозможна. Добавьте скругления, соответствующие стандартным радиусам инструментов (распространённые значения: 3 мм, 5 мм, 6 мм), или будьте готовы к тому, что производитель запросит уточнения — это добавит дни к вашему графику.
Резьбы без обозначений: В вашей 3D-модели могут быть отображены резьбовые отверстия, однако станки с ЧПУ требуют чётких технических указаний по резьбе. Укажите тип резьбы (UNC, метрическая), шаг, глубину нарезания и класс посадки в техническом чертеже или примечаниях.
Отсутствующие 2D-чертежи для сложных требований: Хотя 3D-модели лежат в основе механической обработки, именно 2D-чертежи передают специальные требования: обозначения геометрических допусков (GD&T), требования к шероховатости поверхности на конкретных гранях или критерии контроля. При ЧПУ-прототипировании простых геометрий зачастую достаточно одних 3D-файлов, однако для серийных деталей рекомендуется дополнительное оформление в виде 2D-чертежей.
Избыточное ограничение допусков: Указание допуска ±0,01 мм для каждого размера свидетельствует о неопытности и приводит к завышению ценовых предложений. Ужесточённые допуски следует применять только там, где этого требует функциональность детали. Опытные инженеры чётко различают критически важные посадки и общие размеры.
Профессиональный совет для сокращения сроков изготовления: упростите элементы, не влияющие на функциональность. Тот декоративный фасочный скос, для которого требуется специальный инструмент? Та глубокая узкая канавка, требующая инструмента увеличенной длины? Каждая нетиповая конструктивная особенность увеличивает время наладки. Когда сроки выполнения крайне сжаты, упрощение конструкции зачастую важнее ускоренной доставки.
Оптимизация затрат основана на аналогичных принципах. Стандартные материалы (алюминиевый сплав 6061, нержавеющая сталь 304) стоят дешевле и поставляются быстрее, чем экзотические сплавы. Более свободные допуски сокращают время контроля. Увеличение объёма партии распределяет затраты на наладку на большее количество деталей. А проектирование с учётом эффективного закрепления — ровные базовые поверхности, удобный доступ к элементам, логическая последовательность операций обработки — сокращает производственное время без потери качества.
После размещения заказа и начала производства понимание факторов, влияющих на ценообразование, поможет вам принимать более обоснованные решения по будущим проектам — а также потенциально снизить затраты по текущим проектам до окончательного утверждения технических требований.
Ценообразование при фрезерной обработке на станках с ЧПУ и оптимизация себестоимости
Возникали ли у вас вопросы о том, почему две внешне похожие детали имеют столь сильно различающиеся расценки на фрезерную обработку на станках с ЧПУ? Вы не одиноки. Большинство онлайн-платформ просто приводят итоговую сумму, не объясняя, как она была рассчитана. Такая непрозрачность вынуждает вас гадать: справедливая ли цена или вы переплачиваете за функции, которые вам фактически не нужны.
Вот действительность: стоимость фрезерной обработки на станках с ЧПУ не является произвольной. Она подчиняется предсказуемым закономерностям, зависящим от конкретных факторов, на которые вы можете повлиять. Понимание этих факторов позволяет перейти от роли пассивного покупателя к роли специалиста, способного стратегически оптимизировать конструкции с целью повышения экономической эффективности. Давайте заглянем за кулисы и выясним, что на самом деле определяет стоимость обработки ваших металлических деталей.
Что на самом деле определяет стоимость обработки на станках с ЧПУ
Каждое полученное вами коммерческое предложение отражает шесть основных факторов стоимости. Некоторые из них вы можете контролировать на этапе проектирования. Другие зависят от ваших требований к производству. Все они взаимодействуют друг с другом, создавая возможности для оптимизации.
Выбор материала влияет на стоимость двумя способами. Во-первых, цены на сырьё сильно варьируются: стоимость титана примерно в 20 раз выше стоимости алюминия за килограмм. Во-вторых, обрабатываемость влияет на продолжительность производства. Обработка алюминия осуществляется значительно быстрее, чем обработка нержавеющей стали, поскольку более мягкие материалы позволяют использовать более высокие подачи и обеспечивают больший срок службы инструмента. Согласно отраслевому анализу затрат, стоимость алюминия обычно составляет 1–3 долл. США за килограмм, тогда как стоимость титана находится в диапазоне от 15 до 50 долл. США за килограмм.
Сложность детали непосредственно влияет на время механической обработки — а время равно деньгам. Сложные геометрические формы требуют множественных установок, специализированного инструмента и более низких скоростей резания для обеспечения точности. Простая кронштейновая деталь может обрабатываться в течение 15 минут. В то же время сложный корпус с глубокими карманами и составными углами может потребовать нескольких часов.
Требования к допускам приводит к экспоненциальному росту затрат. Стандартные допуски (±0,13 мм) практически не требуют дополнительных затрат при обычной обработке. Точечные допуски (±0,025 мм) требуют контроля окружающей среды, тщательных измерений и более медленной обработки. Ультра-точные спецификации могут увеличить затраты в 24 раза и более.
Количество распределяет постоянные затраты на большее количество деталей. Затраты на подготовку оборудования, программирование и проверку первой детали возникают однократно независимо от того, заказываете ли вы одну деталь или 1000. При увеличении объёмов эти постоянные расходы значительно снижаются.
Отделка поверхности увеличивает время обработки и иногда требует дополнительных операций. Детали в состоянии после механической обработки не требуют дополнительных затрат. Полированные поверхности требуют дополнительных проходов. Анодирование, порошковое покрытие или гальваническое покрытие добавляют отдельные технологические операции со своими собственными затратами.
Срок выполнения заказа ведёт к премиальным надбавкам при срочной необходимости получения деталей. Срочные заказы нарушают производственные графики и могут потребовать сверхурочной работы персонала или ускоренной закупки материалов.
| Коэффициент | Уровень воздействия | Стратегия оптимизации |
|---|---|---|
| Выбор материала | Высокий | Выбирайте легко доступные материалы с хорошей обрабатываемостью. Алюминий 6061 вместо 7075; нержавеющая сталь 304 вместо 316, если требования к коррозионной стойкости это позволяют. |
| Сложность детали | Высокий | Упростите нефункциональные элементы. Уменьшите глубину карманов. Используйте стандартные радиусы инструмента для внутренних углов. Разделите чрезмерно сложные детали на сборочные узлы. |
| Спецификации допусков | Высокий | Применяйте жёсткие допуски только к функциональным сопрягаемым поверхностям. Допускайте стандартные допуски на некритичные размеры. |
| Количество заказов | Высокий | Объединяйте заказы в партии, чтобы распределить затраты на наладку. Рассмотрите возможность совместного заказа будущих потребностей для получения оптовых скидок. |
| Отделка поверхности | Средний | Указывайте отделку «как обработано», если внешний вид не имеет значения. Используйте дробеструйную обработку вместо полировки для достижения однородного внешнего вида по более низкой цене. |
| Срок выполнения заказа | Средний | Планируйте заранее, чтобы избежать платы за срочное исполнение. Стандартные сроки изготовления 7–10 дней, как правило, на 15–30 % дешевле срочных вариантов. |
Интеллектуальные стратегии снижения стоимости компонентов
Снижение стоимости не означает принятие низкого качества. Это означает устранение потерь — излишней точности, чрезмерно усложнённых конструктивных элементов или неэффективных решений, которые увеличивают время механической обработки без добавления функциональной ценности.
Начните с пересмотра каждого жесткого допуска. Согласно исследованиям в области производственных затрат , стандартный допуск ±0,127 мм уже является достаточно точным и подходит для большинства применений. Каждое ужесточение допуска увеличивает время контроля, снижает скорость резания и повышает риск брака деталей.
Проектируйте детали для эффективной обработки металлов, избегая элементов, требующих специализированного инструмента. Глубокие узкие пазы вынуждают использовать удлинённые фрезы, которые прогибаются и требуют снижения подачи. Тонкие стенки нуждаются в тщательной поддержке и аккуратной обработке. Нестандартные диаметры отверстий требуют применения специальных свёрл вместо типовых инструментов.
Рассмотрите следующие практические оптимизации:
- Увеличьте радиусы внутренних углов подбирайте радиусы скруглений так, чтобы они соответствовали стандартным диаметрам концевых фрез (3 мм, 5 мм, 6 мм). Более крупные радиусы позволяют повысить скорость резания и увеличить срок службы инструмента.
- Ограничьте глубину полостей соотношением 4:1 (глубина не более чем в 4 раза превышает ширину). Более глубокие карманы требуют специального инструмента и значительно снижают скорости подачи.
- Используйте стандартные размеры отверстий указывайте диаметры отверстий, соответствующие распространённым размерам свёрл, а не произвольным значениям.
- Избегайте излишних требований к шероховатости поверхности на внутренних или скрытых поверхностях.
- Конструирование плоских оснований для обеспечения устойчивого крепления заготовки вместо необходимости в специальных приспособлениях.
Для небольших заказов на фрезерную обработку на станках с ЧПУ расходы на подготовку зачастую превышают совокупную стоимость материалов и времени механической обработки. Стоимость изготовления одного сложного изделия может составить 150 долларов США, однако заказ десяти одинаковых деталей может обойтись всего в 300 долларов США — поскольку подготовка выполняется однократно. Всегда оценивайте, целесообразно ли с экономической точки зрения заказать немного больше деталей, чем требуется в данный момент.
Скидки при увеличении объёма и ценообразование по объёмам
Система цен на услуги по индивидуальной фрезерной обработке на станках с ЧПУ подчиняется предсказуемому принципу: при производстве первого образца себестоимость единицы наиболее высока, поскольку в неё включены программирование, подготовка оборудования и проверка технологического процесса. Каждая последующая деталь выгодно отличается за счёт роста эффективности.
Математика работает явно в вашу пользу. Практические данные по ценообразованию показывают, что стоимость одной детали составляет 134 фунта стерлингов, а при заказе 10 штук — снижается до 38 фунтов стерлингов за единицу, то есть на 70 %. При заказе 100 штук себестоимость одной детали падает до 13 фунтов стерлингов, что соответствует снижению на 90 % по сравнению с ценой единичного изделия.
Это не магия — это экономика производства. Программист ЧПУ создаёт траектории инструмента один раз. Станочник настраивает крепление заготовки один раз. Контроль качества устанавливает методику измерений один раз. Все эти постоянные затраты распределяются на весь ваш заказ.
Разумные покупатели используют это несколькими способами:
- Консолидация заказов вместо того чтобы делать несколько небольших заказов в течение времени
- Заказывайте прототипы небольшими партиями (5–10 штук), а не поштучно при тестировании итераций
- Прогнозируйте потребности в производстве и фиксируйте более крупные объёмы для получения лучших цен
- Согласовывайте рамочные заказы на постоянные потребности с запланированными поставками
Однако объём не всегда является решением. При изготовлении прототипов или проверке проекта заказ сотен деталей до подтверждения их работоспособности приводит к неоправданным затратам ресурсов. Оптимальный подход заключается в балансе текущих потребностей и реалистичной экономии, обусловленной объёмом, — никогда не заказывайте больше, чем вы действительно планируете использовать, лишь бы достичь ценового порога.
Поняв факторы ценообразования, ваш следующий шаг — оценить, какие именно онлайн-провайдеры ЧПУ действительно обеспечивают требуемое качество, сертификаты и уровень коммуникации для ваших проектов.
Как оценивать и сравнивать онлайн-провайдеров ЧПУ
Вы уже узнали, как формируется цена и какие факторы влияют на затраты. Но вот ещё один не менее важный вопрос: как определить, какой провайдер действительно изготовит качественные детали в установленные сроки? Уровень сервиса у онлайн-провайдеров ЧПУ различается. Некоторые поддерживают строгие системы контроля качества и используют аттестованные процессы. Другие действуют как посредники, связывая вас с неизвестными механическими цехами, возможности которых могут сильно варьироваться.
Выбор неподходящего провайдера грозит не только финансовыми потерями, но и задержками в реализации проектов, проблемами при сборке изделий, а также потенциальным ущербом репутации в глазах ваших собственных клиентов. Хорошая новость заключается в том, что существуют объективные критерии оценки, позволяющие чётко отличить надёжных партнёров от рискованных вариантов.
Сертификаты, которые действительно имеют значение
Сертификаты отраслевой аккредитации — это не просто красивые логотипы на сайте. Они представляют собой документально подтверждённое свидетельство того, что производитель соблюдает стандартизированные процессы обеспечения качества, проверенные независимыми аудиторами. Согласно исследованиям в области сертификации производственных предприятий, такие сертификаты выступают опорными столпами, обеспечивающими и подтверждающими каждый этап производственного процесса в рамках системы менеджмента качества.
Но какие именно сертификаты имеют значение для вашего применения? Ниже приведено, что означает каждый из основных сертификатов:
ISO 9001 устанавливает базовые требования к системам менеджмента качества по всему миру. Он подтверждает, что на предприятии разработаны и документально оформлены соответствующие процедуры, осуществляется мониторинг показателей эффективности и принимаются корректирующие действия при выявлении несоответствий. Если у поставщика отсутствует даже этот базовый сертификат, действуйте с крайней осторожностью.
AS9100D основан на стандарте ISO 9001 и включает отраслевые требования для аэрокосмической промышленности, в том числе строгий контроль рисков, жёсткие требования к документации и управление целостностью продукции на всех этапах сложных цепочек поставок. Любые компоненты, предназначенные для применения в авиации, должны производиться на предприятиях, сертифицированных по стандарту AS9100D.
IATF 16949 регулирует систему менеджмента качества в автомобильной промышленности, объединяя принципы стандарта ISO 9001 с отраслевыми требованиями к непрерывному совершенствованию, предотвращению дефектов и строгому контролю со стороны заказчиков над поставщиками. Если вы занимаетесь производством станков с ЧПУ (CNC) вблизи меня для автомобильной промышленности, наличие данной сертификации является обязательным условием.
ISO 13485 охватывает производство медицинских изделий и устанавливает строгие требования к проектированию, прослеживаемости и снижению рисков. Для медицинских компонентов данная сертификация необходима для соответствия требованиям регулирующих органов и обеспечения безопасности пациентов.
NADCAP аккредитация фокусируется конкретно на специальных процессах, критически важных для аэрокосмической и оборонной отраслей — термообработке, химической обработке и неразрушающем контроле. Это представляет собой дополнительный уровень обеспечения качества помимо общих сертификатов.
Вопросы, которые следует задать перед оформлением заказа
Сертификаты сообщают вам о системах. Однако вам также необходимо понять, как конкретный поставщик будет выполнять ваши особые требования. Прежде чем заключать договор с любой онлайн-службой ЧПУ, получите ответы на следующие ключевые вопросы:
- Процесс обеспечения качества: Какие методы контроля они используют? Проводят ли они промежуточные проверки или только окончательный контроль? Могут ли они предоставить отчёты координатно-измерительной машины (КИМ) по критическим размерам? Предприятия с надёжным контролем качества должны без затруднений объяснить свои измерительные возможности и протоколы калибровки.
- Прослеживаемость материалов: Могут ли они предоставить отчёты о контрольных испытаниях материалов (MTR), подтверждающие их состав и свойства? Для регулируемых отраслей такая документация является обязательной, а не факультативной.
- Возможности оборудования: На каком оборудовании они работают? Многоосевые станки, швейцарские токарные станки и возможности электроэрозионной обработки расширяют возможности производства. Уточните возраст оборудования и графики его технического обслуживания: хорошо обслуживаемое оборудование обеспечивает стабильное качество продукции.
- Политика внесения изменений и исправлений: Что происходит, если детали поставляются с отклонениями от технических требований? Надёжные поставщики чётко формулируют свою политику повторного изготовления и оперативно реагируют на замечания по качеству.
- Каналы связи: Можно ли связаться с инженером-практиком при возникновении проблем? Некоторые платформы предлагают только поддержку через чат-бота, тогда как другие обеспечивают прямой доступ к техническому персоналу, хорошо разбирающемуся в особенностях механической обработки.
- Надежность сроков поставки: Какова их статистика по своевременным поставкам? Запросите фактические данные, а не обещания. Стабильность соблюдения сроков поставок важнее оптимистичных оценок.
- Качество обратной связи по DFM: Насколько подробным является их анализ конструкции с учётом технологичности изготовления (DFM)? Поставщики, выявляющие потенциальные проблемы до начала производства, помогают сэкономить ваше время и средства.
При оценке ответов обращайте внимание на конкретность. Расплывчатые формулировки вроде «у нас есть процессы обеспечения качества» имеют меньшую ценность по сравнению с подробными объяснениями протоколов контроля, графиков калибровки и документированных процедур.
Онлайн-сервисы против местных механических мастерских
Вот честная оценка, которую большинство онлайн-платформ вам не дадут: иногда местные механические мастерские являются более разумным выбором. Решение о том, искать ли «CNC-мастерскую рядом со мной» или пользоваться онлайн-услугами, зависит от вашей конкретной ситуации.
Онлайн-услуги CNC особенно эффективны, когда:
- Вам нужны мгновенные коммерческие предложения без звонков или ожидания
- Географическое расположение не имеет значения — подойдёт любая сертифицированная мастерская
- Стандартные материалы и допуски соответствуют вашим требованиям
- Вы заказываете прототипы или небольшие партии продукции
- Прозрачность ценообразования и возможность отслеживания заказа важны для вашего рабочего процесса
- У вас отсутствуют существующие отношения с квалифицированными механическими мастерскими поблизости
Местные механические мастерские оправданы, когда:
- Ваши детали требуют тесного взаимодействия и итеративной разработки
- Вам необходимо лично осмотреть производственные помещения, оборудование и технологические процессы
- Крайне сжатые сроки требуют изготовления в тот же день или на следующий день
- Сложные проекты выигрывают от очных обсуждений конструкции
- Вы разрабатываете собственные продукты, требующие строгой конфиденциальности
- Постоянные производственные отношения оправдывают регулярные посещения токаря или фрезеровщика поблизости
Согласно сравнительному анализу традиционных и онлайн-методов механической обработки, традиционные услуги ЧПУ ориентированы на точность, оказание персональной поддержки и строгий контроль качества — вы устанавливаете тесную связь с производственным предприятием, что особенно полезно при реализации крупных или специализированных проектов. Онлайн-платформы делают акцент на скорости, удобстве и оперативном доступе, однако взаимодействие с исполнителями, изготавливающими ваши детали, может быть минимальным.
Практическая реальность? Многие покупатели стратегически используют оба подхода. Онлайн-платформы обслуживают простые детали, где важнейшими факторами являются скорость и прозрачность цен. Местные токарные мастерские поблизости от вас берут на себя сложные проекты, требующие тесного взаимодействия и быстрой итерации.
Рассмотрите следующую схему принятия решений: если вы можете полностью определить свои требования в CAD-файле и письменных технических спецификациях, онлайн-сервисы, как правило, обеспечивают более высокую скорость и экономическую эффективность исполнения. Если же ваш проект требует постоянного диалога, внесения изменений в конструкцию на ходу или применения специализированных технологических процессов, выходящих за рамки стандартной механической обработки, местные машиностроительные мастерские предоставляют преимущества долгосрочного партнёрства, которые цифровые платформы воспроизвести не могут.
Определив критерии оценки, понимание того, как различные отрасли применяют эти стандарты — а также каких специализированных требований они предъявляют, — помогает вам подобрать поставщиков, соответствующих конкретным потребностям вашего применения.

Применение в отраслях: от автомобильной до авиационной
Понимание сертификатов и критериев оценки даёт вам основу. Но как эти стандарты транслируются в реальные производственные сценарии? Разные отрасли не просто предпочитают определённые сертификаты — они предписывают конкретные процессы, материалы и протоколы обеспечения качества, которые принципиально определяют, как онлайн-услуги ЧПУ функционируют в каждой отрасли.
Независимо от того, разрабатываете ли вы металлические детали ЧПУ для автомобильных узлов, услуги прецизионной обработки ЧПУ для хирургических инструментов или аэрокосмическую обработку ЧПУ для конструкций, критически важных для полёта, каждая отрасль предъявляет уникальные требования. Давайте рассмотрим, что эти требования означают на практике — и как ведущие производители решают их.
Требования к производству автомобилей
Автомобильная промышленность руководствуется простым принципом: нулевой брак в условиях массового производства. Когда вы выпускаете тысячи идентичных компонентов, которые должны точно устанавливаться на конвейерных линиях, работающих на высокой скорости, стабильность качества не является опциональной — она необходима для выживания.
Сертификация по стандарту IATF 16949 составляет основу системы управления качеством в автомобильной промышленности. Этот стандарт выходит за рамки базовых требований ISO 9001 и учитывает специфические вызовы, связанные с массовым производством. Согласно исследованиям в области отраслевой сертификации, IATF 16949 объединяет принципы ISO 9001 с отраслевыми требованиями к непрерывному совершенствованию, предотвращению дефектов и строгому контролю со стороны поставщиков.
Что это означает для ваших проектов в области станков с ЧПУ в автомобильной промышленности? Производители, обслуживающие этот сектор, должны продемонстрировать:
- Статистический контроль процессов (SPC): Непрерывный контроль критических размеров на протяжении всего производственного цикла, а не только при окончательной проверке
- Планирование качества продукции по передовым методикам (APQP): Структурированные процессы разработки и запуска новых деталей, минимизирующие производственные риски
- Процесс подтверждения производства деталей (PPAP): Документально подтверждённые доказательства того, что производственные процессы стабильно выпускают детали, соответствующие техническим условиям
- Анализ видов и последствий отказов (FMEA): Систематическую идентификацию потенциальных отказов до их возникновения
- Полная прослеживаемость: Документирование, связывающее каждую деталь с конкретными партиями материалов, настройками оборудования и действиями операторов
Типичные автомобильные применения станков с ЧПУ включают кронштейны шасси, корпуса трансмиссий, компоненты тормозных систем, детали рулевого механизма и специальные металлические втулки. Эти детали часто требуют обработки нержавеющей стали для обеспечения коррозионной стойкости в условиях эксплуатации на открытом воздухе или алюминия — для компонентов, критичных по массе.
Для производителей, масштабирующих производство от прототипирования до полномасштабного выпуска, автомобильная отрасль требует партнёров, способных поддерживать постоянство качества при переходе к большим объёмам. Shaoyi Metal Technology эта способность демонстрируется компанией — их производственное предприятие, сертифицированное по стандарту IATF 16949, сочетает строгий статистический контроль процессов (SPC) с быстрым масштабированием от прототипирования до серийного производства и обеспечивает сроки изготовления всего один рабочий день для сборок шасси и прецизионных компонентов. Такое сочетание сертификации, контроля процессов и скорости решает ключевую задачу автомобильной промышленности: своевременно поставлять качественные детали на сборочные линии без задержек.
Стандарты точности для авиационной и медицинской промышленности
Если в автомобильном производстве требуется согласованность в масштабе, то в аэрокосмической и медицинской отраслях требуется точность без каких-либо компромиссов. Последствия сбоя — будь то разрушение лопатки турбины на высоте 30 000 футов или хирургический имплантат, причиняющий вред пациенту — делают требования к качеству принципиально недопустимыми для переговоров.
Требования к станкам с ЧПУ в аэрокосмической отрасли
Аэрокосмические применения выводят возможности обработки на станках с ЧПУ на предел. Согласно исследованиям в области прецизионного производства , детали для аэрокосмической техники, такие как лопатки турбин, компоненты двигателей и конструкционные кронштейны, требуют допусков до ±0,0005 дюйма (±0,013 мм) — что выходит в область ультраточной обработки и требует контроля окружающей среды и специализированного измерительного оборудования.
Сертификация по стандарту AS9100D является обязательной для поставщиков аэрокосмической отрасли. Этот стандарт расширяет ISO 9001 требованиями, специфичными для авиационной безопасности:
- Усиленное управление рисками: Формализованные процессы выявления и снижения рисков на всех этапах разработки продукции
- Управление конфигурацией: Строгий контроль, гарантирующий полное соответствие деталей утверждённым конструкторским решениям
- Контроль целостности продукции: Предотвращение использования поддельных материалов и несанкционированных заменителей
- Первичный контрольный осмотр (FAI): Комплексная проверка того, что производственные процессы обеспечивают воспроизведение квалифицированных деталей
Требования к материалам в аэрокосмической отрасли предъявляют особые требования к экспертным знаниям. Титановые сплавы обладают исключительным соотношением прочности к массе, однако обрабатываются медленно и быстро изнашивают инструмент. Сплавы на основе никеля, такие как инконель и другие жаропрочные сплавы, устойчивы к экстремальным температурам, но создают значительные трудности при механической обработке. Даже прототипирование углеродного волокна для композитных конструкций требует понимания поведения этих материалов под действием режущих сил.
Типичные аэрокосмические компоненты включают конструктивные кронштейны, крепления двигателей, элементы шасси, корпуса исполнительных механизмов и фитинги топливных систем — каждый из которых требует документально подтверждённых сертификатов материалов и полной размерной проверки.
Стандарты механической обработки медицинского оборудования
Производство медицинских изделий дополняет высокие требования к точности необходимостью обеспечения биосовместимости. Эта отрасль регулируется стандартом ISO 13485, который устанавливает строгий контроль над проектированием, производством, прослеживаемостью и снижением рисков.
Что делает медицинальную обработку уникальной:
- Биосовместимые материалы: Титановые сплавы марок 5 и 23, хирургические нержавеющие стали (316L, 17-4PH) и специализированные пластмассы, например PEEK, которые не вызывают негативных реакций в организме
- Требования к шероховатости поверхности: Гладкие, заусенец-свободные поверхности, предотвращающие повреждение тканей и колонизацию бактериями
- Совместимость с процессами очистки и стерилизации: Детали, спроектированные так, чтобы выдерживать многократные циклы автоклавирования без деградации
- Полная прослеживаемость: Каждый компонент подлежит прослеживаемости по конкретным партиям материалов для возможности отзыва в случае выявления проблем
Области применения медицинской обработки охватывают хирургические инструменты и ортопедические имплантаты, корпуса диагностического оборудования и компоненты устройств доставки лекарств. Для каждого из них требуются пакеты документации, соответствующие требованиям FDA и международным стандартам для медицинских изделий.
От прототипа до серийного производства
Возможно, самым сложным этапом перехода в производстве является не достижение точности, а её сохранение при увеличении объёмов — от единичных прототипов до тысяч серийных изделий. Согласно исследованиям масштабирования производства, одним из самых трудных аспектов работы с продуктом является его ценообразование: если здесь допущена ошибка, весь проект сходит с рельсов.
Прототипирование на станках с ЧПУ преследует принципиально иные цели по сравнению с серийным производством. Обработка прототипов на станках с ЧПУ позволяет проверить конструкторские решения, протестировать функциональность и выявить потенциальные проблемы до начала массового выпуска.
Проблема перехода возникает тогда, когда успешные прототипы необходимо превратить в реальность серийного производства. Это включает в себя:
- Уточнение конструкции с учётом требований технологичности (DFM): Модификацию конструкции прототипа для оптимизации процессов серийного производства
- Валидация процесса: Подтверждение того, что методы серийного производства обеспечивают стабильное воспроизведение характеристик прототипа
- Однородность материала: Обеспечение точного соответствия производственных материалов свойствам материалов прототипа
- Создание системы качества: Внедрение процедур контроля, адаптированных для серийного производства
- Оптимизация затрат: Снижение себестоимости единицы продукции за счёт повышения эффективности производственных процессов без ущерба для качества
Умные производители решают эти задачи, сотрудничая с поставщиками услуг прецизионной обработки на станках с ЧПУ, способными обеспечить выполнение работ как на этапе изготовления прототипов, так и на этапе серийного производства. Работа с одной и той же производственной площадкой на всех этапах — от прототипирования до серийного выпуска — позволяет исключить риски, связанные с передачей проектов между разными поставщиками, при которой часто теряется «корпоративная экспертиза» по конкретным деталям.
Именно здесь поставщики, такие как Shaoyi Metal Technology, демонстрируют особую ценность. Их способность изготавливать быстрые прототипы с минимальным сроком поставки в один рабочий день, а затем масштабировать производство до полных объёмов в рамках той же системы управления качеством IATF 16949, устраняет разрыв, который обычно возникает при переходе от прототипирования к серийному производству. Особенно для автомобильных применений их экспертиза в сборке шасси и постоянный контроль по статистическим методам управления процессами (SPC) гарантируют, что серийные детали полностью соответствуют ранее верифицированным прототипам.
Ключевой вывод? Выбор онлайн-услуги ЧПУ — это не просто вопрос изготовления сегодняшнего прототипа. Это поиск партнёра, чьи возможности охватывают весь жизненный цикл вашего продукта — от первоначальной проверки концепции до поддержания стабильных объёмов серийного производства. Сертификаты, процессы и отраслевая экспертиза, которые вы оцениваете сегодня, определяют, будет ли ваше производство масштабироваться плавно или столкнётся с трудностями на каждом этапе перехода.
Поняв требования отрасли, вы готовы сделать последний шаг: подготовить свой первый заказ с помощью четкого чек-листа, гарантирующего успех.
Начало работы с первым онлайн-заказом на станках с ЧПУ
Вы ознакомились с большим объемом информации — процессами, материалами, допусками, факторами ценообразования и критериями оценки. Теперь возникает практический вопрос: как именно оформить свой первый заказ? Что еще более важно: как определить, подойдут ли онлайн-услуги механической обработки на станках с ЧПУ для вашего конкретного проекта?
Давайте сведем всю информацию к конкретным рекомендациям. Независимо от того, заказываете ли вы индивидуальные детали для прототипа или планируете серийное производство деталей, обрабатываемых на станках с ЧПУ, этот заключительный раздел предоставляет вам четкую структуру для принятия обоснованных решений.
Чек-лист для предварительного заказа
Прежде чем нажать «загрузить», внимательно пройдитесь по этим ключевым пунктам. Каждый из них помогает избежать типичных ошибок, которые задерживают реализацию проектов или увеличивают затраты:
- Выбранный технологический процесс подтвержден: Вы определили, требуется ли для вашей детали фрезерование, токарная обработка или многокоординатная обработка? Цилиндрические детали предпочтительно обрабатываются на токарных станках; сложные геометрии с несколькими поверхностями требуют фрезерования; сложные контуры могут оправдывать применение возможностей 5-осевой обработки.
- Материал указан корректно: Подходит ли выбранный вами материал по механическим, тепловым и эксплуатационным требованиям к данному применению? Проверили ли вы наличие этого материала в наличии на выбранной вами платформе?
- Допуски расставлены по приоритетности: Определили ли вы, какие размеры действительно критичны, а какие могут быть выполнены с применением стандартных допусков? Применение повышенных требований ко всем размерам необоснованно увеличивает стоимость.
- CAD-файл проверен: Представляет ли ваша модель замкнутое, водонепроницаемое твёрдое тело? Удалили ли вы дублирующую геометрию, проверили единицы измерения (мм или дюймы) и убедились, что внутренние углы имеют радиусы, допустимые для механической обработки?
- Формат файла оптимизирован: Загружаете ли вы файлы форматов STEP, IGES или Parasolid вместо полигональных форматов, таких как STL? Твёрдотельная геометрия однозначно преобразуется в инструкции по производству.
- Указаны резьбы и специальные характеристики: Указали ли вы явно резьбы, требования к шероховатости поверхности на конкретных гранях или другие детали, которые невозможно передать только с помощью геометрии CAD?
- Количество определено стратегически: Распределяет ли ваш объём заказа затраты на подготовку производства эффективно? Позволит ли незначительное увеличение объёма заказа снизить себестоимость единицы продукции настолько, чтобы это оправдало дополнительные расходы?
- Сроки изготовления реалистичны: Заложили ли вы достаточное время на производство или необоснованно высокие срочные сборы завышают вашу смету?
- Сертификаты проверены: Имеет ли поставщик сертификаты, соответствующие требованиям вашей отрасли — как минимум ISO 9001, а также IATF 16949, AS9100D или ISO 13485, если применимо?
- Требования к документации по качеству чётко определены: Требуются ли вам отчёты о контроле, сертификаты на материалы или сертификаты соответствия? Укажите их заранее, а не запрашивайте после завершения производства.
Правильный выбор производственного партнера
Вот честная правда: онлайн-услуги фрезерной обработки ЧПУ не всегда являются оптимальным решением. Понимание того, когда целесообразнее использовать альтернативные варианты, позволяет сэкономить время, деньги и избежать разочарований.
Выберите онлайн-ЧПУ, когда:
- Ваша деталь требует точности, прочности или свойств материалов, которые может обеспечить только механическая обработка
- Вам нужны функциональные прототипы из материалов промышленного качества — а не просто визуальные макеты
- Количество деталей варьируется от 1 до нескольких сотен штук
- Вы цените прозрачное ценообразование, мгновенные расчёты стоимости и отслеживание заказов
- Стандартные материалы и допуски соответствуют вашим требованиям
- Сроки изготовления от 3 до 10 дней укладываются в ваш график
Рассмотрите 3D-печать вместо этого, когда:
- Ваша геометрия включает внутренние каналы, решётчатые структуры или органические формы, которые невозможно обработать механическим способом
- Вам срочно требуются очень небольшие партии (1–5 шт.) немеханических прототипов
- Свойства материала менее критичны, чем скорость изготовления и геометрическая свобода
- Ваш бюджет крайне ограничен, а требования к точности умеренные
Согласно исследованиям сравнения методов производства, 3D-печать превосходит другие технологии при изготовлении деталей с небольшими ограничениями по геометрии, тогда как фрезерная обработка на станках с ЧПУ обеспечивает более выгодную экономию на масштабе при выпуске более 100 единиц деталей с простой геометрией.
Рассмотрите литьё под давлением, когда:
- Количество превышает 500–1000+ одинаковых пластиковых деталей
- Стоимость одной единицы важнее первоначальных затрат на оснастку
- Ваш дизайн окончательно утверждён и маловероятно будет изменён
Рассмотрите местные механические мастерские, когда:
- Проекты требуют тесного взаимодействия и итеративной разработки
- Срок изготовления в тот же день или на следующий день действительно критичен
- Личные встречи для обсуждения конструкции позволят улучшить результаты
- Соблюдение конфиденциальности требует максимальных мер защиты
Многие успешные покупатели стратегически используют несколько подходов. Быстрое прототипирование на станках с ЧПУ через онлайн-платформы позволяет оперативно проверить проекты. Для серийного производства объёмы могут быть переведены на литьё под давлением. Высокоспециализированные операции резки на станках с ЧПУ, возможно, останутся у проверенных местных партнёров.
Следующие шаги для вашего проекта
Теперь вы готовы уверенно работать с онлайн-производством на станках с ЧПУ. Однако знания без действий остаются теоретическими. Вот как практически двигаться вперёд:
Начните с пробного заказа. Если вы впервые пользуетесь конкретной платформой, начните с более простой детали, а не с наиболее критичного компонента. Это позволит проверить качество их продукции, эффективность коммуникации и надёжность поставок до того, как вы доверите им более масштабные проекты.
Ищите партнёров, готовых к серийному производству. Если ваш проект может масштабироваться от прототипирования на станках с ЧПУ до серийного производства, выбирайте поставщиков, способных обеспечить оба этапа. Согласно критериям оценки производственных возможностей, надёжное партнёрство должно удовлетворять не только текущие потребности, но и обеспечивать возможность соответствовать будущим требованиям и расти вместе с вашим бизнесом.
Чем отличаются поставщики, готовые к серийному производству? Обратите внимание на подтверждённые возможности, такие как сроки изготовления срочных прототипов в течение одного дня, сертификаты, соответствующие требованиям вашей отрасли, и документированные процессы обеспечения качества (в частности, статистический контроль процессов — SPC — для обеспечения стабильности). Shaoyi Metal Technology соответствует этим характеристикам: его сертификат IATF 16949, опыт в сборке шасси и способность оперативно выполнять заказы демонстрируют те возможности, которые должны предоставлять поставщики, ориентированные на серийное производство.
Примите кривую обучения. Ваш первый заказ, скорее всего, не будет идеальным. Вы обнаружите тонкости, связанные с указанием допусков, подготовкой файлов и формулированием требований — нюансы, которые ни одно руководство не в состоянии полностью предугадать. Каждый проект наращивает вашу экспертизу, делая последующие заказы более гладкими и экономически эффективными.
Продолжайте итерации. Онлайн-платформы для ЧПУ-обработки продолжают развиваться: улучшаются алгоритмы расчёта цен, расширяется ассортимент материалов, повышается скорость выполнения заказов. Оставайтесь любознательными к новым функциям и не считайте, что сегодняшние ограничения сохранятся надолго.
Ландшафт производства претерпел фундаментальные изменения. То, что раньше требовало недель телефонных переговоров, выездов на производственные площадки и длительных переговоров по коммерческим предложениям, теперь осуществляется за минуты через цифровые платформы. У вас есть доступ к возможностям точного производства, о которых предыдущие поколения инженеров могли лишь мечтать.
Используйте этот доступ разумно. Тщательно продумывайте конструкции. Чётко формулируйте технические требования. Стратегически выбирайте партнёров. И с уверенностью превращайте свои цифровые модели в физические изделия.
Часто задаваемые вопросы об онлайн-услугах механической обработки на станках с ЧПУ
1. Сколько стоит обработка на станках с ЧПУ?
Стоимость обработки на станках с ЧПУ зависит от шести основных факторов: выбора материала (алюминий стоит 1–3 долл. США за кг, а титан — от 15 до 50 долл. США за кг), сложности детали, требований к допускам, объёма заказа, спецификаций отделки поверхности и сроков изготовления. Стандартные допуски позволяют сохранить затраты на базовом уровне, тогда как высокоточные допуски могут удвоить расходы. Крупные партии значительно снижают стоимость единицы изделия: деталь, стоящая 134 долл. США за штуку при заказе одной единицы, может стоить всего 38 долл. США за штуку при заказе 10 штук. Оптимизация конструкции — например, использование стандартных радиусов инструментов, ограничение глубины полостей и выбор широко доступных материалов — помогает минимизировать затраты без ущерба для качества.
2. Какой онлайн-сервис ЧПУ является лучшим?
Лучший онлайн-сервис ЧПУ зависит от ваших конкретных требований. Оценивайте поставщиков по наличию сертификатов (минимум ISO 9001, а также IATF 16949 — для автомобильной промышленности или AS9100D — для авиакосмической), процессам обеспечения качества, доступным материалам, надёжности сроков выполнения заказов и качеству коммуникации. Для автомобильных применений, требующих сертификации IATF 16949 с контролем статистических процессов (SPC) и быстрого масштабирования от прототипирования до серийного производства, компания Shaoyi Metal Technology предлагает сроки выполнения заказов всего один рабочий день и обладает экспертизой в сборке шасси. Всегда запрашивайте отчёты о результатах испытаний материалов и проверяйте возможности по проведению контроля и приёмки перед размещением крупных заказов.
3. Как получить мгновенное предложение на фрезерные работы ЧПУ?
Загрузите ваш CAD-файл (предпочтительно в форматах STEP, IGES или Parasolid) на онлайн-платформу для ЧПУ-обработки. Алгоритмы системы мгновенно анализируют геометрию, рассчитывают время обработки и учитывают стоимость материала. Выберите требуемые параметры — тип материала, количество деталей, допуски и шероховатость поверхности — и получите обновлённую цену в режиме реального времени. Большинство платформ предоставляют юридически обязательные коммерческие предложения в течение нескольких минут по сравнению с днями при использовании традиционных каналов. Убедитесь, что ваша модель представляет собой замкнутое, водонепроницаемое твёрдое тело с радиусами внутренних углов, пригодными для механической обработки, чтобы обеспечить точность автоматизированного расчёта стоимости.
4. Какие форматы файлов лучше всего подходят для онлайн-ЧПУ-обработки?
Файлы STEP (.stp, .step) являются универсальным стандартом для станков с ЧПУ, точно сохраняя объёмную геометрию во всех системах CAM. Форматы IGES и Parasolid также хорошо подходят. Избегайте меш-ориентированных форматов, таких как STL или OBJ, поскольку они разбивают плавные кривые на гранные приближения, непригодные для точной механической обработки. Перед экспортом убедитесь, что ваша модель водонепроницаема, удалите дублирующую геометрию, исключите стенки толщиной менее 0,5 мм для металлических деталей и проверьте правильность единиц измерения, чтобы предотвратить распространённые ошибки загрузки, задерживающие производство.
5. Когда следует выбирать онлайн-обработку на станках с ЧПУ вместо 3D-печати или местных механических мастерских?
Выберите онлайн-обработку на станках с ЧПУ, когда вам требуются высокая точность, прочность и материалы промышленного уровня для функциональных прототипов или партий от 1 до нескольких сотен деталей. Аддитивное производство подходит для деталей со сложными внутренними каналами, решётчатыми структурами или быстрых визуальных макетов, где эксплуатационные свойства материалов играют второстепенную роль. Местные механические мастерские особенно эффективны при реализации проектов, требующих тесного взаимодействия, изготовления в тот же день или личных обсуждений конструкции. Многие заказчики стратегически используют все три метода: онлайн-платформы — для простых деталей, местные мастерские — для сложных совместных проектов и аддитивное производство — для достижения максимальной геометрической свободы.