 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Выбор производителя деталей для станков с ЧПУ: 9 критических факторов, которые чаще всего упускают из виду покупатели

Понимание производства деталей с ЧПУ и его промышленного влияния
Задумывались ли вы когда-нибудь о том, что делает современные прецизионные детали настолько невероятно точными? Ответ кроется в технологии, которая навсегда изменила производство. Когда вы закупаете компоненты для своего проекта, понимание основ функционирования производителя деталей с ЧПУ даёт вам значительное преимущество при принятии обоснованных решений.
Обработка на станках с ЧПУ — это субтрактивный производственный процесс, при котором предварительно запрограммированное компьютерное программное обеспечение управляет перемещением станков и инструментов на заводе для изготовления прецизионных деталей из исходных материалов с повторяющейся точностью.
От чертежа до прецизионной детали
Итак, что же на самом деле означает ЧПУ? В основе своей аббревиатура ЧПУ расшифровывается как «числовое программное управление» — это метод, при котором цифровые команды управляют режущими инструментами с исключительной точностью. Представьте, что сложный трёхмерный чертёж с вашего компьютерного экрана превращается в реальную деталь с точностью до тысячных долей дюйма. Именно так ежедневно работает современное станочное производство.
Процесс начинается с файла САПР (системы автоматизированного проектирования), содержащего все размеры и технические характеристики вашей детали. Эта цифровая модель преобразуется в код G — язык, понятный станкам с ЧПУ. После программирования станок выполняет каждый режущий путь с механической точностью, которую человеческие руки просто не в состоянии обеспечить стабильно.
Цифровая революция в производстве деталей
Понимание того, что такое ЧПУ, помогает оценить, почему эта технология стала незаменимой. До появления компьютерного управления квалифицированные станочники управляли оборудованием вручную, в результате чего каждый изготавливаемый компонент слегка отличался от предыдущего. Значение аббревиатуры ЧПУ выходит за рамки простой автоматизации — это фундаментальный переход к программируемой и воспроизводимой точности.
Современные системы ЧПУ интегрируются без проблем с программным обеспечением для проектирования, что позволяет быстро изготавливать прототипы и организовывать серийное производство на основе одних и тех же цифровых файлов. Такая связь между проектированием и производством исключает ошибки интерпретации и значительно сокращает сроки выполнения заказов. Когда вы направляете технические требования производителю, его станки зачастую могут начать изготовление деталей уже через несколько часов.
Почему ЧПУ доминирует в современном производстве
Определение ЧПУ охватывает не только оборудование — оно описывает целый подход к производству. Вот почему эта технология доминирует:
- Последовательность: Каждая деталь полностью соответствует предыдущей, вне зависимости от того, заказано ли их 10 или 10 000 штук
- Сложность: Ранее невозможные сложные геометрические формы сегодня становятся рутинной задачей
- Скорость: Автоматическая смена инструментов и непрерывная работа максимизируют производительность
- Гибкость: Переключение между различными деталями требует лишь изменения программы
Изучая ландшафт производства деталей на станках с ЧПУ, вы обнаружите, что выбор подходящего партнёра предполагает оценку гораздо большего, чем просто оборудование. В следующих разделах подробно рассматриваются ключевые факторы, которые чаще всего упускают из виду покупатели — от технологических процессов обработки и выбора материалов до требований к допускам и отраслевых сертификатов, напрямую влияющих на успех вашего проекта.
Основные процессы обработки на станках с ЧПУ, которые должен знать каждый покупатель
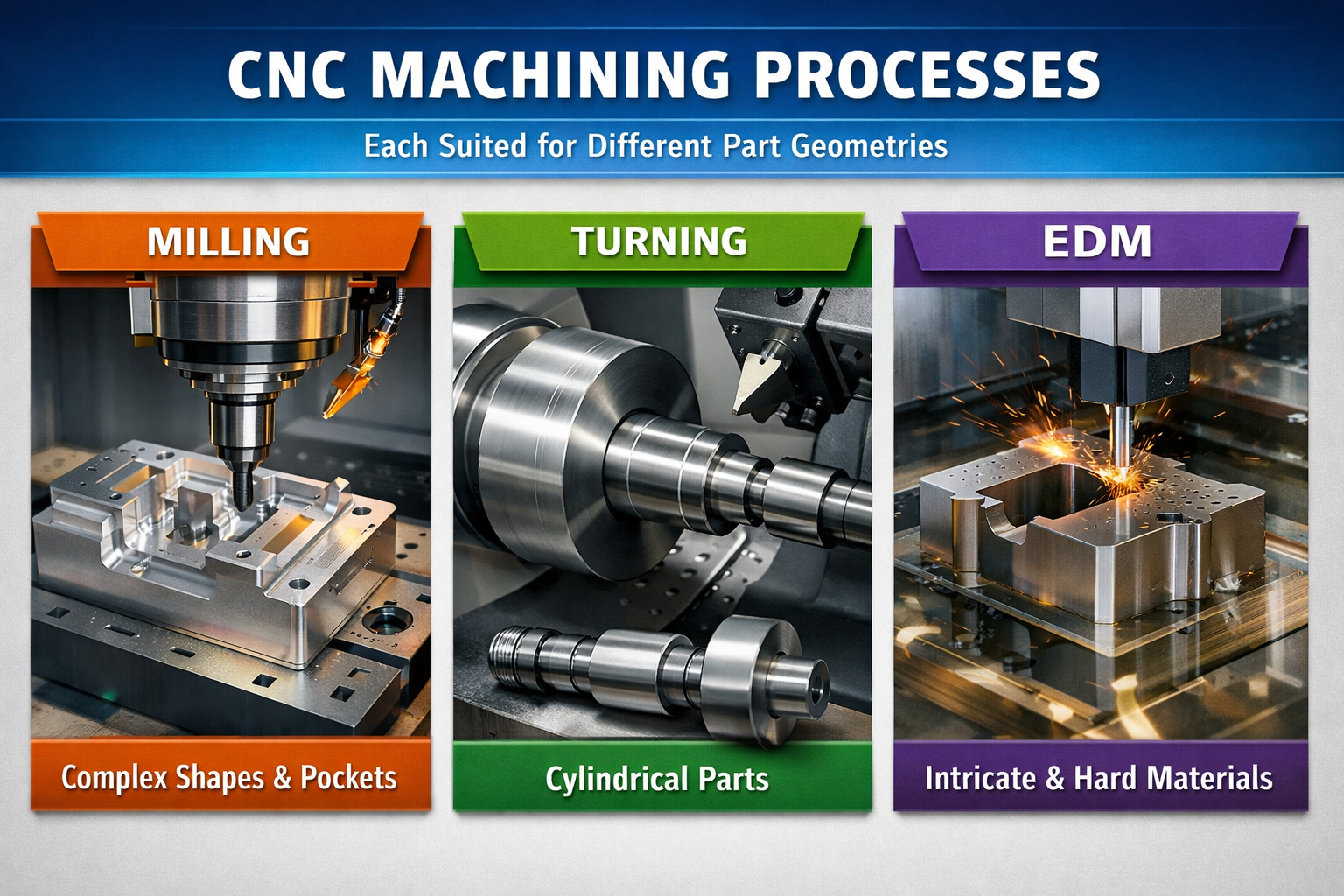
Звучит сложно? Вот в чём дело: не каждый процесс обработки на станках с ЧПУ подходит для любой детали. При оценке производителя деталей на станках с ЧПУ понимание принципиальных различий между фрезерованием, токарной обработкой и электроэрозионной обработкой помогает вам чётко сформулировать свои требования и оценить, располагает ли поставщик необходимыми возможностями для выполнения вашего проекта.
Объяснение фрезерования с ЧПУ
Представьте вращающийся режущий инструмент, перемещающийся по неподвижной заготовке и срезающий материал слой за слоем. В этом и заключается суть фрезерования. ЧПУ-фрезерный станок использует вращающиеся фрезы для удаления материала с заготовки, создавая плоские поверхности, пазы, карманы и сложные трёхмерные контуры с исключительной точностью.
Два основных типа конструкций, с которыми вы встретитесь, — это вертикальный фрезерный станок и горизонтальный фрезерный станок. У вертикального фрезерного станка шпиндель ориентирован вертикально — это идеальный вариант для работ, требующих высокой детализации на одной конкретной стороне детали, например, крупногабаритные металлические плиты или оснастка для высадки . У горизонтальных фрезерных станков шпиндель расположен горизонтально, что делает их более подходящими для обработки тяжёлых деталей, нарезания канавок и создания пазов.
Вот что отличает горизонтальные фрезерные станки:
- Превосходное удаление стружки благодаря действию силы тяжести, которая выводит отходы из зоны резания
- Возможность одновременного использования нескольких фрез за счёт крепления их на оправке
- Лучшее управление при обработке тяжёлых и сложных заготовок
- Снижение прогиба инструмента при агрессивном фрезеровании
При запросе коммерческих предложений знание того, подходит ли геометрия вашей детали для вертикального или горизонтального фрезерования, помогает определить производителей, располагающих соответствующим оборудованием.
Токарные операции и возможности токарных станков
В то время как при фрезеровании вращается инструмент, при токарной обработке происходит обратное: заготовка вращается, а неподвижный режущий инструмент формирует её поверхность. ЧПУ-токарный станок отлично подходит для изготовления цилиндрических или круглых деталей, таких как валы, втулки и резьбовые компоненты. Если ваша конструкция обладает осевой симметрией, токарная обработка, как правило, быстрее и экономичнее, чем фрезерование.
Как и фрезерное оборудование, токарные станки выпускаются в горизонтальном и вертикальном исполнениях. Горизонтальные токарные центры доминируют на большинстве производственных площадок благодаря своей универсальности и пригодности для обработки длинных деталей, таких как валы. Они совместимы с подающими устройствами для пруткового материала и упорными бабками, что расширяет их функциональные возможности. Вертикальные токарные центры — иногда называемые вертикальными револьверными токарными станками — лучше подходят для обработки крупногабаритных, тяжёлых и коротких деталей. Сила тяжести способствует правильной установке детали и удалению стружки, поэтому такие станки особенно популярны при производстве автомобильных компонентов.
При оценке токарных возможностей производителя учитывайте, может ли он обрабатывать детали с требуемым соотношением длины к диаметру, а также соответствовать требованиям по массе детали.
Когда электроэрозионная обработка становится необходимой
Некоторые геометрические формы просто невозможно получить с помощью традиционной резки. Именно здесь на помощь приходит ЭРО (электроэрозионная обработка). Станок для электроэрозионной обработки использует электрические искры для эрозии материала, создавая сложные формы в закалённых металлах без физического контакта между инструментом и заготовкой.
Станок для электроэрозионной обработки проволочным электродом протягивает тонкую проволоку-электрод сквозь материал, обеспечивая резку сложных профилей с исключительной точностью — с допусками до ±0,0001 дюйма. Благодаря этому ЭРО незаменима при обработке:
- Закалённых инструментальных сталей, которые разрушили бы традиционные режущие инструменты
- Острых внутренних углов, недостижимых при использовании вращающихся инструментов
- Деликатных деталей, не способных выдержать силы резания
- Чрезвычайно тонких поверхностных отделок без необходимости проведения дополнительных операций
Сравнение вариантов ваших технологических процессов
В приведённой ниже таблице указано, при каких условиях каждый из процессов обеспечивает оптимальные результаты:
| Тип процесса | Лучшие применения | Типичные допуски | Соответствие материалов |
|---|---|---|---|
| Фрезерование на CNC | Плоские поверхности, карманы, пазы, трёхмерные контуры, призматические детали | ±0,0002 дюйма до ±0,001 дюйма | Большинство металлов и пластиков; алюминий, сталь, латунь — отличные материалы |
| Токарная обработка на CNC | Цилиндрические детали, валы, резьбовые компоненты, втулки | ±0,0002 дюйма до ±0,001 дюйма | Круглые заготовки; отлично подходят для стали и алюминия |
| Электроэрозионная Обработка | Закалённые материалы, сложные профили, острые углы, мелкие детали | ±0,0001 дюйма | Только проводящие материалы; идеально подходит для инструментальных сталей и твёрдых сплавов |
Для многих проектов требуется совместная работа нескольких технологических процессов. Производитель с полным спектром возможностей — фрезерование, токарная обработка и электроэрозионная обработка (EDM) под одной крышей — может оптимизировать вашу цепочку поставок и обеспечить более строгий контроль качества. По мере продвижения в процессе выбора следующим важнейшим фактором становится понимание того, как выбор материала влияет как на сам процесс механической обработки, так и на эксплуатационные характеристики готовой детали.
Руководство по выбору материалов для компонентов, изготавливаемых методом ЧПУ
Вы определили правильный процесс механической обработки — теперь наступает не менее важное решение. Выбранный вами материал напрямую влияет на время обработки, износ инструмента, эксплуатационные характеристики детали и вашу прибыль. При оценке производителя деталей для станков с ЧПУ понимание его компетенции в области материалов помогает вам оценить, способен ли он изготовить детали, полностью соответствующие вашим техническим требованиям.
Металлы, наиболее подходящие для механической обработки
Не все металлы ведут себя одинаково под режущим инструментом. Обрабатываемость — то, насколько легко материал поддаётся резанию при одновременном обеспечении хорошего качества поверхности и длительного срока службы инструмента — значительно различается у разных сплавов. Ниже приведена информация о наиболее распространённых вариантах:
Алюминий (6061 и 7075)
Алюминий является «рабочей лошадкой» фрезерной обработки на станках с ЧПУ. Согласно анализу компании JLCCNC, алюминиевый сплав 6061 демонстрирует наилучшие показатели в целом для деталей общего назначения, где решающее значение имеют умеренная прочность и низкая стоимость. Высокий показатель обрабатываемости этого сплава обеспечивает более короткое время цикла обработки, снижение износа инструмента и меньшую себестоимость одной детали.
- Показатель обрабатываемости: Отличные (примерно 270 % по сравнению со сталью)
- Прочность: Умеренные; подходят для конструкционных компонентов без экстремальных нагрузок
- Рассмотрение стоимости: Самый экономичный вариант для прототипирования и серийного производства
- Лучшие приложения: Кронштейны для аэрокосмической отрасли, электронные корпуса, технологические приспособления для автомобилестроения
Сталь и нержавеющая сталь
Когда приоритетом являются долговечность, твёрдость или коррозионная стойкость, Cnc стальные детали становятся логичным выбором. Низкоуглеродистые стали обрабатываются относительно легко, тогда как нержавеющие марки предъявляют более высокие требования к режущим инструментам, но обеспечивают превосходные эксплуатационные характеристики в сложных условиях.
- Показатель обрабатываемости: Умеренные (нержавеющие марки обрабатывать сложнее, чем углеродистые стали)
- Прочность: Высокие; отлично подходят для ответственных несущих и износостойких применений
- Рассмотрение стоимости: Более высокая стоимость механической обработки из-за повышенного износа инструмента и снижения подач
- Лучшие приложения: Медицинские инструменты, оборудование для пищевой промышленности, компоненты трансмиссии автомобилей
Латунь и медь
Латунь обеспечивает идеальный баланс между функциональностью и эстетикой для механически обрабатываемых деталей, особенно при изготовлении небольших партий. Её высокая обрабатываемость позволяет достигать точных допусков и превосходного качества поверхности непосредственно после обработки на станке. Медь, хотя и обладает некоторыми схожими свойствами, должна использоваться исключительно в тех областях, где требуются высокая электрическая или теплопроводность.
- Показатель обрабатываемости: Отлично подходит для латуни; хорошо подходит для меди
- Прочность: Умеренная прочность; не подходит для ответственных конструкционных элементов, испытывающих высокие нагрузки
- Рассмотрение стоимости: Стоимость материала выше, чем у алюминия; стоимость механической обработки ниже благодаря отличному формированию стружки
- Лучшие приложения: Электрические разъёмы, сантехнические фитинги, декоративная арматура
Титан
Титан обеспечивает беспрецедентное соотношение прочности к массе и исключительную коррозионную стойкость — однако по значительно более высокой цене. Этот металл экономически оправдан лишь в отраслях, где требования к эксплуатационным характеристикам превалируют над всеми остальными соображениями, например в аэрокосмической промышленности и при производстве медицинских имплантов.
- Показатель обрабатываемости: Плохая обрабатываемость; требует специализированного инструмента и пониженных скоростей резания
- Прочность: Исключительная прочность при минимальной массе; самое высокое соотношение прочности к массе среди распространённых металлов
- Рассмотрение стоимости: Премиальная стоимость материала и обработки; экономически оправдана только для критически важных применений
- Лучшие приложения: Конструкционные компоненты для аэрокосмической отрасли, медицинские импланты, высокопроизводительные детали для гоночных автомобилей
Инженерные пластмассы для прецизионных деталей
Металлические детали, изготавливаемые на станках с ЧПУ, не всегда являются оптимальным решением. Инженерные пластмассы обладают явными преимуществами, включая меньший вес, стойкость к химическим воздействиям и электрическую изоляцию. Производители деталей, изготавливаемых на станках с ЧПУ, всё чаще работают с передовыми полимерами, чтобы удовлетворить разнообразные требования применения.
Распространённые виды пластмасс, обрабатываемых на станках с ЧПУ:
- Ацеталь (Delrin): Отличная размерная стабильность, низкий коэффициент трения, идеален для изготовления шестерён и подшипников
- Нейлон: Хорошая износостойкость и ударная вязкость; подходит для втулок и роликов
- PEEK: Высокопроизводительный вариант с исключительной стойкостью к химическим воздействиям и высоким температурам
- ПТФЭ: Выдающаяся химическая инертность и низкий коэффициент трения
- ABS: Экономически выгоден для прототипов и некритичных компонентов станков с ЧПУ
- HDPE и PP: Химически стойкие варианты для резервуаров и систем транспортировки жидкостей
Соответствие материалов требованиям применения
Выбор между металлом и пластиком — или выбор подходящего сплава — требует учёта нескольких факторов. Руководствуйтесь следующими принципами:
Когда целесообразно использовать металлические детали, изготавливаемые методом ЧПУ:
- Присутствуют высокие механические нагрузки или концентрации напряжений
- Рабочая температура превышает пределы для пластиков (обычно выше 121 °C)
- Требуется электрическая или тепловая проводимость
- Критически важны твёрдость поверхности и износостойкость
- Деталь требует нарезания резьбы или установки впрессованных вставок
Когда преимущества даёт пластик:
- Снижение массы является основной конструкторской задачей
- Электрическая изоляция необходима
- Воздействие химических веществ вызовет коррозию металлов
- Самосмазывающиеся свойства снижают потребность в техническом обслуживании
- Применения, чувствительные к стоимости, где эксплуатационные характеристики материала достаточны
Выбор материала также напрямую влияет на сроки реализации вашего проекта. Для мелкосерийного производства или изготовления прототипов такие материалы, как алюминий и латунь, снижают риски и затраты благодаря более короткому времени обработки на станках и упрощённой наладке оборудования. При рассмотрении этих вариантов материалов следующим важнейшим фактором становится понимание того, как спецификации допусков отражаются на реальных эксплуатационных характеристиках — а также на связанных с этим издержках, которые часто упускают из виду многие покупатели.
Объяснение допусков и требований к точности
Вот вопрос, который разделяет опытных покупателей и новичков: насколько строгими должны быть ваши допуски на самом деле? Понимание требований к допускам — это тот аспект, где часто ошибаются при выборе поставщиков: либо завышают допуски, что неоправданно увеличивает затраты, либо занижают их, получая в итоге детали, которые не будут функционировать должным образом. При оценке производителя деталей для станков с ЧПУ их возможности по обеспечению заданных допусков многое говорят о качестве используемого оборудования и уровне контроля технологических процессов.
Стандартная и повышенная точность обработки
Представьте допуски как допустимый диапазон размерных отклонений от заданного вами проектного значения. Согласно отраслевым стандартам, стандартные допуски при фрезерной и токарной обработке на станках с ЧПУ обычно составляют ±0,005 дюйма (0,13 мм) и соответствуют среднему классу по ISO 2768-1. Такой базовый уровень допусков учитывает обычные колебания точности станков, тепловые деформации и износ инструмента, обеспечивая при этом экономически целесообразные темпы производства.
Но что происходит, когда стандартные допуски оказываются недостаточными? Для точных деталей, изготавливаемых на станках с ЧПУ, требуются специализированные подходы. Высокоточная обработка позволяет достигать допусков до ±0,001 дюйма (0,025 мм), а в чрезвычайно ответственных областях применения — например, при производстве хирургических инструментов — могут потребоваться допуски от ±0,0002 до ±0,0005 дюйма (от 0,005 до 0,013 мм). Однако лишь около 1 % деталей действительно требует допусков в этом экстремальном диапазоне.
Высокоточные детали ЧПУ отличаются от стандартных компонентов, изготавливаемых на станках с ЧПУ, по нескольким ключевым параметрам:
- Требования к оборудованию: Высокоточные шпиндели с керамическими или воздушными подшипниками, обеспечивающие биение менее 0,0001 дюйма
- Контроль окружающей среды: Температурно-контролируемые зоны с поддержанием стабильности температуры в пределах ±0,5 °C
- Проверка качества: Усовершенствованные протоколы контроля с использованием аттестованных измерительных приборов
- Время обработки: Сниженные подача и скорость резания для минимизации тепловых деформаций
Когда важна точность
Не для каждой характеристики вашей детали требуется одинаковый уровень допусков. Умное задание спецификаций означает применение строгих допусков только там, где этого требует функциональность — например, на сопрягаемых поверхностях, посадках подшипников или элементах критичного позиционирования, — в то время как некритичные размеры остаются в пределах стандартных допусков.
Рассмотрим следующие сценарии, при которых инвестиции в прецизионные детали, изготовленные на станках с ЧПУ, оправданы:
- Соединительные поверхности сборки: Детали, которые должны точно сопрягаться с другими компонентами
- Вращающиеся узлы: Валы и подшипники, требующие конкретных посадок
- Поверхности уплотнения: Там, где размерная точность предотвращает утечки
- Корпуса оптических или электронных устройств: Применения, критичные к точности позиционирования
Фрезерование крупногабаритных деталей на станках с ЧПУ создаёт уникальные трудности при обеспечении требуемых допусков. Тепловое расширение становится более значимым по мере увеличения габаритов детали, поэтому контроль температуры в производственной среде приобретает ещё большее значение для поддержания точности обработки крупных заготовок.
Соотношение «стоимость — допуск»
Вот реальность, которую упускают из виду большинство покупателей: сужение допусков сверх функционально необходимого уровня не повышает качество вашей детали — оно лишь увеличивает ваши затраты. Согласно данным по прецизионной обработке , переход от стандартной обработки к обработке в температурно-контролируемой среде увеличивает затраты на 25–50 %, а достижение самых жёстких допусков при полном контроле окружающей среды может повысить затраты на 100–200 %.
В приведённой ниже таблице указано, что различные классы допусков означают для вашего проекта:
| Диапазон допусков | Типичные применения | Влияние на стоимость | Необходимое оборудование |
|---|---|---|---|
| ±0,010" (±0,25 мм) | Общепромышленные детали, кронштейны, корпуса | Базовая линия | Стандартное оборудование ЧПУ, обычные условия цеха |
| ±0,005" (±0,13 мм) | Функциональные сборочные узлы, автомобильные компоненты | увеличение на 10–25 % | Хорошо обслуживаемые станки, контроль климата |
| ±0,002" (±0,05 мм) | Высокопроизводительные автомобильные и промышленные оборудование | увеличение на 50–100 % | Точность шпинделей, контроль температуры ±3 °C |
| ±0,001" (±0,025 мм) | Аэрокосмические компоненты, медицинские устройства | увеличение на 100–150 % | Высокоточные станки, усовершенствованные приспособления для крепления |
| ±0,0005 дюйма (±0,013 мм) | Хирургические инструменты, оптическое оборудование | увеличение на 150–200 % | Полный контроль окружающей среды, изоляция от вибрации |
Выбор материала также влияет на достижимые допуски. Детали из алюминия, изготовленные методом высокоточной фрезерной обработки на станках с ЧПУ, позволяют легче обеспечить более жёсткие допуски по сравнению с титаном из-за различий в обрабатываемости. Пластмассы создают дополнительные трудности — их эластичность и тепловая чувствительность зачастую ограничивают практически достижимые допуски классом «Средний» по стандарту ISO 2768-1.
При взаимодействии с производителями включайте таблицу допусков непосредственно в ваши 2D-чертежи, указывая, какие размеры являются критическими. Это предотвращает чрезмерное ужесточение допусков и помогает производителям составлять точные коммерческие предложения. Понимание этих особенностей допусков подготавливает вас к следующему важнейшему аспекту: как отраслевые требования накладывают специфические ограничения, определяющие выбор производителя помимо общих возможностей механической обработки.
Отраслевые требования к производству деталей методом фрезерной обработки на станках с ЧПУ
Замечали ли вы когда-нибудь, как местная автосервисная мастерская по механической обработке выполняет проекты иначе, чем предприятие, выпускающее хирургические инструменты? Это не случайность. Разные отрасли предъявляют к своим партнёрам-производителям деталей на станках с ЧПУ совершенно разные требования — и понимание этих различий помогает вам выбрать поставщиков, действительно соответствующих вашим специфическим задачам, а не тех, кто лишь декларирует широкий спектр возможностей.
Стандарты механической обработки в автомобильной промышленности
При закупке компонентов для автомобильных применений стабильность качества в условиях крупносерийного производства становится первостепенной задачей. Независимо от того, ищете ли вы автосервисную мастерскую по механической обработке поблизости или оцениваете глобальных поставщиков, производство деталей для автомобилей требует специализированных компетенций, которых, как правило, лишены универсальные цеха обработки.
Автомобильная отрасль руководствуется стандартом IATF 16949 — международным стандартом системы менеджмента качества в автомобильной промышленности, объединяющим принципы ISO 9001 с отраслевыми требованиями. Эта сертификация — это не просто набор документов; она свидетельствует о фундаментальной приверженности следующим аспектам:
- Предотвращение дефектов: Системы, предназначенные для выявления проблем до того, как они достигнут вашей сборочной линии
- Постоянное совершенствование: Документированные процессы для постоянного повышения эффективности и качества
- Контроль поставщиков: Строгая квалификация и мониторинг источников материалов
- Полная прослеживаемость продукции: Полная документация от сырья до готового компонента
Машиностроительный цех двигателей, работающий с компонентами трансмиссии, сталкивается с иными задачами, чем цех обработки металлов, производящий кузовные панели. Автомобильные детали, изготавливаемые на станках с ЧПУ, должны выдерживать вибрацию, термические циклы и механические нагрузки на протяжении сотен тысяч километров пробега. Это означает, что производителям необходимы надёжные процессы контроля, гарантирующие соответствие каждой детали — будь то первая или десятитысячная — одинаковым техническим требованиям.
Требования к производству медицинских устройств
Производство медицинских изделий осуществляется в регуляторной среде, где ошибки могут иметь фатальные последствия. Такие риски требуют сертификационных рамок, значительно более строгих, чем в общепромышленных приложениях.
ISO 13485 является определяющим стандартом системы менеджмента качества для производства медицинских изделий. Для получения данной сертификации требуется:
- Управление рисками: Систематическая идентификация и снижение потенциальных режимов отказа
- Контроль проекта: Документированная валидация, гарантирующая функционирование компонентов в соответствии с их назначением
- Полная прослеживаемость: Каждый компонент прослеживается до конкретных партий материалов, станков и операторов
- Работа с жалобами: Формализованные процессы расследования и устранения проблем качества
- Аспекты стерильности: Выбор материалов и отделки, обеспечивающий выполнение требований к стерилизации
Помимо стандарта ISO 13485, производственные площадки должны соответствовать требованиям FDA 21 CFR Part 820 — Правилам системы обеспечения качества (Quality System Regulation), регулирующим производство медицинских изделий в США. Совокупность этих требований гарантирует, что хирургические инструменты, имплантируемые изделия и диагностическое оборудование соответствуют строгим стандартам безопасности и эксплуатационных характеристик.
Требования к точности уровня аэрокосмической отрасли
Производство аэрокосмических компонентов, пожалуй, представляет собой наиболее строгую сертификационную среду в области прецизионной обработки. Когда компоненты функционируют на высоте 30 000 футов, качество не подлежит обсуждению — оно критически важно для выживания.
Стандарт AS9100 базируется на основах ISO 9001, дополняя их специфическими для аэрокосмической отрасли требованиями, которые отличают квалифицированных производителей от обычных механических мастерских:
- Управление конфигурацией: Строгий контроль, гарантирующий правильное документирование и внедрение изменений в конструкцию
- Первичный контрольный осмотр (FAI): Комплексная проверка соответствия выпускаемых деталей утверждённым конструкторским решениям
- Профилактика попадания посторонних предметов (FOD): Протоколы, предотвращающие загрязнение критически важных сборок
- Предотвращение подделок: Контроль цепочки поставок, обеспечивающий подлинность материалов
- Контроль особых процессов: Усиленный надзор за термообработкой, гальваническими покрытиями и другими критически важными операциями
Многие аэрокосмические программы также требуют аккредитации NADCAP для специальных процессов. В отличие от общих сертификатов, NADCAP оценивает процессы на уровне конкретных операций — подтверждая соответствие термообработки, химической обработки и неразрушающего контроля самым высоким отраслевым стандартам.
Для работ, связанных с обороной, соблюдение требований ITAR (Международных правил регулирования оборота вооружений) добавляет ещё один уровень контроля. ITAR регулирует обращение с чувствительными техническими данными и компонентами и требует регистрации в Государственном департаменте США, а также строгого соблюдения протоколов информационной безопасности.
Сравнение сертификатов: соответствие требований конкретным областям применения
Понимание того, какие сертификаты имеют значение для вашего применения, позволяет избежать как избыточных затрат на сверхквалификацию, так и рисков, связанных с привлечением поставщика, не обладающего достаточной квалификацией:
| Сертификация | Основная отрасль | Ключевые направления | Почему это важно |
|---|---|---|---|
| ISO 9001 | Общее производство | Системы менеджмента качества, непрерывное улучшение | Базовый сертификат, подтверждающий приверженность качеству |
| IATF 16949 | Автомобильный | Предотвращение дефектов, контроль поставщиков, прослеживаемость | Требуется ведущими автопроизводителями; 67 % автопроизводителей обязывают минимум к сертификации ISO 9001 |
| AS9100 | Авиакосмическая промышленность | Управление рисками, управление конфигурацией, первоначальный контроль приемки (FAI) | Обязателен для участия в авиакосмической цепочке поставок |
| ISO 13485 | Медицинские устройства | Управление рисками, прослеживаемость, соответствие нормативным требованиям | Обязательно для компонентов медицинских изделий, регулируемых Управлением по санитарному надзору за качеством пищевых продуктов и лекарственных средств США (FDA) |
| NADCAP | Аэрокосмическая/оборонная | Аккредитация специальных процессов | Подтверждает компетенцию в области термообработки, неразрушающего контроля и химической обработки |
| ITAR | Защита | Информационная безопасность, экспортный контроль | Обязательно для технических данных и компонентов, связанных с обороной |
Вот что часто упускают многие покупатели: сертификаты не являются взаимозаменяемыми. Автомобильный механический цех с сертификатом IATF 16949 демонстрирует компетенции, специфичные для автомобильной отрасли, однако данный сертификат не даёт права на выполнение работ в аэрокосмической сфере, где требуется сертификат AS9100. Аналогично, цех по металлообработке, имеющий лишь сертификат ISO 9001, может не обладать специализированными системами обеспечения качества, требуемыми в медицинской или аэрокосмической отраслях.
Согласно исследования отрасли цехи с отраслевыми сертификатами в среднем выигрывают на 15 % больше контрактов по сравнению с теми, кто имеет только общие сертификаты в области качества. Инвестиции в специализированные сертификаты сигнализируют о наличии соответствующих компетенций и приверженности делу — это замечает и ценит закупочная команда.
При оценке потенциальных производственных партнеров проверяйте их сертификаты напрямую — запросите копии сертификатов и подтвердите их актуальный статус у органов, выдавших эти сертификаты. Эта процедура надлежащей проверки приобретает ещё большее значение при выборе вариантов отделки поверхности, поскольку они существенно влияют как на эксплуатационные характеристики деталей, так и на соответствие нормативным требованиям в условиях ответственных применений.
Варианты отделки поверхности для деталей, изготовленных методом фрезерования на станках с ЧПУ
Вы выбрали правильный технологический процесс, материал и допуски — однако есть ещё один фактор, способный определить успех или неудачу вашего проекта. Отделка поверхности превращает сырые детали, полученные фрезерованием на станках с ЧПУ, из функциональных компонентов в готовые изделия, пригодные для сборки или эксплуатации. Понимание доступных вариантов позволяет чётко формулировать технические требования при взаимодействии с любым производителем деталей, изготавливаемых методом фрезерования на станках с ЧПУ, и гарантирует, что ваши детали будут работать именно так, как задумано.
Функциональные и декоративные виды отделки
Вот различие, которое многие покупатели упускают из виду: не каждое покрытие выполняет одну и ту же функцию. Некоторые покрытия в первую очередь улучшают внешний вид, тогда как другие обеспечивают важные функциональные преимущества, например защиту от коррозии или повышенную стойкость к износу. Грамотное техническое задание означает выбор покрытия на основе реальных требований, а не автоматический выбор дорогостоящих вариантов, которые вам не нужны.
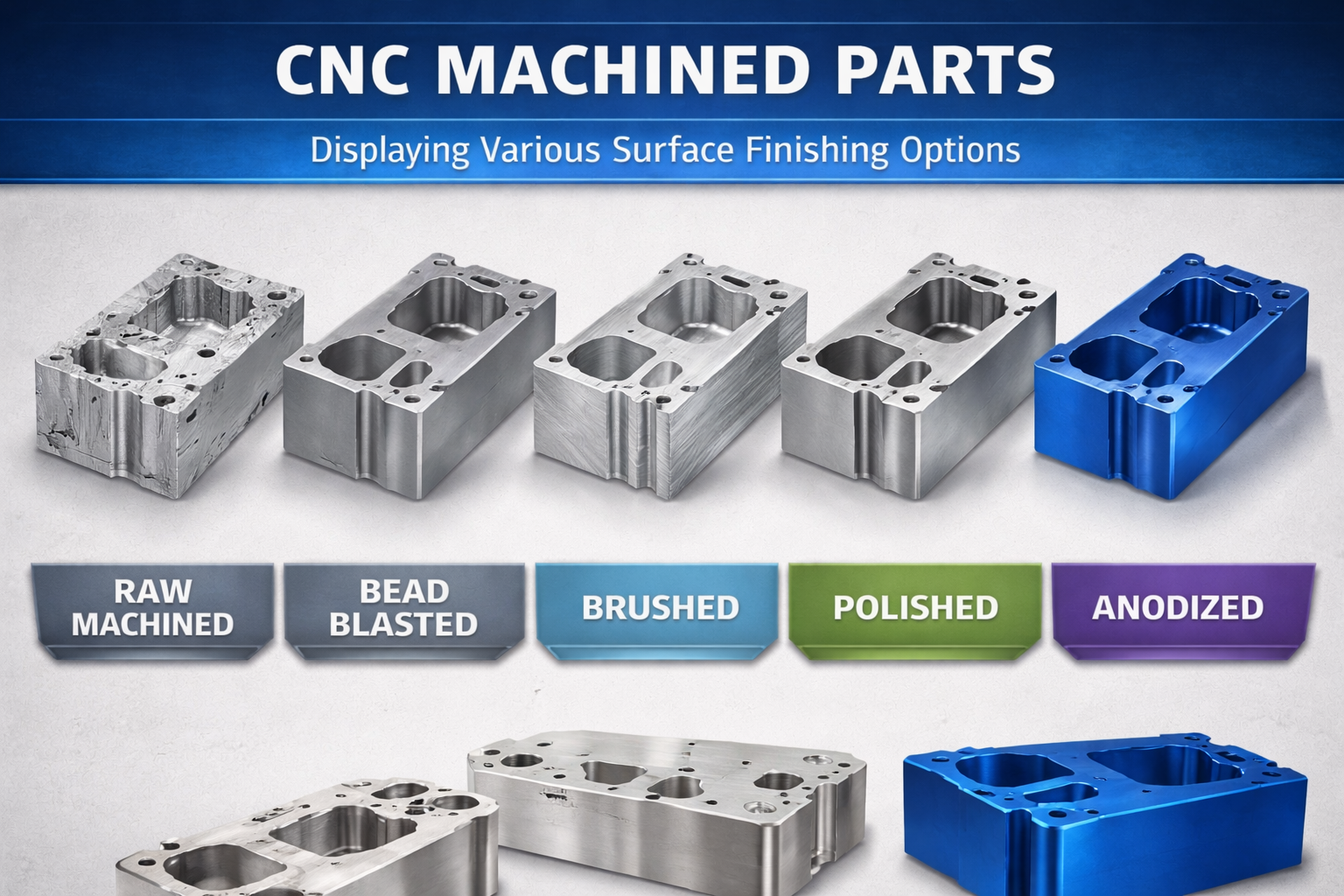
Поверхность после механической обработки
Самый экономичный вариант предполагает оставление деталей после фрезерования на станках с ЧПУ с той текстурой поверхности, которая формируется непосредственно в процессе механической обработки. Согласно отраслевым стандартам отделки, типичная шероховатость обработанной поверхности (Ra) составляет от 1,6 мкм (отраслевой стандарт для общего применения) до 3,2 мкм — для деталей, где качество поверхности не является критичным. Такая отделка подходит, когда:
- Детали в конечных сборках будут скрыты от взгляда
- Текстура поверхности не влияет на функциональность
- Ограничения бюджета делают приоритетом снижение затрат
- Детали получат дополнительную отделку на последующих этапах производственной цепочки
Полировка и шлифовка
Когда важен визуальный эффект, полировка удаляет следы механической обработки и обеспечивает гладкую, блестящую поверхность. Достижение шероховатости Ra 0,4 мкм даёт почти зеркальную отделку, необходимую для компонентов, где требуется минимальное трение или премиальный внешний вид. Однако такая гладкость имеет свою цену: полировка обычно значительно увеличивает время обработки и стоимость производства фрезерованных деталей.
Пескоструйная обработка
Этот механический процесс заключается в ударном воздействии стеклянных шариков по поверхности детали, что создаёт равномерную матовую текстуру. Дробеструйная обработка эффективно удаляет незначительные поверхностные дефекты и одновременно подготавливает детали к последующим покрытиям. Она особенно популярна для изделий, полученных на станках с ЧПУ, когда требуется стабильный, ненаправленный (непрозрачный) внешний вид без затрат, связанных с полировкой.
Защитные покрытия для агрессивных сред
Когда ваши детали подвергаются воздействию коррозионно-активных химических веществ, внешней атмосферы или тяжёлых эксплуатационных условий, защитные финишные покрытия становятся неопциональными — они обязательны.
Андомизация
Анодирование создаёт прочный оксидный слой на алюминиевых деталях, значительно повышая их стойкость к коррозии и твёрдость поверхности. Существует три типа анодирования, каждый из которых решает свои задачи:
- Тип I (хромовая кислота): Самое тонкое покрытие, сохраняющее высокую точность размеров; предпочтительно для аэрокосмических применений, где требуется повышенная усталостная прочность
- Тип II (серная кислота): Наиболее распространённый вариант, обеспечивающий оптимальное соотношение стоимости и эксплуатационных характеристик; допускает окрашивание в различные цвета для эстетической кастомизации
- Тип III (твердое анодирование): Самый толстый и наиболее прочный слой для промышленных и военных применений, где требуются экстремальная износостойкость и долговечность
Порошковое покрытие
Это универсальное финишное покрытие наносится в виде сухого порошка методом электростатического распыления, после чего подвергается термообработке, в результате которой формируется прочный защитный слой. Порошковое покрытие обеспечивает исключительную стойкость к механическим воздействиям, химическим веществам и ультрафиолетовому излучению. Благодаря широкому выбору цветов оно сочетает в себе функциональную защиту и визуальную привлекательность — что делает его идеальным решением для потребительских товаров и оборудования для использования на открытом воздухе.
Варианты гальванического покрытия
Металлизация (гальваническое или химическое нанесение металла) представляет собой осаждение тонких слоёв защитных или функциональных металлов на поверхность деталей:
- Химическое никелирование: Равномерное покрытие без использования электрического тока; обеспечивает превосходную коррозионную стойкость и твёрдость по всей сложной геометрии
- Хромовое покрытие: Обеспечивает блестящие, отражающие поверхности с хорошей износостойкостью
- Цинковая покрытка: Экономически эффективная защита от коррозии, широко применяемая в автомобильной промышленности
- Позолоченный: Превосходная электропроводность для электронных разъёмов
Пассивирование
Для изделий из нержавеющей стали, изготовленных методом фрезерования на станках с ЧПУ, пассивация повышает естественную коррозионную стойкость за счёт удаления свободного железа с поверхности и способствует образованию защитного оксидного слоя. Данная химическая обработка является обязательной для медицинских и пищевых компонентов, где критически важна профилактика загрязнений.
Выбор отделки в зависимости от области применения
Выбор подходящей отделки требует баланса между потребностями в защите, требованиями к внешнему виду и бюджетными ограничениями. В приведённой ниже таблице содержится рекомендации по подбору отделок для типовых областей применения:
| Тип покрытия | Уровень защиты | Внешний вид | Лучшие применения | Относительная стоимость |
|---|---|---|---|---|
| После обработки | В низком | Видимые следы инструмента; функциональный внешний вид | Внутренние компоненты, прототипы, скрытые детали | $ |
| Пескоструйная обработка | Низкий-Средний | Равномерная матовая текстура | Потребительская электроника, подготовка к нанесению покрытия | $$ |
| Полировка | В низком | Высокоглянцевая, зеркальная отделка | Медицинские устройства, декоративные компоненты, оптические корпуса | $$$ |
| Анодирование (тип II) | Средний-высокий | Матовая или полуматовая; доступна в нескольких цветах | Кронштейны для авиакосмической отрасли, товары народного потребления, корпуса электроники | $$ |
| Анодирование (тип III) | Очень высокий | Обычно тёмно-серый или чёрный | Военная техника, промышленное оборудование, износостойкие поверхности | $$$ |
| Порошковое покрытие | Высокий | Широкий цветовой диапазон; гладкая или текстурированная | Оборудование для использования на открытом воздухе, автомобильные детали, товары народного потребления | $$ |
| Безэлектролитное никелирование | Высокий | Яркая металлическая отделка | Сложные геометрические формы, гидравлические компоненты, клапаны | $$$ |
| Хромовое покрытие | Средний-высокий | Высокая отражательная способность, зеркальный блеск | Автомобильные декоративные элементы, декоративная фурнитура | $$$$ |
| Цинковое покрытие | Средний | Серебристо-голубой или жёлтый хромат | Крепёжные изделия, кронштейны, компоненты нижней части автомобильного кузова | $$ |
Согласно смете затрат на отделку, простые виды отделки, например дробеструйная обработка, обычно стоят от 30 до 50 долларов США за деталь, тогда как анодирование или химическое никелирование могут обойтись в 100–200 долларов США за деталь в зависимости от её размера и сложности. Учёт этих расходов на этапе проектирования позволяет избежать непредвиденных перерасходов бюджета.
Выбор отделки также влияет на сроки изготовления. Простые виды отделки добавляют к производственному циклу несколько часов, тогда как сложные процессы, такие как анодирование или гальваническое покрытие, удлиняют сроки на 24–48 часов — без учёта времени подготовки и выдержки. При оценке потенциальных поставщиков уточняйте, выполняют ли они отделочные операции самостоятельно или привлекают сторонние организации, что может увеличить сроки за счёт транспортировки и усложнить координацию.
Понимание вариантов отделки готовит вас к следующему ключевому фактору при выборе производителя: тому, как различные статьи затрат совокупно определяют окончательную цену на деталь — и где существуют возможности оптимизировать ваши инвестиции без потери качества.
Факторы стоимости, влияющие на ценообразование для деталей, изготавливаемых на станках с ЧПУ
Вот вопрос, который застаёт многих покупателей врасплох: почему две внешне похожие детали оказываются в расчётах с кардинально различающимися ценами? Ответ заключается в понимании скрытых статей затрат, определяющих стоимость деталей, изготавливаемых на станках с ЧПУ. Независимо от того, работаете ли вы с местным производителем механически обрабатываемых деталей или с глобальным заводом по производству деталей на станках с ЧПУ, одни и те же фундаментальные факторы формируют ваш окончательный счёт.
Реальные статьи затрат в производстве деталей на станках с ЧПУ
Когда вы запрашиваете расчёт стоимости для нестандартных деталей, изготавливаемых на станках с ЧПУ, производители оценивают несколько переменных, совокупное влияние которых определяет цену на одну деталь. Согласно анализу отраслевых цен , эти факторы ранжируются по степени влияния от наибольшего к наименьшему:
- Сложность дизайна: Сложные конструкции с детализированными элементами или сложной геометрией требуют более трудоёмкого программирования, дополнительных настроек станка и, в отдельных случаях, специализированного инструмента. Простые конструкции обрабатываются примерно по ставке 20 долларов США за час, тогда как сложные детали увеличивают ставку до 35–70 долларов США за час.
- Выбор материала: Стоимость сырья сильно варьируется: алюминий стоит 5–10 долларов США за фунт, тогда как нержавеющая сталь — 8–16 долларов США за фунт. Помимо стоимости материала, его обрабатываемость влияет на длительность цикла и износ инструмента, что дополнительно увеличивает расходы.
- Требования к допускам: Более жёсткие допуски требуют снижения скорости обработки, частой замены инструмента и усиленного контроля качества. Указание допуска ±0,001 дюйма вместо ±0,005 дюйма может увеличить время механической обработки на 50 % и более.
- Объем производства: Постоянные затраты, такие как программирование и наладка, распределяются на все единицы продукции. При малых объёмах выпуска себестоимость одной единицы выше, тогда как при крупных заказах действует эффект масштаба.
- Тип машины: Трёхосевые станки обычно работают по ставке 10–20 долларов США за час, тогда как пятиосевые станки стоят 20–40 долларов США за час из-за их продвинутых возможностей и повышенной сложности эксплуатации.
- Требования к отделке: Каждая дополнительная отделка — анодирование, гальваническое покрытие, полировка — увеличивает трудозатраты, время работы оборудования и расходы на материалы в вашем проекте.
Понимание этой иерархии помогает вам определить приоритетные направления для оптимизации. Незначительное изменение сложности конструкции зачастую даёт больший эффект в плане снижения затрат, чем замена материала.
Ценообразование в зависимости от объема и эффект масштаба
Представьте, что вы заказываете один прототип по сравнению с заказом 1000 серийных деталей. Программирование, подготовка CAD-данных и наладка оборудования выполняются лишь однократно — независимо от объёма заказа. Это создаёт обратную зависимость между объёмом заказа и стоимостью одной единицы продукции, которую специалисты по производству деталей машин считают наиболее эффективным инструментом снижения себестоимости.
Вот как это выглядит на практике:
- Одиночный блок: Полные затраты на наладку и программирование приходятся на одну деталь — максимальная цена за единицу
- 5 единиц: Цена за единицу снижается примерно на 50 % по сравнению с ценой за одну деталь
- 100 единиц: Затраты на наладку на одну деталь становятся пренебрежимо малыми; основное влияние на цену оказывают стоимость материалов и продолжительность цикла обработки
- 1000+ единиц: Цена за единицу может снизиться до 10–20 % стоимости одной единицы
Для обрабатываемых деталей, предназначенных для серийного производства, объединение заказов в более крупные партии — даже если это означает хранение некоторого запаса — зачастую значительно снижает общие проектные затраты. Многие производители деталей для станков с ЧПУ предлагают градуированные ценовые структуры, поощряющие объёмные заказы.
Небольшие объёмы заказов также создают практические трудности. Согласно отраслевым данным, многие поставщики устанавливают минимальные объёмы заказа, превышающие потребности низкосерийного производства. При изготовлении прототипов учитывайте этот факт на этапе выбора поставщика.
Соотношение качества и бюджета
Каждое проектное решение, принимаемое вами до отправки чертежей на завод по производству деталей для станков с ЧПУ, влияет на технологичность изготовления — и, соответственно, на стоимость. Грамотные покупатели оптимизируют свои конструкции под условия серийного производства, а не рассматривают механическую обработку как второстепенную задачу.
Рассмотрите следующие конструкторские решения, позволяющие снизить затраты без потери функциональности:
- Избегайте глубоких полостей: Полые пространства с глубиной, значительно превышающей ширину, требуют специализированного инструмента и более низких скоростей обработки
- Используйте стандартные размеры отверстий: Соблюдение стандартных размерных шагов свёрл (шаг 1/64 дюйма) устраняет необходимость в специальном инструменте
- Круглые внутренние углы: Острые внутренние углы требуют специализированного инструмента и повышают сложность изготовления — закруглите эти кромки
- Увеличьте толщину стенок: Детали с тонкими стенками требуют более точного контроля и специализированных приспособлений, что увеличивает стоимость
- Ограничьте нарезание резьбы: Каждый элемент с резьбой увеличивает время механической обработки; по возможности рассмотрите альтернативные методы крепления
- Исключите излишний текст: Тиснение или гравировка увеличивают время работы станка без функциональной пользы, если только они не требуются для идентификации
Соотношение между сроками поставки и ценами также заслуживает внимания. Стандартные сроки поставки позволяют производителям эффективно планировать ваш заказ вместе с другими проектами. Срочные заказы — особенно те, для которых требуется ускоренное приобретение материалов или сверхурочная работа — могут увеличить стоимость на 25–50 % и более. Заранее продуманное планирование остаётся наиболее часто упускаемой стратегией снижения затрат.
Сравнивая коммерческие предложения на нестандартные детали, изготавливаемые на станках с ЧПУ, и стандартные компоненты из каталога, следует помнить, что нестандартные изделия по своей природе требуют дополнительных затрат на программирование и наладку оборудования. Однако нестандартные детали обеспечивают точное соответствие требованиям вашего применения, потенциально исключая вторичные операции или этапы сборки, которые могут потребоваться при использовании стандартных компонентов.
Практичный подход предполагает применение следующей формулы для оценки экономической целесообразности проекта:
Расчётная стоимость = (Стоимость материалов + Стоимость наладки) + (Время механической обработки × Почасовая ставка) + Стоимость отделки
Этот анализ помогает определить, какие компоненты затрат обладают наибольшим потенциалом для оптимизации в рамках вашего конкретного проекта. Обладая таким пониманием факторов, влияющих на стоимость, вы готовы оценивать потенциальных производственных партнёров по тем критериям, которые действительно имеют значение: их возможностям, системам обеспечения качества и способности стабильно поставлять продукцию по конкурентоспособным ценам.

Как выбрать подходящего производителя деталей для станков с ЧПУ
Вы освоили технические основы — процессы, материалы, допуски и виды отделки. Теперь наступает момент принятия решения, которое определит, приведёт ли всё это знание к успешному изготовлению деталей: выбор правильного производственного партнёра. Выбор поставщика деталей для станков с ЧПУ — это не просто поиск предложения с самой низкой ценой. Это поиск партнёра, чьи возможности, системы обеспечения качества и практики взаимодействия соответствуют требованиям вашего проекта.
Оценка возможностей производителя
При оценке потенциальных производителей обработанных деталей необходимо применять системный подход, выходящий за рамки поверхностных заявлений. Согласно отраслевым передовым практикам, оценка поставщиков ЧПУ требует анализа нескольких аспектов их деятельности.
Оценка оборудования и технологий
Поставщик обработанных деталей, оснащённый современными многоосевыми обрабатывающими центрами, демонстрирует способность обрабатывать сложные геометрические формы. Однако не ограничивайтесь подсчётом станков — изучите следующие конкретные факторы:
- Возраст и состояние станка: Более новое оборудование, как правило, обеспечивает соблюдение более жёстких допусков и меньшее время простоя
- Интеграция программного обеспечения CAD/CAM: Современное программное обеспечение позволяет ускорить программирование и сократить количество ошибок при преобразовании ваших конструкторских файлов
- Возможности автоматизации: Роботизированная загрузка, паллетные системы и автоматизированная обработка «в тёмном цеху» свидетельствуют об эффективности производства
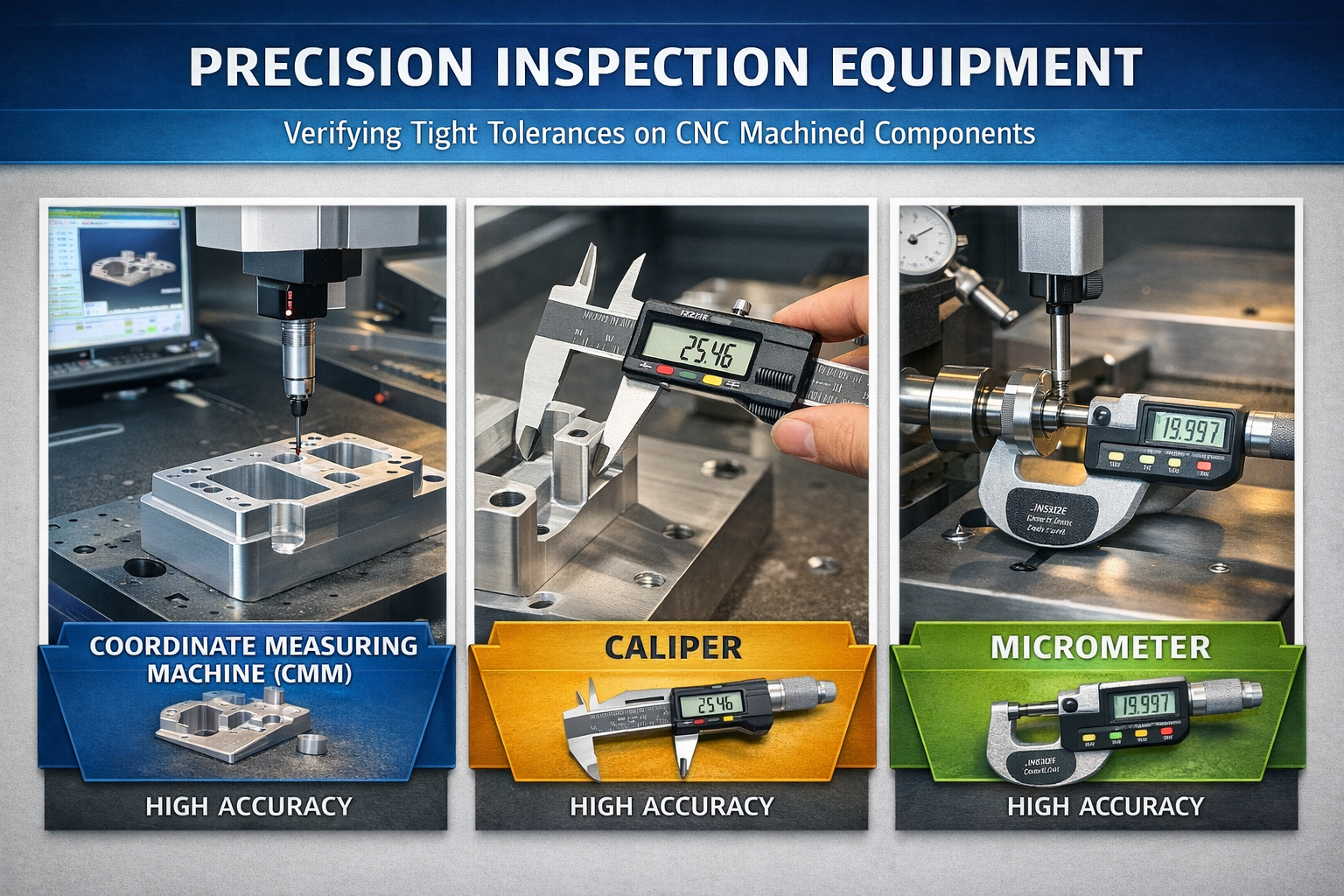
- Инспекционное оборудование: Координатно-измерительные машины (КИМ), оптические компараторы и приборы для измерения шероховатости поверхности подтверждают заявленную точность
Экспертиза в области материалов представляет собой ещё один важный показатель компетенции. Производители обработанных деталей, имеющие опыт работы с конкретным материалом, используемым в вашем проекте — будь то алюминий, титан или инженерные пластмассы, — способны заранее предусмотреть сложности при механической обработке и оптимизировать технологические процессы соответствующим образом. Широкий ассортимент обрабатываемых материалов свидетельствует о технической квалификации и гибкости поставщика в различных областях применения.
Оценка производственных мощностей
Сможет ли производитель выполнить как текущий заказ, так и обеспечить рост объёмов в будущем? Оцените следующие показатели производственной мощности:
- Количество станков, выделенных специально для изготовления ваших деталей (фрезерование, токарная обработка или электроэрозионная обработка)
- Режим работы смен: односменный, двухсменный или круглосуточный
- Текущая загрузка производственных мощностей и типичные сроки выполнения заказов
- Возможность масштабирования объёмов выпуска — от прототипных партий до серийного производства
Поставщик с масштабируемыми производственными мощностями снижает риск возникновения узких мест при переходе вашего проекта от этапа прототипирования к полноценному серийному производству. Для автомобильной промышленности производителями, подобными Shaoyi Metal Technology демонстрируют эту возможность, обеспечивая быстрое прототипирование со сроками изготовления уже через один рабочий день и одновременно масштабируясь без потерь для объёмов массового производства — сочетание, которое поддерживает гибкие циклы разработки продукции.
Системы качества, имеющие значение
Помимо сертификатов, размещённых на веб-сайтах, ключевым фактором, позволяющим отличить надёжных партнёров от тех, кто просто формально выполняет требования соответствия, является понимание того, как производители фактически внедряют контроль качества.
Статистический контроль процесса (СПК)
Статистический контроль процессов (SPC) представляет собой «золотой стандарт» мониторинга производственных процессов в прецизионном производстве. Вместо того чтобы проверять детали после завершения их изготовления — когда дефекты уже возникли, — SPC отслеживает параметры процесса в режиме реального времени, позволяя операторам выявлять отклонения до того, как они приведут к выпуску бракованных деталей.
Согласно исследования в области управления качеством , эффективное внедрение SPC обеспечивает измеримые преимущества:
- Раннее выявление износа инструмента до того, как он повлияет на размерную точность
- Метрики способности процесса (значения Cpk), подтверждающие стабильность его работы
- Анализ трендов, предотвращающий смещение параметров процесса в сторону предельных значений допусков
- Документация, подтверждающая требования к прослеживаемости
При оценке потенциального поставщика компонентов для станков с ЧПУ уточните, внедрена ли у него система статистического процессного контроля (SPC). Производители, чьи системы обеспечения качества основаны на SPC — например, предприятия, сертифицированные по стандарту IATF 16949, — демонстрируют приверженность предотвращению дефектов, а не только их выявлению.
Протоколы проверки
Качественный контроль выходит за рамки простого владения дорогостоящим оборудованием. Изучите рабочий процесс контроля у производителя:
- Первичный контрольный осмотр (FAI): Полная размерная проверка до начала серийного производства
- Инспекция в процессе производства: Регулярные проверки в ходе производства, позволяющие выявлять проблемы на ранних этапах
- Финальный осмотр: Полная проверка соответствия вашим техническим требованиям перед отгрузкой
- Документация: Отчёты о контроле, сертификаты на материалы и документы, подтверждающие прослеживаемость
Ведущие поставщики поддерживают уровень жалоб значительно ниже среднего по отрасли благодаря системным подходам к качеству. Двукратная процедура испытаний — контроль непосредственно на производственной площадке с последующей независимой верификацией — снижает долю дефектных изделий, попадающих к заказчикам, до долей процента.
Признаки неисправности, на которые следует обратить внимание
Опыт учит покупателей распознавать предупреждающие признаки, указывающие на возможные будущие проблемы. Обратите внимание на следующие индикаторы в ходе оценки:
- Неопределённые заявления о возможностях: Производители, неспособные точно указать допуски или продемонстрировать экспертизу в работе с материалами, могут не обладать подлинной компетентностью
- Цены значительно ниже, чем у конкурентов: Нереалистично низкие коммерческие предложения зачастую свидетельствуют о компромиссах в выборе материалов, контроле качества или о скрытых сборах, которые проявятся позже
- Нежелание предоставлять рекомендации: Проверенные поставщики охотно предоставляют контакты своих клиентов для подтверждения своих возможностей
- Плохая реактивность в коммуникации: Медленные или неполные ответы на этапе формирования коммерческого предложения предвещают аналогичные трудности в ходе производства
- Отсутствие сертификатов или истечение их срока действия: Всегда проверяйте актуальность сертификатов напрямую в органах, их выдавших
- Отсутствие выделенного управления проектом: Сложные детали, изготавливаемые на станках с ЧПУ, требуют технической поддержки на всех этапах производства — поставщики без инженерной поддержки оставляют вас один на один с возникающими проблемами
Согласно исследованиям оценки поставщиков, прозрачность ценовой структуры имеет такое же значение, как и итоговая сумма. Подробное коммерческое предложение с детализацией стоимости материалов, времени механической обработки и отделочных услуг свидетельствует о том, что поставщик хорошо понимает собственную структуру затрат — а значит, способен обеспечивать стабильность как в ценообразовании, так и в качестве.
Формирование продуктивных отношений с поставщиками
Поиск подходящего производителя — лишь начало пути. Максимизация ценности требует выстраивания взаимовыгодных партнёрских отношений.
Практика коммуникации
Чёткая коммуникация предотвращает недопонимание, которое ведёт к задержкам, переделкам и разочарованию. Оценивайте потенциальных партнёров по следующим критериям:
- Скорость ответа на технические запросы
- Наличие инженерной поддержки для оптимизации конструкции
- Проактивная коммуникация о ходе производства или возможных проблемах
- Языковые компетенции, соответствующие потребностям вашей команды
Поставщики, предоставляющие выделенных менеджеров проектов, обеспечивают более качественное сопровождение на всех этапах проектирования и производства. Единый контактный пункт упрощает координацию и гарантирует, что ваши требования не будут искажены при передаче между подразделениями.
Преимущества долгосрочного сотрудничества
Рассмотрение закупки деталей для станков с ЧПУ как чисто транзакционной операции ограничивает ту ценность, которую вы можете извлечь из производственных отношений. Долгосрочные партнёрства дают преимущества, недостижимые при разовых заказах:
- Оптимизация процессов: Поставщики, хорошо знакомые с вашими деталями, постоянно повышают эффективность производства
- Приоритетное планирование: Устоявшиеся отношения зачастую означают льготное обращение в периоды ограниченной производственной мощности
- Ввод дизайна: Опытные партнёры выявляют проблемы технологичности ещё до того, как они превратятся в дорогостоящие ошибки
- Программы управления запасами: Контракты на поставку по рамочным заказам и системы управления запасами по принципу «канбан» снижают ваши затраты на хранение запасов
Чек-лист оценки производителя
Используйте этот исчерпывающий чек-лист при сравнении потенциальных поставщиков компонентов для станков с ЧПУ:
| Категория оценки | Ключевые вопросы | Что следует искать |
|---|---|---|
| Технические возможности | Какие типы станков и конфигурации осей доступны? Какие системы CAD/CAM используются? | Многоосевые станки, современное программное обеспечение, возможности автоматизации |
| Экспертиза по материалам | Какие материалы вы регулярно обрабатываете? Можете ли вы привести примеры? | Опыт обработки ваших конкретных материалов; широкий ассортимент указывает на универсальность |
| Сертификации качества | Какими отраслевыми сертификатами вы располагаете? Когда они проходили последнюю аудиторскую проверку? | Действующий сертификат ISO 9001 (минимум); IATF 16949 — для автомобильной промышленности; AS9100 — для аэрокосмической промышленности |
| Системы премиум-класса | Как вы внедряете статистический контроль процессов (SPC)? Какое оборудование для контроля и измерений вы используете? | Возможности координатно-измерительных машин (КИМ), документированные процедуры SPC, протоколы контроля в ходе производственного процесса |
| Производственная мощность | Каковы типичные сроки выполнения заказов? Можете ли вы масштабировать производство от изготовления прототипов до серийного выпуска? | Реалистичные сроки, подтверждённая способность к масштабированию, наличие планов действий в чрезвычайных ситуациях |
| Связь | Кто будет моим основным контактным лицом? Как вы решаете технические вопросы? | Выделенное управление проектами, доступность инженерной поддержки, оперативность реагирования |
| Ценовая прозрачность | Можете ли вы предоставить подробную детализацию затрат? | Чёткое разделение затрат на материалы, механическую обработку, отделку и подготовку оборудования |
| Репутация | Можете ли вы предоставить рекомендации от клиентов? Каков ваш показатель своевременной поставки? | Проверяемые рекомендации, показатель своевременной поставки выше 95 %, низкий уровень жалоб |
Для покупателей, закупающих автомобильные компоненты с ЧПУ, сертификат IATF 16949 обеспечивает важнейшую гарантию готовности поставщика соответствовать жёстким требованиям автопромышленности. Производители, такие как Shaoyi Metal Technology, совмещают данный сертификат с системами контроля качества на основе статистического процессного контроля (SPC) и возможностями быстрого прототипирования — именно такое сочетание следует искать покупателям при формировании автомобильных цепочек поставок, обеспечивающих баланс между скоростью, качеством и экономической эффективностью.
Имея на руках системный подход к оценке производителей, вы готовы перейти от анализа к действиям. Завершающий этап включает преобразование ваших требований в чёткие технические спецификации и установление продуктивных рабочих отношений, обеспечивающих стабильные результаты на протяжении длительного времени.
Переход к реализации ваших требований к деталям ЧПУ
Вы усвоили ключевые факторы, которые чаще всего упускают из виду покупатели; теперь пришло время применить эти знания на практике. Переход от исследований к конкретным результатам требует структурированного подхода, позволяющего превратить ваше понимание деталей, изготовленных на станках с ЧПУ, в успешные проектные результаты. Давайте подробно определим, как именно следует действовать.
Ваш пошаговый план закупки деталей ЧПУ
Готовы закупить следующую деталь ЧПУ? Следуйте этой проверенной последовательности, чтобы минимизировать риски и максимизировать результаты:
- Окончательно оформите файлы вашей конструкции: Подготовьте полные CAD-модели в универсальных форматах (STEP, IGES) с прилагаемыми чертежами в 2D, на которых указаны критические допуски, требования к шероховатости поверхности и материалу
- Чётко определите ваши технические спецификации: Класс материала документа, требования к допускам для каждого критического размера, технические требования к отделке и любые отраслевые сертификаты, требуемые по стандартам
- Определите потенциальных производителей: Отфильтруйте поставщиков по возможностям их оборудования, наличию соответствующих сертификатов и опыту работы с вашим конкретным применением
- Запросите подробные коммерческие предложения: Направьте запросы предложений (RFQ) с полной документацией и попросите детализированный расчёт стоимости с отдельным указанием расходов на материалы, механическую обработку и отделку
- Проанализируйте и сравните полученные ответы: Оцените технические возможности, систему обеспечения качества, оперативность коммуникации и общую ценность — а не только цену
- Проведите комплексную проверку: Проверьте наличие сертификатов, запросите контактные данные рекомендателей и подтвердите обязательства по срокам поставки до размещения заказов
- Начните с валидации прототипа: Закажите образцы в небольших количествах, чтобы проверить точность геометрических размеров и качество отделки до запуска в серийное производство
От технического задания до производства
Чёткая коммуникация предотвращает дорогостоящие недопонимания. При отправке требований к деталям, изготавливаемым на станках с ЧПУ, обязательно включите следующие ключевые элементы:
- Таблицы допусков: Укажите, какие размеры являются критическими, а какие — стандартными; избегайте чрезмерного ужесточения допусков для некритических (непрофильных) элементов
- Сертификаты на материалы: Уточните, требуются ли вам отчётные документы по испытаниям материалов (Mill Test Reports) или специальная прослеживаемость материала
- Требования к контролю: Определите необходимость инспекции первого образца и ожидаемые требования к документации по качеству на протяжении всего цикла производства
- Особенности сборки обработанных деталей: Если ваша деталь взаимодействует с другими компонентами, предоставьте чертежи сопрягаемых деталей или контекст сборки
Согласно мнению экспертов по подготовке конструкторской документации, консультации с технологами вашего производителя на этапе проектирования позволяют снизить затраты на 20–30 % и одновременно повысить технологичность изделия. Такой совместный подход позволяет выявить потенциальные проблемы ещё до того, как они превратятся в дорогостоящие производственные сложности.
Следующий шаг
Обладая девятью ключевыми факторами, описанными в этом руководстве, вы сможете принимать обоснованные решения при выборе поставщиков, обеспечивая баланс между качеством, стоимостью и надежностью. Независимо от того, требуется ли вам одна деталь для ЧПУ-станка для прототипирования или тысячи компонентов для серийного производства, принципы остаются неизменными: чётко формулируйте технические требования, систематически оценивайте предложения и выстраивайте долгосрочные отношения с компетентными партнёрами.
Для автомобильных применений, предъявляющих повышенные требования к точности сборок шасси, специальным металлическим втулкам или другим критически важным компонентам, производители, имеющие сертификат IATF 16949 и системы обеспечения качества на основе статистического процессного контроля (SPC), обеспечивают ту степень стабильности, которая необходима вашей цепочке поставок. Shaoyi Metal Technology является ярким примером такой комплексной возможности — предлагая услуги точной обработки на станках с ЧПУ, масштабируемые от быстрого прототипирования со сроками изготовления всего один рабочий день до полномасштабного серийного производства.
Ваш следующий проект по изготовлению деталей на станках с ЧПУ начинается с одного простого шага: подготовки технических требований и обращения к квалифицированным производителям, способным превратить ваши конструкции в прецизионные компоненты. Знания, полученные здесь, гарантируют, что этот диалог начнётся с позиции осведомлённой уверенности.
Часто задаваемые вопросы об изготовлении деталей на станках с ЧПУ
1. Что такое фрезерная обработка с ЧПУ и как она работает?
Фрезерная обработка на станках с ЧПУ — это процесс аддитивного производства, при котором предварительно запрограммированное компьютерное программное обеспечение управляет режущими инструментами для изготовления прецизионных деталей из исходных материалов. Процесс начинается с файла CAD, содержащего технические требования к детали, который затем преобразуется в управляющую программу (код G), понятную станкам с ЧПУ. Далее станок выполняет каждый режущий путь с механической точностью, обеспечивая допуски до ±0,0002 дюйма для стандартной обработки и до ±0,0001 дюйма для операций электроэрозионной обработки (EDM). Эта технология обеспечивает воспроизводимую точность независимо от объёма выпуска — будь то 10 или 10 000 одинаковых изделий.
2. Какие сертификаты следует искать у производителя деталей на станках с ЧПУ?
Сертификаты, которые вам необходимы, зависят от вашей отрасли. ISO 9001 служит базовым сертификатом в области управления качеством для общего машиностроения. IATF 16949 является обязательным для автомобильной промышленности и ориентирован на предотвращение дефектов и обеспечение прослеживаемости. AS9100 требуется для аэрокосмических компонентов и охватывает управление конфигурацией и первичный контроль образцов. ISO 13485 регулирует производство медицинских изделий и предъявляет строгие требования к управлению рисками. Аккредитация NADCAP подтверждает соответствие специальных процессов, таких как термообработка, для аэрокосмических применений. Перед началом сотрудничества с производителем всегда проверяйте актуальность сертификатов непосредственно у органов по сертификации.
3. Сколько стоит механическая обработка на станках с ЧПУ?
Стоимость обработки на станках с ЧПУ зависит от нескольких факторов, ранжированных по степени влияния: сложность конструкции (простые детали стоят 20 долларов США за час, тогда как сложные детали — от 35 до 70 долларов США за час), выбор материала (алюминий — от 5 до 10 долларов США за фунт, нержавеющая сталь — от 8 до 16 долларов США за фунт), требования к допускам (более жёсткие допуски могут увеличить время механической обработки на 50 %), объём производства (затраты на наладку распределяются между всеми единицами продукции), тип станка (3-осевой — от 10 до 20 долларов США за час, 5-осевой — от 20 до 40 долларов США за час) и требования к отделке. Благодаря эффекту масштаба себестоимость одной детали может снизиться до 10–20 % от цены единичного изделия при заказе 1000 и более деталей.
4. Какие материалы можно обрабатывать на станках с ЧПУ?
ЧПУ-станки работают с широким спектром металлов и пластиков. Алюминиевый сплав 6061 обеспечивает наилучшие общие эксплуатационные характеристики для деталей общего назначения благодаря превосходной обрабатываемости. Сталь и нержавеющая сталь обеспечивают высокую прочность и коррозионную стойкость в условиях требовательных применений. Латунь отличается превосходной обрабатываемостью и широко используется для электрических разъёмов и декоративной фурнитуры. Титан обладает самым высоким отношением прочности к массе и применяется в аэрокосмической отрасли и для изготовления медицинских имплантов. Инженерные пластики, такие как дельрин, нейлон, ПЭЭК и ПТФЭ, обеспечивают преимущества, включая меньший вес, стойкость к химическим воздействиям и электрическую изоляцию, что делает их пригодными для специфических применений.
5. Как выбрать между фрезерованием на станках с ЧПУ, токарной обработкой и электроэрозионной обработкой (ЭРО)?
Выберите способ обработки в зависимости от геометрии и материала вашей детали. При фрезеровании на станках с ЧПУ вращающиеся фрезы обрабатывают неподвижную заготовку — этот метод идеально подходит для плоских поверхностей, карманов, пазов и трёхмерных контуров на призматических деталях. При токарной обработке на станках с ЧПУ заготовка вращается относительно неподвижного инструмента — такой способ оптимален для цилиндрических деталей, таких как валы, втулки и резьбовые компоненты. Электроэрозионная обработка (ЭЭО) использует электрические искры для разрушения материала без физического контакта и незаменима при обработке закалённых инструментальных сталей, острых внутренних углов и хрупких деталей, неспособных выдерживать механические нагрузки при резании. Для многих проектов требуются сразу несколько технологических процессов, поэтому производители, располагающие всеми этими возможностями под одной крышей, обеспечивают более высокий уровень контроля качества.