 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Онлайн-услуги фрезерной обработки на станках с ЧПУ раскрыты: от расчёта стоимости до готовой детали
Чем онлайн-фрезерование на станках с ЧПУ отличается от традиционных механических цехов
Представьте, что вы загружаете CAD-файл в полночь и просыпаетесь утром, обнаружив подробное коммерческое предложение в своём почтовом ящике. Именно такова реальность онлайн-услуга обработки на CNC — цифрового подхода, который кардинально изменил способ, которым инженеры, конструкторы и разработчики продукции получают доступ к точному производству.
Традиционные механические цеха работают по привычному ритму: телефонные звонки, переписка по электронной почте, личные консультации и коммерческие предложения, которые могут формироваться днями или даже неделями. Вы выстраиваете отношения с местными фрезеровщиками, обсуждаете технические требования лично, стоя у прилавка, и зачастую задаётесь вопросом, действительно ли получаете конкурентоспособные цены. Хотя такой практический подход имеет свои достоинства, он создаёт барьеры — особенно когда вы работаете в условиях жёстких сроков или находитесь далеко от надёжных поставщиков услуг фрезерования на станках с ЧПУ.
Онлайн-сервис ЧПУ полностью меняет эту модель. Эти цифровые платформы напрямую связывают вас с сетями сертифицированных производителей через единый интерфейс, устраняя географические ограничения поиска «ЧПУ рядом со мной» и трудоёмкий обмен сообщениями при традиционном процессе запроса коммерческих предложений.
От CAD-файла до готовой детали за несколько дней
Рабочий процесс поражает своей простотой. Вы загружаете файлы своих чертежей — как правило, в форматах STEP или IGES — и алгоритмы на основе искусственного интеллекта сразу же анализируют геометрию детали. В течение нескольких секунд вы получаете онлайн-расчёты стоимости механической обработки, учитывающие выбор материала, допуски, шероховатость поверхности и сложность производства. Согласно данным InstaWerk, эти алгоритмы сравнивают вашу деталь с базами данных сотен тысяч ранее изготовленных компонентов, чтобы мгновенно сформировать точную цену.
Эта скорость имеет значение. Разработчики аппаратного обеспечения знают, что физические изделия необходимо проверять экспериментально — а не только с помощью моделирования. Чем быстрее вы получаете детали в руки, тем скорее вы можете итерировать, тестировать и уточнять свои конструкции.
Как цифровые платформы изменили доступ к производству
Технологическая основа, обеспечивающая эту трансформацию, объединяет несколько элементов:
- Системы мгновенного расчета цен которые устраняют дни ожидания онлайн-расчета стоимости обработки на станке с ЧПУ
- Автоматизированная обратная связь по проектированию которая выявляет проблемы технологичности до начала производства
- Системы управления заказами которые направляют заказы специализированным производителям в рамках обширных сетей поставщиков
- Прямая слежка которые информируют вас на всех этапах производства
Эти платформы используют свой закупочный потенциал, объединяя заказы и распределяя работу между высокоспециализированными партнёрами по механической обработке на станках с ЧПУ. Деталь из титана, полученная точением, направляется производителям, имеющим большой опыт работы с титаном; сложная алюминиевая деталь, обрабатываемая на 5-осевом станке, — в мастерские, обладающие именно такой специализацией. Результат? Стабильное качество, конкурентоспособные цены и доступ к возможностям, которых может не быть в вашем регионе.
Для разработчиков продукции это означает сосредоточение на проектной работе вместо того, чтобы тратить часы на подготовку пакетов данных, связь с производителями по электронной почте и ожидание ответов в течение нескольких дней. Утомительный процесс сравнения коммерческих предложений по срокам поставки и стоимости сокращается до минут, а не недель.
Понимание фрезерования, токарной обработки и многокоординатной обработки на станках с ЧПУ
Вы загрузили свой CAD-файл и получили мгновенное коммерческое предложение — но как определить, какой метод механической обработки подходит именно для вашей детали? Понимание различий между фрезерованием на станках с ЧПУ, токарной обработкой на станках с ЧПУ и специализированными методами, такими как электроэрозионная обработка (EDM), помогает принимать более обоснованные решения относительно стоимости, сроков изготовления и качества детали. Рассмотрим каждый из этих процессов простыми словами.
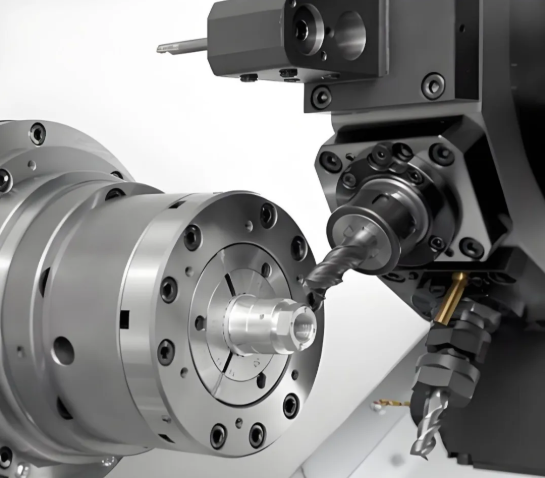
Простое объяснение фрезерования на станках с ЧПУ
Представьте себе вращающийся режущий инструмент движение по неподвижной заготовке с последовательным снятием материала слой за слоем. Вот что представляет собой фрезерование с ЧПУ в двух словах. Фрезерный станок с ЧПУ использует многоточечные инструменты — торцевые фрезы, дисковые фрезы или шаровые фрезы — для создания плоских поверхностей, карманов, пазов и сложных трёхмерных контуров.
То, что делает фрезерование столь универсальным, — это возможность перемещения по нескольким осям. Вот как выглядит нарастание возможностей:
- фрезерование с 3 осями: Инструмент перемещается по осям X (влево–вправо), Y (вперёд–назад) и Z (вверх–вниз). Подходит для обработки простых геометрических форм — кронштейнов, корпусов и плоских панелей. Согласно данным Xometry, такие станки экономичны и требуют минимальной подготовки персонала, что делает их идеальными для изготовления несложных деталей.
- фрезерная обработка на 4-осевом станке: Добавляется вращение вокруг одной оси, что позволяет обрабатывать элементы на нескольких сторонах заготовки без её ручной переустановки.
- услуги 5-осевого фрезерования с ЧПУ: Инструмент может подходить к вашей детали практически под любым углом, что позволяет обрабатывать сложные контуры, выемки и гладкие фасонные поверхности за одну установку. Эти станки отлично подходят для изготовления аэрокосмических компонентов, медицинских имплантатов и полостей пресс-форм.
Что требуется в качестве компромисса? Большее количество осей означает более высокую стоимость станка и повышенную сложность программирования. Стоимость 3-осевого станка может составлять от 25 000 до 50 000 долларов США, тогда как цена 5-осевых станков варьируется от 80 000 до более чем 500 000 долларов США. Однако при обработке сложных деталей 5-осевая обработка зачастую снижает общую себестоимость за счёт устранения необходимости в нескольких установках и повышения точности.
Типичные области применения деталей, изготовленных на станках с ЧПУ фрезерованием:
- Корпуса и кожухи с карманами и элементами крепления
- Кронштейны и конструкционные компоненты с отверстиями на нескольких гранях
- Полости пресс-форм, требующие гладких фасонных поверхностей
- Прототипные детали со сложной трёхмерной геометрией
Когда токарная обработка предпочтительнее фрезерной
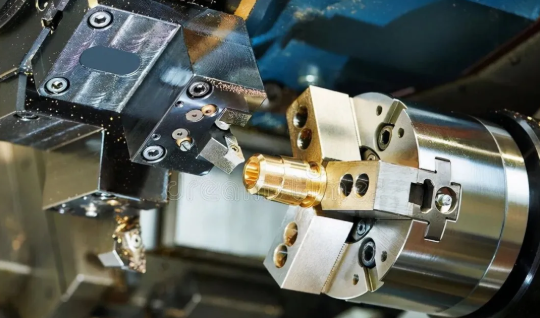
Теперь представьте обратную ситуацию: заготовка быстро вращается, а неподвижный режущий инструмент формирует её поверхность. Это токарная обработка на станках с ЧПУ, и она является самым быстрым способом изготовления цилиндрических или конических деталей, таких как валы, штифты, втулки и резьбовые компоненты.
Услуга токарной обработки на станках с ЧПУ использует токарные станки, оснащённые одноточечными режущими инструментами, перемещающимися по осям X и Z. Поскольку деталь вращается непрерывно, токарная обработка обеспечивает превосходное соблюдение соосности и круглости — что критически важно для компонентов, требующих точной посадки в сборочные узлы.
Почему стоит выбрать услугу токарной обработки на станках с ЧПУ?
- Скорость: Более простые траектории инструмента и непрерывное резание делают токарную обработку быстрее фрезерования для круглых деталей
- Экономическая эффективность: Одноточечные инструменты недороги, а подающие устройства для прутков обеспечивают высокопроизводительное серийное производство при минимальном вмешательстве оператора
- Точность: Стандартные допуски составляют ±0,002 дюйма, а при использовании хорошо откалиброванного оборудования достижимы допуски ±0,001 дюйма
Современные станки с ЧПУ для токарной обработки часто оснащаются вращающимися инструментами — вращающимися режущими инструментами, установленными в револьверной головке, — которые позволяют выполнять операции фрезерования и сверления (например, сверление поперечных отверстий или фрезерование плоскостей) без перемещения детали на отдельный станок. Такая гибридная функциональность устраняет разрыв между чисто токарной и фрезерной обработкой.
Идеальные области применения токарных деталей:
- Валы, оси и ролики
- Резьбовые крепёжные изделия и фитинги
- Втулки, прокладки и гильзы
- Любые компоненты с осевой симметрией
Электроэрозионная обработка (ЭЭО) для специализированных задач
Что делать, когда традиционная обработка на станках с ЧПУ невозможна — например, требуется получить чрезвычайно острые внутренние углы или обработать закалённую инструментальную сталь? В этом случае применяется электроэрозионная обработка (ЭЭО).
ЭЭО удаляет материал посредством электрических искр, возникающих между электродом и проводящей заготовкой, при этом оба элемента погружены в диэлектрическую жидкость. Механическое усилие резания отсутствует, поэтому можно обрабатывать чрезвычайно твёрдые материалы или тонкие, хрупкие элементы, которые разрушились бы при использовании традиционных инструментов.
Распространённые области применения ЭЭО:
- Проволочно-вырезная электроэрозионная обработка для сложных профилей и деталей пресс-форм с высокой точностью
- Погружная электроэрозионная обработка для сложных полостей пресс-форм
- Электроэрозионная обработка малых отверстий для каналов охлаждения в аэрокосмических деталях
Электроэрозионная обработка медленнее и дороже фрезерования или токарной обработки, поэтому она обычно применяется только для специализированных задач, а не для серийного производства.
Выбор оптимального метода для вашего проекта
Вот краткая схема принятия решения: если ваша деталь в основном круглая или симметрична относительно центральной оси, начните с токарной обработки. Если требуются плоские поверхности, карманы или многогранная обработка — выбирайте фрезерование. Нужны оба метода? Многие онлайн-платформы направляют ваш заказ на комбинированные станки с ЧПУ (многоцелевые токарно-фрезерные центры), объединяющие оба процесса в одной установке.
Геометрия вашей детали в конечном счёте определяет выбор технологического процесса — и понимание этих основ помогает эффективнее взаимодействовать с вашим производственным партнёром, а также оптимизировать затраты и сроки изготовления.
Руководство по выбору материалов для деталей, изготавливаемых на станках с ЧПУ
Вы определили подходящий технологический процесс обработки для вашей геометрии, но как быть с материалом? Это решение зачастую определяет, будет ли ваша деталь безупречно функционировать или выйдет из строя в эксплуатации. Выбор неподходящего материала может привести к чрезмерному износу инструмента, нестабильности размеров или преждевременному отказу детали. Правильный выбор предполагает сбалансированное учёт механических требований, условий эксплуатации, обрабатываемости и бюджетных ограничений.
В отличие от простых списков материалов, которые можно найти в других источниках, давайте создадим структуру принятия решений которая поможет вам оценить варианты с учётом конкретных потребностей вашего проекта.
Металлы, наиболее подходящие для механической обработки
При обработке алюминия немногие материалы обеспечивают столь же выгодное сочетание обрабатываемости, прочности на единицу массы и экономической эффективности. Именно поэтому алюминиевые сплавы доминируют в производстве на станках с ЧПУ в отраслях от авиастроения до потребительской электроники.
Однако алюминий — не единственный доступный вариант. Ниже приведено сравнение распространённых металлов при выборе онлайн-услуги фрезерной обработки на станках с ЧПУ:
| Материал | Ключевые свойства | Оценка обрабатываемости | Типичные применения | Относительная стоимость |
|---|---|---|---|---|
| Алюминий 6061 | Хорошая прочность, превосходная коррозионная стойкость, свариваемость | Отлично (90 %) | Конструкционные компоненты, рамы, крепёжные элементы, детали общего назначения | Низкий ($) |
| Алюминий 7075 | Высокая прочность, устойчивость к усталости, коррозионная стойкость ниже, чем у сплава 6061 | Хорошо (70 %) | Авиакосмические конструкции, высоконагруженные компоненты, спортивное оборудование | Средний ($$) |
| Нержавеющая сталь 304 | Отличная коррозионная стойкость, хорошая прочность, немагнитный | Умеренно (45 %) | Оборудование для пищевой промышленности, медицинские приборы, морское применение | Средний ($$) |
| Нержавеющая сталь 316 | Превосходная коррозионная стойкость, особенно к хлоридам | Умеренная (40%) | Химическая промышленность, морская арматура, хирургические инструменты | Средний-высокий ($$$) |
| Латунь | Отличная обрабатываемость, хорошая коррозионная стойкость, декоративная отделка | Отличная (100 %) | Фитинги, клапаны, электрические разъёмы, декоративная арматура | Средний ($$) |
| Бронза | Отличная износостойкость, низкий коэффициент трения, хорошая коррозионная стойкость | Хорошая (65 %) | Подшипники, втулки, морская арматура, зубчатые колёса | Средний-высокий ($$$) |
| Титановый сплав Grade 5 | Исключительное соотношение прочности к весу, биосовместимость, устойчивость к коррозии | Плохо (22%) | Аэрокосмическая промышленность, медицинские импланты, высокопроизводительные автомобильные компоненты | Высокий ($$$$) |
Обратите внимание: рейтинг обрабатываемости напрямую влияет на ваши производственные затраты. Латунь обрабатывается чрезвычайно легко — по сути, она является эталоном (100 %), относительно которого оценивается обрабатываемость других материалов. Обработка бронзы требует большей осторожности из-за её твёрдости, однако детали из бронзы, изготовленные методом ЧПУ, обеспечивают выдающуюся износостойкость для подшипников и втулок. Титан, обладая беспрецедентными эксплуатационными характеристиками, требует специализированного инструмента, более низких скоростей подачи и увеличенного времени обработки — всё это повышает стоимость вашего коммерческого предложения.
Выбор между алюминиевой сталью и специальными сплавами
Звучит сложно? Вот практическая методика, основанная на рекомендациях руководства HPPI по выбору материалов:
Шаг 1: Определите функциональные требования. Какие нагрузки будет испытывать деталь? Требуется ли ей электропроводность? Будет ли она контактировать с коррозионно-активными веществами или находиться при экстремальных температурах?
Шаг 2: Учтите условия эксплуатации. Деталь, предназначенная для применения в морской воде, требует иной защиты от коррозии, чем деталь, расположенная внутри климатически контролируемого корпуса.
Шаг 3: Оцените обрабатываемость материала с учётом вашего бюджета. Иногда более легко обрабатываемый материал с несколько меньшими эксплуатационными характеристиками обеспечивает лучшую экономическую эффективность за счёт снижения износа инструмента и сокращения времени цикла обработки.
Для применений, чувствительных к весу, таких как аэрокосмические компоненты, алюминиевый сплав 7075 часто оказывается предпочтительным, несмотря на более высокую стоимость по сравнению со сплавом 6061 — его превосходное соотношение прочности к массе оправдывает повышенную цену.
Инженерные пластмассы: когда металл — не лучший выбор
Металл не всегда является оптимальным выбором. Инженерные пластмассы, такие как дельрин и нейлон, обеспечивают значительные преимущества в соответствующих областях применения — меньший вес, более низкая стоимость, естественная смазывающая способность и превосходная стойкость к химическим воздействиям.
Однако выбор между этими двумя популярными пластмассами требует понимания их принципиальных различий. Согласно сравнению, проведённому компанией Penta Precision, различия чётко проявляются на практике:
| Свойство | Делрин (ацеталь/ПОМ) | Нейлон (PA6/PA66) |
|---|---|---|
| Поглощение влаги | Очень низкое (0,2%) | Высокое (2,5–3 %) |
| Устойчивость измерений | Отличный | Умеренное (набухает при повышенной влажности) |
| Термостойкость | 100–110 °C — непрерывная эксплуатация | 120–130 °C (для марок с наполнением стекловолокном) |
| Упорность на удар | Хорошо | Отличный |
| Обрабатываемостью | Отличная — чистые резы, гладкая поверхность | Умеренная — склонна к образованию ворса и прогибам |
| Относительная стоимость | на 10–30 % выше | Более низкая стоимость материалов |
Материал Delrin превосходит другие материалы там, где важны высокая точность размеров и устойчивость к влаге. Он легко обрабатывается с получением чётких кромок и гладких поверхностей непосредственно после механической обработки — требуя минимальной или вообще никакой дополнительной отделки. Речь идёт, например, о прецизионных зубчатых колёсах, компонентах клапанов и сборках с жёсткими допусками, где стабильность размеров является обязательным требованием.
Нейлон для механической обработки целесообразно использовать, когда требуются повышенная ударная вязкость или более высокая термостойкость. Это предпочтительный выбор для деталей, подвергающихся значительным нагрузкам: динамических компонентов, элементов, устанавливаемых под капотом двигателя, или ситуаций, когда гибкость под нагрузкой на самом деле желательна. Однако следует помнить, что гигроскопичность нейлона может привести к его набуханию на 2–3 % во влажной среде, что потенциально нарушит критически важные посадки.
Металл против пластика: краткое руководство по принятию решений
Когда следует выбрать пластик Delrin вместо алюминия? Рассмотрите следующие ситуации:
- Выбирайте инженерные пластики, когда: Вам необходимы снижение массы, естественная смазывающая способность, электрическая изоляция или химическая стойкость к веществам, разрушающим металлы
- Выбирайте металлы, когда: Конструкционная прочность является приоритетной задачей, рабочая температура превышает 150 °C, либо деталь должна выдерживать высокие механические нагрузки
- Учитывайте окружающую среду: Пластмассы, как правило, обладают лучшей коррозионной стойкостью по сравнению с большинством металлов, однако ультрафиолетовое излучение и некоторые химические вещества со временем могут ухудшать эксплуатационные характеристики полимеров
Ограничения бюджета также зачастую влияют на выбор. Пластик Delrin, как правило, дороже алюминия за килограмм, однако его меньшая плотность позволяет получить больше деталей из одного фунта материала — а отличная обрабатываемость сокращает время производства.
Материал, который вы выбираете, оказывает влияние на все аспекты вашего проекта — от первоначальной сметы до долгосрочной эксплуатационной надёжности деталей. Понимание этих компромиссов ещё до загрузки CAD-файла помогает гарантировать соответствие деталей техническим требованиям без превышения бюджета.
Как точно указать то, что вам действительно нужно
Вы выбрали материал и подходящий технологический процесс обработки — теперь наступает этап задания допусков, который может как сэкономить бюджет, так и значительно его увеличить. Проблема в следующем: многие инженеры по умолчанию указывают максимально жёсткие допуски, полагая, что это гарантирует высокое качество. На самом деле избыточное ужесточение допусков может удвоить или утроить стоимость детали без какого-либо повышения её функциональности.
Каковы допуски для резьбовых отверстий, фрезерованных элементов или токарных диаметров? Что ещё важнее — когда действительно необходимы более жёсткие допуски? Давайте разберёмся в терминах и предложим вам практическую методику задания именно тех допусков, которые требуются вашим обрабатываемым деталям — ни больше, ни меньше.
Объяснение стандартных и прецизионных допусков
Допуск определяет допустимое отклонение размера. Указывая диаметр отверстия 0,500" ± 0,005", вы сообщите производителю, что для вашего применения подойдёт любой размер в диапазоне от 0,495" до 0,505".
Согласно руководству Xometry по допускам, стандартные допуски для прецизионной обработки на станках с ЧПУ распределяются следующим образом:
- Металлические детали: ±0,005" (±0,127 мм) — стандартный допуск по умолчанию
- Пластиковые детали: ±0,010" (±0,254 мм) из-за гибкости материала в процессе резки
Для справки: толщина листа бумаги составляет примерно 0,003". Стандартные допуски идеально подходят для большинства применений — кронштейнов, корпусов, крышек и общих механических компонентов, где точная посадка не является критичной.
Но что происходит, когда требуются услуги прецизионной обработки с более жёсткими допусками? Именно здесь начинают расти затраты:
| Категория допусков | Типичный диапазон | Множитель стоимости | Дополнительные требования |
|---|---|---|---|
| Стандартной | ±0,005 дюйма (±0,127 мм) | 1x (базовый уровень) | Стандартное оборудование, выборочный контроль |
| Прецизионный | ±0,001" (±0,025 мм) | 3-5x | Специализированный инструмент, контроль условий окружающей среды, расширенный контроль |
| Сверхточная | ±0,0004" (±0,010 мм) | в 8–15 раз | Специализированное оборудование, 100%-ный контроль, операции по снятию остаточных напряжений |
Обратите внимание на эту зависимость? Согласно Исследование DFM компании Modus Advanced , при ужесточении допусков сверх ±0,005" затраты растут экспоненциально, а не линейно. Переход от стандартных допусков к прецизионным может увеличить стоимость детали в три–десять раз в зависимости от геометрии и размеров.
Когда точные допуски действительно важны
Вот вопрос, который большинство руководств по допускам обходят стороной: когда действительно требуются услуги прецизионной обработки на станках с ЧПУ, а не стандартные технические требования?
Более жесткие допуски оправданы, когда:
- Сопрягаемые детали должны соединяться с минимальным зазором (посадки с натягом, посадочные отверстия под подшипники)
- Поверхности уплотнения требуют постоянного контакта (канавки под уплотнительные кольца типа O-образного сечения, поверхности под прокладки)
- Вращающиеся или скользящие компоненты требуют точного выравнивания (валы, поршни, штоки клапанов)
- Оптические или электронные сборки требуют точного позиционирования
Стандартные допуски вполне подходят для:
- Отверстий с зазором под крепёжные элементы
- Некритичных внешних размеров
- Поверхностей, подвергающихся последующей отделке
- Элементов, не влияющих на сборку или функционирование
Рассмотрим резьбовые элементы в качестве практического примера. Для резьбы 3/8 NPT размеры таковы, что наружный диаметр составляет 0,675 дюйма, а стандартизированные допуски уже заложены непосредственно в спецификацию резьбы. Аналогично, размер отверстия под резьбу 1 4 NPT также соответствует установленным стандартам: нет необходимости чрезмерно детализировать эти элементы, поскольку операция нарезания резьбы сама по себе обеспечивает контроль критических размеров.
Конструирование с учётом технологичности производства: предотвращение дорогостоящих ошибок
Согласно исследованию компании Modus Advanced, приблизительно 70 % производственных затрат определяются ещё на стадии проектирования. Это означает, что ваши решения относительно допусков, указанные на чертеже, оказывают большее влияние на стоимость, чем практически любые действия, выполняемые на производственном участке.
Вот практические принципы оптимизации ваших технических требований:
- Устанавливайте строгие допуски только для критически важных элементов. Если размер не влияет на посадку, форму или функциональность, оставьте его в пределах стандартного допуска.
- Учитывайте поведение материала. Более мягкие материалы, такие как нейлон или ПНД, деформируются при резании, что затрудняет достижение высокой точности размеров.
- Подумайте о контроле. Элементы, сложные для механической обработки, также трудно измерить. Сложные требования к допускам могут потребовать специализированного контрольно-измерительного оборудования, что увеличит стоимость.
- Следите за изменениями технологического процесса. Указание допуска отверстия ±0,001 дюйма, которое можно было бы фрезеровать с допуском ±0,005 дюйма, может вынудить производителя обрабатывать его на токарном станке вместо фрезерного — это повысит затраты на подготовку и увеличит срок изготовления.
Наилучший способ назначения допусков — применять строгие и/или геометрические допуски только в критически важных зонах, когда это необходимо для выполнения проектных требований.
Когда вы загружаете свою конструкцию в онлайн-сервис ЧПУ-обработки, алгоритм расчёта стоимости анализирует каждый указанный допуск. Ослабление некритичных допусков с ±0,001 дюйма до ±0,005 дюйма может снизить стоимость заказа на 30 % и более — без какого-либо влияния на эксплуатационные характеристики детали.
Понимание факторов, влияющих на стоимость механической обработки, позволяет вам контролировать компромиссы между точностью и бюджетом — а это приводит нас к полному процессу размещения заказа и способам избежать типичных ошибок на каждом этапе.
Полный онлайн-процесс заказа деталей для станков с ЧПУ: пошаговое руководство
Вы знакомы с процессами механической обработки, выбрали материал и задали разумные допуски. Теперь возникает практический вопрос: как именно преобразовать ваш CAD-файл в готовые детали, выполненные на станке с ЧПУ, которые окажутся у вас на столе?
Процесс заказа деталей для станков с ЧПУ в онлайн-режиме существенно отличается от традиционного производства. Нет необходимости звонить руководителям цехов и договариваться о времени, нет необходимости лично доставлять образцы в офис для получения коммерческого предложения. Вместо этого вы работаете с цифровой системой, ориентированной на скорость — однако эта система вознаграждает тщательную подготовку и наказывает неаккуратную работу с файлами.
Рассмотрим весь процесс — от загрузки файла до распаковки готовых деталей, обработанных на станке с ЧПУ.
Подготовка CAD-файлов к успешной обработке
Вот реальность: согласно руководству Bolang по размещению заказов, успех вашего онлайн-заказа на 90 % зависит от качества ваших файлов. Автоматизированные системы расчёта цен и инженеры-люди одинаково полагаются на определённые форматы для получения точных расценок и траекторий инструментального пути.
Ваша 3D-модель служит основным источником достоверной информации. Однако не все форматы файлов равнозначны:
- STEP (.step / .stp): Золотой стандарт для фрезерной обработки на станках с ЧПУ. Файлы STEP сохраняют точную геометрию, кривые и определения рёбер, которые теряются в меш-форматах. Большинство онлайн-платформ предпочитают именно этот формат.
- IGES (.iges / .igs): Ещё один отраслевой стандартный формат, хорошо подходящий для передачи данных о 3D-поверхностях между различными CAD-системами.
- Parasolid (.x_t / .x_b): Родной формат для Siemens NX и SolidWorks; такие файлы обеспечивают высокую геометрическую точность.
- SOLIDWORKS (.sldprt): Многие платформы напрямую принимают родные файлы SolidWorks.
А как насчёт файлов STL? Согласно Руководство Dipec по подготовке файлов вам следует избегать использования файлов STL для обработки на станках с ЧПУ. Файлы STL основаны на сетке и аппроксимируют поверхности с помощью треугольников, что может привести к потере деталей при генерации траектории инструмента. Они хорошо подходят для 3D-печати, но не обеспечивают необходимой точности геометрии, требуемой станками с ЧПУ.
Помимо формата файла, важны также детали подготовки:
- Укажите правильные единицы измерения. Ошибки при выборе миллиметров вместо дюймов (или наоборот) приводят к изготовлению деталей, размеры которых отличаются в 25 раз.
- Задайте чёткую точку отсчёта (начало координат). Это помогает производителям правильно ориентировать вашу деталь.
- Проверьте наличие незамкнутых поверхностей или зазоров. Герметичные («водонепроницаемые») модели предотвращают ошибки при расчёте стоимости и путаницу в процессе производства.
- Удалите излишние элементы. Конструктивная геометрия, скрытые тела и дублирующие поверхности могут затруднить автоматизированный анализ.
Для деталей с жёсткими допусками никогда не полагайтесь исключительно на 3D-модель. Включите 2D-PDF-чертёж, в котором указаны критические размеры, требования к шероховатости поверхности и геометрические допуски. Это исключает неопределённость и гарантирует, что ваши детали, полученные точением на ЧПУ, или фрезерованные компоненты соответствуют точным техническим требованиям.
Что происходит после загрузки
Как только ваши файлы поступают на платформу, начинается пошаговый процесс превращения цифровой модели в физическую деталь:
- Мгновенный анализ геометрии: Алгоритмы ИИ сканируют вашу модель в течение нескольких секунд, выявляя такие элементы, как отверстия, карманы, резьбы и уступы. Система отмечает потенциальные проблемы технологичности — острые внутренние углы, требующие электроэрозионной обработки (EDM), тонкие стенки, которые могут деформироваться при резании, или элементы, недоступные для стандартного инструмента.
- Автоматизированное формирование коммерческого предложения: Стоимость рассчитывается почти мгновенно на основе сложности геометрии, выбора материала, требований к допускам и количества деталей. Согласно данным компании Bolang, стоимость материала составляет около 20 % общей стоимости механической обработки, а затраты на время работы станка — 80 %. Таким образом, сложность конструкции оказывает наибольшее влияние на итоговую цену.
- Цикл обратной связи по конструкторской документации: Надёжные платформы предоставляют обратную связь по принципам проектирования для производства (DFM) до подтверждения заказа. Они предложат изменения, снижающие себестоимость: добавление радиусов скругления во внутренних углах, корректировку толщины стенок или замену материала. Такой итеративный процесс может снизить стоимость сложных деталей на 20–50 %.
- Подтверждение заказа и маршрутизация: После одобрения коммерческого предложения ваш заказ поступает в очередь на производство. Цифровые платформы автоматически направляют заказы специализированным производителям из своей сети: например, деталь из титана отправляется на предприятия с опытом обработки титана, а многокоординатная алюминиевая деталь — на мощности, оснащённые станками с пятикоординатной обработкой.
- Производство: Программисты ЧПУ генерируют траектории инструмента на основе вашей модели, выбирают подходящие режущие инструменты и настраивают станок. При заказах на прототипирование на станках с ЧПУ производство зачастую начинается в течение 24–48 часов после подтверждения заказа.
- Контроль качества: Готовые детали, обработанные на станках с ЧПУ, проходят проверку размеров. При стандартных заказах обычно проводится выборочный контроль, тогда как для прецизионных деталей может выполняться сплошной контроль со составлением документированных отчётов по измерениям.
- Поверхностная отделка: Если вы указали такие виды отделки, как анодирование, порошковое покрытие или дробеструйная обработка, детали направляются на операции финишной обработки перед окончательной упаковкой.
- Доставка: Детали аккуратно упаковываются для предотвращения повреждений при транспортировке. Стандартные алюминиевые прототипы, как правило, отправляются в течение 3–5 рабочих дней; серийное производство объёмом 100 и более единиц обычно занимает 2–4 недели в зависимости от требований к финишной обработке.
Распространённые ошибки, приводящие к срыву сроков выполнения заказов
Даже опытные инженеры допускают ошибки на этапе оформления заказа. Согласно анализу компании JUPAICNC, именно эти ошибки чаще всего вызывают задержки и превышение бюджета:
- Неполные технические требования: Предоставление 3D-модели без указания допусков, материалов или требований к отделке вынуждает производителей либо угадывать параметры, либо отклонять ваш заказ до получения уточнений.
- Неправильный выбор материала: Выбор на основе узнаваемости бренда вместо реальных требований применения. Эта деталь из нержавеющей стали, возможно, идеально обрабатывается из алюминия за половину стоимости, если требования к прочности это позволяют.
- Избыточно жёсткие допуски: Указание допуска ±0,001" для каждого размера при том, что вполне подошёл бы допуск ±0,005", резко увеличивает стоимость без какого-либо улучшения функциональности детали.
- Нереалистичные сроки: Предположение, что фрезерная обработка на станках с ЧПУ так же быстра, как 3D-печать. Для сложных деталей требуется программирование, несколько установок и время на контроль. Спешка ведёт к снижению качества.
- Игнорирование рекомендаций по DFM: Когда платформа предлагает изменения в конструкции, их необдуманное отклонение зачастую означает уплату премиальной цены за функции, которые можно было бы упростить.
Чем качественнее ваш файл, тем лучше результат.
Потратив дополнительный час на подготовку чистых файлов, указание только необходимых допусков и проверку обратной связи по DFM, вы можете сэкономить несколько дней задержки и сотни долларов на заказе деталей, изготовленных по вашему индивидуальному заказу.
Когда ваши детали уже в пути, понимание того, какие факторы повлияли на окончательную ценовую заявку — и как оптимизировать будущие заказы — становится следующим важным навыком, который необходимо развить.
Факторы ценообразования и стратегии оптимизации затрат
Ваши детали отправлены по предыдущему заказу, и теперь вы смотрите на счёт и задаётесь вопросом: почему эта ценовая заявка оказалась такой высокой? Или, возможно, вы загружаете новую конструкцию и наблюдаете, как цена колеблется при изменении параметров. Понимание реальных факторов, определяющих стоимость обработки на станках с ЧПУ, помогает принимать более взвешенные решения до нажатия кнопки «Заказать».
Вот что большинство платформ не скажут вам напрямую: стоимость металла для токарных работ составляет лишь около 20 % ваших общих расходов. Остальные 80 % приходятся на время работы станка — а это означает, что сложность конструкции, требования к допускам и эффективность производства оказывают гораздо большее влияние на вашу прибыль, чем выбор материала в одиночку.
Что определяет стоимость ЧПУ-обработки
Разберём основные факторы, влияющие на стоимость, чтобы вы могли спрогнозировать цену ещё до загрузки файла CAD:
- Выбор материала: Цены на исходные материалы сильно варьируются. Согласно анализу затрат Unionfab, алюминий находится на самом низком уровне ($), тогда как титан и магний относятся к премиум-сегменту ($$$$$). Но помните: более твёрдые материалы также быстрее изнашивают инструменты и требуют меньших скоростей резания, что дополнительно увеличивает расходы сверх стоимости самого сырья.
- Сложность деталей: Глубокие карманы, острые внутренние углы, тонкие стенки и сложные геометрические формы увеличивают время механической обработки. Элементы, требующие нескольких установок или специализированного инструмента, повышают трудозатраты и затраты на переналадку станков. Деталь, которую можно изготовить за одну установку, всегда обойдётся дешевле, чем деталь, требующая трёх переустановок.
- Требования к допускам: Как мы уже обсуждали ранее, переход от стандартных допусков (±0,005 дюйма) к прецизионным (±0,001 дюйма) может увеличить стоимость в 3–5 раз. Каждый жёсткий допуск требует снижения скорости резания, дополнительного времени на контроль и, возможно, применения специализированного оборудования.
- Количество: Этот фактор работает в вашу пользу. Затраты на подготовку — программирование, оснастка, подбор инструмента — остаются неизменными независимо от того, изготавливается ли одна деталь или сто. Распределение этих затрат на большее количество единиц значительно снижает себестоимость одной детали. Согласно данным Unionfab, при увеличении заказа с одного прототипа до партии из пяти штук себестоимость единицы может снизиться на 50 % и более.
- Поверхностные отделки: Стандартная отделка «как обработано» предоставляется бесплатно. Однако анодирование добавляет от 3 до 12 долларов США за деталь, гальваническое покрытие — от 10 до 30 долларов США, а специализированные виды обработки, такие как пассивация или лазерная гравировка, ещё больше увеличивают стоимость. Каждый вид отделки требует дополнительных операций по обработке, времени на производство и контроля качества.
- Время выполнения: Стандартные сроки производства (7–15 рабочих дней) обеспечивают наилучшее соотношение цены и качества. Срочные заказы с выполнением за 1–3 дня требуют сверхурочной работы, нарушения графика производства и срочной доставки — ожидайте надбавок в размере 25–100 % к стандартным ценам.
Эффективные способы снижения стоимости деталей
Теперь, когда вы понимаете факторы, влияющие на стоимость, вот как оптимизировать заказы на механическую обработку деталей без потери функциональности:
- Упрощайте геометрию, где это возможно. Сведите к минимуму острые внутренние углы — укажите радиусы скругления не менее одной трети глубины полости. Согласно руководству Hubs по конструктивно-технологической подготовке производства (DFM), большие радиусы позволяют использовать более крупные инструменты, которые обрабатывают быстрее и дешевле.
- Используйте стандартные размеры инструментов. Конструктивные особенности, ориентированные на широко доступные фрезы и свёрла. Диаметры отверстий с шагом 0,1 мм (до 10 мм) или стандартные дробные размеры позволяют избежать расходов на специальный инструмент.
- Оптимизируйте толщину стенок. Для металлических деталей толщина стенок должна быть не менее 0,8 мм; для пластиковых — не менее 1,5 мм. Тонкие стенки требуют более медленных проходов и подвержены деформации, что увеличивает продолжительность цикла обработки.
- Применяйте жёсткие допуски выборочно. Только критически важные сопрягаемые поверхности требуют высокоточных параметров. Ослабление несущественных размеров с ±0,001 дюйма до ±0,005 дюйма может снизить стоимость на 30 % и более.
- Выбирайте отделку «как обработано», если она приемлема. Указание поверхностной отделки только там, где это функционально необходимо, исключает дополнительные операции и связанные с ними затраты.
- Стратегически объединяйте заказы в партии. Если вам сейчас нужны 3 детали, а позже, возможно, ещё 10, то заказ всех 13 деталей сразу, как правило, обойдётся дешевле, чем два отдельных заказа, поскольку часть затрат на наладку оборудования будет общей.
- Выбирайте материалы, пригодные для механической обработки. Алюминиевый сплав 6061 обрабатывается на станках быстрее, чем нержавеющая сталь — зачастую вдвое быстрее. Если требования к прочности позволяют, выбор более легкообрабатываемых сплавов сокращает цикл обработки и износ инструмента.
Когда ускоренные услуги оправданы
Срочные заказы не всегда являются пустой тратой денег. Вот случаи, когда уплата премии за срочность оправдана:
- Проекты, критичные по срокам: Если задержка прототипа блокирует весь запуск продукта, плата за срочность кажется незначительной по сравнению с убытками от упущенных рыночных возможностей.
- Валидация конструкции до изготовления оснастки: Дополнительные затраты на подтверждение конструкции до инвестиций в литейные формы или производственную оснастку зачастую предотвращают гораздо более дорогостоящие ошибки.
- Обязательства перед клиентами: Когда соблюдение сроков поставки находится под угрозой, срочное производство помогает сохранить деловые отношения, ценность которых превышает плату за ускорение.
Для некритичных по срокам проектов стандартные сроки обеспечивают тот же уровень качества при значительно меньших затратах. Планирование заранее — загрузка файлов в ранние сроки, оперативный ответ на замечания по DFM и избегание изменений конструкции в последний момент — позволяет сохранять ваши заказы в экономически выгодных графиках.
Самые дорогие детали, изготавливаемые на станках с ЧПУ, — это не те, для которых требуется специализированное оборудование, а те, которые изготавливаются из деталей, спроектированных без учета оптимизации затрат. Используя эти стратегии, вы теперь можете оценивать не только стоимость ваших деталей, но и сравнивать различные технологии производства по критерию выбора метода обработки.
Обработка на станках с ЧПУ против 3D-печати, литья под давлением и обработки листового металла
Вы оптимизировали свою конструкцию для обработки на станках с ЧПУ и понимаете факторы, влияющие на стоимость, — однако стоит задать себе следующий вопрос: действительно ли обработка на станках с ЧПУ является наиболее подходящим методом изготовления для вашего проекта? Иногда ответ — «да». А иногда более выгодными по соотношению качества и стоимости оказываются 3D-печать, литьё под давлением или обработка листового металла.
Принятие этого решения на раннем этапе позволяет сэкономить деньги, время и избежать разочарований. Согласно руководству Protolabs по выбору метода производства, понимание того, в каких случаях тот или иной процесс показывает наилучшие результаты, помогает подобрать производственный метод, соответствующий реальным требованиям проекта, а не полагаться по умолчанию на привычные техники.
Давайте сравним эти четыре основных подхода к производству рядом.
Рамочная модель принятия решения: ЧПУ против 3D-печати
Спор между ЧПУ и 3D-печатью постоянно возникает на этапе разработки продукции — и универсального победителя не существует. Каждый из методов доминирует в определённых сценариях применения.
Выбирайте обработку на станках с ЧПУ, если вам необходимы:
- Превосходные механические свойства за счёт использования цельнометаллических или инженерных пластиковых заготовок
- Высокая точность размеров (допуск ±0,001 дюйма достижим по сравнению с типичным допуском ±0,005 дюйма для 3D-печати)
- Функциональные прототипы, обладающие такими же материалами и свойствами, как и серийная продукция
- Экономически выгодное производство от 1 до нескольких сотен деталей
Выбирайте 3D-печать, когда вам необходимы:
- Быстрое прототипирование на станках с ЧПУ — иногда возможна доставка в тот же день
- Сложные внутренние геометрии, которые невозможно изготовить механической обработкой (решётчатые структуры, каналы конформного охлаждения)
- Недорогая проверка конструкции перед запуском прототипирования на станках с ЧПУ
- Прототипирование с использованием углеродного волокна с непрерывным армированием
- Высокостепенно индивидуальные единичные детали, для которых затраты на изготовление оснастки неоправданны
Согласно Анализ производства Gizmospring , 3D-печать превосходно подходит для быстрого прототипирования, поскольку её короткие сроки выполнения и более низкая стоимость позволяют быстро проводить итерации. Однако фрезерная обработка с ЧПУ обеспечивает высочайшую точность, прочность материала и качество поверхности.
Для прототипирования методом фрезерной обработки с ЧПУ оптимальная область применения возникает тогда, когда требуется функциональная проверка — то есть детали должны работать под реальными нагрузками, а не просто соответствовать по геометрии. С помощью 3D-печати можно подтвердить геометрию кронштейна, но его версия из алюминия, изготовленная фрезерованием, подтверждает фактическую работоспособность.
Когда более целесообразно литьё под давлением
Здесь объём играет решающую роль. Литьё под давлением требует значительных первоначальных инвестиций в оснастку — как правило, от 3000 до 100 000 долларов США и более, в зависимости от сложности, — однако себестоимость одной детали резко снижается при массовом производстве.
Точка пересечения: Согласно данным Protolabs, литье под давлением, как правило, становится более экономически выгодным по сравнению с фрезерованием на станках с ЧПУ при изготовлении от 100 до 500 деталей — в зависимости от геометрии и материала. При серийном производстве свыше 10 000 деталей стоимость литья под давлением составляет лишь небольшую долю стоимости альтернативных методов обработки на станках с ЧПУ.
Литье под давлением предпочтительно, когда:
- Объёмы производства превышают 500 одинаковых деталей
- Детали требуют сложных конструктивных элементов, изготовление которых фрезерованием обойдётся дорого (защёлки, живые шарниры, тонкие стенки)
- Необходима стабильная повторяемость параметров при выпуске тысяч единиц продукции
- Долгосрочные планы производства оправдывают инвестиции в изготовление оснастки
Фрезерование на станках с ЧПУ остаётся предпочтительным, когда:
- Требуются услуги по изготовлению прототипов для проверки проекта перед заказом пресс-форм
- Количество деталей остаётся ниже порогового значения, при котором литьё под давлением становится выгоднее фрезерования на станках с ЧПУ
- Требуются металлические детали (литьё под давлением применяется преимущественно для пластмасс)
- Возможны дальнейшие изменения конструкции — модификация пресс-форм обходится дорого
Многие успешные продукты стратегически используют оба метода: изготовление прототипов на станках с ЧПУ позволяет быстро проверить проект, после чего литьё под давлением обеспечивает массовое производство после окончательного утверждения технических характеристик.
Таблица сравнения методов производства
Это сравнение охватывает ключевые критерии принятия решений по всем четырём основным методам производства:
| Критерии | Обработка CNC | 3D-печать | Литье под давлением | Изготовлении листового металла |
|---|---|---|---|---|
| Оптимальные объёмы | 1–500 деталей | 1–50 шт. | 500–1 000 000+ деталей | 10–10 000 шт. |
| Варианты материалов | Металлы, пластмассы, композитные материалы (более 50 вариантов) | Полимеры, смолы, некоторые металлы (ограниченный выбор) | Термопласты в первую очередь (широкий выбор полимеров) | Листовые металлы: алюминий, сталь, нержавеющая сталь, медь |
| Точность выполнения | точность ±0,001" достижима | ±0,005", типичное | ±0,003 дюйма — типичное значение | ±0,005" до ±0,010" |
| Типичное время выполнения | 3–15 рабочих дней | 1–5 рабочих дней | 2–6 недель (включая изготовление оснастки) | 5-15 рабочих дней |
| Стоимость установки/инструмента | Низкая ($0–500) | Отсутствует | Высокая ($3000–100 000+) | Низкая — умеренная ($100–2000) |
| Стоимость одной детали (10 шт.) | $$ | $$ | $$$$$ (инструменты амортизируются) | $$ |
| Стоимость одной детали (1000 единиц) | $$ | $$$ | $ | $ |
| Лучший выбор для | Точные металлические/пластиковые детали, функциональные прототипы | Быстрое прототипирование, сложные геометрии, индивидуальная настройка | Пластиковые изделия в высоком объёме | Корпуса, кронштейны, панели |
Выбор правильного решения для вашего проекта
При оценке услуг по механической обработке прототипов или производственного изготовления рассмотрите следующие критерии принятия решений:
- Какое количество вам нужно? Небольшие объёмы предпочтительнее обработки на станках с ЧПУ или 3D-печати; большие объёмы — литья под давлением или штамповки листового металла.
- Какие эксплуатационные характеристики материала вам необходимы? Если важны прочность, термостойкость или применение конкретных металлических сплавов, скорее всего, предпочтительны механическая обработка на станках с ЧПУ или изготовление изделий из листового металла.
- Насколько жёсткие у вас допуски? Высокие требования к точности зачастую исключают 3D-печать и штамповку листового металла из рассмотрения.
- Каков ваш график работ? При срочной необходимости в прототипе, изготовленном на станке с ЧПУ, может быть предпочтительна высокая скорость 3D-печати; для серийного производства допустимы более длительные сроки изготовления при литье под давлением.
- Завершено ли проектирование вашей детали? Если вероятность внесения изменений остаётся высокой, избегайте дорогостоящих модификаций оснастки для литья под давлением.
Многие онлайн-провайдеры услуг фрезерной обработки на станках с ЧПУ сегодня предлагают несколько методов производства через единую платформу — это позволяет вам создавать прототипы с помощью быстрой ЧПУ-прототипизации, проводить функциональную проверку на обработанных деталях, а затем переходить к литью под давлением для серийного производства без смены поставщика.
Понимание этих компромиссов позволяет принимать решения о производстве, основываясь на требованиях проекта, а не на знакомстве с тем или иным технологическим процессом. Однако выбор правильного метода — лишь часть уравнения: обеспечение того, чтобы ваш производственный партнёр соответствовал стандартам качества, необходимым для вашей отрасли, добавляет ещё одно критически важное измерение, которое необходимо учитывать.
Объяснение отраслевых сертификатов и стандартов качества
Вы выбрали метод производства и понимаете, что определяет цену — но вот вопрос, который разделяет несерьёзное прототипирование и полноценное производство: имеет ли ваш партнёр по обработке на станках с ЧПУ сертификаты, требуемые в вашей отрасли? Для компонентов авиакосмической промышленности, медицинских изделий или автомобильных узлов неправильный ответ может означать отклонение деталей, провал аудита или даже более серьёзные последствия.
Сертификаты — это не просто красивые логотипы на сайте. Согласно руководству 3ERP по сертификации, они представляют собой документально подтверждённое свидетельство того, что производитель внедрил систему менеджмента качества, проходит регулярные аудиты со стороны независимых третьих сторон и обеспечивает прослеживаемость на всех этапах производства. Понимание того, что каждый сертификат действительно означает, помогает подобрать компанию по точной механической обработке, соответствующую конкретным требованиям вашего проекта.
Расшифровка сертификатов ISO AS9100 и IATF
Давайте разберёмся в «алфавитном супе» производственных сертификатов. Каждый стандарт решает конкретные отраслевые задачи, и знание различий между ними помогает убедиться, что потенциальный партнёр действительно способен выполнить требования вашей задачи.
ISO 9001: Основа системы менеджмента качества
Представьте себе ISO 9001 как базовый сертификат для любого серьёзного производственного предприятия. Он устанавливает требования к системе менеджмента качества (СМК), ориентированной на удовлетворённость заказчиков, стабильность выпускаемой продукции и постоянное совершенствование. Согласно Hartford Technologies , стандарт ISO 9001 применим во всех отраслях и масштабах — он является фундаментальным сертификатом, определяющим минимальные требования к надёжной системе управления качеством.
Работая с онлайн-сервисом ЧПУ-обработки, сертифицированным по ISO 9001, вы получаете гарантии того, что:
- Каждый этап производства регламентирован документированными процедурами
- Требования заказчика систематически выявляются и отслеживаются
- Внутренние аудиты подтверждают соблюдение требований на постоянной основе
- Корректирующие действия устраняют несоответствия до того, как они превращаются в системные проблемы
AS9100: Контроль качества уровня аэрокосмической отрасли
Обработка деталей для аэрокосмической отрасли на станках с ЧПУ требует более строгих требований, чем общие методы управления качеством. Стандарт AS9100 базируется на основах ISO 9001 и дополняет их специфическими для аэрокосмической отрасли требованиями к управлению рисками, конфигурационному контролю и прослеживаемости продукции. Каждая деталь должна быть прослеживаема до источника исходного сырья, а оценка рисков отказа обязательна на всех этапах валидации проекта.
Для применений в аэрокосмической обработке сертификация по AS9100 свидетельствует о том, что производитель понимает среду авиационной отрасли, где допускается нулевой уровень погрешностей. Детали, предназначенные для установки на летательные аппараты — будь то конструктивные элементы, узлы двигателей или корпуса авионики — требуют такого уровня документально подтверждённого контроля.
ISO 13485: Стандарты производства медицинских изделий
Медицинская обработка металлов предполагает особую ответственность. Отказ хирургического инструмента или компонента имплантата может стоить человеческих жизней. Стандарт ISO 13485 устанавливает систему менеджмента качества (СМК), специально разработанную для производства медицинских изделий, с акцентом на управление рисками, соблюдение нормативных требований и полную прослеживаемость на всех этапах — от проектирования до технического обслуживания.
Обработка металлов для медицинских изделий в соответствии со стандартом ISO 13485 требует:
- Строгого документирования процессов проектирования, производства и валидации
- Доказанной способности выявлять риски для безопасности пациентов и снижать их
- Соблюдения нормативных обязательств на целевых рынках
- Соответствия продукции установленным критериям безопасности и функциональных характеристик
IATF 16949: Автомобильная отрасль — высший уровень качества
Разработанная Международной автомобильной рабочей группой (IATF), стандарт IATF 16949 представляет собой глобальный стандарт менеджмента качества, специально адаптированный для автомобильного производства. Он базируется на стандарте ISO 9001 и включает дополнительные требования к проектированию продукции, производственным процессам и стандартам, установленным заказчиками, которые определяют автомобильную цепочку поставок.
В чём особая ценность стандарта IATF 16949? Сертифицированные предприятия внедряют статистический контроль процессов (SPC) для мониторинга производственных параметров в режиме реального времени, обеспечивая стабильное изготовление компонентов с высокой точностью на протяжении длительных серийных запусков. Это особенно важно при производстве узлов шасси, тормозных компонентов или прецизионных металлических втулок, поскольку геометрическая стабильность напрямую влияет на безопасность и эксплуатационные характеристики транспортного средства.
Для автомобильных применений, требующих сертифицированных производственных возможностей, Автомобильные решения Shaoyi в области механической обработки продемонстрировать, как выглядит производство, сертифицированное по стандарту IATF 16949, на практике — поставка сложных сборок шасси и прецизионных металлических компонентов со сроками изготовления всего один рабочий день при строгом соблюдении требований к качеству.
Соответствие сертификатов потребностям вашей отрасли
Какие сертификаты следует проверить перед размещением заказа? Это полностью зависит от того, куда будут поставлены ваши детали. Ниже приведён практический обзор по отраслям:
Общее машиностроение и прототипирование:
- Сертификация по стандарту ISO 9001 обеспечивает достаточную гарантию качества
- Особое внимание следует уделить качеству коммуникации и оперативности обратной связи по вопросам конструктивной технологичности (DFM)
- Прецизионные возможности важнее специализированных сертификатов
Аэрокосмическая и оборонная промышленность:
- Сертификация по стандарту AS9100, как правило, обязательна для компонентов, критически важных для полёта
- Соблюдение требований ITAR обязательно для оборонной продукции, включённой в список вооружений США (U.S. Munitions List)
- Ожидайте тщательного документирования и полной прослеживаемости материалов
Медицинские изделия и здравоохранение:
- Сертификация по стандарту ISO 13485 обязательна для регулируемых медицинских изделий
- Регистрация в FDA может потребоваться для медицинских устройств, поставляемых на рынок США
- Часто требуются сертификаты на материалы и документация по биосовместимости
Автомобильная промышленность:
- Сертификация по стандарту IATF 16949 обязательна для крупных производителей оригинального оборудования (OEM) и поставщиков первого уровня (Tier 1)
- Документация по процессу одобрения производственных деталей (PPAP) часто требуется
- Возможности статистического управления процессами обеспечивают стабильное качество производства
Сертификаты демонстрируют нашим клиентам, что мы серьёзно относимся к качеству. Это не просто бумажная волокита — это приверженность совершенству в каждой изготавливаемой детали.
Согласно руководству по сертификации Machine Shop Directory, 67 % производителей оригинального оборудования (OEM) требуют от своих поставщиков наличия сертификата ISO 9001, а предприятия, обладающие отраслевыми сертификатами, в среднем выигрывают на 15 % больше контрактов. Инвестиции в сертификацию окупаются за счёт расширения рыночного доступа и повышения доверия со стороны заказчиков.
Помимо открытия доступа к регулируемым отраслям, сертификаты стимулируют внутренние улучшения. Процесс аудита вынуждает производителей анализировать свои рабочие процессы, документировать процедуры и внедрять контрольные механизмы, снижающие количество ошибок и потерь. Вы получаете выгоду от этих повышений эффективности в виде более стабильного качества и зачастую более низких цен по мере накопления операционных улучшений.
Знание того, какие сертификаты имеют значение для вашего применения, является обязательным условием — однако проверка того, что потенциальный партнёр действительно обладает этими квалификациями и обеспечивает стабильное качество на практике, требует системного подхода к оценке.
Как оценить и выбрать подходящего онлайн-партнёра по ЧПУ
Вы понимаете значение сертификатов и знаете, какие стандарты требует ваша отрасль, но как на практике убедиться в том, что потенциальный производственный партнёр выполняет свои обязательства? Выбор неподходящей компании по фрезерной обработке на станках с ЧПУ может привести к срыву сроков, отклонению деталей и затруднениям в коммуникации, которые полностью нарушают график реализации вашего проекта.
Независимо от того, ищете ли вы «станки с ЧПУ поблизости от меня» или оцениваете глобальные цифровые платформы, процесс выбора требует системного анализа, а не интуитивных решений. Согласно руководству TQ Manufacturing по отбору партнёров, компании зачастую сталкиваются с типичными проблемами — нестабильным качеством продукции, задержками в поставках и слабой коммуникацией; эти проблемы влекут за собой дорогостоящую переделку изделий, простои в производстве и недовольство клиентов.
Давайте создадим практическую методику оценки услуг по индивидуальной фрезерной обработке на станках с ЧПУ, позволяющую отличить надёжных партнёров от рискованных поставщиков.
Тревожные сигналы при выборе партнёра по обработке на станках с ЧПУ
Прежде чем перейти к тому, на что следует обратить внимание, давайте определим предупреждающие признаки, указывающие на необходимость поиска других поставщиков. Согласно контрольному списку инженеров JUPAICNC, опытные покупатели учатся выявлять эти проблемы на раннем этапе — это экономит время и помогает избежать дорогостоящих ошибок.
Предупреждающие признаки потенциальных проблем:
- Отсутствие сертификатов: Отсутствие отраслевых сертификатов систем управления качеством, признанных на международном уровне (например, ISO 9001), свидетельствует о недостаточном контроле производственных процессов. Для регулируемых отраслей отсутствие отраслевых сертификатов (AS9100, ISO 13485, IATF 16949) сразу же делает поставщика непригодным для сотрудничества.
- Расплывчатые ответы о возможностях: Если при запросе информации о возможностях соблюдения допусков, знаниях в области материалов или сроках изготовления вы получаете неясные ответы, будьте готовы к аналогичной неопределённости и в ходе производства.
- Медленное реагирование на этапе оценки: Если на первоначальные запросы поставщик отвечает спустя несколько дней, будьте готовы к задержкам в коммуникации и в ходе производства. Проверьте оперативность его реакции до заключения договора.
- Не предоставляется обратная связь по DFM: Мастерские по механической обработке высокого качества рядом со мной — или в любом другом месте — заранее выявляют проблемы, связанные с технологичностью изготовления. Поставщики, которые просто предоставляют коммерческое предложение без участия в проектировании, зачастую поставляют детали, имеющие предотвратимые дефекты.
- Ограниченный опыт работы с материалами: Цех ЧПУ рядом со мной, специализирующийся исключительно на алюминии, не сможет качественно выполнить ваш проект, если для него требуются знания и опыт обработки нержавеющей стали или титана.
- Частые задержки поставок: Уточните показатель своевременности поставок. Низкие значения этого показателя свидетельствуют о проблемах с управлением производственными мощностями, что неизбежно скажется на вашем проекте.
- Отсутствие стандартизированного процесса выполнения срочных заказов: Когда возникают срочные прототипы — а это неизбежно — поставщики без возможности ускоренной обработки оставят вас без выхода.
Если у поставщика наблюдается несколько «тревожных сигналов», лучше рассмотреть альтернативные варианты.
Вопросы, которые следует задать перед размещением заказа
Теперь давайте поменяем подход. Ниже приведены ключевые аспекты, которые следует активно проверять при оценке механических цехов поблизости или цифровых производственных платформ. Согласно руководству UPTIVE по производству, выбор правильного партнёра с соответствующим опытом может потенциально сэкономить вам тысячи долларов, поскольку такой партнёр хорошо знаком с типичными проблемами и наиболее эффективными способами их предотвращения.
Сертификация и проверка качества:
- Какими сертификатами качества вы обладаете и когда они проходили последний аудит?
- Можете ли вы предоставить отчёты по контролю качества, документацию по системе управления качеством или отчёты по первоначальному контролю (FAI)?
- Как вы поступаете с несоответствующими деталями — какова ваша процедура корректирующих действий?
Коммуникация и управление проектами:
- Будет ли у меня персональный менеджер по работе с клиентами или единый контактный человек?
- Каким образом вы информируете заказчика о ходе выполнения проекта, задержках или возникновении непредвиденных проблем в ходе производства?
- Каково ваше стандартное время ответа на технические вопросы или уточнения по коммерческим предложениям?
Технические возможности:
- Какие диапазоны допусков вы можете надёжно обеспечить? (По возможности подтвердите примерами готовых деталей)
- В каких материалах вы специализируетесь и можете ли вы предоставить кейсы по аналогичным проектам?
- Какие конфигурации станков вы используете — 3-осевые, 4-осевые, 5-осевые, токарно-фрезерные центры?
Масштабируемость и гибкость:
- Можете ли вы выполнять как изготовление прототипов, так и серийное производство от 1000 и более деталей?
- Какова ваша производственная мощность по приёму увеличенных объёмов заказов без задержек в поставках?
- Принимаете ли вы срочные проекты или изменения конструкции в последнюю минуту?
Сроки изготовления и поставки:
- Каковы ваши типичные сроки изготовления и какой у вас процент своевременных поставок?
- Предоставляете ли вы возможность отслеживания заказов в реальном времени и оперативного информирования об их статусе?
- Как вы управляете производственными мощностями, чтобы избежать задержек в периоды высокого спроса?
Масштабируемость: от прототипа до серийного производства
Здесь многие производители не справляются. Найти местные механические мастерские, изготавливающие единичные прототипы, несложно. А вот найти партнёров, которые без потерь переходят от быстрого прототипирования к серийному производству с сохранением стабильного качества — вот в чём сложность.
Согласно исследованию UPTIVE, путь от прототипа к серийному производству требует партнёров, способных обеспечить:
- Поддержка итераций дизайна: Качественные партнёры предоставляют обратную связь по DFM (анализу конструкции на технологичность), позволяя усовершенствовать ваш прототип для экономически эффективного и масштабируемого производства
- Валидационные запуски малого объема: Прежде чем переходить к полномасштабному производству, небольшие партии позволяют выявить производственные проблемы на ранней стадии
- Масштабирование производства: По мере роста спроса ваш партнёр должен наращивать объёмы вместе с вами без снижения качества
- Стабильный контроль качества: Такой же строгий контроль, который подтверждает соответствие вашего прототипа требованиям, должен применяться ко всем серийным изделиям
Идеальный баланс? Производственные мощности, обеспечивающие срок изготовления прототипов всего один рабочий день при одновременном соблюдении стандартов качества, предъявляемых к серийному производству. Такое сочетание свидетельствует как о высоком уровне операционной эффективности, так и о гибкости, ориентированной на потребности клиента.
Для автомобильных применений, требующих возможности перехода от прототипа к серийному производству, Точные услуги по ЧПУ-обработке компании Shaoyi демонстрируют, как выглядит онлайн-производство, готовое к серийному выпуску: масштабирование от быстрого прототипирования до массового производства сложных шасси и специализированных металлических компонентов при поддержке сертификации IATF 16949 и статистического управления процессами, обеспечивающего стабильное получение продукции с высокой точностью.
Ваш контрольный список для оценки
Прежде чем разместить следующий заказ, проверьте следующие ключевые факторы:
| Критерии оценки | Что проверять | Почему это важно |
|---|---|---|
| СЕРТИФИКАЦИИ | Минимум ISO 9001; отраслевые сертификаты — по мере необходимости | Документированные системы качества снижают количество дефектов и переделок |
| Связь | Время ответа — менее 24 часов; наличие выделенного контактного лица | Недостаточная коммуникация приводит к задержкам и ошибкам в технических требованиях |
| Обратная связь по DFM | Проактивные предложения по конструированию до начала производства | Выявление дорогостоящих проблем на этапе проектирования, до их воплощения в изготовленных изделиях |
| Допуски | Документированная точность, соответствующая вашим требованиям | Обеспечивает соответствие деталей функциональным спецификациям |
| Экспертиза по материалам | Опыт работы с вашими конкретными материалами; доступны тематические исследования | Знание особенностей конкретных материалов предотвращает ошибки при механической обработке |
| Масштабируемость | Способность изготавливать как прототипы, так и детали серийного производства | Позволяет избежать смены поставщика по мере роста вашего проекта |
| Своевременная доставка | Доказанная история выполнения заказов в срок более чем в 95 % случаев | Задержка поставки комплектующих нарушает производственные графики и обязательства перед клиентами |
Выбор правильного партнёра по онлайн-обработке деталей на станках с ЧПУ — одно из важнейших решений в области производства. Надёжный партнёр повышает качество продукции, оптимизирует эффективность производства и гарантирует своевременные поставки, позволяя вам сосредоточиться на инновациях в проектировании, а не на устранении аварийных ситуаций в цепочке поставок.
Систематически оценивая поставщиков по этим критериям, вы уверенно выбираете производственного партнёра, соответствующего вашим стандартам качества, ожиданиям по срокам поставки и потребностям в масштабировании. Первоначальные затраты на тщательную оценку окупаются с каждой поставкой — вовремя, в полном соответствии техническим требованиям и готовой к эксплуатации.
Часто задаваемые вопросы об онлайн-услугах фрезерной обработки на станках с ЧПУ
1. В чём разница между онлайн-фрезерной обработкой на станках с ЧПУ и традиционными механическими цехами?
Онлайн-услуги фрезерной обработки на станках с ЧПУ используют цифровые платформы, позволяющие мгновенно получать коммерческие предложения, загружать CAD-файлы и обеспечивать глобальный доступ к прецизионному производству без телефонных звонков или личных консультаций. Для получения коммерческого предложения в традиционных механических цехах требуется ручной запрос, переписка по электронной почте и зачастую возникают географические ограничения. Цифровые платформы автоматически распределяют заказы между специализированными производителями в рамках обширных сетей, гарантируя стабильное качество и конкурентоспособные цены, а также поставку деталей уже через 1–3 дня для прототипов.
2. Как получить мгновенное коммерческое предложение на фрезерную обработку на станках с ЧПУ онлайн?
Загрузите свой 3D-файл CAD (предпочтительно в формате STEP или IGES) на онлайн-платформу ЧПУ. Алгоритмы на основе искусственного интеллекта мгновенно анализируют геометрию детали, выбор материала, допуски и требования к отделке поверхности, чтобы сформировать точную цену в течение нескольких секунд. Система выявляет проблемы, связанные с технологичностью изготовления, и предоставляет рекомендации по проектированию с учётом требований производства до начала изготовления. Большинство платформ также позволяют изменять объём заказа, материал и сроки поставки, чтобы видеть изменения цен в режиме реального времени.
3. Какие форматы файлов наиболее подходят для онлайн-заказов на обработку на станках с ЧПУ?
Файлы STEP (.step/.stp) являются эталонным стандартом для обработки на станках с ЧПУ, поскольку они сохраняют точную геометрию, кривые и определения рёбер. Форматы IGES и Parasolid также хорошо подходят. Избегайте файлов STL, поскольку они основаны на аппроксимации треугольной сеткой и не обеспечивают необходимой точности для генерации траекторий инструмента ЧПУ. Для деталей с жёсткими допусками приложите 2D-чертёж в формате PDF, указав критические размеры, требования к отделке поверхности и геометрические допуски вместе с вашей 3D-моделью.
4. Сколько стоит обработка на станках с ЧПУ и какие факторы влияют на ценообразование?
Стоимость обработки на станках с ЧПУ зависит от выбора материала (20 % стоимости), времени работы станка (80 % стоимости), сложности детали, требований к допускам, количества деталей, требуемой отделки поверхности и сроков изготовления. Детали из алюминия стоят дешевле, чем из титана; стандартные допуски (±0,005 дюйма) значительно дешевле высокоточных допусков (±0,001 дюйма). Крупные партии снижают стоимость одной детали за счёт распределения расходов на подготовку оборудования. Срочные заказы со сроком выполнения 1–3 дня, как правило, обходятся на 25–100 % дороже по сравнению со стандартными сроками — 7–15 дней.
5. Когда следует выбирать фрезерную обработку с ЧПУ вместо 3D-печати или литья под давлением?
Выберите фрезерную обработку на станках с ЧПУ, когда вам требуются превосходные механические свойства из цельного металла или инженерных пластиков, высокая точность (±0,025 мм), функциональные прототипы из материалов, соответствующих серийным, или количество деталей от 1 до 500 штук. Аддитивное производство (3D-печать) особенно эффективно для быстрой итерации, сложных внутренних геометрий и недорогой проверки конструкции. Литьё под давлением становится экономически выгодным при объёмах свыше 500 штук, однако требует значительных первоначальных инвестиций в оснастку ($3000–$100 000 и более). Во многих проектах для изготовления прототипов применяется обработка на станках с ЧПУ, а затем для серийного производства осуществляется переход на литьё под давлением.