 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Основные методы ремонта автомобильных штампов для максимальной производительности
Краткое содержание
Методы ремонта штампов в автомобильной промышленности охватывают широкий спектр мероприятий — от проактивного профилактического обслуживания до реактивных сложных ремонтов. Основной принцип заключается в систематической проверке, очистке, заточке и оптимизации штампов для предотвращения их выхода из строя. В случае повреждений применяются такие методы, как прецизионное шлифование, лазерная сварка и замена компонентов, чтобы восстановить работоспособность и обеспечить максимальную производительность и стабильное качество деталей в производственном процессе.
Различие между обслуживанием штампов и ремонтом штампов
В автомобильном производстве термины «обслуживание штампов» и «ремонт штампов» часто используются как синонимы, однако они отражают принципиально разные подходы и практики. Понимание этого различия — первый шаг к созданию надежной системы, минимизирующей простои и максимально продлевающей срок службы критически важного инструмента. Один подход является проактивным и плановым, а другой — реактивным и зачастую срочным.
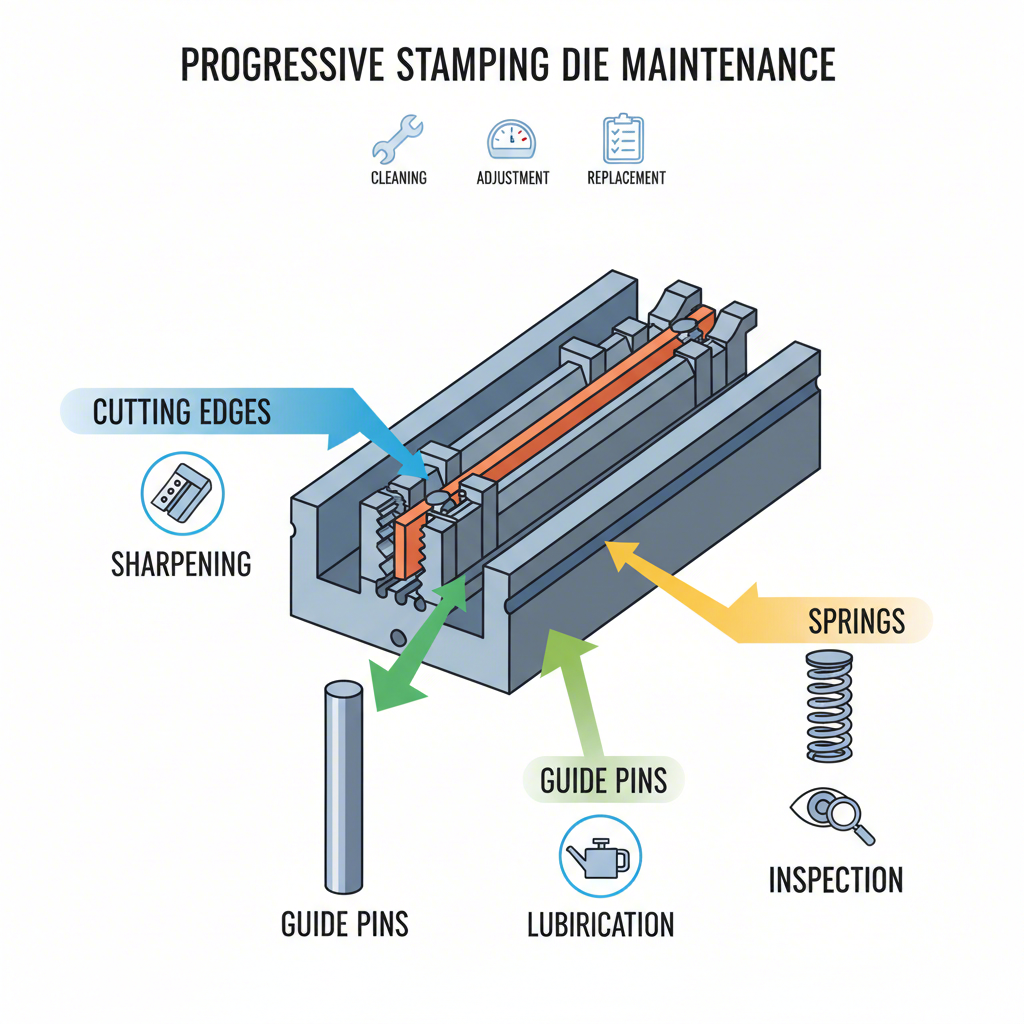
Техническое обслуживание матриц — это систематическая, профилактическая стратегия. Ее основная цель — предотвращение проблем до их возникновения. Как отмечают специалисты, это включает регулярные запланированные действия, такие как заточка режущих участков, очистка матриц, проверка наличия ослабленных элементов, таких как штифты или винты, а также замена деталей, например пружин, до достижения ими точки отказа. Цель состоит в поддержании работы матрицы в оптимальных параметрах, обеспечении стабильного качества деталей и предотвращении незапланированных простоев производства. Хорошо организованная программа технического обслуживания является краеугольным камнем эффективного производства, напрямую способствуя повышению надежности оборудования и снижению расходов, связанных с браком и дефектами.
Ремонт матрицы, напротив, является реактивным процессом. Он проводится тогда, когда матрица уже вышла из строя или производит детали с отклонениями от спецификаций. Это может включать устранение треснувшего участка матрицы, сварку повреждённой поверхности после отказа компонента или решение проблемы сильного заедания. Хотя ремонт необходим, чрезмерная зависимость от него указывает на скрытые проблемы в конструкции, настройке или самой программе технического обслуживания. Частые ремонты обходятся дорого — не только по причине затрат труда и материалов, но и из-за потери времени работы пресса и задержек в производстве. Производственная операция, постоянно находящаяся в режиме «ремонта», зачастую сталкивается с неэффективностью и непредсказуемым выпуском продукции.
Для лучшего понимания стратегических различий рассмотрим следующее сравнение:
| Соотношение | Обслуживание пресс-формы | Ремонт матрицы |
|---|---|---|
| Таймер | Проактивный и плановый | Реактивный и внеплановый |
| Ворота | Предотвращение отказов, обеспечение качества | Восстановление функции после отказа |
| Стоимость | Ниже, предсказуемые эксплуатационные расходы | Выше, непредсказуемые аварийные расходы |
| Влияние на производство | Сводит к минимуму перебои | Вызывает значительный простой |
| Типичные действия | Очистка, заточка, осмотр, смазка | Сварка, шлифовка трещин, замена сломанных деталей |
В конечном итоге успешная работа предполагает приоритет обслуживания для минимизации необходимости ремонта. Внедряя строгий график профилактического обслуживания, производители могут выявлять и устранять износ до того, как он приведет к катастрофическому отказу. Такой подход, основанный на данных, зачастую реализуемый с помощью официальной системы заказ-нарядов , превращает инструментальное подразделение из реагирующего на аварии подразделения в проактивную силу, способствующую качеству и производительности.
Основные методы ремонта и обслуживания штампов
Комплексная программа ухода за штампами основывается на нескольких фундаментальных методах, направленных на устранение наиболее распространённых причин износа и выхода из строя. Эти методы, применяемые правильно и последовательно, составляют основу как профилактического обслуживания, так и незначительных ремонтных операций. Они обеспечивают сохранение остроты штампов, их правильное выравнивание и отсутствие загрязнений, которые могут привести к повреждениям или дефектам деталей.
Заточка — одна из наиболее важных задач технического обслуживания. Со временем режущие кромки и поверхности пуансонов матрицы естественным образом затупляются, что приводит к образованию заусенцев на штампованных деталях и увеличению нагрузки на инструмент и пресс. Правильная заточка заключается не только в простом шлифовании поверхности. Необходимо использовать правильный тип шлифовального круга, соответствующий конкретной марке инструментальной стали, чтобы предотвратить перегрев, который может привести к смягчению металла и возникновению трещин. Кроме того, крайне важно выдерживать правильный угол подрезки — угол на режущих участках, — поскольку это позволяет снизить усилие резания, уменьшить ударные нагрузки и продлить срок службы как матрицы, так и пресса.
Подкладки — это еще одна ключевая техника, используемая для обеспечения точного совмещения и выравнивания компонентов штампа. Подкладки представляют собой тонкие металлические пластины, устанавливаемые под секции штампа для регулировки их высоты. Однако выполнять эту операцию необходимо с осторожностью. Использование слишком большого количества тонких прокладок может вызвать эффект «проседания», что приведет к нежелательным смещениям и, как следствие, нестабильному качеству деталей. Рекомендуемой практикой является использование минимально возможного количества более толстых подкладок. В ходе этой процедуры крайне важно убедиться, что все подкладки не имеют заусенцев, а также обеспечен достаточный зазор для винтов, фиксационных штифтов и отверстий для удаления облоя, чтобы избежать помех.
Дисциплинированная процедура очистки и осмотра, пожалуй, является наиболее важной мерой профилактики. Регулярный осмотр позволяет техническим специалистам выявить потенциальные проблемы до того, как они перерастут в серьезные поломки. Тщательная процедура включает в себя несколько ключевых этапов:
- Проверка ослабленных крепежных элементов: Систематически проверяйте, что все винты и штифты затянуты и находятся на своих местах. Ослабленный компонент может привести к смещению и катастрофическому повреждению матрицы.
- Проверка на износ и повреждения: Ищите признаки заедания (форма износа, вызванная адгезией между скользящими поверхностями), а также сколы или трещины на участках матрицы, которые могут потребовать замены.
- Осмотр пружин и компонентов: Проверьте наличие сломанных пружин и замените их, если они близки к концу расчетного срока службы. Убедитесь, что все режущие пуансоны надежно закреплены в своих держателях.
- Очистка и смазка: Удалите весь мусор, обрезки и скопления смазки с матрицы. После очистки смажьте все необходимые сопрягаемые поверхности для обеспечения плавной работы.
Инструменты, необходимые для выполнения этих задач, могут варьироваться от базовых до специализированных. Типичный комплект инструментов для обслуживания матриц включает:
- Точные шлифовальные круги (подбираются в соответствии с конкретной маркой инструментальной стали)
- Масляные камни и алмазные напильники для финишной обработки
- Инструменты для точных измерений, такие как штангенциркули и микрометры
- Динамометрические ключи для обеспечения затяжки крепежа в соответствии со спецификацией
- Средства для очистки и соответствующие смазочные материалы
Освоив эти основные методы, инструментальный цех может значительно сократить частоту капитального ремонта, продлить срок службы оснастки и обеспечить стабильное производство высококачественных автомобильных деталей.
Передовые и быстрые методы ремонта
Хотя регулярное техническое обслуживание позволяет предотвратить многие проблемы, некоторые виды износа или повреждений требуют более сложного технологического вмешательства. Для сложных штампов автомобильных панелей, где точность имеет первостепенное значение, а простои чрезвычайно дороги, передовые и быстрые методы ремонта являются необходимыми. Эти методы выходят за рамки традиционной шлифовки и прокладок, используя сложные технологии для восстановления исходной геометрии и поверхностных свойств штампа с невероятной точностью.
Один из наиболее эффективных современных методов — это **лазерная сварка или наплавка**. Эта технология использует лазерный луч высокой энергии для расплавления присадочного материала (часто порошка или проволоки сплава) на повреждённом или изношенном участке матрицы. Данный процесс формирует плотный, металлургически связанный ремонтный слой, отличающийся исключительной прочностью и долговечностью. Основное преимущество лазерной сварки — минимальная зона термического влияния (ЗТВ). В отличие от традиционной сварки, которая может нагревать большую площадь и вызывать деформацию всего сечения матрицы, лазер концентрирует интенсивную энергию на очень малом участке. Такая точность позволяет выполнять ремонт сложных элементов, не нарушая целостность окружающей инструментальной стали.
Другой метод высокой точности — **электроэрозионная обработка (EDM)**. EDM часто используется для ремонта сколов, трещин или других локальных дефектов с хирургической точностью. Процесс использует электрические разряды для эрозии металла, что позволяет специалисту удалять повреждённые участки материала или добавлять новый материал с помощью микроплазменного напыления. Как и при лазерной сварке, зона термического влияния при EDM очень мала, что делает этот метод идеальным для ремонта прецизионных матриц, где критически важно сохранение размерной стабильности.
Помимо восстановления геометрии, не менее важно восстановление поверхностных свойств матрицы. Здесь на помощь приходят методы **поверхностной инженерии и упрочнения**. Если поверхность матрицы потеряла твёрдость из-за износа, её можно восстановить с помощью таких процессов, как повторная закалка или отпуск. Для ещё большей долговечности могут быть нанесены передовые защитные покрытия. Покрытия, наносимые методом физического парового осаждения (PVD), такие как нитрид титана (TiN) или нитрид хрома (CrN), создают сверхтвёрдый, малотрениемный слой на поверхности матрицы. Это не только повышает износостойкость, но также может улучшить течение материала в процессе штамповки, значительно продлевая срок службы матрицы. Ведущие производители в автомобильной отрасли зачастую полагаются на партнёров с глубокой экспертизой в этих областях. Например, специалисты, подобные Shaoyi (Ningbo) Metal Technology Co., Ltd. используем передовые технологии и точную инженерную подготовку для производства высококачественных специализированных штамповочных матриц для автомобилестроения, где принципы ремонта и технического обслуживания играют ключевую роль в обеспечении необходимой долговечности и производительности для OEM-производителей и поставщиков первого уровня.
Выбор подходящей передовой технологии зависит от конкретной проблемы. Компания может выбрать лазерную сварку для ремонта участка матрицы с сильным износом, а затем применить прецизионную обработку на станках с ЧПУ (числовым программным управлением) для восстановления точной геометрии. Решение об инвестициях в эти технологии вместо традиционных методов зачастую определяется такими факторами, как сложность матрицы, объем производства и значительные расходы, связанные с незапланированными простоями.

Роль и обязанности специалиста по обслуживанию штампов
За каждым хорошо обслуживаемым штампом и успешным производственным циклом стоит квалифицированный специалист по обслуживанию штампов. Эта должность, часто называемая мастером инструментального производства или техником по обслуживанию штампов, имеет важнейшее значение для всей производственной экосистемы. Эти специалисты — не просто механики; они высококвалифицированные мастера, сочетающие механические навыки с глубоким пониманием металлургии, прецизионной обработки и самого процесса штамповки. Их опыт напрямую влияет на эффективность производства, качество деталей и операционную рентабельность.
Основные обязанности техника по обслуживанию штампов являются многогранными. Их основная задача — проводить плановое профилактическое обслуживание и выполнять необходимый ремонт штампов. Это включает устранение неполадок, возникающих в процессе производства, диагностику первопричины проблемы — будь то тупой пуансон, неправильно установленный компонент или изношенный формовочный участок — и выполнение соответствующего ремонта. Они используют широкий ассортимент специализированных инструментов — от прецизионных шлифовальных станков и фрезерных станков до передового диагностического оборудования — чтобы гарантировать, что каждый компонент штампа функционирует так, как задумано.
Типичный день специалиста по обслуживанию штампов включает выполнение различных задач. Он может начать с изучения нарядов-заказов за предыдущую производственную смену, чтобы определить приоритеты своей работы. Это может потребовать аккуратной разборки штампа, заточки всех его режущих участков, установки прокладок для восстановления синхронизации и последующей сборки для следующего цикла. Специалист также отвечает за документирование всей выполненной работы, что позволяет создать ценную историю эксплуатации, используемую для прогнозирования будущих потребностей в техническом обслуживании и выявления повторяющихся проблем, которые могут указывать на недостаток в конструкции штампа.
Чтобы стать квалифицированным техником по обслуживанию штампов, требуется уникальный набор навыков. Ключевые качества включают:
- Механическая сноровка: Интуитивное понимание принципов работы механических систем имеет фундаментальное значение.
- Внимание к деталям: Работа требует высокой точности, зачастую допуски измеряются тысячными долями дюйма. Небольшая ошибка может привести к серьезным производственным сбоям.
- Навыки решения проблем: Специалисты должны уметь анализировать проблему, определять её первопричину и разрабатывать эффективное решение, часто в условиях давления.
- Владение инструментами: Необходимо свободно владеть как ручными инструментами, так и передовым оборудованием, включая шлифовальные машины, токарные станки и иногда станки с ЧПУ.
Часто задаваемые вопросы
1. Что такое ремонт штампа?
Ремонт штампов включает в себя обслуживание и устранение неисправностей штампов — специализированных инструментов, используемых в производстве для резки или формовки материалов. Обязанности мастера по ремонту штампов включают выявление проблем, возникающих в процессе производства, диагностику причин дефектов или поломок, а также использование соответствующих инструментов и методов для восстановления штампа до надлежащего рабочего состояния.
2. Чем занимается техник по обслуживанию штампов?
Техник по обслуживанию штампов — это квалифицированный специалист, отвечающий за изготовление и обслуживание технологической оснастки, используемой при производстве деталей. Его работа включает выполнение планового профилактического обслуживания, например, очистки и заточки, а также проведение сложных ремонтных работ, чтобы обеспечить правильную работу штампов, производство деталей высокого качества и длительный срок их эксплуатации.
3. Что такое обслуживание инструментов и штампов?
Техническое обслуживание инструментов и пресс-форм представляет собой систематический процесс ухода за оснасткой, обеспечивающий её долгий срок службы и высокую производительность. Оно включает в себя регулярные действия, такие как проверка износа, очистка компонентов, смазка движущихся частей, заточка режущих кромок и замена изношенных или повреждённых деталей. Цель технического обслуживания пресс-форм — предотвращение внезапных поломок и обеспечение непрерывности и качества производственной линии.