 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Основные типы компонентов матриц в современном производстве

Краткое содержание
В производстве термин «штамп» относится к двум связанным понятиям. Во-первых, компоненты штампа — это отдельные части инструмента, такие как пластины штампа, направляющие втулки и пуансоны, которые работают совместно в прессе. Во-вторых, штампы классифицируются по различным типам в зависимости от их функции и сложности, например простые, комбинированные и прогрессивные штампы, что определяет способ обрезки или формовки листового металла в готовое изделие.
Основные компоненты штамповочного штампа
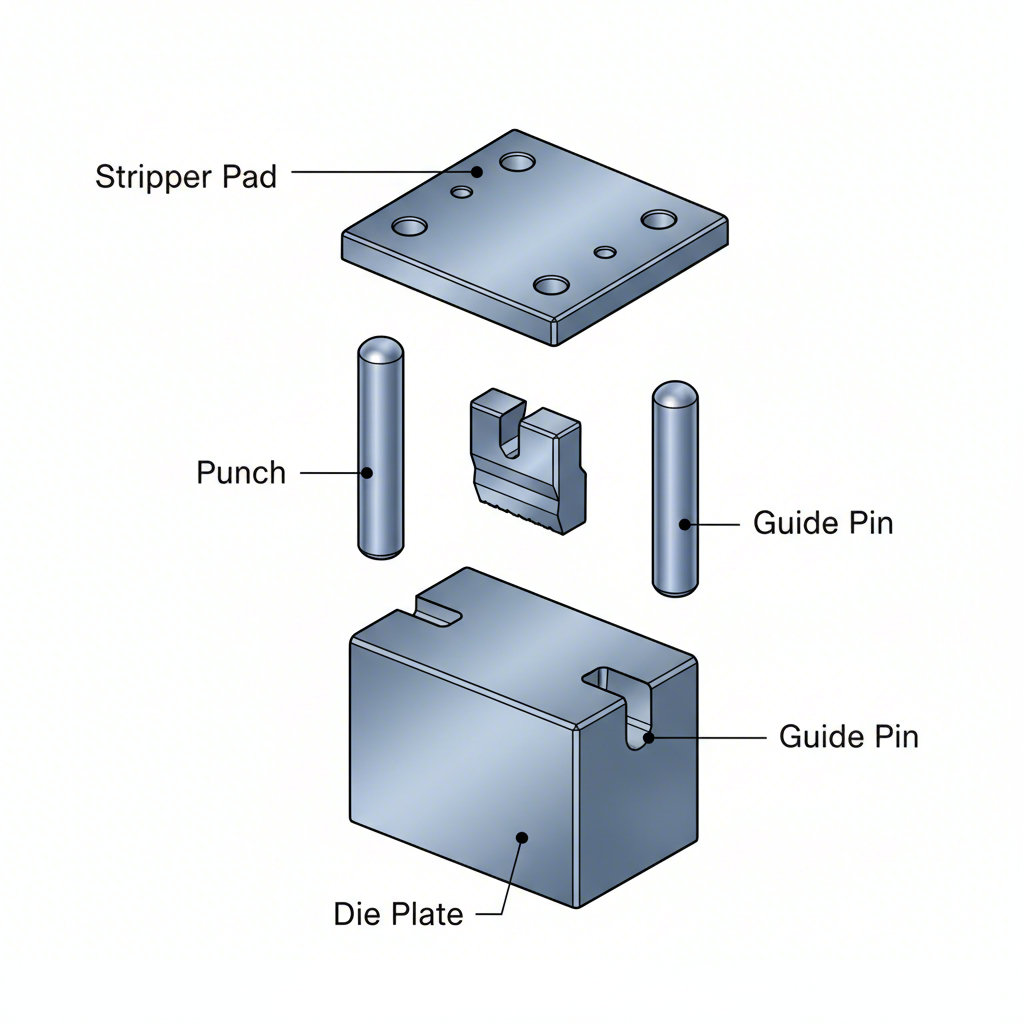
Штамповочный штамп — это прецизионный инструмент, используемый для резки и формовки листового металла, который состоит из нескольких важных компонентов, работающих синхронно. В его основе находятся пластины штампа , также известные как колодки штампа или комплекты штампов. Эти толстые плоские пластины служат основанием для крепления всех других рабочих элементов штампа. Их плоскостность и параллельность имеют решающее значение для точности всего инструмента. Верхняя и нижняя колодки штампа точно выравниваются с помощью направляющих втулок и пальцев , которые обеспечивают идеальное совмещение двух половин матрицы при каждом ходе пресса, предотвращая смещение, которое может повредить инструмент или изготавливаемую деталь.
Активными элементами матрицы являются пуансоны и кнопки (или матричная плита). Пуансоны — это компоненты, выполняющие резку или формовку; например, пробивной пуансон создает отверстие, а вырубной пуансон вырезает внешний контур детали. Эти пуансоны надежно фиксируются с помощью держателей . Когда пуансон проникает в материал, он входит в соответствующую полость в нижней плите матрицы, осуществляя срезание металла. Чтобы предотвратить прилипание материала к выходящему пуансону, пружинный пАД СТРИППЕРА удерживает листовой металл вниз, позволяя пуансону свободно выйти.
Наконец, вся сборка приводится в действие и управляется различными другими компонентами. Пружины —которые могут быть пружинными, полиуретановыми или газовыми (азотными)—создают необходимое усилие для съемных планок и прижимных плит, удерживающих металл во время операций формовки. Для штампов, подвергающихся значительным боковым нагрузкам, упорные бруски и упорные пластины добавляются для восприятия этого усилия и защиты направляющих втулок от прогиба. По мнению экспертов из Изготовитель , эти основные компоненты составляют основу практически каждого штампа — от самого простого до самого сложного.
Комплексное руководство по основным типам штампов
Помимо отдельных компонентов, штампы классифицируются на несколько типов в зависимости от выполняемых операций и степени сложности. Выбор типа штампа зависит от таких факторов, как сложность детали, объем производства и экономическая эффективность. Наиболее базовым является Линейная матрица (или простой штамп), который выполняет одну операцию, такую как гибка или пробивка, за каждый ход пресса. Этот метод часто используется при производстве небольших партий или для создания простых деталей, поскольку требует менее сложной и дорогостоящей оснастки.
Для более эффективного производства производители обращаются к более продвинутым конструкциям. Комбинированная матрица выполняет несколько операций резки за один ход пресса на одной станции. Например, он может одновременно просверлить отверстие в центре детали и вырубить её внешний контур, что делает его идеальным для изготовления плоских деталей, таких как шайбы, с высокой точностью. В отличие от него, Прогрессивная штамповка имеет ряд станций, каждая из которых последовательно выполняет разные операции. Листовой металл в виде рулонной полосы подаётся через штамп, и с каждым ходом пресса деталь продвигается к следующей станции до тех пор, пока не будет завершена. Как отмечено Стандартная матрица , этот метод исключительно быстр и экономически эффективен для массового производства сложных деталей.
Ещё одна важная категория — это Передаточный штамп , что похоже на прогрессивный штамп, но обрабатывает отдельные заготовки, а не непрерывную ленту. Механические пальцы или руки перемещают деталь от одной станции к следующей. Это удобно для крупных деталей, таких как автомобильные панели, которые невозможно легко обрабатывать в ленте. Для сложных проектов, особенно в автомобильной отрасли, крайне важно сотрудничество со специализированным производителем. Например, Shaoyi (Ningbo) Metal Technology Co., Ltd. специализируется на создании индивидуальных автомобильных штампов, предлагая точные решения для OEM-производителей и поставщиков первого уровня, которым требуется передовое оснащение для массового производства.
| Тип кристалла | Ключевая характеристика | Распространённое применение | Относительная сложность/стоимость |
|---|---|---|---|
| Линейный штамп (простой штамп) | Выполняет одну операцию за каждый ход пресса. | Производство малых серий, простые детали, вторичные операции. | В низком |
| Комбинированная матрица | Выполняет несколько операций резки на одной станции. | Шайбы, прокладки и другие плоские детали с высокой точностью. | Средний |
| Прогрессивная штамповка | Несколько станций выполняют последовательные операции на металлической ленте. | Массовое производство сложных деталей (например, электрические разъёмы). | Высокий |
| Передаточный штамп | Перемещает одну деталь между несколькими станциями для выполнения операций. | Крупные детали, такие как панели кузова автомобилей и глубоко вытянутые оболочки. | Очень высокий |
| Комбинированная матрица | Выполняет одновременно операцию резки и операцию без резки (формовка/вытяжка) за один ход. | Детали, требующие резки и гибки/формовки, например, небольшие кронштейны. | Средний до высокого |
Изучение специализированных штампов для конкретных производственных операций
Помимо общих классификаций, основанных на рабочем процессе, многие штампы получили названия в зависимости от выполняемой ими конкретной задачи. Эти специализированные, зачастую одинарные по операции штампы, крайне важны для получения точных элементов на изготавливаемой детали. Штамп для вырубки, например, предназначен исключительно для вырезания внешней формы или контура детали из большого листа металла. Штампующая матрица вырезанная деталь, известная как заготовка, становится полуфабрикатом для последующих операций. Это зачастую первый шаг в производственном процессе, например, вырезание плоской формы панели двери автомобиля перед её формовкой.
В противоположность этому, Пробивной штамп используется для создания отверстий, пазов или других внутренних элементов в детали без изменения ее внешнего контура. В отличие от вырубки, при которой вырезанная часть является целевой деталью, при пробивке извлекаемый материал (обрезок) утилизируется как отход. Операции пробивки могут выполняться с помощью специального штампа или интегрироваться в виде станции в составе более крупного прогрессивного штампа. Вырубка и пробивка являются основными операциями резки при листовой штамповке, что подробно описано в различных источниках по производству, включая Обзор производства штампов на Wikipedia .
Другие специализированные штампы ориентированы на формование, а не на резку. Штамп для Тиснёная матрица используется для создания выпуклых или вогнутых рисунков на листовом металле без изменения его толщины. Это достигается путем прессования материала между пуансоном и матрицей с требуемым рисунком, что часто применяется для логотипов, надписей или декоративных элементов. Аналогично, штамп для Вырубной штамп оказывает экстремальное давление на заготовку, заставляя металл заполнять сложные детали полости матрицы. Этот процесс позволяет создавать различные элементы на каждой стороне детали и используется для производства изделий с высокой детализацией, таких как монеты и медали.
Часто задаваемые вопросы
1. Что такое компонент матрицы?
Компонент матрицы — это отдельная часть более крупной сборки матрицы, используемой в штамповальном прессе. Эти компоненты совместно выполняют резку или формовку листового металла. Ключевые примеры включают плиты матриц (основание), направляющие пальцы и втулки (для выравнивания), пуансоны (которые выполняют резку или формовку) и съемные подушечки (которые удаляют материал с пуансона).
2. Какие бывают типы материалов матриц?
Матрицы, как правило, изготавливаются из высокопрочных, износостойких материалов. Наиболее распространёнными являются инструментальные стали — специальные сплавы железа и углерода, которые могут быть закалены для обеспечения прочности и способности сохранять форму режущей кромки. Для применений с очень высокими объёмами или повышенным износом для режущих и формовочных секций часто используется карбид вольфрама благодаря его исключительной твёрдости. Другими материалами могут быть алюминий для корпусов матриц с целью уменьшения веса, а также алюминиевая бронза для накладок и втулок, чтобы уменьшить трение.