 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

От запроса до доставки: как на самом деле работает услуга лазерной резки

Что такое лазерная резка и как она работает
Задумывались ли вы, как производители создают такие невероятно точные металлические детали с гладкими, чистыми краями? Ответ кроется в одной из самых универсальных технологий современного производства — лазерной резке. Независимо от того, рассматриваете ли вы варианты для прототипа или планируете серийное производство, понимание того, что такое лазерная резка, даст вам основу для более обоснованных решений при работе с любой услугой лазерной резки.
По своей сути лазерная резка — это термический процесс обработки, при котором сфокусированный луч световой энергии разрезает материалы с исключительной точностью. Согласно TWI Global , этот сфокусированный луч сжигает, плавит или испаряет материал вдоль траектории, контролируемой компьютером, оставляя после себя край с высококачественной отделкой поверхности. Результат? Детали с точностью размеров до ±0,0005 дюйма и шириной реза всего 0,004 дюйма.
Как сфокусированный свет становится точным инструментом
Представьте, что вы концентрируете солнечный свет через увеличительное стекло, но усиливаете его в тысячи раз. По сути, именно это и происходит внутри лазерной машины для резки. Лазерный луч генерируется путем возбуждения лазерного материала посредством электрических разрядов внутри герметичной камеры. Эта энергия отражается между зеркалами, пока не станет достаточно сильной, чтобы вырваться в виде когерентного светового луча с одной длиной волны.
После выхода луч проходит через систему оптики, которая фокусирует его в чрезвычайно тонкую точку, диаметром обычно менее 0,32 мм. Когда эта сконцентрированная энергия достигает материала, начинается процесс резки. Интенсивное тепло мгновенно превращает твёрдый материал в газ или расплавленный металл, который затем удаляется струёй вспомогательного газа, формируя требуемую форму.
Не все лазерные станки для резки одинаковы. В отрасли доминируют три основных типа, каждый из которых обладает своими уникальными преимуществами:
- Лазеры СО2: Работая на длине волны 10,6 микрометра, эти универсальные установки отлично справляются с резкой неметаллических материалов, таких как акрил, дерево и ткань, а также эффективно обрабатывают мягкие стали и алюминий. Они являются наиболее универсальным выбором для применения с различными материалами.
- Лазерные волокна: Эти мощные системы используют твердотельную технологию для генерации лучей через оптоволоконные кабели. Срок службы в эксплуатации более 25 000 часов делает волоконные лазеры лидерами в резке металлов, особенно для материалов толщиной до 5 мм. Они превосходят CO2-системы при обработке отражающих металлов, таких как медь и латунь.
- Лазеры Nd:YAG: Работающие на длине волны 1064 нм, эти твердотельные лазеры обеспечивают высочайшую точность с минимальным тепловым воздействием. Отрасли, требующие чистой резки чувствительных материалов, например, производство медицинских устройств, полагаются на технологию Nd:YAG благодаря её точности.
Принцип взаимодействия лазерного луча с материалом
Когда лазер для резки контактирует с вашим материалом , происходит одновременно несколько процессов. Сконцентрированная энергия нагревает материал до его температуры плавления или испарения в течение миллисекунд. Вспомогательные газы, такие как кислород или азот, проходят через режущее сопло, выполняя двойную функцию: они удаляют расплавленный материал из зоны реза и могут усиливать процесс резки за счёт химических реакций.
Для проектов, начинающихся в любой точке, отличной от края материала, сначала выполняется процесс пробивки. Как отмечает TWI Global, лазеры высокой мощности импульсного действия могут пробить нержавеющую сталь толщиной 0,5 дюйма всего за 5–15 секунд на начальном этапе пробивки.
Каждая лазерная система резки основана на пяти ключевых компонентах, работающих согласованно:
- Источник лазера: Сердце системы, которое генерирует режущий луч посредством электрической или оптической накачки.
- Режущая головка: Содержит фокусирующие линзы и сопло, которые концентрируют луч и направляют вспомогательный газ на заготовку.
- Система перемещения: Прецизионные сервомоторы и линейные направляющие, перемещающие головку резки или платформу с материалом с точностью до микронов.
- Подача вспомогательного газа: Подача кислорода, азота или сжатого воздуха для улучшения резки и удаления отходов из пропила.
- CNC-контроллер: Мозг системы, который преобразует файлы ваших чертежей в точные команды движения, координируя мощность луча, скорость резки и давление газа для достижения оптимальных результатов.
Понимание этих основ помогает эффективно взаимодействовать с поставщиком лазерной резки и отличать качественные услуги от остальных. Обладая этими знаниями, вы готовы определить, какие материалы лучше всего подойдут для вашего следующего проекта.
Материалы, которые можно резать лазером — от металлов до пластиков
Выбор правильного материала может сделать или испортить ваш проект лазерной резки . У вас может быть идеальный дизайн, но если вы выберете материал, который плохо поддается лазерной обработке, в итоге получите низкое качество кромок, чрезмерные отходы или, что еще хуже, создадите угрозу безопасности. Какие материалы, пригодные для лазерной резки, следует рассмотреть, а какие лучше избегать полностью?
Рассмотрим три основные категории материалов, с которыми профессиональные службы лазерной резки работают ежедневно: металлы, пластики и специальные материалы.
Металлы, отлично подходящие для точной лазерной резки
Когда требуется лазерная резка металлов, наилучшим выбором станут волоконные лазеры. Их более короткая длина волны эффективно поглощается металлическими поверхностями, обеспечивая чистые резы с минимальным тепловым искажением. Ниже приведена информация о том, чего можно ожидать от наиболее распространенных металлов:
- Углеродистая сталь: Основной материал для лазерной резки металлов. При использовании кислорода в качестве вспомогательного газа можно резать листы толщиной до 25 мм, достигая отличного качества кромки.
- Из нержавеющей стали: Идеально подходит для лазерной резки нержавеющей стали в сфере общественного питания, медицинских устройств и архитектурных элементов. Использование азота в качестве вспомогательного газа обеспечивает чистые, неокисленные кромки, которые не требуют дополнительной отделки. Современные волоконные лазеры эффективно справляются с толщиной до 20 мм.
- Алюминий: Сложно из-за высокой отражательной способности и теплопроводности, но лазерная резка алюминия стала стандартной практикой при использовании мощных волоконных лазеров. Можно ожидать чистой резки толщиной до 15 мм при правильном использовании азота в качестве вспомогательного газа.
- Латунь и медь: Для этих высокоотражающих металлов требуются специализированные мощные волоконные лазерные системы. Согласно IVY CNC , максимальная толщина резки меди обычно достигает 10 мм, тогда как для латуни при подходящем оборудовании она может составлять до 12 мм.
Лазерный станок по металлу эффективно обрабатывает эти материалы, но помните: отражающие поверхности требуют большей мощности и тщательной настройки параметров. Всегда уточняйте, есть ли у вашего поставщика опыт работы с требуемым вами типом металла и толщиной.
Пластики и альтернативные материалы для лазерной обработки
При необходимости лазерной резки пластика выбор материала становится особенно важным. Некоторые пластики отлично режутся, в то время как другие выделяют токсичные газы, которые могут нанести вред вашему здоровью и испортить оборудование.
Безопасные пластики для лазерной резки:
- Акрил (ПММА): Золотой стандарт для применения пластиков при лазерной резке. Он испаряется чисто и оставляет великолепный кромочный срез с эффектом полировки пламенем — идеально подходит для вывесок, экспозиций и ювелирных изделий.
- Делрин (POM/Ацеталь): Инженерный пластик, идеальный для функциональных деталей, таких как шестерни, втулки и компоненты механизмов. Чисто режется без проблем с плавлением.
- Полиэфир (Майлар): Отлично подходит для тонких пленок и гибких трафаретов с точным контролем размеров.
Специализированные материалы, с которыми обычно работают службы лазерной резки:
- Натуральное дерево: Мягкие породы дерева, такие как сосна, легко режутся при низкой мощности, тогда как твердые породы, например грецкий орех, требуют более низкой скорости и большей энергии. Перед резкой наклейте малярную ленту, чтобы предотвратить появление дымных пятен.
- Фанера и МДФ: Экономичный, но требует осторожности — клеи и связующие могут выделять формальдегид и другие токсичные испарения. Обязательна хорошая вентиляция.
- Ткани: Натуральные волокна, такие как хлопок и деним, обрезаются чисто, в то время как синтетические ткани, например полиэстер, получают запаянную кромку без осыпания, поскольку лазер плавит материал.
- Выделанная кожа: Позволяет создавать красивые гравированные и вырезанные элементы для моды и аксессуаров.
| Категория материала | Общие применения | Диапазон толщин | Качество кромки | Рекомендуемый тип лазера |
|---|---|---|---|---|
| Углеродистая сталь | Кронштейны, панели, конструкционные компоненты | 0,5 мм - 25 мм | Отлично работает с оксидным слоем | Лазерные волокна |
| Нержавеющая сталь | Медицинские устройства, оборудование для пищевой промышленности, вывески | 0,5 мм - 20 мм | Чистая резка без оксидации с использованием азота | Лазерные волокна |
| Алюминий | Корпуса, радиаторы, детали для аэрокосмической отрасли | 0,5 мм - 15 мм | Хорошо с правильными параметрами | Лазерные волокна |
| Латунь/Медь | Электрические компоненты, декоративные изделия | 0,5 мм - 10 мм | Требует специализированных настроек | Высокомощный волоконный лазер |
| Акрил | Вывески, дисплеи, ювелирные изделия, прототипы | 1 мм - 25 мм | Полировка пламенем, отличная | Лазер CO2 |
| Делрин (POM) | Шестерни, подшипники, детали машин | 1 мм - 12 мм | Чистая, точная | Лазер CO2 |
| Дерево (натуральное) | Искусство, детали мебели, упаковка | 1 мм – 15 мм | Слегка обугленный край | Лазер CO2 |
| Ткани | Мода, обивка, промышленные фильтры | 0,1 мм – 5 мм | Запечатанные края на синтетике | Лазер CO2 |
Материалы, которые никогда нельзя резать лазером
Это может быть самая важная информация во всем этом руководстве. Согласно Fortune Laser , резка неподходящего материала может выделять токсичные газы, вызывать возгорание и привести к постоянной коррозии компонентов лазерного станка.
Полностью избегайте следующих материалов:
- ПВХ (поливинилхлорид): Самый худший нарушитель. При нагревании ПВХ выделяет газообразный хлор, который в сочетании с влагой образует соляную кислоту. Это разрушает оптику, вызывает коррозию металлических компонентов и представляет серьёзную угрозу для здоровья.
- Пластик АБС: Выделяет газообразный цианистый водород — высокотоксичный яд. Кроме того, материал плавится, превращаясь в липкую массу, вместо того чтобы чисто резаться.
- Толстый поликарбонат (Лексан): Плохо поглощает лазерную энергию, что приводит к обесцвечиванию, плавлению и значительному риску возгорания. Как отмечает Xometry, даже тонкий поликарбонат толщиной менее 1 мм даёт плохие результаты.
- Хромированная кожа: Выделяет токсичные тяжёлые металлы, включая шестивалентный хром. Для лазерной резки следует использовать только кожу, выделанную растительным способом.
- Стекловолокно и покрытое углеволокно: Эпоксидные смолы, скрепляющие эти материалы, при горении выделяют чрезвычайно токсичные пары.
Если вы сомневаетесь в пригодности какого-либо материала, не режьте его. Обратитесь за консультацией к поставщику услуги лазерной резки или запросите паспорт безопасности материала, чтобы проверить его совместимость с лазерной обработкой.
Теперь, когда вы знаете, какие материалы подходят для лазерной резки металла и других лазерных процессов, следующим шагом является правильная подготовка файлов с вашим дизайном для безупречного результата.
Подготовка файлов с дизайном для безупречного результата
Вы выбрали идеальный материал и у вас есть гениальный замысел. Но именно на этом этапе многие проекты идут наперекосяк: дело в подготовке файлов. Разница между точной лазерной резкой, соответствующей вашему замыслу, и разочаровывающей кучей отходов зачастую определяется тем, насколько правильно вы подготовили файлы с дизайном. Независимо от того, работаете ли вы над проектами лазерной резки и гравировки или индивидуальной резкой акрила, правильное выполнение этого шага сэкономит время, деньги и избавит от проблем.
Представьте себе файл с дизайном как рецепт для станка с ЧПУ с лазерной резкой. Если инструкции неясны или содержат ошибки, результат не будет соответствовать вашим ожиданиям. Давайте подробно рассмотрим, что именно вам нужно знать.
Форматы файлов, которые принимают услуги лазерной резки
Не все форматы файлов совместимы с сервисами лазерной резки. Ниже указаны наиболее распространённые поддерживаемые форматы и требования к каждому из них:
- DXF (Drawing Exchange Format): Отраслевой стандарт для лазерной резки. Файлы DXF содержат исключительно векторные данные без заливок и эффектов, что делает их идеальными для прямого импорта в программное обеспечение для резки. Убедитесь, что в вашем файле используются реальные единицы измерения (дюймы или миллиметры), и избегайте вложенных блоков, которые могут вызвать проблемы в программном обеспечении обработки.
- AI (Adobe Illustrator): Широко распространённый и универсальный формат. Согласно Cut By Beam , установите цветовой режим документа в RGB, используйте красный цвет (RGB) с толщиной линии 0,1 для линий реза и синий цвет для линий гравировки. Для любой растровой гравировки используйте заливку чёрным цветом.
- SVG (масштабируемая векторная графика): Отлично подходит для веб-порталов загрузки. Формат SVG сохраняет математическую точность при любом масштабировании, но может содержать скрытые метаданные, вызывающие проблемы при импорте. Упростите файл перед экспортом.
- EPS (Encapsulated PostScript): Устаревший формат, который всё ещё работает, но зачастую требует конвертации. Если вы используете EPS, выбирайте версию 8 или более раннюю для максимальной совместимости.
- PDF (портативный формат документов): Некоторые службы принимают PDF-файлы со встроенным векторным изображением. Однако убедитесь, что все шрифты переведены в кривые, а эффекты сглажены перед сохранением.
Для индивидуального лазерного гравирования JPEG-файлы подходят для растровой гравировки непосредственно по изображению. Но помните: JPEG не может использоваться для создания контуров резки. Для операций резки вам всегда понадобятся векторные линии.
Ошибки в дизайне, которые портят качество резки
Даже опытные дизайнеры допускают ошибки, приводящие к плохому результату или отклонению файлов. Ниже перечислены наиболее распространённые проблемы, которых следует избегать:
Разомкнутые контуры: Вашему режущему станку необходимы непрерывные линии для отслеживания. Разомкнутый контур сбивает программное обеспечение с толку относительно того, где должен проходить рез, что часто приводит к незавершённым резам или неожиданным движениям. Как отмечает Cut By Beam, если фигуры состоят более чем из одного контура, соедините их, чтобы создать замкнутую форму — особенно важно при сплошной гравировке.
Перекрывающиеся или дублирующиеся линии: Эта коварная проблема удваивает время и стоимость резки. Более того, лазер пройдёт по одному и тому же контуру дважды, что может привести к прожиганию материала или образованию некрасивого, чрезмерно обработанного края. Согласно Руководству по лазерной резке Джона Датчи , всегда проверяйте наличие скрытых дублированных контуров, наложенных друг на друга.
Текст, не преобразованный в контуры: Это настолько важно, что заслуживает особого внимания:
Всегда преобразуйте шрифты в контуры перед отправкой файла с дизайном. Если вы пропустите этот шаг, ваш текст может отображаться неправильно или полностью исчезнуть при открытии на другой системе, где не установлены ваши конкретные шрифты.
Неправильные настройки масштаба: Работа в пикселях вместо реальных физических размеров приводит к деталям, имеющим совершенно неверные габариты. Всегда работайте в миллиметрах или дюймах и проверяйте размеры перед экспортом.
Избыток опорных точек: Сложные кривые с большим количеством узлов замедляют обработку и могут вызвать рывки при движении станка. Упрощайте контуры, уменьшая количество ненужных опорных точек, сохраняя при этом целостность вашего дизайна.
Пошаговый рабочий процесс подготовки файлов
Выполните этот контрольный список перед тем, как отправлять любой файл на прецизионную лазерную резку поставщик:
- Установите в документе реальные единицы измерения: Настройте программное обеспечение для дизайна на использование миллиметров или дюймов. Убедитесь, что размеры монтажной области соответствуют требуемым размерам детали.
- Создавайте все линии реза в виде векторов: Используйте перо, инструменты фигур или трассировку растровых изображений для создания математически точных контуров.
- Преобразуйте весь текст в контуры: В Illustrator выделите текст и выберите «Type > Create Outlines». Разгруппируйте полученные фигуры для упрощения редактирования.
- Замыкайте разомкнутые контуры в замкнутые формы: Выделите конечные точки и воспользуйтесь функцией соединения в вашем программном обеспечении. Проверьте результат, переключившись в режим просмотра контуров.
- Удалите дублирующиеся линии: Выберите все объекты и используйте функцию "объединить" или "pathfinder unite", либо вручную удалите перекрывающиеся контуры.
- Уменьшите количество опорных точек: Используйте функцию упрощения контуров для минимизации узлов без искажения дизайна.
- Примените компенсацию керфа: Лазерный луч удаляет материал (обычно шириной 0,1–0,3 мм). Сместите линии реза внутрь на половину ширины керфа для деталей, требующих точной подгонки.
- Проверьте минимальные размеры элементов: Большинство служб требуют не менее 1 мм для положительных элементов и 0,5 мм для ширины реза. Более тонкие детали могут сгореть или плохо прорезаться.
- Проверьте расстояние между разрезами: Оставляйте расстояние не менее толщины материала между параллельными линиями реза, чтобы предотвратить деформацию или поломку во время резки.
- Просмотр в режиме контура: Как рекомендует Cut By Beam, используйте режим Просмотр > Контур, чтобы точно увидеть, как лазерное программное обеспечение интерпретирует ваш файл. Ищите посторонние объекты, скрывающиеся за пределами вашего рабочего поля.
Еще один совет по созданию трафаретов: помните, что внутренние элементы букв, таких как «O», «A» и «B», выпадут, если не соединить их мостиками с окружающим материалом. Либо измените шрифт, либо выберите специализированный трафаретный шрифт.
Имея правильно подготовленные файлы, вы готовы понять, как ваш проект соотносится с альтернативными методами резки — и когда лазерная резка действительно является наилучшим выбором для ваших задач.
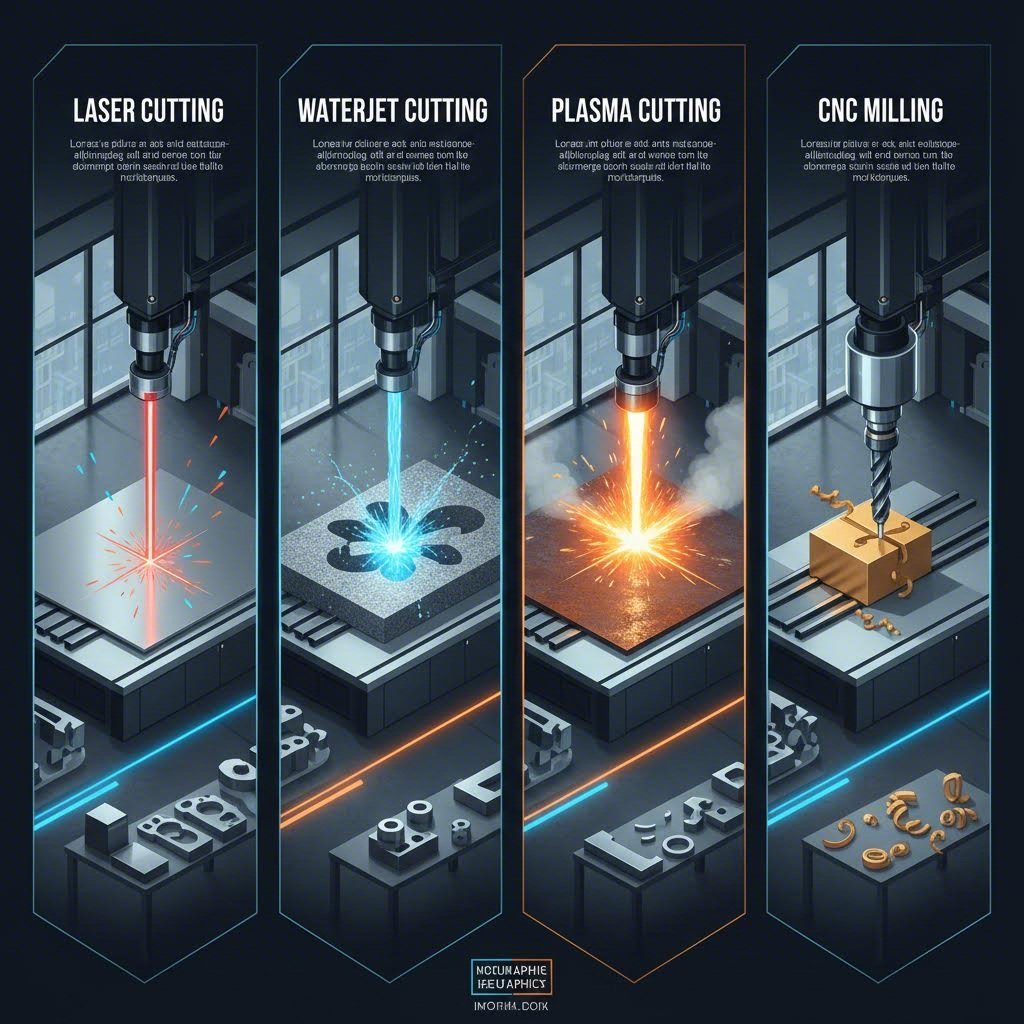
Лазерная резка в сравнении с гидроабразивной, плазменной и CNC-резкой
Итак, вы подготовили файлы с дизайном и выбрали материал. Но вот вопрос, который может сэкономить вам значительное время и деньги: действительно ли лазерная резка — это лучший метод для вашего проекта? Честный ответ: это зависит от обстоятельств. Понимание того, как лазерная резка с ЧПУ соотносится с гидроабразивной, плазменной и другими видами резки металла, помогает принимать более взвешенные решения вместо автоматического выбора одной технологии для всех случаев.
Рассмотрим реальные компромиссы между этими конкурирующими технологиями, чтобы вы могли подобрать наиболее подходящий инструмент под ваши конкретные задачи.
Когда лазерная резка превосходит альтернативы
Лазерная резка металла особенно эффективна в определённых ситуациях. Если вам нужны сложные конструкции с острыми углами и мелкими деталями, лазерная технология обеспечивает точность, которой другие методы просто не могут достичь. Согласно StarLab CNC , лазерная резка обеспечивает наивысшее качество кромки среди термических методов резки, с гладкими, перпендикулярными разрезами и минимальным образованием заусенцев.
Вот когда использование лазерной резки металла наиболее оправдано:
- Тонкие и средние по толщине материалы: Волоконные лазеры доминируют при резке листов толщиной менее 1/4", обеспечивая исключительную скорость, оставляя другие технологии позади.
- Сложные геометрии: Сложные узоры, мелкие отверстия и жесткие допуски — это сфера лазерной резки. Фокусированный луч способен проходить острые углы, с которыми плазма или водяной струйный метод справиться не могут.
- Высокий объем производства: После настройки лазерные системы работают быстро и с минимальным варьированием между деталями — идеально подходит для стабильных и многократно повторяемых операций.
- Чистые кромки, не требующие дополнительной отделки: Для применений, где важна эстетика или последующая сварка, кромки, полученные лазерной резкой, зачастую не требуют никакой дополнительной обработки.
Комбинация лазера и ЧПУ также обеспечивает выдающуюся гибкость. Вы можете переключаться с резки низкоуглеродистой стали на нержавеющую и алюминий просто изменением параметров, а не заменой инструментов.
Случаи, в которых другие методы оказываются предпочтительнее
Вот правда, которую большинство поставщиков лазерной резки вам не скажут: их технология не всегда является наилучшим выбором. Иногда лучше поискать «плазменную резку рядом со мной» или рассмотреть вместо этого услуги водоструйной резки.
Водоструйная резка предпочтительна, когда:
- Вы работаете с материалами, чувствительными к нагреву, которые не могут допускать тепловых искажений
- Толстые материалы толще 1" требуют резки без зоны теплового воздействия
- Важна универсальность материалов — водоструйная резка справляется со всем: от титана до гранита и стекла
- Металлургия кромки должна оставаться полностью неизменной для критически важных применений
Работая под давлением до 90 000 фунтов на квадратный дюйм, системы водоструйной резки могут резать практически любой материал без выделения тепла. Компромисс? Скорость. Водоструйная резка обычно выполняется со скоростью 5–20 дюймов в минуту по сравнению со значительно более высокой скоростью лазера на тонких материалах.
Плазменная резка предпочтительна, когда:
- Необходимо быстро и экономично резать толстые стальные пластины толщиной от 1/2" до 2"
- Бюджетные ограничения делают приоритетными более низкие затраты на оборудование и его эксплуатацию
- Требуются фасонные резы для подготовки под сварку
- Качество, близкое к лазерному, допустимо вместо идеальной точности
Современные станки с ЧПУ для плазменной резки режут низкоуглеродистую сталь толщиной 1/2" со скоростью более 100 дюймов в минуту. Это значительно быстрее, чем лазерная резка толстых материалов, а стоимость оборудования для резки металла составляет лишь часть стоимости аналогичной лазерной системы.
Фрезерование с ЧПУ предпочтительнее, когда:
- Ваша деталь требует 3D-элементов, карманов или фасок, которые невозможно получить с помощью 2D-резки
- Обязательно соблюдение крайне жестких допусков в диапазоне ±0,001"
- Требования к шероховатости поверхности превышают возможности термической резки
Пробивной пресс предпочтительнее, когда:
- Огромные объемы производства оправдывают инвестиции в оснастку
- В вашей работе преобладают простые формы со стандартными отверстиями
- Необходимо минимизировать стоимость детали при больших объемах
Сравнение технологий вкратце
| ТЕХНОЛОГИЯ | Лучшие материалы | Толщина обработки | Уровень точности | Качество кромки | Скорость | Факторы стоимости |
|---|---|---|---|---|---|---|
| Лазерная резка | Сталь, нержавеющая сталь, алюминий, тонкие металлы | До 1" (оптимально до 1/4") | ±0,005" или выше | Отличная, гладкая отделка. | Очень быстрая обработка тонких материалов | Умеренное оборудование, низкие эксплуатационные расходы |
| Водоструйный | Любой материал, включая стекло, камень, композиты | До 6" и более в зависимости от материала | ±0,005" до ±0,010" | Хорошее качество, отсутствие тепловых эффектов | Медленно (5–20 дюймов в минуту) | Высокие эксплуатационные расходы (стоимость абразива) |
| Плазма | Только проводящие металлы | от 0,018" до 2" (оптимально от 1/2" до 1") | ±0,015" до ±0,030" | Хорошее качество при использовании плазмы высокой плотности | Быстро на толстых материалах | Низкая стоимость оборудования, низкие эксплуатационные расходы |
| Фрезерование на CNC | Металлы, пластики, композиты | Ограничено габаритами станка | точность ±0,001" достижима | Отличная, механическая обработка | Умеренный | Высокая стоимость оснастки, умеренные эксплуатационные расходы |
| Пробивной пресс | Только листовой металл | Обычно менее 1/4" | ±0,005" при качественной оснастке | Хорошее, может потребоваться зачистка | Экстремально быстрое выполнение за цикл | Высокая стоимость оснастки, низкая стоимость на единицу при большом объеме |
Честный взгляд на ограничения лазерной резки
Прежде чем воспользоваться услугой лазерной резки, ознакомьтесь с этими ограничениями:
Сложность обработки отражающих материалов: Высокопроводящие металлы, такие как медь и латунь, могут отражать лазерную энергию обратно к оптике, что потенциально может повредить оборудование. Хотя современные волоконные лазеры справляются с этим лучше, чем старые технологии, ожидайте более высоких затрат и меньшей скорости.
Ограничения по толщине являются реальными: Скорость резки резко снижается с увеличением толщины материала. Согласно отраслевым данным, эффективность лазера значительно падает при работе с материалами толще 1 дюйма, где плазменная или водоструйная резка становятся более практичными.
Имеется зона термического воздействия: Несмотря на то, что лазерная резка является более точной по сравнению с плазменной, она всё же вносит тепловую энергию. Зона термического влияния (ЗТВ) может изменять свойства материала вблизи кромки реза — это важно для применений, требующих безупречной металлургии.
Первоначальные затраты на оборудование высоки: Волоконные лазерные системы представляют собой значительные капитальные вложения. Эти затраты перекладываются на клиентов, особенно при небольших сериях, где расходы на наладку оборудования нельзя распределить на большое количество деталей.
Итоговый вывод? Умные покупатели подбирают технологию под конкретное применение, а не пытаются подогнать одно решение под все задачи. Понимание этих компромиссов позволяет вам получать более выгодные коммерческие предложения и лучшие результаты, когда вы будете готовы обсуждать цены с выбранным поставщиком.

Понимание стоимости лазерной резки и получение справедливых коммерческих предложений
Вот что раздражает при поиске услуги лазерной резки поблизости: ценообразование кажется чёрным ящиком. Вы загружаете проект, ждёте расчёта стоимости лазерной резки и получаете цифру без пояснений, как она была рассчитана. Почему один поставщик берёт в три раза больше, чем другой? И почему ваша простая деталь стоит дороже, чем сложная деталь соседа?
Дело в том, что стоимость лазерной резки подчиняется логической формуле — как только вы поймёте, что влияет на расходы, вы сможете принимать более обоснованные проектные решения и уверенно оценивать коммерческие предложения. Согласно Fortune Laser , наиболее важным фактором, определяющим вашу стоимость, является не площадь материала, а время работы станка, необходимое для резки вашей детали. Две детали, вырезанные из одного и того же листа, могут иметь совершенно разную цену исключительно из-за различий в сложности.
Что делает стоимость лазерной резки выше или ниже
Любое мгновенное коммерческое предложение по лазерной резке можно разбить на основную формулу:
Окончательная цена = (Стоимость материалов + Переменные расходы + Постоянные расходы) × (1 + Наценка)
Разберёмся, что каждый из этих параметров означает для вашего бюджета:
Тип и толщина материала: Это влияет на ценообразование двумя способами. Во-первых, стоимость сырья сильно варьируется — МДФ является недорогим материалом, тогда как нержавеющая сталь стоит значительно дороже. Во-вторых, толщина материала существенно влияет на время резки. Как объясняет Komacut, удвоение толщины материала может более чем вдвое увеличить время и стоимость резки, поскольку лазеру необходимо двигаться намного медленнее, чтобы обеспечить чистый рез.
Общая длина реза (периметр): Время работы станка — это основная услуга, за которую вы платите. Общее линейное расстояние, которое проходит лазер, определяет продолжительность вашей задачи. Вырезать квадрат 12 дюймов стоит меньше, чем круг диаметром 12 дюймов с той же площадью, потому что у круга больший периметр.
Количество пропилов: Каждый раз, когда лазер начинает новый рез, он должен сначала «пробить» материал — прожечь его, чтобы создать точку входа. Эскиз с 100 маленькими отверстиями обходится дороже, чем один большой вырез, из-за суммарного времени пробивки. Согласно отраслевым данным, для пробивки нержавеющей стали толщиной 0,5 дюйма импульсным лазером высокой мощности может потребоваться от 5 до 15 секунд.
Сложность дизайна: Сложные узоры с плотными изгибами и острыми углами вынуждают станок значительно замедляться. Указание допусков более жестких, чем функционально необходимо, также увеличивает стоимость — станок должен работать на более медленных и контролируемых скоростях, чтобы обеспечить точность.
Количество заказываемых единиц: Фиксированные затраты на настройку распределяются по всем деталям в заказе. Результат? Себестоимость одной детали резко снижается с увеличением объема. Скидки на крупные заказы могут достигать 70%, что делает оптовые закупки значительно более выгодными.
Требования к отделке: Дополнительные процессы, такие как зачистка, гибка, нарезание резьбы или порошковое покрытие, требуют дополнительного труда, специализированного оборудования и увеличивают время производства. Эти услуги оплачиваются отдельно и могут существенно повысить общую стоимость.
Время выполнения: Срочные заказы выполняются по повышенным тарифам на лазерную резку. Стандартные сроки выполнения установлены не случайно — компании оптимизируют свое производственное расписание для максимальной эффективности. Выход вне очереди обходится дороже.
Скрытые расходы, на которые следует обратить внимание
Помимо очевидных факторов, у первых покупателей могут возникнуть неожиданные расходы:
Плата за настройку и минимальные сборы: Большинство служб лазерной резки взимают плату за настройку или устанавливают минимальную сумму заказа. Это покрывает время оператора, затраченное на загрузку материала, калибровку станка и подготовку вашего файла. Для небольших заказов расходы на настройку могут превышать стоимость самой резки.
Плата за подготовку файлов: Если ваш файл с чертежом содержит ошибки — дублирующиеся линии, разомкнутые контуры или отсутствующие элементы — их должен исправить техник. Многие службы взимают дополнительную плату за эту работу. Как Заметки Smart Cut Quote , при небольших тиражах или единичных заказах расходы на настройку и подготовку становятся особенно значительным фактором.
Наценки на материалы: Поставщики приобретают сырьё по оптовым ценам, но продают вам по розничным ценам с добавлением сборов за обработку. Выбор материалов, имеющихся в наличии, позволяет избежать платы за специальный заказ и часто сокращает сроки поставки.
Доставка и упаковка: Крупные или тяжелые детали требуют особого обращения. Хрупкие изделия нуждаются в защитной упаковке. Эти логистические расходы быстро растут при заказах из удалённых регионов.
При сравнении цен на услуги «вырежь и отправь» с местными поставщиками учитывайте стоимость доставки в обе стороны. Более «дешевое» онлайн-предложение может оказаться дороже после учёта расходов на доставку.
Стратегии экономии, которые действительно работают
Вы можете больше контролировать итоговую цену, чем кажется. Эти стратегии стабильно снижают расходы без потери функциональности:
- Эффективно размещайте несколько деталей: Размещение деталей близко друг к другу на листе материала минимизирует отходы. Более эффективное размещение напрямую снижает стоимость материала и время резки.
- Упростите свою конструкцию: Уменьшите количество сложных кривых, объедините несколько мелких отверстий в более крупные прорези и устраните ненужные элементы. Это сокращает как длину реза, так и трудоемкие проколы.
- Используйте максимально тонкий материал: Это наиболее эффективный способ снижения затрат. Увеличение толщины материала экспоненциально увеличивает время работы оборудования. Всегда проверяйте, соответствует ли более тонкий материал вашим конструкционным требованиям.
- Выбирайте стандартные материалы: Экзотические сплавы и специализированные пластики стоят дороже и могут потребовать специального заказа. Использование распространенных материалов, которые мастерская держит на складе, позволяет сэкономить деньги и время.
- Заказывайте большие объемы: Объединяйте свои потребности в меньшем количестве, но более крупных заказах. Себестоимость единицы продукции значительно снижается, поскольку расходы на наладку распределяются на большее количество деталей.
- Очистите файлы своих чертежей: Удалите дублирующие строки, скрытые объекты и технические примечания перед загрузкой. Автоматизированные системы ценообразования пытаются вырезать всё — двойные линии буквально удваивают вашу стоимость за данную функцию.
- Ослабьте допуски, где это возможно: Указывайте жёсткие допуски только там, где они функционально необходимы. Стандартная точность обходится дешевле, чем требование ±0,001", если вполне подойдёт ±0,010".
Понимание разницы между затратами на наладку и затратами на единицу продукции
Это различие чрезвычайно важно для бюджетирования. Затраты на наладку являются фиксированными независимо от объёма — загрузка материала, калибровка оборудования и пробные резы стоят одинаково, производите ли вы одну деталь или сто. Затраты на единицу продукции зависят от объёма и включают фактическое время резки, расход материала и обработку.
Для одного прототипа вы можете заплатить 50 долларов США в качестве платы за настройку и 5 долларов США за единицу — всего 55 долларов США. Закажите 100 одинаковых деталей, и эта плата за настройку в размере 50 долларов США распределится по 0,50 доллара США на единицу. Добавьте по 5 долларов США за резку каждой детали, и стоимость одной детали снизится до 5,50 доллара США вместо 55. Именно поэтому цена на прототипы часто кажется намного выше по сравнению с серийным производством.
Почасовая ставка оборудования обычно составляет от 60 до 120 долларов США в зависимости от мощности и возможностей лазера. Понимание этого поможет вам оценить, соответствует ли предложенная цена разумным ожиданиям.
Оценка коммерческих предложений от разных поставщиков
Сравнивая услуги лазерной резки поблизости, обращайте внимание не только на итоговую сумму:
Онлайн-платформы с мгновенным расчетом стоимости предлагают непревзойденную скорость и удобство — загрузите файл САПР, получите цену за секунды. Они идеальны для быстрого прототипирования, когда требуется немедленная информация о бюджете. Однако автоматизированные системы не выявляют дорогостоящие ошибки в конструкции и зачастую взимают повышенные тарифы за удобство.
Традиционные цеха по изготовлению металлоконструкций полагайтесь на специалистов, которые вручную проверяют ваши файлы. Это занимает больше времени — часы или даже дни, — но позволяет получить бесплатные рекомендации по конструированию для обеспечения технологичности (DFM), что может значительно снизить ваши расходы. Они выявляют ошибки, предлагают более эффективные конструкции и зачастую идут навстречу при использовании материалов, предоставленных заказчиком.
При любом запросе уточните, что включено: покрывает ли цена стоимость материала? А доставку? Есть ли дополнительные сборы за подготовку файлов или отделку? Несколько более высокая цена, включающая всё, зачастую выгоднее низкой базовой цены с множеством доплат.
Теперь, когда вы понимаете экономическую основу ценообразования на лазерную резку, вы готовы приступить к самому процессу заказа — от загрузки файлов до получения готовых деталей у себя.
Работа со службой лазерной резки: от запроса коммерческого предложения до доставки
Вы спроектировали свою деталь, подготовили файлы и получили справедливое коммерческое предложение. Что дальше? Для новичков промежуток времени между нажатием кнопки «оформить заказ» и получением готовых деталей может казаться загадкой. Что происходит за кулисами онлайн-сервиса лазерной резки? Сколько времени на самом деле нужно ждать? И что делать, если что-то пойдёт не так?
Понимание полного рабочего процесса устраняет неопределённость и помогает реально планировать сроки вашего проекта. Используете ли вы услуги лазерной резки для прототипирования или серийного производства — процесс проходит по предсказуемым этапам, за которыми можно следить и которые можно контролировать.
От загрузки до доставки: пять шагов
Каждый онлайн-сервис лазерной резки следует схожей последовательности, хотя сроки и стиль общения могут различаться в зависимости от поставщика. Ниже описан стандартный путь, который проходит ваш проект:
- Отправка дизайна и проверка файлов: Вы загружаете свои CAD-файлы через портал поставщика. Их система проверяет наличие основных ошибок — незамкнутых контуров, неподдерживаемых форматов файлов или отсутствующих размеров. Многие онлайн-платформы лазерной резки предоставляют мгновенную обратную связь по очевидным проблемам. Более тщательная проверка выполняется вручную после вашего подтверждения заказа.
- Проверка сметы и подтверждение заказа: Вы получаете расчёт стоимости на основе материала, сложности и количества. Внимательно проверьте смету — убедитесь в правильности указаний по материалу, толщине и операциям финишной обработки. После утверждения и оплаты ваш заказ поступает в очередь на производство.
- Подтверждение материала и планирование производства: Цех подтверждает наличие материала. Стандартные материалы отправляются со склада немедленно. Специальные материалы могут потребовать заказа, что увеличит срок выполнения заказа. Согласно California Steel Services , производственные мощности и текущая загруженность очереди напрямую влияют на то, когда ваш заказ будет запланирован.
- Резка, финишная обработка и контроль качества: Ваши детали вырезаются, проверяются на точность размеров и качество кромки, а затем направляются на дополнительные операции, которые вы запросили — зачистку, гибку, порошковое покрытие или сборку. Каждый этап добавляет время обработки, но гарантирует, что конечный продукт соответствует техническим требованиям.
- Упаковка и перевозка: Готовые детали упаковываются с использованием подходящей защитной упаковки в зависимости от материала и количества. Информация для отслеживания отправляется на вашу электронную почту, и ваши детали отправляются по назначению.
Эта последовательность применяется независимо от того, заказываете ли вы нестандартные вывески, функциональные прототипы или лазерную резку дерева для декоративных проектов. Основы остаются неизменными для всех материалов и областей применения.
Что происходит после отправки вашего проекта
Как только ваши файлы попадают в систему, работу берут на себя квалифицированные техники. В отличие от автоматизированных платформ с мгновенным расчетом цены, которые выявляют только очевидные ошибки, ручная проверка позволяет обнаружить тонкие проблемы, которые могут испортить результат.
Хороший поставщик проверяет следующее:
- Дублирующиеся или перекрывающиеся линии реза, которые увеличили бы время работы станка вдвое
- Элементы, слишком маленькие или тонкие, чтобы выдержать процесс резки
- Расстояние между разрезами слишком маленькое для устойчивости материала
- Элементы дизайна, которые могут вызвать коробление или деформацию
Если проблемы существуют, ожидайте электронное письмо с вопросами или предложениями. Как отмечено в Руководстве по рабочему процессу NerdBot , незначительные изменения на этом этапе могут значительно повысить качество вашего конечного продукта. Не воспринимайте запросы на доработку как препятствия — они являются возможностью получить лучший результат.
Ожидания по коммуникации различаются в зависимости от поставщика. Онлайн-платформы, как правило, общаются через электронные тикеты с временем ответа 24–48 часов. Местные мастерские могут предоставлять прямой телефонный доступ и более быстрые сроки ответа на вопросы. Уточните предпочтительный канал связи вашего поставщика заранее, чтобы избежать задержек.
Сроки выполнения заказа
Как долго вам действительно нужно ждать? Реалистичные ожидания предотвращают раздражение и помогают планировать графики последующей сборки или установки.
Факторы, увеличивающие сроки поставки:
- Сложность дизайна: Сложные узоры со сотнями пробоин и узкими изгибами требуют более медленной скорости машины и более длительных циклов резки.
- Доступность материалов: Экзотические сплавы, необычная толщина или специальные пластмассы могут потребовать специального заказа. Стандартные материалы, такие как мягкая сталь и акрил, обычно поставляются из склада.
- Текущая очередь производства: В магазинах, где много дел, задержки больше. Согласно рекомендациям отрасли, всегда спрашивайте о текущей мощности, когда время имеет значение.
- Операции отделки: Порошковое покрытие, сварка, сборка и другие вторичные процессы добавляют дни обработки. Простой заказ на отделку отправляется быстрее, чем тот, который требует нескольких этапов отделки.
- Требования к качеству: Части с узкими допусками требуют дополнительного времени проверки и могут потребовать многократных измерений для проверки.
Типичные сроки выполнения работ варьируются от 3-5 рабочих дней для простых работ, выполняемых только на резке, до 2-3 недель для сложных деталей с требованиями к отделке. Услуги спешного обслуживания существуют, но требуют повышенных цен, иногда на 50% и более выше стандартных тарифов.
Ожидаемые методы обеспечения качества
Уважаемые службы лазерной резки не просто режут и отправляют. Они проверяют результаты до того, как детали покинут предприятие.
Проверка геометрических размеров: Критические размеры измеряются по вашим спецификациям с помощью штангенциркулей, микрометров или координатно-измерительных машин. Это подтверждает, что детали будут соответствовать по размерам и функциональности.
Проверка качества кромок: Операторы осматривают кромки реза на наличие избыточного шлака, заусенцев или потемнения от нагрева. Чистые кромки указывают на правильные настройки оборудования и корректную обработку материала.
Визуальная проверка: Царапины на поверхности, дефекты материала и повреждения при обращении выявляются до отправки. Детали, не соответствующие стандартам, перерезаются или отбраковываются.
При первом сотрудничестве с онлайн-сервисом лазерной резки рассмотрите возможность заказать небольшую тестовую партию перед тем, как переходить к крупным объемам. Это позволяет убедиться, что стандарты качества поставщика соответствуют вашим ожиданиям, не рискуя значительными затратами на материалы.
Понимая процесс заказа и доставки, вы готовы изучить, как разные отрасли используют технологию лазерной резки, и открыть для себя применения, которые могут вдохновить ваш следующий проект.

Отрасли и сферы применения, использующие лазерную резку
Теперь, когда вы понимаете, как работает процесс заказа, давайте посмотрим, что можно на самом деле сделать. Примеры того, как различные отрасли применяют промышленную лазерную резку, могут подсказать идеи для ваших собственных проектов — и помочь определить, когда эта технология будет наиболее подходящим решением. От автомобильных креплений до архитектурных фасадов — лазерная обработка затрагивает почти каждый сектор, где важна точность.
Многофункциональность лазерной резки металла выходит далеко за рамки простых плоских деталей. Согласно Анализу отрасли компании Accurl , лазерные технологии преобразили производство в десятках отраслей, обеспечивая точность, которой ранее было невозможно достичь или которая требовала чрезвычайно много времени. Давайте рассмотрим сферы, где использование лазерной резки оказывает наибольшее влияние.
Автомобильные и промышленные приложения
Пройдитесь по любому современному производственному предприятию по выпуску автомобилей, и вы увидите лазерную резку листового металла практически на каждом этапе производства. Автомобильная промышленность требует компоненты, сочетающие жесткие допуски с высокой повторяемостью при массовом производстве — именно то, что обеспечивает лазерная технология.
Типичные автомобильные детали, вырезанные лазером, включают:
- Кронштейны шасси и монтажные пластины: Конструкционные элементы, соединяющие подвески, крепления двигателя и кузовные панели, требуют точного размещения отверстий и постоянных размеров на протяжении тысяч единиц продукции.
- Кузовные панели и облицовочные детали: Сложные изгибы и вырезы для фар, вентиляционных отверстий и люков выполняются с чистыми краями, что сводит к минимуму отделочные работы.
- Тепловые экраны и компоненты выхлопной системы: Они требуют точной подгонки по сложным геометрическим формам и способности работать с материалами, устойчивыми к высоким температурам.
- Декоративные элементы интерьера и детали панели приборов: Декоративные панели со сложными узорами и логотипами выигрывают от способности лазера выполнять детализированные резы без необходимости смены инструмента.
- Кронштейны электропроводки и корпуса аккумуляторов: Производство электромобилей особенно зависит от прецизионной лазерной резки металлических листов для корпусов аккумуляторов и креплений электрических компонентов.
Особый интерес автомобильных применений обусловлен тем, как лазерная резка интегрируется с другими производственными процессами. Прецизионные детали, вырезанные лазером, часто комбинируются со штампованными элементами в системах шасси и подвески. В одной сборке могут присутствовать лазерные кронштейны, приваренные к штампованному стальному усилителю, затем изогнутые до окончательной формы перед нанесением порошкового покрытия.
Для производителей, которым требуется качество, соответствующее стандарту IATF 16949, и комплексные возможности по обработке металла, крайне важно находить партнёров, предлагающих дополнительные услуги. Компании, такие как Shaoyi (Ningbo) Metal Technology демонстрируют, как услуги лазерной резки дополняют штамповку металла, обеспечивая полные решения для автомобильных компонентов — их возможность быстрого прототипирования за 5 дней и автоматизированное массовое производство представляют собой именно ту интегрированную модель производства, которая оптимизирует автомобильные цепочки поставок.
Помимо автомобильной промышленности, промышленные применения охватывают огромный диапазон:
- Сельскохозяйственная техника: Износостойкие пластины, крепёжные кронштейны и защитные кожухи, выдерживающие суровые условия эксплуатации
- Тяжелые машины: Конструкционные элементы, защитные устройства и специальные приспособления для производственного оборудования
- Услуги лазерной резки труб: Специализированные системы режут круглые, квадратные и прямоугольные трубы для рам, каркасов безопасности и конструкционных узлов
Электроника и производство корпусов
Электронная промышленность представляет собой ещё одного крупного потребителя услуг лазерной резки. Тенденции миниатюризации требуют всё более жёстких допусков, а необходимость теплового управления обуславливает сложные конструкции корпусов
Типичные применения в электронике включают:
- Корпуса и шасси оборудования: Стойки серверов, блоки управления и корпуса приборов с точно расположенными вентиляционными отверстиями и монтажными отверстиями
- Радиаторы и компоненты систем теплового управления: Сложные ребристые узоры, которые максимизируют площадь поверхности для рассеивания тепла
- Экранирование от ЭМИ: Точечно вырезанные металлические экраны, предотвращающие электромагнитные помехи
- Трафареты для печатных плат: Сверхтонкие шаблоны из нержавеющей стали, используемые для нанесения паяльной пасты при производстве печатных плат
- Кронштейны разъемов и крепежные детали: Маленькие точные компоненты, фиксирующие положение разъемов и кабелей внутри устройств
По мнению отраслевых экспертов, электронная промышленность в значительной степени зависит от возможностей прецизионной резки, поскольку доля миллиметра может существенно повлиять на посадку и функциональность компонентов
Творческое и архитектурное применение
Выходя за рамки промышленного производства, лазерная резка становится инструментом художественного самовыражения и архитектурных инноваций. Эта технология переопределила то, что возможно в сфере вывесок, интерьерного дизайна и фасадов зданий
Применение в вывесках и брендинге:
- Объемные буквы: Вырезанные из стали, алюминия или акрила, эти элементы создают эффект глубины и тени, который невозможен при использовании плоской графики
- Подсвеченные вывески: Подсветка превращает лазерные стальные панели в яркие фирменные дисплеи
- Декоративные панели: Индивидуальные узоры, вырезанные в металле, создают экраны, перегородки и акцентные стены, которые фильтруют свет и зонируют пространство
- Элементы стойки ресепшн: Фирменные узоры и логотипы, интегрированные непосредственно в конструкцию мебели
Применение в архитектуре и дизайне интерьеров:
- Элементы фасадов зданий: Перфорированные металлические панели, которые регулируют поступление света, вентиляцию и визуальную приватность, создавая при этом выразительный эстетический облик
- Перила и балюстрады: Декоративные металлические изделия, сочетающие функцию безопасности с художественным дизайном
- Перегородки для пространства: Напольные или подвесные экраны, которые организуют открытые планировки, не блокируя свет
- Компоненты мебели по индивидуальному заказу: Основания столов, кронштейны для полок и декоративная фурнитура
Лазерная резка металлических листов для архитектурных применений часто включает порошковое покрытие в индивидуальные цвета RAL, позволяя дизайнерам подобрать любую цветовую гамму. Поскольку Примечания Icon Modern , практически любой файл дизайна можно загрузить и превратить в индивидуальные стальные элементы — от брендирования до сложных декоративных узоров.
Проектирование прототипов и разработка продукции
Возможно, ни одно применение не демонстрирует ценность лазерной резки лучше, чем прототипирование. Эта технология быстрее, чем почти любая альтернатива, связывает цифровой дизайн и физическую реальность.
Почему прототипирование зависит от лазерной резки:
- Скорость: Отсутствие необходимости в оснастке означает, что детали можно изготовить за несколько часов, а не недель — от CAD-файла до физического прототипа
- Гибкость: Стоимость итераций дизайна такая же, как и первоначальных образцов — просто загрузите новый файл
- Разнообразие материалов: Проверяйте форму и посадку с использованием материалов, эквивалентных производственным, а не приближённых аналогов, напечатанных на 3D-принтере
- Точность: Габаритные размеры прототипа соответствуют производственным спецификациям, что позволяет проводить надёжное тестирование посадки
Типичные сферы применения прототипирования включают:
- Функциональные модели: Работоспособные прототипы, подтверждающие механические концепции до начала производства оснастки
- Тестирование посадки и сборки: Проверка взаимодействия компонентов в реальных условиях сборки
- Презентации клиентам: Физические образцы, которые лучше, чем визуализации, передают замысел дизайна
- Мелкосерийное производство: Мост в производстве на время разработки производственной оснастки
Согласно исследованиям Accurl, способность лазерной резки быстро и точно изготавливать детали играет ключевую роль в итерационном процессе НИОКР, способствуя разработке новых технологий и продуктов.
Как лазерная резка интегрируется с другими процессами
Редко когда деталь, полученная лазерной резкой, отправляется напрямую без дополнительных операций. Понимание того, как лазерная резка вписывается в общие производственные процессы, помогает планировать комплексные проекты.
Типичные вторичные операции включают:
- Гибка и формовка: Плоские заготовки, вырезанные лазером, гнутся в трёхмерные формы с помощью пресс-тормозов или оборудования для профилирования
- Сварка и сборка: Несколько компонентов, вырезанных лазером, соединяются в сложные сборки с помощью сварки MIG, TIG или точечной сварки
- Нарезание резьбы и установка крепежа: Отверстия, вырезанные лазером, получают резьбу или впрессовываются в них крепёжные элементы
- Поверхностная отделка: Порошковое покрытие, окраска, анодирование или гальванизация защищают и улучшают внешний вид готовых деталей
- Удаление заусенцев и отделка кромок: Удаление незначительных заусенцев или скругление кромок в целях безопасности или улучшения внешнего вида
Возможность интеграции делает лазерную резку ключевым элементом современного производства. Единый поставщик, предлагающий лазерную резку, а также гибку, сварку и отделку, может поставлять готовые сборочные единицы, а не просто заготовки, — что упрощает вашу цепочку поставок и снижает сложности координации.
Теперь, зная, в каких отраслях лазерная резка показывает наилучшие результаты, вы можете оценить, подходит ли ваш проект для этих проверенных применений, и выбрать правильного поставщика для реализации вашего дизайна.
Выбор подходящего поставщика лазерной резки для вашего проекта
Вы изучили приложения, разобрались в ценах и понимаете, чего ожидать от процесса заказа. Но вот вопрос, который в конечном итоге определяет ваш успех: как отличить исключительные услуги лазерной резки металла от посредственных? Когда сотни поставщиков борются за ваш бизнес — от местных мастерских до национальных онлайн-платформ — правильный выбор требует большего, чем простое сравнение конечных цен.
Поставщик, которого вы выберете, становится партнёром в успехе или неудаче вашего проекта. По данным LS Precision Manufacturing, неправильный выбор поставщика подвергает ваш проект рискам, таким как задержки сроков, нестабильность качества и скрытые расходы, которые проявляются только после заключения сделки. Давайте создадим практическую основу для оценки услуг прецизионной лазерной резки, которая защитит ваши инвестиции и обеспечит результат.
Важные вопросы, которые нужно задать перед оформлением заказа
Прежде чем загружать файлы или запрашивать коммерческие предложения, соберите важную информацию, которая покажет реальные возможности поставщика. Эти вопросы помогут отделить серьёзных кандидатов от компаний, которые могут подвести вас в середине проекта.
Оборудование и возможности:
- Какие типы лазеров у вас используются? (Волоконные лазеры отлично подходят для металлов; системы CO2 лучше справляются с пластиками и органическими материалами)
- Какой максимальный размер рабочего поля и толщина материала возможны?
- Сколько лет вашему оборудованию и каково расписание технического обслуживания?
- Можете ли вы обрабатывать мой конкретный тип материала и заданную толщину?
Качество и сертификаты:
- Какими сертификатами качества вы обладаете? (ISO 9001 — базовый уровень; IATF 16949 важен для автомобильной промышленности; AS9100 — для аэрокосмической отрасли)
- Какие размерные допуски вы можете гарантировать?
- Как вы проверяете готовые детали перед отправкой?
- Можете ли вы предоставить сертификаты на материалы и отчеты о тестировании?
Согласно Корпорация Rache , сертификаты — это не просто бумажная волокита; они свидетельствуют о приверженности качеству, точности и соблюдению отраслевых стандартов, что напрямую обеспечивает надежность результатов. В автомобильной промышленности сертификация IATF 16949 подтверждает способность стабильно поставлять продукцию, соответствующую строгим требованиям отрасли.
Обслуживание и поддержка:
- Какое типичное время подготовки коммерческого предложения?
- Предоставляете ли вы рекомендации по конструированию с учетом технологичности (DFM)?
- Кто отвечает на технические вопросы — менеджеры по продажам или инженеры?
- Какова ваша политика в отношении доработок, если мне понадобятся изменения в конструкции?
Ответы на эти вопросы показывают, имеете ли вы дело с партнером по лазерной резке металла, который понимает сложность производства, или просто с оператором, запускающим файлы в программное обеспечение.
Обязательные и желательные возможности
Не все функции одинаково важны. Сосредоточьтесь на возможностях, которые напрямую влияют на результаты вашего проекта.
Обязательные возможности:
- Подходящая лазерная технология для вашего материала: Волоконные лазеры для металлов, CO2 для неметаллов — несоответствие технологии приводит к худшему результату
- Достаточный размер рабочего поля и допустимая толщина материала: Ваши детали должны физически помещаться в пределах ограничений оборудования
- Документированные процессы качества: Процедуры проверки, контроль геометрических параметров и прослеживаемость для ваших деталей
- Чёткие каналы связи: Оперативный контакт, способный отвечать на технические вопросы в разумные сроки
- Прозрачное ценообразование: Подробные коммерческие предложения, в которых отдельно указаны расходы на материал, резку и отделку
- Реалистичные сроки выполнения заказа: Честные оценки сроков поставки с учетом текущей очереди производства
Дополнительные удобные функции:
- Мгновенное онлайн-оформление котировок: Удобно, но не обязательно — ручные котировки часто выявляют ошибки, которые упускают автоматизированные системы
- Внутренние вторичные операции: Гибка, сварка и отделка под одной крышей оптимизируют вашу цепочку поставок
- Инвентаризация материалов: Наличие материалов на складе сокращает сроки поставки по сравнению с заказом под конкретный запрос
- Возможности срочного выполнения: Ценно для экстренных случаев, но не должно быть вашим стандартным режимом работы
- Возможность самовывоза: Экономит расходы и время на доставку для ближайших клиентов
Предупреждающие признаки ненадежного поставщика
Иногда то, о чём не говорит поставщик, важнее его маркетинговых обещаний. Обращайте внимание на предупреждающие признаки, указывающие на возможные проблемы в будущем.
Проблемы с ценообразованием:
- Цитаты значительно ниже рыночных ставок: По словам экспертов отрасли, недорогое или устаревшее оборудование обладает плохой динамической производительностью, что приводит к ошибкам формы и необходимости списания целых партий. Эта низкая цена часто ведёт к дорогостоящему переделыванию.
- Неясная или объединённая цена: Если поставщик не может объяснить, что включает каждый пункт сметы, позже стоит ожидать скрытых платежей
- Не указаны расходы на настройку: Расходы на настройку существуют повсюду — если они не раскрыты, значит, скрыты в другом месте
Проблемы с коммуникацией:
- Медленные ответы на запросы ценовых предложений: Если получение цены занимает неделю, представьте, сколько придётся ждать ответов, когда возникнут проблемы в середине производства
- Нетехнические сотрудники по продажам, отвечающие за технические характеристики: Недопонимание между вами и производственным цехом приводит к дорогостоящим ошибкам
- Нежелание предоставлять образцы или ссылки: Поставщики качественной продукции приветствуют проверку своих возможностей
Пробелы в возможностях:
- Неохота обсуждать конкретные сведения об оборудовании: Репутационные компании с гордостью рассказывают о своём оборудовании и возможностях
- Отсутствие сертификатов качества: Хотя не каждая задача требует наличия сертификата ISO, отсутствие какой-либо документации по качеству вызывает опасения
- Нереалистичные обещания по срокам доставки: Поставщики, гарантирующие невероятно быстрые сроки выполнения, зачастую срывают дедлайны, когда сталкиваются с реальностью
По словам LS Precision, самый простой способ проверки — посетить их фабрику или посмотреть видеотрансляцию производственных процессов в режиме реального времени. Оценка состояния оборудования, организации рабочих мест и стандартов производства напрямую показывает их реальные возможности.
Местные услуги против онлайн-платформ
Поиск запросов «laser cutter near me» или «laser cutting near me» выдает два разных типа результатов: традиционные местные мастерские и ориентированные на интернет платформы, обслуживающие национальные рынки. Каждый из подходов имеет свои законные преимущества, которые стоит учитывать.
Преимущества местных поставщиков
- Личное общение: Сложные проекты выигрывают от технических обсуждений при личной встрече
- Более быстрая доставка: Забрать заказ самостоятельно — значит полностью исключить время в пути и расходы на доставку
- Построение отношений: Долгосрочные партнерские отношения способствуют доверию и зачастую приводят к приоритетному обслуживанию
- Более простое решение проблем: Проблемы решаются быстрее, когда вы можете лично приехать в мастерскую
- Местная ответственность: Репутация в сообществе стимулирует предоставление качественных услуг
Преимущества онлайн-платформ
- Более широкие возможности: Национальные платформы часто инвестируют в специализированное оборудование, которое местные мастерские не могут себе позволить
- Конкурентоспособные цены: Большие объемы позволяют использовать экономию за счет масштаба, что снижает стоимость деталей
- Мгновенное ценообразование: Загрузите файл и немедленно получите расчёт стоимости — идеально для быстрого принятия решений при прототипировании
- доступность 24/7: Подавайте заказы в любое время без ожидания рабочих часов
- Стабильные процессы: Стандартизированные рабочие процессы обеспечивают предсказуемые и воспроизводимые результаты
Согласно FM Sheet Metal , онлайн-сервисы зачастую оказываются быстрее и экономичнее местных компаний, поскольку предлагают услуги по требованию с возможностью масштабирования объёмов производства в зависимости от ваших потребностей. Однако выбирайте компанию полного цикла, которая будет сопровождать вас на всех этапах производственного процесса — от проектирования до доставки
Правильный выбор зависит от ваших приоритетов. Нужны услуги лазерной гравировки поблизости для срочного заказа, который можно забрать завтра? Тогда местные компании — лучший вариант. Заказываете 500 одинаковых кронштейнов со стандартными характеристиками? Онлайн-платформы, скорее всего, предложат более выгодные цены и более короткие сроки выполнения
Особенности прототипирования и серийного производства
Ваши критерии оценки должны меняться в зависимости от того, разрабатываете ли вы прототипы или запускаете серийное производство.
Для прототипирования приоритетными являются:
- Скорость и гибкость: Быстрое выполнение небольших партий с возможностью легкой итерации конструкции
- Рекомендации по конструированию (DFM): Инженеры, которые выявляют проблемы с технологичностью до того, как вы начнете производство оснастки
- Низкие минимальные объемы: Заказы по одному экземпляру без чрезмерных штрафов за настройку
- Разнообразие материалов: Доступ к нескольким вариантам для тестирования различных подходов
Для серийного производства приоритетными являются:
- Постоянное качество: Статистический контроль процессов и документированные процедуры проверки
- Производственные мощности и масштабируемость: Оборудование и персонал, способные справиться с вашим объемом без задержек
- Экономическая эффективность: Конкурентоспособные цены за единицу продукции на вашем уровне объемов
- Интеграция цепочек поставок: Возможность выполнения вторичных операций, комплектования или поставки по принципу «точно в срок»
Оценка партнёров по интегрированному производству
Для производителей, которым требуются сертифицированное качество и дополнительные возможности металлообработки, оценка выходит за рамки одного лишь раскроя. Лучшие партнёры предлагают услуги, охватывающие все ваши производственные потребности.
Обращайте внимание на поставщиков, которые предлагают:
- Несколько процессов обработки: Лазерная резка в сочетании с штамповкой, гибкой, сваркой и сборкой под одной крышей
- Комплексная поддержка DFM: Инженерные ресурсы, оптимизирующие ваши конструкции с учётом технологичности до начала производства
- Быстрое прототипирование параллельно с массовым производством: Возможности, поддерживающие вас от подтверждения концепции до полноценного производства
- Отраслевые сертификаты: IATF 16949 для автомобильной промышленности, AS9100 для аэрокосмической отрасли, ISO 13485 для медицинских устройств
При оценке интегрированных производственных партнёров важны как оперативность, так и возможности. Показатели, такие как предоставление коммерческого предложения в течение 12 часов и изготовление прототипов за 5 дней — стандарты, соблюдаемые компаниями, например, такими как Shaoyi (Ningbo) Metal Technology — свидетельствуют о сервисно-ориентированной деятельности, учитывающей срочность поставок в цепочках поставок. Их всесторонняя поддержка DFM и сертификация IATF 16949 демонстрируют именно тот комплексный подход, который оптимизирует производственные процессы в автомобильной промышленности.
Цель заключается не в поиске самого дешевого поставщика или того, у кого самый яркий сайт. Речь идёт о выборе партнёра, чьи возможности, стандарты качества и философия обслуживания соответствуют требованиям вашего проекта. Уделите время проверке заявлений, запросу образцов и задайте подробные вопросы. Первоначальные затраты на оценку поставщика окупаются успешной реализацией проектов и долгосрочными производственными отношениями.
Часто задаваемые вопросы об услугах лазерной резки
1. Какова типичная стоимость лазерной резки?
Услуги лазерной резки обычно стоят от 50 до 150 долларов США в час машинного времени. Окончательная стоимость зависит от типа и толщины материала, общей длины реза, сложности конструкции, количества проколов и объема заказа. Стоимость настройки обычно составляет от 25 до 75 долларов США за заказ. Для простых деталей ожидайте стоимость одной штуки от 5 до 50 долларов США, в то время как сложные конструкции с требованиями к отделке могут стоить значительно дороже. Заказ больших объемов резко снижает цену за единицу продукции, поскольку фиксированные затраты на настройку распределяются между большим количеством деталей.
2. Как рассчитывается стоимость лазерной резки?
Стоимость лазерной резки рассчитывается по формуле: итоговая цена равна стоимости материала плюс переменные расходы плюс постоянные расходы, умноженные на наценку за прибыль. Основные переменные расходы — это время работы станка, определяемое общей длиной реза и количеством проколов. Толщина материала экспоненциально влияет на скорость и стоимость резки. Сложность конструкции вынуждает снижать скорость станка, увеличивая время обработки. Большинство поставщиков рассчитывают длину реза в погонных дюймах или метрах, а затем умножают на ставки, зависящие от материала. Срочные заказы, операции по отделке и жесткие допуски добавляют надбавки к базовой стоимости резки.
3. Сколько стоит услуга лазерной резки?
Цены на лазерную резку сильно варьируются в зависимости от особенностей вашего проекта. Простые детали из акрила могут стоить от 10 до 30 долларов США каждая, тогда как прецизионные детали из нержавеющей стали обойдутся в 50–200 долларов США или дороже. Онлайн-платформы, такие как SendCutSend, предлагают мгновенное ценообразование, как правило, взимая плату за длину реза плюс стоимость материала. Традиционные производственные мастерские дают расценки вручную и могут предложить более низкую стоимость за единицу при крупных объемах производства. Всегда тщательно сравнивайте предложения, поскольку в некоторые цены включен материал, а другие взимают плату за заготовки отдельно.
4. Какие форматы файлов принимают услуги лазерной резки?
Большинство услуг лазерной резки принимают файлы DXF как отраслевой стандарт, поскольку они содержат чистые векторные данные без эффектов. Файлы Adobe Illustrator AI хорошо работают с определённым цветовым кодированием для линий реза и биговки. Файлы SVG подходят для веб-порталов с загрузкой через интернет. Файлы EPS остаются совместимыми, хотя используются реже. Некоторые службы принимают PDF-файлы со встроенными векторами. Для операций гравировки подойдут JPEG-файлы, но они не могут создавать траектории резки. Всегда преобразуйте текст в контуры, удалите дублирующиеся линии и проверьте размеры перед отправкой.
5. Какие материалы можно подвергать лазерной резке?
Лазерная резка обрабатывает три основные категории материалов. К металлам относятся углеродистая сталь толщиной до 25 мм, нержавеющая сталь до 20 мм, алюминий до 15 мм, а также латунь или медь до 10 мм — с использованием волоконных лазеров. Пластмассы, такие как акрил, дельрин и полиэфир, чисто режутся с помощью CO2-лазеров. Специальные материалы включают натуральную древесину, фанеру, ткани и кожу, выделанную растительным способом. Избегайте резки ПВХ, так как он выделяет токсичный хлористый газ, АБС-пластика, который образует цианид, толстого поликарбоната, кожи, выделанной хромом, и стекловолокна из соображений безопасности.