 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Тиснение и контертиснение автомобильных деталей: Инженерное руководство
Кратко: Основное различие для инженеров-автомобилистов
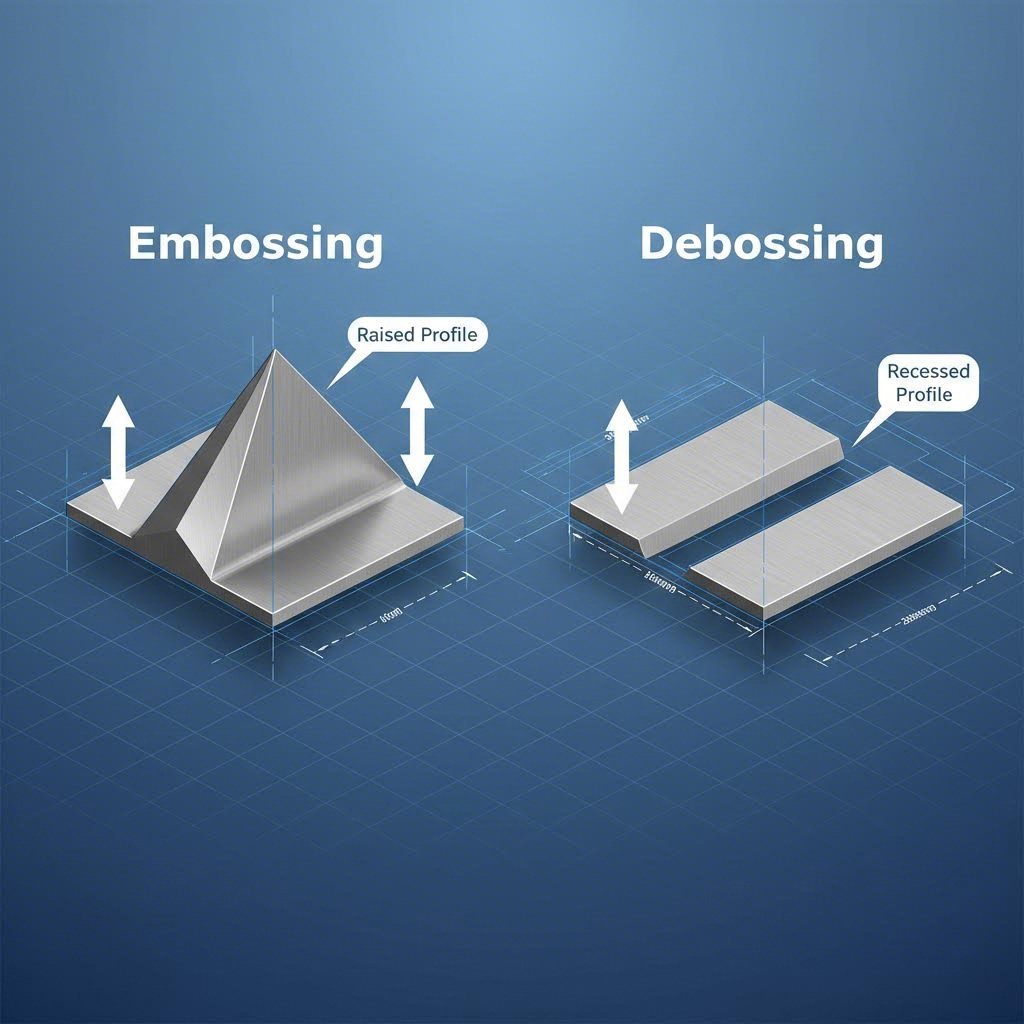
Основное различие между тиснение и тиснение заключается в направлении движения материала и его последующем взаимодействии с автомобильными покрытиями. Тиснение использует сопрягаемые верхнюю и нижнюю матрицы для выдавливания материала вверх , создавая выпуклые символы, которые остаются читаемыми даже после нанесения толстого слоя краски, порошкового покрытия или скопления грязи. По этой причине данный метод является стандартом для статических табличек на шасси и компонентов безопасности.
И наоборот. тиснение (часто технически называемая тиснением или царапанием в автомобильной сфере) вдавливает материал вертикальное в основу. Хотя такой способ защищает маркировку от поверхностного износа, он подвержен заполнению краской или смазкой, что снижает читаемость. Тем не менее, углублённая маркировка — в частности, методом точечной маркировки или царапания — является отраслевым стандартом для переменные данные , таких как уникальные идентификационные номера транспортных средств (VIN), поскольку не требует дорогостоящих наборов фиксированных матриц при изменении каждого символа.
Принцип работы деформации металла
Понимание физики, лежащей в основе этих маркировок, имеет решающее значение для выбора правильного инструмента. В автомобильном производстве выбор между тиснением (выпуклым и вогнутым) определяет зазор матрицы, усилие пресса и свойства течения материала.
Конфигурации матриц: мужская и женская
Тиснение является процессом с использованием двух матриц. Он требует комплекта: мужской матрицы (с выступающими элементами) снизу и женской матрицы (с углубленными элементами) сверху. Когда пресс выполняет цикл, листовой металл или пластик проталкивается между ними, растягивая материал вверх. Это требует точного выравнивания; если зазор между матрицами слишком мал, материал может сколоться или потрескаться; если слишком велик, теряется четкость формы.
Тиснение , в своей чистейшей промышленной форме, также использует комплект матриц мужского/женского типа, но в обратном порядке — продавливая изображение вниз. Однако на большинстве высокоскоростных линий штамповки автомобилей то, что часто называют «вогнутым тиснением», на самом деле Штамповка оттиска . В этом методе используется одна закаленная штамповая матрица, которая ударяет по поверхности по направлению к плоской наковальне. Ключевое различие — на обратной стороне детали: у настоящей тисненой детали обратная сторона выпуклая (отрицательное изображение), в то время как у детали с тиснением под давлением задняя сторона остается плоской.
Поток материала и напряжение
Тиснение подвергает материал значительным растягивающим напряжениям, поскольку он растягивается для формирования выступающей поверхности. Для автомобильного алюминия (например, серии 5000 или 6000) или высокопрочной стали инженеры должны рассчитывать максимальный процент удлинения, чтобы предотвратить микротрещины. Деформирование углублением сжимает материал, упрочняя локальный участок. Это сжатие может фактически усилить деталь в месте маркировки, тогда как тиснение может создавать концентраторы напряжений, если радиусы выполнены некорректно.
Функциональная маркировка: шасси, двигатель и металлические детали
Для компонентов под капотом и под днищем автомобиля борьба ведется не за внешний вид — она ведется за прослеживаемость на всех этапах обработки компоненты, такие как тепловые экраны, перегородки и блоки двигателей, подвергаются жестким условиям последующей обработки, которые определяют метод маркировки.
Читаемость сквозь краску и покрытия
Тиснение — бесспорный лидер для деталей с покрытием. В автомобильной сборке детали шасси часто подвергаются электропокрытию, грунтованию и окраске после нанесения маркировки. Если на детали выполнена выбивка (углубление), краска затекает в углубления, заполняя их и делая символы нечитаемыми. Тисненые символы, выступающие над поверхностью, позволяют краске стекать с вершин вЫКЛЮЧЕННЫЙ выступов. Маркировка остается четкой и читаемой даже под толстыми слоями антикоррозийного покрытия.
По этой причине статические данные — такие как коды моделей или обозначения платформ на перегородках — обычно выполняются методом тиснения непосредственно на листовом металле. Это гарантирует, что данные сохранятся после прохождения покрасочного цеха и 20 лет эксплуатации в условиях дорожной грязи.
Проблема переменных данных: VIN-номера
Хотя тиснение превосходит по читаемости, у него есть фатальный недостаток: стоимость. Для тиснения требуется набор штампов. Чтобы нанести уникальный 17-значный VIN-код на каждый автомобиль, сходящий с конвейера, потребуется сложная, медленная и дорогая поворотная нумерационная головка.
Поэтому, тиснение (с помощью точечной маркировки или гравировки) является стандартом для уникальной идентификации транспортных средств. Гравировальные станки используют алмазный или карбидный писатель, чтобы «написать» VIN-код на металлической раме. Хотя эти метки являются углублёнными, они наносятся достаточно глубоко, чтобы выдерживать стандартные электрофоретические покрытия, либо наносятся после покраска (требуется маскирование). Этот метод позволяет обеспечить бесконечную вариативность без замены инструмента — необходимое условие для современного массового производства.

Эстетическое применение: внутренняя отделка и брендинг
Внутри салона целевая направленность переходит от долговечности к «воспринимаемому качеству». Дизайнеры используют эти методы, чтобы передать ощущение роскоши и тактильную обратную связь.
Кожа и мягкие на ощупь поверхности
Для кожаных сидений, рулевых колёс и отделки приборной панели тиснение (часто называемая в этом контексте горячей штамповкой) создает премиальный, сдержанный вид. При нажатии нагретой матрицы на кожу волокна сжимаются и темнеют, создавая постоянное, элегантное углубление. Этот метод предпочтительнее тиснения для логотипов, поскольку выступающие участки кожи подвержены истиранию и износу от трения пассажиров при посадке и выходе из транспортного средства.
Тактильные элементы управления и переключатели
Тиснение доминирует в дизайне переключателей и кнопок. Выступающий значок на кнопке окна или радио обеспечивает важную тактильную обратную связь, позволяя водителю определить элемент управления, не отрывая взгляда от дороги. В современных процессах «формования с внутренней маркировкой» (IML) для пластиковых интерьеров тиснение используется для придания трехмерной текстуры иначе плоским сенсорным поверхностям, сочетая гладкий вид сенсорного экрана с физической уверенностью механической кнопки.
Ключевые факторы сравнения (матрица принятия решений)
При выборе технологии маркировки для нового автомобильного компонента используйте эту матрицу для оценки компромиссов между стоимостью, долговечностью и производственными ограничениями.
| Особенность | Тиснение (выпуклое) | Глубокая маркировка / штамповка (вдавленная) |
|---|---|---|
| Читаемость при окрашивании | Отличный (Краска стекает с выступов) | Бедная (Краска заполняет углубления) |
| Стоимость оснастки | Высокий (Требуются согласованные верхние/нижние матрицы) | Средняя/Низкая (Одна матрица или стилус) |
| Переменные данные (VIN) | Сложных (Медленная, сложная нумерация головок) | Отличный (Программируемая точечная маркировка/царапание) |
| Устойчивость к абразию | В низком (Выступающая поверхность воспринимает износ) | Высокий (Маркировка защищена под поверхностью) |
| Время цикла | Быстрый (Одиночный ход пресса) | Быстро к медленному (Клеймение быстрое; царапание медленнее) |
Для производителей, стремящихся преодолеть разрыв между решениями прототипирования и массовым производством, Shaoyi Metal Technology предлагает комплексные решения для клеймения. Их возможности, варьирующиеся от быстрого прототипирования до прессов с усилием 600 тонн, позволяют бесшовно интегрировать процессы тиснения и сложного углубленного тиснения. Независимо от того, нужны ли вам 50 прототипов для проверки конструкции или миллионы серийных рычагов управления, их точность, сертифицированная по IATF 16949, гарантирует соответствие стандартов маркировки глобальным требованиям OEM. Полный спектр инженерных решений можно уточнить на сайте Shaoyi Metal Technology Stamping Solutions .
Сводная рекомендация по типам деталей
Чтобы окончательно определиться со стратегией производства, классифицируйте детали по степени их эксплуатационной нагрузки и потребностям в данных:
- Выберите тиснение, если: Деталь будет окрашена, покрыта порошковой краской или подвергнется сильному воздействию масла (например, информационные таблички на шасси, перегородки, масляные картеры). Выпуклые символы гарантируют, что информация не будет потеряна под слоями покрытия.
- Выберите глубокое тиснение/клеймение, если: Деталь требует уникальных серийных номеров (VIN) или поверхность будет подвергаться сильному трению (например, половые панели, сопрягаемые поверхности). Утопленная маркировка защищена от стирания.
- Выберите горячее тиснение (углублённое), если: Вы разрабатываете детали интерьера из кожи или винила. Этот метод обеспечивает высококачественную отделку, устойчивую к износу от контакта с пассажирами.
Заключение: выбор подходящего типа маркировки
В конечном итоге выбор между тиснением и глубоким тиснением в автомобильной промышленности редко является вопросом предпочтений — это инженерный расчет, обусловленный жизненным циклом детали. Тисненый знак выдерживает покрасочную камеру; углубленный знак выдерживает трение на сборочной линии. Согласовывая метод маркировки с воздействием окружающей среды и изменчивостью данных компонента, вы обеспечиваете прослеживаемость от пресс-цеха до пункта утилизации. Правильный выбор предотвращает дорогостоящие отзывы из-за нечитаемых данных о безопасности и повышает воспринимаемое качество салона автомобиля.
Часто задаваемые вопросы
1. Что лучше для окраски автомобильных деталей — тиснение или глубокое тиснение?
Тиснение значительно лучше подходит для окрашиваемых деталей. Поскольку символы приподняты, краска стремится стекать с вершин, сохраняя края четкими и читаемыми. При глубоком тиснении краска скапливается в углублениях, часто полностью заполняя их и делая маркировку нечитаемой, особенно при использовании толстых автомобильных покрытий, таких как электролак или грунтовка.
2. Почему номера VIN обычно тиснутся или гравируются?
Для VIN требуется уникальная переменная информация для каждого отдельного транспортного средства. Тиснение требует фиксированного набора штампов для каждого символа, что механически сложно и дорого в изменении на каждом цикле. Деформирование (в частности, точечная маркировка или гравировка) использует программируемый стилус, который может мгновенно менять символы с помощью программного обеспечения, что делает этот метод единственным жизнеспособным вариантом для серийной маркировки высокого объема.
3. Какой процесс является более дорогим для металлических деталей?
Тиснение, как правило, дороже по стоимости оснастки, поскольку требует комплекта согласованных мужской и женской матриц, изготовленных с точным зазором. Маркировка ударным способом (разновидность углубленного тиснения) обычно требует только одну мужскую матрицу и плоскую наковальню, что снижает первоначальные затраты на оснастку. Однако при работе с переменными данными программируемые машины для гравировки полностью устраняют расходы на расходуемые матрицы.