 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Детали для станков с ЧПУ расшифрованы: от компонентов станков до изделий, изготовленных по индивидуальному заказу
Что на самом деле означает термин «детали для станков с ЧПУ» и почему это важно
Когда вы ищете «детали для станков с ЧПУ», вас могут ошеломить результаты поиска, которые, казалось бы, ведут в совершенно разные направления. Вам нужен заменяемый шпиндель для фрезерного станка или точёные алюминиевые кронштейны для вашего следующего проекта? Такая путаница возникает потому, что этот термин охватывает две принципиально различные категории, с которыми ежедневно сталкиваются покупатели, техники и инженеры.
Компоненты станков и изделия, обработанные на станках
Понимание этого фундаментального различия может сэкономить вам часы разочарований и, возможно, дорогостоящих ошибок. Термин «детали для станков с ЧПУ» относится как к внутренним компонентам самого станка с ЧПУ, так и к готовым изделиям, производимым этими станками. Представьте, что вы ищете автомобильные запчасти, не зная, нужны ли вам детали под капотом или изготовленная на заказ внешняя панель кузова — вот с чем сталкиваются многие при освоении этой терминологии.
Для покупателей, закупающих запасные компоненты, такая ясность определяет, будете ли вы обращаться к поставщику станков с ЧПУ, например, CNC Router Parts LLC, или же свяжетесь со специализированной службой по индивидуальной механической обработке. Техникам, выполняющим техническое обслуживание, необходимо понимать конструктивные элементы станка с ЧПУ для точной диагностики неисправностей, а инженерам, разрабатывающим изделия, требуются детали, изготовленные методом механической обработки на станках с ЧПУ, с заданными допусками и свойствами материалов.
Понимание разделения терминологии компонентов станков с ЧПУ
Чтобы быстро определить, какая категория относится к вашей ситуации, воспользуйтесь следующим разбиением:
| Категория | Определение | Примеры | Кому это нужно |
|---|---|---|---|
| Компоненты CNC-станков | Внутренние компоненты, составляющие сам станок с ЧПУ | Шпиндели, шарико-винтовые пары, линейные направляющие, шаговые двигатели, контроллеры | Владельцы станков, техники по техническому обслуживанию, сборщики станков |
| Токарные изделия | Индивидуальные детали, изготавливаемые на оборудовании с ЧПУ | Алюминиевые кронштейны, стальные валы, пластиковые корпуса, латунные фитинги | Конструкторы изделий, производители, специалисты по закупкам |
На протяжении всего этого руководства вы найдёте подробную информацию о двух категориях компонентов ЧПУ. Независимо от того, устраняете ли вы неисправность изношенной детали ЧПУ на производственной площадке или задаёте технические требования к компонентам, изготавливаемым по индивидуальному заказу для аэрокосмических применений, последующие разделы предоставят вам практические знания, необходимые для принятия обоснованных решений.
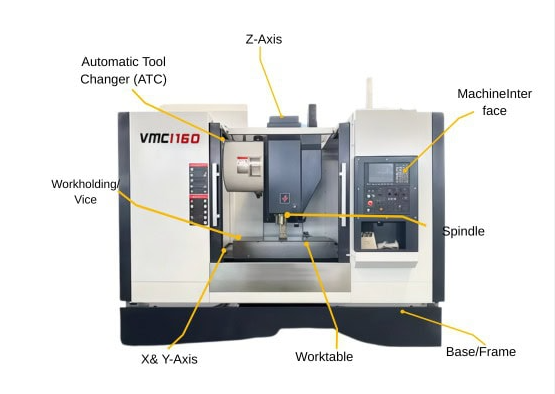
Основные компоненты любого станка с ЧПУ
Задумывались ли вы когда-нибудь о том, что на самом деле происходит под корпусом станка с ЧПУ? В то время как большинство руководств просто перечисляют названия компонентов, понимание того, как работают детали станка с ЧПУ — и как они взаимодействуют друг с другом — превращает вас из пассивного пользователя в специалиста, способного диагностировать неисправности, оптимизировать производительность и принимать более взвешенные решения при закупке оборудования. Давайте рассмотрим четыре основные категории компонентов, составляющие «сердце» любой системы ЧПУ.
Механические компоненты, обеспечивающие точное перемещение
Механические системы станка с ЧПУ преобразуют цифровые команды в физическое движение с выдающейся точностью. Эти компоненты станка с ЧПУ отвечают за позиционирование инструментов и заготовок с точностью до микрон относительно заданных координат.
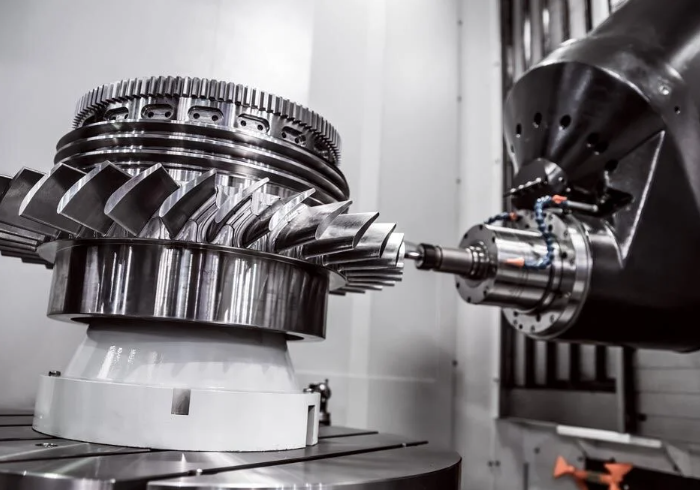
- Шпиндели: Вращающееся «сердце» любого станка с ЧПУ — шпиндель — удерживает и приводит в движение режущие инструменты со скоростями от нескольких сотен до десятков тысяч об/мин. Высокоскоростные шпиндели обеспечивают необходимую режущую мощность для эффективного удаления материала при одновременном сохранении высокого качества чистоты поверхности.
- Шарико-винтовые пары: Эти прецизионно обработанные резьбовые валы преобразуют вращательное движение двигателей в поступательное перемещение. Согласно отраслевым спецификациям, шарико-винтовые пары обеспечивают высокоскоростную подачу с превосходной эффективностью перемещения и минимальным тепловыделением. Их циркулирующие шарикоподшипники практически полностью устраняют люфт, обеспечивая точность позиционирования, недостижимую для скользящих механизмов.
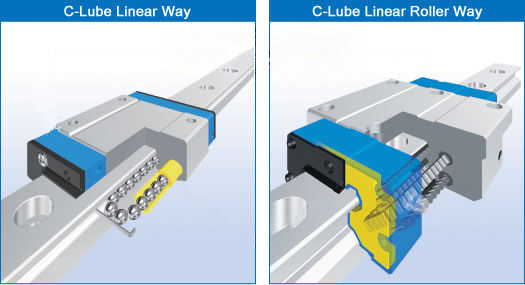
- Линейные направляющие (рельсы): Также называемые направляющими рейками или линейными направляющими, эти компоненты поддерживают и направляют подвижные оси вдоль их траекторий перемещения. Современные линейные направляющие используют трение качения вместо трения скольжения, снижая коэффициент трения примерно до 1/50 от значения у традиционных направляющих скольжения. Такое значительное снижение обеспечивает более плавное движение, меньшее энергопотребление и увеличенный срок службы компонентов.
- Подшипники и втулки: Обеспечивая поддержку всех вращающихся и скользящих компонентов, прецизионные подшипники минимизируют трение, сохраняя при этом высокую точность размеров даже при больших нагрузках и высоких скоростях.
Для энтузиастов и самодельщиков, закупающих такие механические компоненты, поставщики, например OpenBuilds Part Store, предлагают модульные решения, упрощающие создание нестандартных станков при одновременном соблюдении профессиональных стандартов качества.
Электрические системы, обеспечивающие работу ЧПУ
Звучит сложно? Представьте электрические компоненты как мышцы и нервную систему вашего станка с ЧПУ: они обеспечивают питание и обратную связь, необходимые для точного и согласованного движения.
- Сервоприводы: В отличие от простых двигателей, которые просто вращаются, сервоприводы работают в системах с замкнутым контуром, непрерывно контролирующих и корректирующих своё положение. Сервопривод объединяется с контроллером и устройством обратной связи в систему с замкнутым контуром, что обеспечивает коррекцию в реальном времени и поддержание точности позиционирования даже при изменяющихся нагрузках.
- Шаговые двигатели: Эти двигатели перемещаются дискретными угловыми шагами, что делает их идеальными для применений, требующих точного позиционирования без сложности использования энкодеров для обратной связи. Их часто используют в небольших станках ЧПУ и 3D-принтерах.
- Приводные блоки ЧПУ: Привод ЧПУ усиливает управляющие сигналы для подачи на двигатели соответствующей мощности. Современные приводы используют широтно-импульсную модуляцию (ШИМ) для чрезвычайно эффективного регулирования скорости и крутящего момента двигателей. ШИМ-сигналы передают управляющие импульсы на двигатели: более длительные импульсы «включено» обеспечивают большее напряжение и ускоряют вращение.
- Датчики и энкодеры: Позиционные энкодеры, конечные выключатели и датчики приближения обеспечивают обратную связь, необходимую для точной обработки. Эти устройства непрерывно передают в систему управления информацию о положении осей, наличии инструмента и состоянии систем безопасности.
- Питание: Стабильная и чистая подача электроэнергии предотвращает влияние электрических помех на точность позиционирования. Качественные источники питания также защищают чувствительную электронику от скачков и колебаний напряжения.
Архитектура системы управления и интеграция программного обеспечения
Система управления выполняет функции «мозга», координирующего все функции станка. При загрузке программы в формате G-кода эти компоненты интерпретируют команды и управляют слаженной последовательностью движений, в результате которых создаётся готовая деталь.
- Контроллеры ЧПУ: Эти специализированные компьютеры обрабатывают программы обработки и генерируют синхронизированные команды движения для каждой оси. Контроллеры используют алгоритмы ПИД (пропорционально-интегрально-дифференциальные) непрерывно минимизировать разницу между заданными и фактическими положениями — обеспечивая, что резы выполняются точно в намеченных местах.
- Интерфейс человек-машина (HMI): Сенсорные экраны, клавиатуры и панели отображения позволяют операторам загружать программы, корректировать параметры и в режиме реального времени отслеживать состояние станка.
- Программные интерфейсы: ПО CAM генерирует траектории инструмента, а постпроцессоры преобразуют их в код, специфичный для конкретного станка. Современные аксессуары для ЧПУ зачастую включают сетевые интерфейсы для удалённого мониторинга и передачи программ.
- Карты управления движением: В системах на базе ПК специализированное аппаратное обеспечение для управления движением выполняет расчёты в реальном времени, необходимые для плавного и скоординированного движения по нескольким осям.
Истинная точность станка с ЧПУ определяется не отдельным компонентом, а тем, насколько слаженно механические, электрические и управляющие системы взаимодействуют друг с другом и компенсируют отклонения каждой из них.
Эти три системы не работают изолированно. Когда серводвигатель перемещает ось, линейный направляющий элемент обеспечивает плавное перемещение, шарико-винтовая передача преобразует вращательное движение в поступательное, энкодер подтверждает положение, а контроллер корректирует управляющий сигнал — всё это происходит тысячи раз в секунду. Именно такой интегрированный подход объясняет, почему качество имеет значение для каждой категории компонентов: любое слабое звено в этой цепи снижает производительность всей системы.
После того как эта основа заложена, у вас может возникнуть вопрос, из каких материалов изготавливаются эти критически важные компоненты — и почему именно эти материалы напрямую влияют на то, как долго ваш станок будет сохранять свою точность.
Материалы, обеспечивающие надёжность компонентов ЧПУ
Задумывались ли вы когда-нибудь, почему шпиндель может вращаться со скоростью 20 000 об/мин в течение многих лет без отказа или почему линейные направляющие сохраняют точность на уровне микрон несмотря на постоянное трение? Ответ кроется в тщательно подобранных материалах — каждый из которых выбран за счёт конкретных свойств, соответствующих требованиям его применения. Понимание этих выборов материалов помогает вам оценить качество компонентов , спрогнозировать срок службы и принимать более обоснованные решения о замене деталей для вашего станка с ЧПУ.
Почему выбор материала определяет срок службы компонента
Каждый компонент станка с ЧПУ подвергается уникальному сочетанию нагрузок: механическим, трению, выделению тепла и воздействию окружающей среды. Материалы, используемые при производстве, должны одновременно решать все эти задачи, сохраняя при этом размерную стабильность в течение тысяч часов работы.
Рассмотрим, что происходит внутри подшипника шпинделя при высокоскоростной обработке. Беговые дорожки подшипника испытывают:
- Циклические нагрузки: Многократная нагрузка и разгрузка при качении шариков по поверхностям миллионы раз
- Трение и выделяемое при этом тепло: Температуры, превышающие 150 °C во время интенсивных операций резания
- Воздействие загрязняющих веществ: Туман СОЖ, металлическая стружка и взвешенные в воздухе частицы, проникающие внутрь
- Требования к точности: Допуски, измеряемые в микронах, которые должны оставаться стабильными несмотря на тепловое расширение
Именно поэтому в шпиндельных подшипниках используются специальные сплавы хромистой стали, например AISI 52100. Согласно принципам материаловедения, эта сталь обеспечивает исключительную твёрдость (60–64 HRC после термообработки), сохраняя при этом достаточную вязкость для сопротивления усталостному растрескиванию. Содержание хрома — около 1,5 % — обеспечивает умеренную коррозионную стойкость и повышает прокаливаемость по всему поперечному сечению подшипника.
Шарико-винтовые пары сталкиваются с аналогичными задачами, но с дополнительной сложностью: им необходимо преобразовывать вращательное движение в поступательное перемещение практически без люфта. Производители обычно используют закалённые легированные стали для винтового вала и гайки, зачастую применяя поверхностные упрочняющие обработки, такие как индукционная закалка или азотирование. Эти процессы формируют твёрдую наружную оболочку (устойчивую к износу) поверх вязкого сердечника (устойчивого к ударным нагрузкам) — оптимальное сочетание свойств для прецизионных компонентов приводов.
Закалённая сталь против алюминия в конструкции станков с ЧПУ
Пройдитесь по любому механическому цеху, и вы заметите, что станки с ЧПУ активно используют как сталь, так и алюминий — однако в совершенно разных местах. Это не случайность: здесь отражаются фундаментальные компромиссы между прочностью, массой, тепловыми характеристиками и стоимостью.
Где доминирует закалённая сталь:
- Направляющие линейные рейки: Эти специализированные детали изготавливаются из стали с поверхностной закалкой (обычно твёрдость поверхности составляет 58–62 HRC), поскольку они должны противостоять износу от элементов качения, сохраняя при этом плоскостность и прямолинейность в пределах микрон. Более мягкие материалы быстро образуют борозды, что приводит к потере точности позиционирования.
- Шпиндельные валы: Инструментальные стали с высоким содержанием углерода выдерживают изгибающие нагрузки от сил резания, сохраняя концентричность при экстремальных скоростях вращения.
- Шарико-винтовые пары: Сочетание высоких контактных напряжений и постоянного движения требует материалов с исключительной усталостной прочностью — свойством, которое могут обеспечить только качественные стальные сплавы.
Области, где алюминий проявляет свои преимущества:
- Конструкции станков и их рамы: Отличная удельная жёсткость алюминия соотношение прочности и веса снижает массу подвижных частей, позволяя достичь более высоких ускорений и замедлений без потери жёсткости.
- Ганти-системы: Более низкий вес означает, что двигатели могут достигать более высоких скоростей при меньшем энергопотреблении и снижении износа элементов привода.
- Теплоотводящие радиаторы и крепления двигателей: Теплопроводность алюминия (примерно в пять раз выше, чем у стали) обеспечивает эффективный отвод тепла от двигателей и приводов.
Некоторые производители компонентов для станков с ЧПУ также используют латунные и бронзовые сплавы в определённых областях применения. Латунные втулки можно встретить в устаревших или специализированных станках, где их самосмазывающие свойства и стойкость к коррозии важнее необходимости чрезвычайно высокой твёрдости. Бронзовые сплавы, в частности фосфористая бронза, применяются в ходовых винтах для ручной регулировки, поскольку более низкий коэффициент трения снижает усилие, требуемое от оператора.
Полимеры и инженерные пластмассы заняли свои ниши в современном проектировании станков с ЧПУ. Ацеталь (POM/Делрин) используется в антилюфтовых гайках для малонагруженных применений, обеспечивая превосходную размерную стабильность и низкое трение по цене, составляющей лишь небольшую долю стоимости стали. Материалы на основе ПТФЭ применяются в качестве поверхностей скольжения подшипников и уплотнений там, где важнее химическая стойкость и чрезвычайно низкое трение, чем несущая способность.
Правильный материал в неподходящем применении выходит из строя быстро — однако правильный материал в подходящем применении может прослужить дольше самого станка.
При выборе запасных частей или модернизации станка учитывайте, как выбор материалов влияет на долгосрочные эксплуатационные характеристики. Более дешевый линейный направляющий элемент из недостаточно закалённой стали может сэкономить средства на первоначальной покупке, однако ускоренный износ обойдётся значительно дороже за счёт потери точности и необходимости частой замены. Понимание этих базовых принципов, связанных с материалами, позволяет перейти от простой закупки комплектующих к осознанному вложению средств в стабильную и длительную производительность — что, в свою очередь, помогает осознать прямое влияние качества компонентов на точность обрабатываемых деталей.
Как качество компонентов станка влияет на вашу продукцию
Представьте, что вы обрабатываете партию прецизионных валов и обнаруживаете, что каждый из них превышает заданный размер на одной из осей ровно на 0,05 мм. Вы проверяете управляющую программу (G-код) — она корректна. Режущий инструмент в порядке. Зажимное приспособление надёжно фиксирует заготовку. Откуда же возникла ошибка? Ответ зачастую лежит на поверхности: внутренние компоненты ЧПУ-станка со временем деградировали в такой степени, что выходные параметры уже не соответствуют допустимым допускам.
Связь между состоянием внутренних компонентов и качеством готовых деталей — это не просто теоретическое положение: она поддаётся измерению, прогнозированию и является абсолютно критичной для всех, производящих изделия методом фрезерной обработки на станках с ЧПУ с требованием стабильной точности.
Как износ компонентов приводит к дефектам деталей
Каждый механический компонент в вашем станке с ЧПУ постепенно изнашивается. Сложность заключается в том, что износ не проявляется резко — он накапливается постепенно, зачастую маскируясь автоматической компенсацией или корректировками оператора, пока внезапно ваши детали не начинают не проходить контроль.
Деградация шарико-винтовой пары и ошибки позиционирования
При износе шарико-винтовой пары циркулирующие шарики теряют постоянный контакт с резьбой винта. Это вызывает люфт — небольшую «мёртвую зону», при которой двигатель вращается, а ось не перемещается. На деталях токарных станков с ЧПУ люфт проявляется следующим образом:
- Различия в размерах элементов, обработанных в противоположных направлениях
- Круговая интерполяция, формирующая слегка овальные контуры вместо идеальных окружностей
- Шаг резьбы, который незначительно изменяется по длине заготовки
- Положение упорных поверхностей, которое смещается в зависимости от направления подачи
Люфт шарико-винтовой пары всего в 0,02 мм может показаться незначительным, однако при обработке деталей с допусками ±0,01 мм этот люфт полностью исчерпывает весь выделенный бюджет погрешностей ещё до учёта других факторов.
Биение шпинделя и проблемы с чистотой поверхности
Биение шпинделя — это величина отклонения вращающегося шпинделя от идеальной концентричности — напрямую передаётся на заготовку. При зажиме режущего инструмента биение заставляет инструмент описывать окружность несколько большего диаметра, чем его номинальный размер. Однако реальный ущерб проявляется в качестве чистоты обработанной поверхности.
Шпиндель с биением 0,01 мм по существу превращает каждую режущую кромку в слегка отличающийся инструмент. Одна кромка делает более глубокий рез, следующая — более мелкий, создавая характерный волнистый рисунок на обработанных поверхностях. На отражающих материалах, таких как алюминий, эта волнистость становится видимой невооружённым глазом. На прецизионных уплотнительных поверхностях она может вызывать функциональные отказы.
Качество и повторяемость приводной системы
Ваша приводная система — совместно работающие двигатели, энкодеры и усилители — определяет, насколько стабильно станок возвращается в одно и то же положение. Низкокачественные приводы или изношенные компоненты приводят к:
- Пульсациям скорости, вызывающим колебания качества поверхности при контурной обработке
- Ошибкам слежения, которые накапливаются при быстрых изменениях направления движения
- Тепловому дрейфу по мере нагрева двигателей в ходе продолжительной работы
- Нестабильному ускорению, влияющему на углы зацепления инструмента
Цепочке точности: от станка до заготовки
Вот что многие операторы не осознают: ошибки от нескольких компонентов не просто усредняются — они накапливаются. Это явление, называемое накоплением допусков, объясняет, почему станок с несколькими «допустимыми» состояниями компонентов всё же может производить недопустимые детали.
Когда ошибки люфта шарико-винтовой пары, износа линейных направляющих, биения шпинделя и разрешения энкодера суммируются, общая погрешность позиционирования может превысить сумму индивидуальных технических характеристик — превращая компоненты, допустимые по отдельности, в совокупно недопустимую системную производительность.
Рассмотрим типичную фрезерную операцию, при которой требуется позиционировать отверстие с точностью до 0,025 мм относительно его номинального положения:
| Источник ошибок | Типичный вклад | Суммарный эффект |
|---|---|---|
| Люфт шарико-винтовой пары по оси X | ±0.008мм | 0.008мм |
| Люфт шарико-винтовой пары по оси Y | ±0,006 мм | 0,014 мм |
| Прямолинейность линейных направляющих | ± 0,005 мм | 0,019 мм |
| Биение шпинделя на конце инструмента | ±0.008мм | 0,027 мм |
В этом сценарии, хотя каждый компонент находится в пределах типичных допусков на износ, их совокупный эффект превышает требуемый допуск в 0,025 мм. Именно поэтому производители критически важных изделий для станков с ЧПУ устанавливают строгие пороговые значения состояния компонентов — а не просто минимально допустимые стандарты.
Почему качественные компоненты окупаются сами себя
Инвестиции в компоненты премиум-класса — это не просто стремление к достижению технических характеристик, указанных в документации. Речь идёт о поддержании более точных допусков в течение более длительных интервалов эксплуатации, что напрямую обеспечивает:
- Снижение количества бракованных деталей и уменьшение доли отходов
- Увеличение интервалов между калибровкой и регулировкой
- Более стабильное одобрение первых образцов при запуске новых заказов
- Сокращение времени на контроль, поскольку детали постоянно соответствуют заданным допускам
- Увеличение времени безотказной работы станка между плановыми техническими остановками
Цепь точности, соединяющая внутренние компоненты вашего станка с качеством готовой детали, настолько прочна, насколько прочна её самая слабая часть. Понимание этой взаимосвязи позволяет вам определять приоритеты в инвестициях в техническое обслуживание, выявлять причины проблем с качеством на их источнике и принимать обоснованные решения о том, когда замена компонента становится экономически более выгодной, чем дальнейшая регулировка и компенсация.
Осознание этих связей с качеством естественным образом порождает следующий вопрос: как определить, что конкретные компоненты деградировали в такой степени, что требуют замены?
Определение момента, когда детали ЧПУ нуждаются в замене
Вы заметили, что ваши детали в последнее время измеряются не совсем точно. Или, возможно, из шпинделя доносится новый звук, которого не было в прошлом месяце. Как определить, когда пора заказывать запасные части для ЧПУ, а когда достаточно просто скорректировать управляющую программу или подтянуть болт? Знание разницы между нормальной работой и надвигающейся поломкой позволяет избежать дорогостоящего аварийного простоя и предотвратить браковку деталей, которая съедает вашу прибыль.
Проблема в том, что запасные части для станков с ЧПУ редко выходят из строя катастрофически и без предупреждения. Вместо этого они постепенно изнашиваются, причём этот процесс зачастую маскируется алгоритмами компенсации или корректировками оператора. К тому моменту, когда отказ становится очевидным, вы, скорее всего, уже несколько недель выпускаете детали на грани допустимых отклонений. Рассмотрим предупреждающие признаки, по которым опытные техники выявляют проблемы на ранней стадии.
Визуальные признаки отказа компонентов
Ваши глаза — мощные диагностические инструменты, если вы знаете, на что следует обращать внимание. Многие компоненты станков с ЧПУ сигнализируют о своём состоянии по видимым изменениям, предшествующим функциональному отказу.
Шарико-винтовые пары и линейные направляющие:
- Изменение цвета или потемнение: Цветовые изменения, вызванные нагревом, на валах шарико-винтовых пар указывают на разрушение смазки или чрезмерное трение — оба признака являются предвестниками ускоренного износа.
- Видимые следы износа: Светлые, полированные участки на рельсах линейных направляющих в зонах перемещения кареток свидетельствуют о повреждении загрязнениями или недостаточной смазке.
- Язвочки или отслаивание: Мелкие кратеры или отслоение материала на резьбе шарико-винтовой пары сигнализируют о начале усталостного разрушения — замена становится срочной.
- Ржавчина или коррозия: Даже незначительное поверхностное окисление на прецизионных поверхностях указывает на потерю защитной смазочной плёнки.
Шпиндели и подшипники:
- Утечка смазочного материала: Выделение смазки или масла из уплотнений шпинделя указывает на деградацию уплотнений и возможное проникновение загрязнений
- Ожоговые следы на инструментальных патронах: Потемнение в местах посадки инструментов свидетельствует о чрезмерном биении, вызывающем трение и нагрев
- Металлические частицы в охлаждающей жидкости: Светлые хлопья в вашем баке с охлаждающей жидкостью часто образуются при износе подшипников шпинделя
Электрические компоненты:
- Запах гари или потемнение: Потемневшие участки на корпусах двигателей или приводных блоков указывают на перегрев
- Повреждённая или потрескавшаяся изоляция кабелей: Особенно в кабельных трассах, где многократное изгибание вызывает усталостные повреждения
- Корродированные соединения: Зеленые или белые отложения на электрических клеммах повышают сопротивление и вызывают периодические неисправности
Симптомы снижения производительности, сигнализирующие о необходимости замены
Когда запасные части для станков с ЧПУ начинают выходить из строя, станок сообщает об этом через своё поведение — если вы внимательно слушаете. Эти симптомы снижения производительности зачастую проявляются раньше, чем станут очевидными визуальные признаки.
Признаки размерного дрейфа:
- Детали, которые постоянно измеряются с превышением или недостатком номинальных размеров по одной из осей
- Круглые элементы, формирующие овальные контуры при контроле
- Ошибки позиционирования, изменяющиеся в зависимости от направления подхода (классический признак люфта)
- Размеры, изменяющиеся в течение производственного цикла по мере прогрева станка
- Точность первой детали, ухудшающаяся к концу смены
Ухудшение качества поверхности:
- Волнистые узоры на ранее гладких поверхностях
- Вибрационные следы (чatter marks), несмотря на использование проверенных скоростей и подач
- Нестабильное качество отделки при одинаковых операциях
- Видимые следы инструмента от проходов, предназначенных для чистовой обработки
Звуковые предупреждающие признаки:
Опытные операторы вырабатывают «чувство слуха» к своим станкам. Изменение звука означает, что в механической системе произошли изменения:
- Шлифующий или скрежещущий звук: Контакт металла с металлом там, где должно происходить плавное движение — часто указывает на загрязнение или недостаточную смазку линейных направляющих
- Щёлкающие или хлопающие звуки: Особенно при смене направления движения — свидетельствует об износе гайки шарико-винтовой пары или ослаблении механических соединений
- Высокочастотный пронзительный вой: Шум подшипника, усиливающийся с ростом частоты вращения шпинделя, свидетельствует об износе подшипника или неправильной предварительной нагрузке
- Гул или рычание: Вибрационные звуки низкой частоты от электродвигателей или редукторов указывают на ухудшение состояния подшипников
- Прерывистый визг: Часто связан с проблемами натяжения ремня или износом подшипников шкивов в ременных шпинделях
Стратегии замены: профилактическая и реактивная
Понимание этих симптомов приводит к важному решению: заменять ли компоненты для станков с ЧПУ по графику или дожидаться проявления симптомов, требующих немедленных действий?
Реактивная замена осуществляется только после появления явных признаков отказа, что позволяет минимизировать затраты на запасные части, однако повышает риск незапланированного простоев. Такой подход достаточно эффективен для некритичных компонентов или станков, имеющих резервную мощность.
Профилактическая замена планирует замену компонентов на основе наработки в часах, количества циклов или календарного времени — независимо от их видимого состояния. Такая стратегия подходит для производственных сред, где затраты на простои значительно превышают стоимость компонентов. Например, критически важные подшипники шпинделя могут заменяться каждые 8000 часов работы, даже если они по-прежнему функционируют удовлетворительно.
Часто наиболее практичным оказывается гибридный подход: контроль ключевых показателей, установление базовых значений при новом состоянии компонентов и замена при достижении деградацией заранее заданных порогов — но до того, как отказ станет неизбежным.
Правильная смазка значительно увеличивает интервалы между заменами. Использование высококачественных смазочных материалов, таких как смазка Mobil SHC 220 для линейных направляющих и шарико-винтовых пар, обеспечивает сохранение защитной плёнки, предотвращающей контакт металла с металлом. Многие предприятия стандартизируют применение смазки SHC 220 или эквивалентных синтетических смазок, поскольку их термостойкость и длительный срок службы оправдывают более высокую цену по сравнению с традиционными смазочными материалами.
Лучшее время для заказа запасных частей — это момент, когда вы впервые замечаете признаки неисправности, а не тогда, когда уже невозможно их игнорировать.
Создание небольшого запаса критически важных запасных частей для ЧПУ-станков — таких как подшипники шпинделя, гайки шарико-винтовых пар и приводные ремни — гарантирует, что при появлении признаков неисправности вы сможете запланировать замену в удобное для вас время, а не спешно действовать в чрезвычайной ситуации.
Как только вы определили, какие компоненты требуют замены, следующей задачей становится поиск совместимых деталей — особенно если ваш станок использует смесь стандартизированных и собственных (проприетарных) компонентов.
Понимание совместимости деталей ЧПУ между различными станками
Итак, вы определили изношенный шарико-винтовой механизм или неисправный приводной двигатель — теперь начинается сложная часть. Можно ли просто заказать замену у любого поставщика или вы вынуждены приобретать деталь исключительно у оригинального производителя своего станка? Ответ зависит от того, соответствуют ли компоненты вашего ЧПУ общепринятым отраслевым стандартам или используются собственные, запатентованные конструкции. Понимание этого различия может значительно сэкономить вам деньги и сократить сроки поставки при закупке заменяющих деталей.
Стандартизированные компоненты, совместимые с различными брендами
Хорошая новость в первую очередь: многие критически важные компоненты ЧПУ соответствуют международным стандартам, гарантирующим совместимость между разными брендами. Эти стандартизированные детали для станков с ЧПУ обеспечивают гибкость при закупке и зачастую открывают доступ к более качественным вариантам афтермаркета.
К числу распространённых стандартизированных компонентов относятся:
- Линейные направляющие и рельсы: Большинство производителей придерживаются стандартов размера ISO для ширины рельсов, моделей монтажа вагонов и спецификаций высоты. Линейный гид шириной 20 мм от одного производителя обычно взаимодействует с эквивалентной моделью другой марки.
- Шарико-винтовые пары: Диаметр, просвет и размеры монтажа часто следуют стандартам DIN или JIS. Однако спецификации предварительной загрузки и системы возврата шариков могут варьироваться в зависимости от производителя.
- Степные и сервомоторы: Размеры рамы NEMA (NEMA 17, NEMA 23, NEMA 34) стандартизируют конструкцию отверстий и размеры вала. Метрические эквиваленты следуют стандартам МЭК.
- Интерфейсы инструментального спинда: BT, CAT, HSK и другие системы конического управления следуют строгим международным спецификациям, позволяющим владельцам инструментов работать с различными марками машин с использованием одного и того же стиля конического управления.
- Электрические разъёмы: Многие приводы и контроллеры используют стандартные типы разъемов и протоколы связи, такие как RS-485, EtherCAT или Modbus.
При покупке стандартизированных деталей для ЧПУ-станков сосредоточьтесь на соответствии ключевых технических характеристик: грузоподъёмности, классов точности и классов предварительного натяга. Шарико-винтовая пара с классом точности C3 от бренда A должна обеспечивать эквивалентные эксплуатационные характеристики по сравнению с аналогичной парой класса C3 от бренда B — система классификации как раз и создана для обеспечения такой взаимозаменяемости.
Преодоление сложностей, связанных с проприетарными компонентами
Именно здесь процесс закупки усложняется. Многие производители станков намеренно используют проприетарные компоненты, чтобы сохранить контроль над потоком доходов от сервисного обслуживания — либо просто потому, что их конструкции требуют нестандартных технических характеристик.
Часто встречающиеся проприетарные компоненты включают:
- Контроллеры ЧПУ и панели человеко-машинного интерфейса (HMI): Интеграция программного и аппаратного обеспечения, как правило, привязывает вас к экосистеме первоначального производителя
- Шпиндельные картриджи: Необычные схемы подшипников, каналы охлаждения и интеграция датчиков зачастую требуют замены только оригинальными компонентами производителя (OEM)
- Специальные серводвигатели: Машины, предназначенные для работы в определённых эксплуатационных пределах, могут использовать двигатели с нестандартными обмотками, энкодерами или конфигурациями крепления
- Специализированные усилители привода: Особенно на устаревших станках, где архитектура системы управления была разработана до появления современных стандартов связи
Перед заказом любого заменяющего компонента зафиксируйте следующие критические технические характеристики:
- Электрические требования: Напряжение, токовые номиналы, конфигурация фаз и распиновка разъёмов
- Физические размеры: Расположение и размеры монтажных отверстий, диаметры валов и габаритные ограничения
- Протоколы интерфейса: Стандарты связи, типы энкодеров и форматы сигналов обратной связи
- Технические характеристики: Номинальные скорости вращения, крутящие моменты при различных скоростях, классы точности и тепловые ограничения
При сравнении вариантов замены тщательно оцените следующие факторы:
| Рассмотрением | Оригинальные части | Запчастями вторичного рынка |
|---|---|---|
| Гарантия качества | Гарантированная совместимость; протестировано для вашей конкретной модели машины | Сильно варьируется; премиальные запасные части сторонних производителей могут соответствовать или превосходить качество оригинальных комплектующих (OEM) |
| Гарантийное обслуживание | Обычно от 12 до 24 месяцев; может включать поддержку при установке | Часто от 6 до 12 месяцев; распространяется только на отказ компонента |
| Стоимость | Премиальные цены (часто на 30–100 % выше, чем у запасных частей сторонних производителей) | Значительная экономия возможна на стандартизированных компонентах |
| Срок выполнения заказа | Для менее распространённых моделей срок ожидания может составлять недели или месяцы | Часто более быстрое наличие благодаря множеству каналов дистрибуции |
| Техническая поддержка | Полная техническая поддержка при эксплуатации от производителя | Ограничено техническими характеристиками; интеграция — ваша ответственность |
| Влияние на гарантию оборудования | Сохраняет первоначальный статус гарантии | Может аннулировать гарантию на новое оборудование; уточните перед установкой |
Практичный подход? Используйте оригинальные комплектующие (OEM) для проприетарных, критически важных с точки зрения безопасности или чувствительных к гарантии компонентов. Выбирайте качественные неоригинальные компоненты для стандартизированных ЧПУ-деталей, таких как линейные направляющие, шарико-винтовые пары и двигатели стандартной конструкции, если их технические характеристики точно соответствуют требованиям, а экономия оправдывает возможные дополнительные усилия по интеграции.
Учитывая понимание вопросов совместимости, вы готовы перейти к другой стороне уравнения ЧПУ-компонентов — к изготовлению специализированных прецизионных деталей, создаваемых этими станками для требовательных применений в бесчисленном множестве отраслей.

Изготовленные на ЧПУ специализированные детали для прецизионных применений
Теперь, когда мы рассмотрели внутренние компоненты, обеспечивающие работу станков с ЧПУ, давайте полностью изменить точку зрения. А что насчёт изделий, которые эти станки фактически производят? Индивидуальные детали для станков с ЧПУ представляют собой «выходную» сторону технологии ЧПУ — это прецизионные компоненты, изготавливаемые строго по заданным техническим требованиям для применений, где «почти подходит» просто недопустимо.
Независимо от того, разрабатываете ли вы прототип нового изделия или масштабируете производство до полного объёма, понимание того, как фрезерование и токарная обработка на станках с ЧПУ превращают исходные материалы в готовые компоненты, помогает вам эффективно взаимодействовать с поставщиками и принимать обоснованные решения при выборе источников закупок.
Отрасли, использующие индивидуальные детали для станков с ЧПУ
СЧУ стали основой высокоточного производства практически в каждой отрасли. По словам специалистов по производству, станкообрабатывающая техника с ЧПУ широко используется в таких отраслях, как аэрокосмическое, автомобильное, медицинское, робототехническое и промышленное оборудование из-за ее способности создавать сложные геометрии с плотно выдерживаемыми допустимыми значениями. Но какие конкретные компоненты требуют каждый сектор?
Аэрокосмическая и оборонная промышленность:
- Осколки турбины и компоненты двигателя, требующие обработки экзотическими сплавами
- Структурные скобы и фитинги со строгими требованиями к весу и прочности
- Гидравлические коллекторы со сложными внутренними проходами
- Достоверные корпуса для авионики и систем наведения
Автомобильная промышленность:
- Блоки двигателей, головки цилиндров и корпуса трансмиссии
- Компоненты подвески, требующие постоянной точности измерений
- Части тормозной системы, где допустимые допустимые значения безопасности не подлежат обсуждению
- Части специального исполнения для гоночных и послепродажных применений
Медицинские устройства:
- Хирургические инструменты, требующие биосовместимых материалов и зеркальной отделки
- Ортопедические имплантаты, изготовленные из титана и сплавов медицинского качества
- Корпуса диагностического оборудования с точными элементами крепления датчиков
- Протезные компоненты, адаптированные под индивидуальную анатомию пациента
Робототехника и автоматизация:
- Корпуса исполнительных механизмов и компоненты шарниров
- Индивидуальные монтажные пластины и несущие рамы
- Компоненты прецизионных редукторов и муфты соединения валов
- Инструменты конечного эффектора и захватные механизмы
Для энтузиастов и любителей самоделок компоненты ЧПУ для самостоятельной сборки открыли доступ к индивидуальному производству, которое ранее было доступно только промышленным производителям. От оригинальных рам для дронов до плат механических клавиатур — детали, вырезанные на станках с ЧПУ, позволяют частным лицам воплощать свои проекты в физическую реальность с профессиональной точностью.
От прототипа к готовым к серийному производству деталям
Почему обработка на станках с ЧПУ идеально подходит для изготовления прецизионных компонентов? Путь от концепции до готовой детали наглядно демонстрирует, почему эта технология доминирует там, где решающее значение имеет точность.
Рабочий процесс изготовления индивидуальных деталей методом ЧПУ:
1. Конструирование и проектирование
Каждая индивидуальная деталь ЧПУ начинается с модели CAD — цифрового представления, в котором задаются все размеры, допуски и требования к шероховатости поверхности. Инженеры определяют критические элементы, указывают материал и геометрические допуски, которым должна соответствовать готовая деталь.
2. CAM-программирование
Программное обеспечение CAM преобразует ваш проект в траектории инструмента — точные перемещения режущего инструмента. Программисты выбирают стратегии резания, подачи, скорости вращения и последовательность инструментов, оптимизированные под конкретный материал и геометрию детали.
3. Выбор материала
Выбор подходящего материала предполагает баланс между эксплуатационными характеристиками, обрабатываемостью и стоимостью. Распространённые варианты включают:
- Алюминиевые сплавы (6061, 7075): Отличная обрабатываемость, хорошее соотношение прочности и массы, коррозионная стойкость
- Нержавеющие стали (303, 304, 316): Коррозионная стойкость в агрессивных средах, различная обрабатываемость
- Углеродистые стали (1018, 4140): Экономичная прочность, поддаются термообработке для повышения твёрдости
- Титановые сплавы: Исключительное соотношение прочности и массы, биосовместимость, сложны в обработке
- Инженерные пластмассы (Delrin, PEEK, нейлон): Лёгкие, химически стойкие, электрически изолирующие
4. Операции механической обработки
Фактический процесс резания обеспечивает удаление материала с исключительной точностью. ЧПУ-обработка автоматизирует процессы резания, сверления, фрезерования и токарной обработки, гарантируя точность и повторяемость для каждой изготавливаемой детали. Многоосевые станки могут подходить к заготовке практически под любым углом, создавая элементы, которые невозможно изготовить ручными методами.
5. Проверка качества
Готовые детали, полученные методом ЧПУ-резания, проходят контроль на координатно-измерительных машинах (КИМ), оптических компараторах или с помощью прецизионных измерительных инструментов. Критические размеры документируются и сравниваются с заданными спецификациями до отгрузки деталей.
Настоящая ценность ЧПУ-обработки проявляется тогда, когда требуются идентичные детали — будь то два прототипа или две тысячи производственных единиц: каждая из них соответствует цифровой модели в пределах заданных допусков.
Эта воспроизводимость объясняет, почему отрасли, не допускающие никаких отклонений — медицинское оборудование, аэрокосмическая промышленность, автомобилестроение — так сильно полагаются на технологию ЧПУ. Хирургический инструмент должен функционировать одинаково независимо от того, является ли он первым обработанным изделием или десятитысячным.
Для требовательных применений, особенно в случае автомобильных компонентов, где безопасность и надёжность имеют первостепенное значение, выбор правильного производственного партнёра становится столь же важным, как и сама конструкция. Аттестованные поставщики с надёжными системами обеспечения качества гарантируют, что ваши индивидуальные детали ЧПУ постоянно соответствуют заданным техническим требованиям — тема, заслуживающая внимания при переходе от изучения технологии к фактическому закупу компонентов для ваших проектов.
Выбор надёжных поставщиков деталей ЧПУ
Вы спроектировали компонент, выбрали материал и определили допуски. Теперь наступает решение, от которого может зависеть успех или провал вашего проекта: кому из поставщиков деталей для станков с ЧПУ вы доверите производство? Различия между поставщиками не всегда очевидны при ознакомлении с коммерческим предложением. Сертификаты качества, контроль технологических процессов и возможности по доставке позволяют отличить производителей, которые стабильно выполняют обязательства, от тех, кто заставляет вас спешно искать альтернативные решения, чтобы уложиться в сроки, получая при этом бракованные детали.
Независимо от того, закупаете ли вы детали для прототипирования или налаживаете долгосрочные производственные отношения, понимание ключевых отличий выдающихся поставщиков деталей для станков с ЧПУ от поставщиков среднего уровня поможет вам избежать дорогостоящих ошибок и создать надёжную цепочку поставок.
Сертификаты, свидетельствующие о производственном совершенстве
Воспринимайте сертификаты как резюме поставщика — они подтверждают его квалификацию в конкретных областях производства. Хотя существует множество различных сертификатов, некоторые из них имеют особое значение для точного производства на станках с ЧПУ.
IATF 16949: Золотой стандарт автомобильной промышленности
Если вы закупаете компоненты для автомобильных применений, сертификация по стандарту IATF 16949 не является опциональной — она обязательна. Этот стандарт выходит далеко за рамки базового управления качеством. Согласно требования к отраслевой сертификации , в стандарте IATF 16949 подробно описаны пять основных инструментов, которые поставщики обязаны внедрить для производства серийных деталей с минимальным количеством дефектов:
- APQP (Планирование качества продукции на продвинутом уровне): Структурированный подход к разработке стабильных производственных процессов, позволяющий устранить риски до начала производства
- FMEA (анализ видов и последствий отказов): Систематическое выявление и снижение потенциальных отказов конструкции и производственного процесса
- SPC (статистический контроль процессов): Контроль критических параметров процесса в реальном времени для выявления отклонений до того, как они приведут к возникновению дефектов
- MSA (анализ системы измерений): Проверка того, что оборудование и методы контроля обеспечивают надёжные и воспроизводимые измерения
- PPAP (Процесс утверждения производственных деталей): Документация, подтверждающая способность поставщика постоянно производить детали, соответствующие техническим требованиям заказчика
Эти интегрированные инструменты создают экосистему качества, которая предотвращает возникновение дефектов, а не просто выявляет их. Когда поставщик деталей для станков с ЧПУ имеет сертификат IATF 16949, вы сотрудничаете с организацией, продемонстрировавшей высокий уровень владения системами качества автомобильного класса.
ISO 9001: универсальный фундамент качества
Для применений вне автомобильной отрасли сертификат ISO 9001:2015 подтверждает, что поставщик внедрил документированные процессы управления качеством. Хотя этот стандарт менее строгий по сравнению с IATF 16949, он всё же свидетельствует о приверженности стабильному качеству, прослеживаемости и непрерывному совершенствованию.
Сертификаты в области окружающей среды и энергетики
Всё чаще закупочные команды оценивают поставщиков по критериям устойчивого развития. Сертификат ISO 14001:2015 в области охраны окружающей среды подтверждает наличие систем экологического менеджмента, охватывающих вопросы выбросов, обращения с материалами и сокращения отходов — факторы, имеющие значение для корпоративной отчётности в области устойчивого развития и инициатив ответственных закупок.
Оценка возможностей поставщика с учётом ваших потребностей
Сертификаты открывают двери, однако соответствие возможностей поставщика вашим конкретным требованиям определяет успех проекта. Вот на что обращают внимание опытные специалисты по закупкам при выборе поставщиков деталей для станков с ЧПУ.
Внедрение статистического контроля процесса
Задайте потенциальным поставщикам вопрос о том, как они контролируют критические размеры в ходе производственных циклов. Производители, ориентированные на качество, внедряют статистический контроль процессов (SPC) для отслеживания способности процесса в режиме реального времени. Согласно передовым практикам оценки поставщиков, надёжные системы контроля качества должны включать диаграммы SPC для критических параметров, устанавливая как пределы контроля процесса, так и планы действий при возникновении отклонений.
Поставщик, использующий SPC, выявляет смещение до того, как будут изготовлены детали с отклонениями за пределы допусков. Без него вы полагаетесь на окончательный контроль для обнаружения проблем — уже после того, как брак уже образовался.
Сроки поставки и оперативность
Производственные возможности ничего не значат, если детали поступают слишком поздно. Оценивайте поставщиков как по стандартным срокам поставки, так и по их способности ускорять поставки при необходимости. Некоторые сертифицированные производители специально сохраняют производственную мощность для заказов с экстренными сроками — сроки поставки всего в один рабочий день — это не маркетинговый вымысел, когда поставщики строят свою деятельность с акцентом на гибкость.
Например, Shaoyi Metal Technology показывает, как поставщики, сертифицированные по стандарту IATF 16949, могут совмещать системы обеспечения качества с оперативной доставкой, предлагая прецизионные автомобильные компоненты со сроками поставки, соответствующими требованиям производства по принципу «точно в срок».
Оценка оборудования и производственных мощностей
Анализ парка оборудования поставщика раскрывает его реальные возможности. При оценке поставщиков услуг по обработке на станках с ЧПУ следует учитывать возраст оборудования, графики технического обслуживания и уровень технологической актуальности. Отдел по производству деталей на станках с ЧПУ, использующий устаревшее оборудование, может испытывать трудности при соблюдении жёстких допусков или обработке сложных геометрических форм, которые современные станки выполняют рутинно.
Используйте эту структуру при сравнении потенциальных партнёров по поставке деталей для станков с ЧПУ:
| Критерии оценки | Что следует искать | Предупреждающие признаки |
|---|---|---|
| Сертификации качества | IATF 16949 для автомобильной промышленности; ISO 9001 — минимальное требование для общих механических обработок; действующие даты сертификации | Просроченные сертификаты; невозможность предоставить документацию по аудиту |
| Управление процессом | Документированная реализация статистического процессного контроля (SPC); планы контроля критических размеров; процедуры реагирования | Ориентация исключительно на окончательный контроль; отсутствие статистического учёта |
| Возможности проверки | Координатно-измерительные машины (КИМ); аттестованные измерительные инструменты; документированные процедуры контроля | Только визуальный контроль; устаревшее или неаттестованное оборудование |
| Выполнение сроков поставки | Документированные показатели своевременной поставки выше 95 %; возможность ускорения поставок; чёткая коммуникация | Расплывчатые обязательства по срокам поставки; история срывов сроков |
| Отслеживаемость материала | Документированные сертификаты соответствия материалов; прослеживаемость по партиям; входной контроль материалов | Невозможность предоставить сертификаты соответствия материалов; отсутствие системы прослеживаемости |
| Техническая экспертиза | Инженерная поддержка при обратной связи по DFM; опытные программисты; знание материалов | Взаимодействие только по запросу коммерческого предложения; техническая консультация недоступна |
| Связь | Оперативное управление проектом; проактивное информирование о возникающих проблемах; чёткая документация | Сложно связаться; неожиданности в день поставки |
Оценка образцов деталей
Перед запуском серийного производства запросите образцы деталей с полными отчётами измерений. Анализ образцов деталей вместе с документацией по измерениям позволяет проверить заявленные возможности по точности и продемонстрировать строгость системы контроля со стороны поставщика. Обращайте внимание не только на то, укладываются ли размеры в допуски, но и на то, насколько они центрированы: если поставщик стабильно достигает номинальных значений, это свидетельствует о более высоком уровне управления процессом по сравнению с поставщиком, чьи значения хаотично колеблются в пределах допусков.
Самое дешёвое коммерческое предложение редко обеспечивает минимальную совокупную стоимость — учитывайте процент брака, надёжность поставок и скрытые расходы, связанные с управлением поставщиками, показывающими низкие результаты.
Установление отношений с квалифицированными поставщиками компонентов для станков с ЧПУ требует первоначальных усилий, однако приносит долгосрочные выгоды в виде стабильного качества, надёжных сроков поставки и снижения накладных расходов на закупки. Как только такие партнёрские отношения установлены, поддержание в рабочем состоянии станков с ЧПУ, производящих ваши собственные детали, или понимание того, как ваши поставщики поддерживают своё оборудование, становится завершающим элементом головоломки точного производства.
Обслуживание деталей станков с ЧПУ для обеспечения долгосрочной работоспособности
Вы инвестировали в качественные компоненты, выбрали надёжных поставщиков и разбираетесь в принципе работы вашего станка с ЧПУ. Однако реальность такова: даже самые лучшие расходные материалы для станков с ЧПУ и прецизионные компоненты со временем изнашиваются без надлежащего ухода. Разница между станками, обеспечивающими стабильную точность десятилетиями, и теми, которые требуют частого ремонта, определяется одним фактором — дисциплиной в проведении технического обслуживания.
Воспринимайте техническое обслуживание как защиту ваших инвестиций. Согласно исследованию компании Deloitte , производители, реализующие программы профилактического обслуживания, обычно видят снижение затрат на обслуживание на 25-30%, снижение сбоев на 70-75% и улучшение времени работы на 35-45%. Это не маргинальные выгоды, это результаты трансформации, которые напрямую влияют на ваши результаты.
Создание графика профилактического обслуживания
Эффективное обслуживание не заключается в случайных проверках, а в структурированных процедурах, которые обнаруживают проблемы до их эскалации. Ваши принадлежности к станкам и основные компоненты требуют внимания в разные промежутки времени.
Ежедневные операции (10–15 минут на станок):
- Визуальный осмотр на наличие щелчков, обломков и остатков охлаждающей жидкости на поверхности машины
- Проверьте уровень и концентрацию охлаждающей жидкостиправильные соотношения предотвращают рост бактерий и обеспечивают эффективное охлаждение
- Проверка работы системы смазки и уровня масла в резервуарах
- Испытание аварийных остановок и предохранительных блокировок
- Проверьте крышки и мехли на предмет повреждений, которые могут привести к загрязнению
Еженедельные задачи:
- Чистить и проверять линейные проводники на наличие узоров износа или сухих пятен
- Проверка напряжения ремня и выравнивания на приводах шпинделя
- Проверьте электрические соединения на наличие ослабления или коррозии
- Очистить сопла охлаждающей жидкости для обеспечения правильного потока
- Проверьте показания давления в гидравлических и пневматических системах
Ежемесячные задачи:
- Проверьте концентрацию охлаждающей жидкости рефрактометром — поддерживайте уровень 5–10 % для оптимальной работы
- Замените воздушные фильтры в пневматических системах и корпусах
- Проверьте люфт по каждой оси с помощью диагностического программного обеспечения
- Измерьте биение шпинделя индикаторным часовым измерителем
- Проверьте состояние смазки во всех точках смазывания и при необходимости пополните её
Правильная смазка требует особого внимания. Качественные синтетические смазки, такие как Mobil Mobilith SHC 220, обеспечивают превосходную защиту линейных направляющих и шарико-винтовых пар по сравнению с традиционными смазочными материалами. Термостойкость и увеличенный срок службы Mobilith SHC 220 оправдывают его повышенную стоимость: компоненты остаются защищёнными даже при интенсивных операциях, сопровождающихся значительным выделением тепла. Многие специализированные цеха по обработке на станках с ЧПУ используют смазку SHC 220 в качестве стандарта, поскольку она сохраняет защитную плёнку в условиях, при которых менее качественные смазки теряют свои эксплуатационные свойства.
Методы калибровки, обеспечивающие сохранение точности
Калибровка — это не разовое мероприятие, а постоянное обязательство по обеспечению точности. Как отмечают специалисты по техническому обслуживанию , калибровка гарантирует точность в ходе эксплуатации, а регулярные проверки помогают поддерживать высокую точность и предотвращать дорогостоящие ошибки.
Ежегодная калибровка должна включать:
- Проверку геометрической точности — перпендикулярность, параллельность и прямолинейность всех осей
- Проверку точности позиционирования с использованием лазерной интерферометрии или испытаний шариковой рейки
- Осмотр подшипников шпинделя на предмет износа, люфта или изменений предварительного натяга
- Измерение люфта шарико-винтовой пары по сравнению с базовыми техническими характеристиками
- Полное резервное копирование параметров станка и настроек системы управления
Фиксируйте каждый результат калибровки. Со временем эти данные позволяют выявлять тенденции — например, постепенное увеличение люфта сигнализирует об износе шарико-винтовой пары задолго до того, как это приведёт к браку деталей. Раннее выявление таких закономерностей позволяет запланировать замену компонентов в период планового простоя, а не сталкиваться с аварийными остановками.
Вы предпочитаете тратить 15 минут ежедневно на техническое обслуживание или столкнуться с многодневным простоем и аварийным ремонтом?
Ваш чек-лист действий по техническому обслуживанию станков с ЧПУ:
- Разработайте ежедневные, еженедельные и ежемесячные процедуры технического обслуживания для каждого станка
- Запасите критически важные расходные материалы для станков с ЧПУ, включая смазочные материалы, фильтры и часто заменяемые изнашиваемые детали
- Обучите операторов распознавать ранние признаки износа компонентов
- Внедрите систему документирования — бумажные журналы или программное обеспечение CMMS — для отслеживания всех работ по техническому обслуживанию
- Запланируйте ежегодную профессиональную калибровку с использованием соответствующего измерительного оборудования
- Наладьте отношения с сертифицированными поставщиками, способными оперативно поставлять запасные части при необходимости
Цепь точности, связывающая состояние вашего станка с качеством готовых деталей, остаётся прочной лишь настолько, насколько надёжна ваша самая слабая практика технического обслуживания. Внедряя эти регламентированные процедуры, вы не просто предотвращаете поломки — вы гарантируете, что каждая выпускаемая вами деталь соответствует заданным спецификациям, каждый срок поставки соблюдается, а ваши инвестиции в ЧПУ-оборудование приносят отдачу в течение многих лет.
Часто задаваемые вопросы о деталях ЧПУ
1. Что такое детали ЧПУ?
Термин «детали ЧПУ» имеет два значения: компоненты, из которых состоят станки с ЧПУ (шпиндели, шарико-винтовые пары, линейные направляющие, двигатели), и изделия, производимые на станках с ЧПУ (точные кронштейны, валы, корпуса). Компоненты станков обеспечивают автоматизированные операции резания, тогда как обработанные детали — это индивидуальные изделия, создаваемые с помощью компьютерного управления из таких материалов, как алюминий, сталь, титан и пластмассы.
2. Каковы 7 основных компонентов станка с ЧПУ?
Семь ключевых компонентов станков с ЧПУ включают: устройство управления станком (УУС), обрабатывающее управляющие программы; устройства ввода для загрузки управляющего кода; приводные системы с сервоприводами или шаговыми двигателями; инструменты станка, такие как шпиндели и режущие инструменты; системы обратной связи с энкодерами и датчиками; станину и стол для крепления заготовки; а также системы охлаждения для теплового контроля. Эти компоненты совместно обеспечивают преобразование цифровых команд в точные физические перемещения.
3. Как определить, что детали станков с ЧПУ требуют замены?
Обращайте внимание на визуальные признаки: потемнение шарико-винтовых пар, следы износа на линейных направляющих и утечку смазки из шпинделей. Симптомы снижения эксплуатационных характеристик включают изменение геометрических размеров деталей, превращение круглых контуров в овальные, ухудшение качества поверхности и необычные звуки — например, скрежет или щелчки во время работы. Применение профилактического технического обслуживания с использованием высококачественных смазочных материалов, таких как смазка Mobil SHC 220, значительно увеличивает срок службы компонентов.
4. Какими сертификатами должны обладать поставщики деталей для станков с ЧПУ?
Для автомобильных применений сертификация IATF 16949 является обязательной, поскольку она требует внедрения инструментов обеспечения качества: APQP, FMEA, SPC, MSA и PPAP. ISO 9001:2015 служит базовым стандартом для поставщиков общего машиностроения. Сертифицированные поставщики, такие как Shaoyi Metal Technology, совмещают эти системы менеджмента качества с короткими сроками выполнения заказов, предлагая прецизионные автомобильные компоненты со сроками поставки до одного рабочего дня.
5. Можно ли взаимозаменять детали ЧПУ между станками разных марок?
Многие компоненты соответствуют международным стандартам и являются взаимозаменяемыми. Линейные направляющие, как правило, соответствуют размерным стандартам ISO, двигатели — типоразмерам NEMA или IEC, а инструментальные конусные посадки, такие как BT, CAT и HSK, стандартизированы. Однако контроллеры, специализированные шпиндельные картриджи и специальные усилители приводов зачастую являются проприетарными. Перед заказом заменяющих компонентов всегда проверяйте их технические характеристики, включая габаритные размеры, номинальное напряжение и протоколы интерфейсов.