 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Услуги CNC-обработки онлайн: от CAD-файла до доставки на порог
Что действительно предоставляют онлайн-услуги фрезерования на станках с ЧПУ
Представьте, что вы загружаете файл проекта с ноутбука и получаете точно обработанные детали прямо к себе домой уже через несколько дней. Без посещения заводов. Без длительных переговоров. Без ожидания расчёта стоимости в течение недель. Именно это и обеспечивают онлайн-услуги фрезерования на станках с ЧПУ для инженеров, разработчиков продукции и производителей по всему миру.
В основе онлайн-фрезерования на станках с ЧПУ лежит возможность подключения вас к передовым производственным возможностям через цифровые платформы . Вместо традиционного подхода — посещения механических цехов, обмена бумажными чертежами и ожидания ручного расчёта стоимости — вы просто загружаете свои CAD-файлы, выбираете материалы и мгновенно получаете расчёт стоимости. Затем платформа координирует производство у сертифицированных операторов станков с ЧПУ, зачастую расположенных в рамках глобальной сети, чтобы изготовить ваши детали с ЧПУ с точностью до ±0,01 мм.
От CAD-файла до готовой детали за несколько дней
Преимущество в скорости впечатляет. Согласно отраслевым исследованиям, компании, использующие онлайн-услуги ЧПУ, сократили циклы разработки до 50 % по сравнению с традиционными производственными процессами. Независимо от того, требуется ли вам один прототип для испытаний или партия из 500 деталей для серийного производства, процесс остаётся отлаженным и предсказуемым.
Подумайте, что это означает для сроков реализации вашего проекта. Стартап, разрабатывающий специализированные компоненты двигателя, может загрузить проектные данные, получить обработанные детали для испытаний и внести улучшения уже в течение одной недели. Команды исследований и разработок могут быстрее проверять концепции. Руководители производства могут закупать запасные части без длительных циклов закупок.
Как цифровые платформы изменили доступ к производству
До появления цифровых платформ для получения качественных услуг фрезерной обработки ЧПУ требовались налаженные отношения с поставщиками, значительные минимальные объемы заказов и существенные первоначальные инвестиции. Малые предприятия и отдельные инженеры зачастую сталкивались с барьерами, которые крупные корпорации просто обходили благодаря специализированным производственным партнёрам.
Сегодня поле игры стало значительно более ровным. Онлайн-платформа для станков с ЧПУ предоставляет стартапу из двух человек тот же доступ к производству, что и компании из списка Fortune 500. Вы можете заказать нестандартные кронштейны, прецизионные соединительные элементы или сложные компоненты для аэрокосмической промышленности через один и тот же интуитивно понятный интерфейс.
Область применения этих услуг значительно расширилась:
- Быстрая прототипизация: Производство единичных образцов для проверки проекта и функционального тестирования
- Мелкосерийное производство: Малые партии объёмом от 10 до 500 штук без необходимости вложений в оснастку
- Производственные партии: Масштабируемое производство для постоянных потребностей в продукции
- Запасные части: Оперативное приобретение комплектующих для технического обслуживания и ремонта
Революция онлайн-обработки на станках с ЧПУ: объяснение
Так что же именно делает онлайн-сервис ЧПУ работоспособным? Платформы интегрируют несколько ключевых компонентов, которые превращают сложное производство в доступный и прозрачный процесс:
- Цифровые системы расчёта стоимости: Алгоритмы анализируют геометрию вашей модели, выбранный материал и допуски для формирования точной сметы в течение нескольких секунд
- Возможности загрузки файлов: Поддержка стандартных CAD-форматов, таких как STEP, IGES и STL, обеспечивает совместимость с вашим программным обеспечением для проектирования
- Интерфейсы выбора материалов: Выберите из металлов — алюминия, стали, титана и латуни — или инженерных пластиков, таких как дельрин и поликарбонат
- Панели отслеживания заказов: Оперативный контроль текущего статуса производства, результатов контроля качества и обновлений по доставке
- Документация по качеству: Отчёты о контроле качества и сертификаты, соответствующие нормативным требованиям для применения в аэрокосмической, медицинской и автомобильной отраслях
Для новичков этот процесс устраняет барьер, связанный с необходимостью обладать опытом в области точного производства. Вам не нужны десятилетия отношений с поставщиками или глубокие знания в сфере производства, чтобы получить онлайн-расчет стоимости ЧПУ-обработки. Платформа последовательно направляет вас через каждый этап принятия решений.
Для опытных инженеров, ищущих новых поставщиков, эти услуги предлагают не менее ценное преимущество: прозрачность и скорость. Вы можете мгновенно сравнивать онлайн-расчеты стоимости механической обработки, оценивать сроки изготовления в сопоставлении с дедлайнами проекта и наращивать объемы производства без необходимости повторного согласования контрактов. Выбранная вами услуга ЧПУ становится гибким партнером в производстве, а не жестким поставщиком.
Независимо от того, создаете ли вы прототип своего первого продукта или закупаете компоненты для серийного выпуска уже существующей продукции, понимание принципов работы таких платформ дает вам значительное конкурентное преимущество при управлении затратами, сроками и ожиданиями по качеству.

Объяснение процессов фрезерования, токарной обработки и многоосевой обработки на станках с ЧПУ
Когда вы ищете в интернете услуги фрезерования с ЧПУ, вы быстро столкнётесь с тремя основными производственными процессами: фрезерованием, токарной обработкой и многокоординатной обработкой. Но какой из них подойдёт именно для вашего проекта? Понимание механического принципа работы каждого процесса поможет вам принимать обоснованные решения, а не просто угадывать, опираясь на описания от поставщиков.
Вот принципиальное различие: при фрезеровании с ЧПУ заготовка остаётся неподвижной, а вращающийся режущий инструмент удаляет материал для формирования требуемой геометрии. При токарной обработке с ЧПУ подход полностью меняется: заготовка вращается относительно неподвижного режущего инструмента. Многокоординатная обработка объединяет эти возможности и добавляет дополнительные степени свободы, что позволяет создавать сложные геометрические формы, для изготовления которых в противном случае потребовалось бы несколько установок.
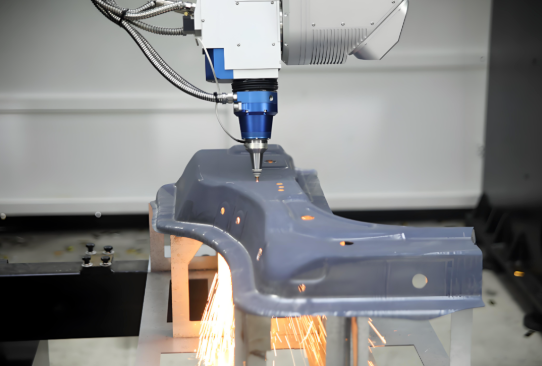
Фрезерование с ЧПУ для сложных трёхмерных геометрий
Представьте, что вам требуется индивидуальный кронштейн с карманами , пазы и наклонные поверхности. Фрезерование с ЧПУ справляется с этим без усилий. Станок с ЧПУ для фрезерования перемещается по нескольким осям, что позволяет вращающемуся фрезерному инструменту подходить к заготовке под разными углами и вырезать сложные элементы.
Что делает фрезерование особенно универсальным? Его многокоординатные возможности позволяют изготавливать детали, обработанные на станках с ЧПУ, со сложными контурами, неправильными формами и детализированными поверхностными элементами. Согласно отраслевой экспертизе, фрезерование превосходно справляется с обработкой материалов, которые сложно обтачивать, например закалённых сталей и экзотических сплавов.
Рассмотрим следующие типовые области применения деталей, изготовленных фрезерованием с ЧПУ:
- Сложные компоненты двигателей с множеством обработанных поверхностей
- Индивидуальные зубчатые колёса и механические соединения
- Конструкционные детали для авиакосмической промышленности с карманами для снижения массы
- Корпуса и защитные кожухи с точными монтажными элементами
- Прототипы потребительских товаров, требующие высокой детализации
Компромисс заключается в том, что для сложных деталей фрезерование обычно требует больше времени на подготовку, а получение цилиндрических элементов может потребовать дополнительных соображений при выборе инструментов по сравнению с токарной обработкой.
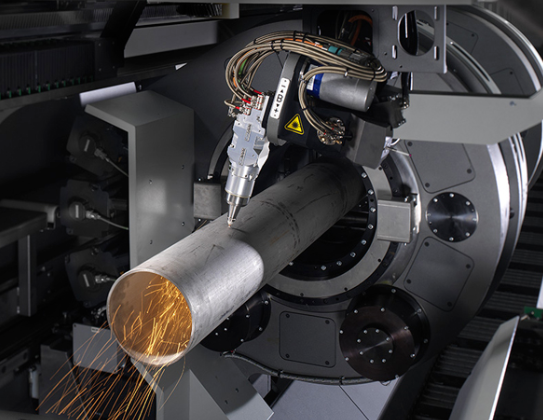
Когда целесообразно применять токарную обработку на станках с ЧПУ
Теперь представьте другую ситуацию. Вам требуются валы с высокой точностью, втулки или резьбовые фитинги. Эти цилиндрические компоненты — та область, где токарная обработка на станках с ЧПУ действительно проявляет свои преимущества.
При токарной обработке на станке с ЧПУ заготовка вращается с высокой скоростью, а неподвижный режущий инструмент формирует её вдоль оси вращения. Такой подход обеспечивает исключительную эффективность при изготовлении круглых или симметричных деталей. В процессе ЧПУ-точения материал удаляется непрерывно по мере вращения заготовки, что позволяет получать гладкие цилиндрические поверхности с отличной соосностью.
Услуги токарной обработки на станках с ЧПУ особенно эффективны при производстве:
- Валов и шпинделей с точными допусками по диаметру
- Втулок и колец для механических сборок
- Фланцев и соединительных компонентов
- Резьбовые крепёжные изделия и фитинги
- Ступенчатых цилиндров с несколькими участками различного диаметра
Ограничение? Точение плохо подходит для деталей с неправильной формой или сложной геометрией, выходящей за пределы оси вращения. Если ваша деталь имеет карманы, наклонные элементы или асимметричные участки, то фрезерование, как правило, будет более подходящим вариантом.
Понимание возможностей обработки на станках с пятью координатными осями
Что происходит, когда ваш дизайн требует одновременно высокой сложности и точности, которые невозможно обеспечить при стандартной трёхкоординатной обработке? Именно в этом случае услуги станков ЧПУ с пятью координатными осями становятся незаменимыми.
Традиционное фрезерование осуществляется вдоль трёх линейных осей: X, Y и Z. Пятикоординатные станки добавляют две поворотные оси, что позволяет инструменту или заготовке наклоняться и вращаться в процессе обработки. Эта возможность устраняет необходимость в многократных установках, снижает вероятность ошибок при переналадке и позволяет изготавливать элементы, которые иначе было бы невозможно обработать.
Результат? Вы можете изготавливать компоненты для аэрокосмической промышленности со сложными криволинейными поверхностями, медицинские импланты с органическими геометрическими формами или лопатки турбин со сложными профилями аэродинамических поверхностей за одну операцию. Современные многофункциональные станки даже объединяют возможности фрезерования и токарной обработки, обеспечивая бесперебойную координацию между вращением инструмента и вращением заготовки.
Сравнение процессов в таблице
Выбор правильного технологического процесса зависит от геометрии детали, объёма производства, свойств материала и требований к точности. Данное сравнение помогает оценить, какой из подходов наилучшим образом соответствует конкретным потребностям вашего проекта:
| Тип процесса | Лучшие применения | Типичные допуски | Уровень сложности |
|---|---|---|---|
| Фрезерование на станках с ЧПУ (3 оси) | Плоские поверхности, карманы, пазы, простые трёхмерные контуры | ±0,001"–±0,005" (±0,025–±0,127 мм) | Низкий до среднего |
| Токарная обработка на CNC | Цилиндрические детали, валы, втулки, резьбовые компоненты | ±0,001"–±0,005" (±0,025–±0,127 мм) | Низкий до среднего |
| пятиосевое фрезерование | Сложные детали для авиакосмической промышленности, лопатки турбин, медицинские импланты | ±0,0005"–±0,002" (±0,013–±0,051 мм) | Высокий |
| Токарно-фрезерные центры | Детали, требующие наличия как цилиндрических, так и призматических элементов | ±0,001"–±0,003" (±0,025–±0,076 мм) | Средний до высокого |
При загрузке вашей модели на онлайн-платформу система расчёта стоимости обычно анализирует её геометрию и рекомендует соответствующий технологический процесс. Однако понимание этих различий позволяет оптимизировать конструкцию с учётом требований технологичности и заранее спрогнозировать влияние выбора процесса на стоимость и сроки изготовления.
Имея чёткое представление о доступных методах механической обработки, следующим важнейшим решением становится выбор подходящего материала в соответствии с требованиями вашей задачи.
Как выбрать правильные материалы для фрезерной обработки на станках с ЧПУ
Вы уже выбрали способ механической обработки. Теперь предстоит не менее важное решение: из какого материала будет изготовлено ваше изделие? Выбор подходящего материала — это не просто галочка в заказной форме. Он напрямую влияет на поведение изделия под нагрузкой, его стойкость к коррозии, способность выдерживать экстремальные температуры и, в конечном счёте, определяет успех всего проекта.
В чём сложность? Большинство онлайн-платформ предоставляют длинный список вариантов материалов, но не поясняют, в каких случаях следует отдать предпочтение одному материалу перед другим. Вы видите алюминий, сталь, латунь, дельрин, нейлон и десятки других материалов. Но какой из них соответствует именно вашим требованиям к применению?
Давайте создадим практическая основа для выбора материалов исходя из того, что вашему изделию действительно необходимо выполнить.
Сопоставление материалов с механическими требованиями
Прежде чем просматривать каталоги материалов, начните с простого вопроса: в каких условиях ваша деталь будет эксплуатироваться в реальных условиях? Согласно экспертам по производству компании Protolabs, определение приоритетов ваших требований — от обязательных до желательных — позволяет быстро сузить круг вариантов до практически приемлемого числа.
При оценке материалов учитывайте следующие факторы:
- Механические нагрузки: Будет ли ваша деталь подвергаться значительным нагрузкам, ударным воздействиям или циклическим напряжениям?
- Воздействие окружающей среды: Представляет ли угрозу влага, повышенная влажность или контакт с химическими веществами?
- Диапазон температур: Будет ли деталь работать вблизи источников тепла или в условиях низких температур (замерзания)?
- Ограничения по весу: Требует ли ваше применение использования облегчённых компонентов?
- Требования к поверхности: Необходимы ли вам гладкие отделки, защита от коррозии или определённые эстетические характеристики?
- Чувствительность к стоимости: Каков ваш бюджет на сырьё по сравнению с компромиссами в показателях эксплуатационных характеристик?
Как только вы чётко определите эти приоритеты, выбор материала превращается в логичный процесс, а не в попытку угадать.
Выбор металлов за пределами базовых знаний
Металлы по-прежнему являются основой точной обработки на станках с ЧПУ. Однако утверждение, что вам нужны «металлические детали», сопоставимо с утверждением, что вам нужен «транспорт». Конкретный выбор имеет чрезвычайно большое значение.
Алюминиевые сплавы алюминиевые сплавы доминируют в онлайн-заказах на обработку на станках с ЧПУ по весомым причинам. Они обрабатываются быстро, естественным образом устойчивы к коррозии и обладают превосходным соотношением прочности к массе. Алюминиевый сплав 6061 обеспечивает хорошую универсальную производительность для общих применений, тогда как сплав 7075 обладает повышенной прочностью и применяется в аэрокосмической отрасли и для несущих конструкций. Оба сплава поддаются анодированию для повышения долговечности или хроматированию для улучшения внешнего вида.
Варианты стали включают низкоуглеродистые марки для общего изготовления и нержавеющие стали для обеспечения коррозионной стойкости. Если ваша деталь эксплуатируется во влажной среде или в условиях воздействия агрессивных химических веществ, нержавеющая сталь предотвращает образование ржавчины и деградацию. Компромисс заключается в том, что сталь обрабатывается медленнее, чем алюминий, и имеет значительно большую массу.
Латунь и Бронза отличаются в применениях, требующих низкого коэффициента трения и превосходной обрабатываемости. Обработка бронзы позволяет получать детали, идеально подходящие для втулок, подшипников и декоративной фурнитуры. Компоненты из бронзы, изготовленные методом ЧПУ, чрезвычайно устойчивы к износу в условиях скольжения. Эти сплавы меди также обладают естественными антибактериальными свойствами, что делает их пригодными для использования в медицинском и пищевом оборудовании.
Титан обеспечивает наилучшее соотношение прочности к массе в сочетании с выдающейся коррозионной стойкостью. Титан часто применяется в аэрокосмической и медицинской отраслях, несмотря на его более высокую стоимость и меньшую скорость обработки. Если снижение массы и биосовместимость являются критически важными параметрами, то премиальная цена титана оправдана.
Инженерные пластмассы для прецизионных применений
Когда металл избыточен, инженерные пластмассы обеспечивают точную производительность при меньшей массе и стоимости. Однако поведение пластмасс при механической обработке и в эксплуатации отличается от поведения металлов.
Что такое Delrin? Также известен как ацеталь или полиоксиметилен (POM); материал делрин выделяется исключительной размерной стабильностью и обрабатываемостью. Согласно специалистам по прецизионной механической обработке, пластик делрин легко сохраняет высокую точность размеров, поскольку его низкое поглощение влаги гарантирует, что получаемая деталь соответствует запланированным параметрам. При обработке он образует чистые стружки, работает при пониженных температурах и обеспечивает гладкую поверхность сразу после обработки инструментом, требуя минимальной последующей отделки.
Делрин особенно подходит для прецизионных зубчатых колёс, втулок, компонентов клапанов и любых других применений, где требуется высокая размерная точность в потенциально влажных средах.
Нейлон для механической обработки нейлон обладает превосходной прочностью и ударной вязкостью по сравнению с делрином. Он лучше выдерживает нагрев: марки нейлона, наполненные стекловолокном, допускают длительную эксплуатацию при температурах около 120–130 °C, тогда как предел для делрина составляет 100–110 °C. Однако нейлон поглощает влагу из воздуха, что со временем изменяет его геометрические размеры. Эта гигроскопичность делает нейлон более подходящим для применений, где важнее ударная вязкость, чем строгое соблюдение допусков.
Поликарбонат ПК обеспечивает исключительную оптическую прозрачность в сочетании с высокой ударной прочностью. Если ваша деталь требует прозрачности или должна выдерживать внезапные ударные нагрузки, поликарбонат превосходит большинство альтернативных материалов. Он хорошо обрабатывается на станках, однако требует тщательного контроля температуры во избежание плавления или растрескивания.
Акрил акрил (полиметилметакрилат) обладает отличными оптическими свойствами и стойкостью к атмосферным воздействиям по более низкой цене по сравнению с поликарбонатом. Он чисто обрабатывается и полируется до кристальной прозрачности. Однако акрил более хрупкий и менее устойчив к ударам, чем поликарбонат, поэтому выбор материала зависит от конкретных требований к механическим нагрузкам.
ПИК (полиэфирэфиркетон) представляет собой высокопроизводительный инженерный пластик. Он выдерживает экстремальные температуры, агрессивные химические вещества и высокие механические нагрузки. PEEK часто применяется в аэрокосмической и медицинской отраслях, несмотря на его высокую стоимость.
Матрица выбора материала
Используйте это сравнение для оценки материалов с точки зрения требований вашего проекта. Имейте в виду, что обрабатываемость влияет как на стоимость, так и на сроки изготовления, а относительная стоимость влияет на решения, связанные с бюджетом:
| Материал | Ключевые свойства | Общие применения | Оценка обрабатываемости | Уровень относительной стоимости |
|---|---|---|---|---|
| Алюминий 6061 | Лёгкий, коррозионностойкий, обладает хорошей прочностью | Общего назначения механические детали, кронштейны, корпуса | Отличный | В низком |
| Алюминий 7075 | Высокая прочность, малый вес, авиационный класс | Конструкционные компоненты, детали для авиакосмической отрасли | Очень хорошо | Средний |
| Нержавеющая сталь 304 | Стойкий к коррозии, прочный, гигиеничный | Оборудование для пищевой промышленности, медицинские устройства, морские компоненты | Умеренный | Средний |
| Латунь | Низкое трение, превосходная обрабатываемость, декоративный | Фитинги, соединители, декоративная фурнитура | Отличный | Средний |
| Бронза | Износостойкий, низкое трение, самосмазывающийся | Втулки, подшипники, скользящие компоненты | Отличный | Средний-высокий |
| Титановый сплав Grade 5 | Наивысшее соотношение прочности к массе, биосовместимость | Аэрокосмическая промышленность, медицинские импланты, компоненты для автогонок | Сложных | Высокий |
| Делрин (ацеталь) | Стабильность размеров, низкое водопоглощение | Точное зубчатое колесо, компоненты клапанов, втулки | Отличный | Низкий-Средний |
| Нейлон 6/6 | Высокая ударная вязкость, термостойкость, повышенная прочность | Конструкционные детали, изнашиваемые компоненты, корпуса | Хорошо | В низком |
| Поликарбонат | Оптическая прозрачность, высокая ударная прочность | Прозрачные крышки, защитные щитки, линзы | Хорошо | Средний |
| Акрил | Оптическая прозрачность, атмосферостойкость, возможность полировки | Витрины, вывески, декоративные детали | Очень хорошо | В низком |
| ПИК | Высокая термостойкость и химическая стойкость | Аэрокосмическая промышленность, медицина, химическая переработка | Умеренный | Очень высокий |
Аспекты выбора материала для прототипирования
Если вы изготавливаете прототипы деталей, которые в дальнейшем будут производиться методом литья под давлением, рекомендуется использовать для механической обработки те же материалы, что и в серийном производстве. Как отмечают эксперты по производству, применение одного и того же полимера как для обрабатываемых прототипов, так и для серийных изделий, получаемых литьём под давлением, обеспечивает схожесть характеристик прототипов и готовых деталей.
Популярные полимеры для литья под давлением — такие как ABS, ацеталь, PEEK и нейлон — доступны в виде заготовок для механической обработки. Такое соответствие материалов гарантирует, что результаты испытаний прототипов точно предсказывают поведение серийных деталей.
Выбор материала напрямую влияет не только на эксплуатационные характеристики детали, но и на себестоимость её изготовления, а также на сроки производства. После определения оптимального материала понимание полного процесса размещения заказа поможет вам эффективно пройти путь от проектного файла до готовых деталей.

Полный онлайн-процесс заказа деталей методом фрезерной обработки ЧПУ
Вы выбрали способ механической обработки и подобрали подходящий материал. Что дальше? Для новичков, впервые пользующихся онлайн-услугами ЧПУ-обработки, процесс оформления заказа может показаться загадочным. Что происходит после нажатия кнопки «Загрузить»? Через какое время вы получите ценовое предложение? Когда ваши детали фактически отправятся в доставку?
Хорошая новость заключается в том, что современные платформы оптимизировали этот процесс, превратив его в предсказуемые и прозрачные этапы. Согласно руководству Xometry по производственному циклу, путь от CAD-файла до готовых деталей, изготовленных на станках с ЧПУ, проходит по логической последовательности, исключающей неопределённость при изготовлении изделий по индивидуальному заказу.
Давайте рассмотрим каждый этап, чтобы вы точно знали, чего ожидать.
Подготовка CAD-файлов к загрузке
Ваш опыт оформления заказа начинается задолго до того, как вы посетите платформу. Правильная подготовка файлов предотвращает задержки и обеспечивает точное формирование коммерческого предложения.
Большинство онлайн-платформ для ЧПУ-обработки принимают следующие стандартные форматы файлов:
- STEP (.stp, .step): Стандартный в отрасли формат для объёмных моделей, сохраняющий геометрию и данные конструктивных элементов при переносе между различными CAD-системами
- IGES (.igs, .iges): Более старый, но широко совместимый формат, подходящий для поверхностной и объёмной геометрии
- STL (.stl): Используется в первую очередь для 3D-печати, однако некоторые платформы принимают его и для более простых геометрий
- Родные форматы CAD: Некоторые сервисы напрямую принимают форматы SolidWorks, Inventor или другие проприетарные форматы
Перед загрузкой внимательно проверьте модель на наличие типичных проблем. Все ли элементы корректно определены? Удалена ли вспомогательная геометрия или внутренние эскизы, которые могут затруднить автоматический анализ? Сохранена ли ваша модель как твёрдое тело, а не как поверхностная модель?
Пять минут, потраченные на проверку файла, сэкономят часы переписки в дальнейшем.
Понимание процесса получения мгновенного расчёта стоимости
Здесь онлайн-платформы по-настоящему отличаются от традиционных механических мастерских. Вместо того чтобы ждать несколько дней для получения ручной сметы, вы получаете расчёт стоимости в течение нескольких секунд.
Как работает мгновенное формирование коммерческого предложения? Алгоритмы платформы автоматически анализируют загруженную вами геометрию. Они рассчитывают объём материала, выявляют сложные элементы, оценивают время механической обработки и учитывают ваши требования к допускам и отделке. В результате вы получаете подробное коммерческое предложение с указанием цены за единицу изделия, вариантов сроков изготовления и общей стоимости проекта.
При ознакомлении с вашим коммерческим предложением обратите внимание на следующее:
- Цена за единицу по сравнению с ценой при оптовых заказах: Как правило, увеличение объёма заказа снижает стоимость одной единицы изделия
- Варианты сроков изготовления: Ускоренное производство обходится дороже, но позволяет сократить сроки поставки
- Выбор материалов и отделки: Убедитесь, что эти параметры соответствуют вашим требованиям
- Требования к допускам: Ужесточение допусков увеличивает время механической обработки и её стоимость
Многие платформы позволяют изменять параметры и в реальном времени отслеживать изменения в цене. Нужен прототип ЧПУ быстрее? Выберите ускоренную доставку. Хотите снизить затраты? Рассмотрите возможность ослабления некритичных допусков или выбора более легкообрабатываемого материала.
От подтверждения заказа до доставки на порог
Как только вы одобрите предложение и произведете оплату, ваш заказ поступает в производственную цепочку. Понимание каждого этапа поможет вам спрогнозировать сроки и эффективно взаимодействовать с поставщиками.
Полный рабочий процесс изготовления деталей по индивидуальному заказу обычно проходит в следующей последовательности:
- Проверка конструкции на технологичность (DFM): Инженеры проверяют ваш чертёж на наличие потенциальных проблем при производстве. Они могут выделить элементы, сложные для обработки, предложить изменения для снижения стоимости или запросить уточнение неоднозначных технических требований. Такой анализ, как правило, завершается в течение 24–48 часов.
- Подтверждение заказа и планирование: После утверждения анализа технологичности конструкции (DFM) вашему заказу назначается подтверждённый производственный слот. Вам направляется уведомление с ожидаемой датой завершения производства на основе текущей загрузки производственных мощностей и выбранного вами срока исполнения.
- Источники материалов: Производитель закупает указанный вами материал. Распространённые материалы в наличии, например алюминий марки 6061, отгружаются со склада немедленно. Специальные материалы или нестандартные размеры могут потребовать дополнительного времени на поставку.
- Программирование и наладка: Программисты ЧПУ создают траектории инструмента, оптимизированные под геометрию вашей детали. Операторы станков готовят приспособления для крепления заготовки и выбирают подходящие режущие инструменты. Эта работа «за кулисами» гарантирует соответствие ваших деталей, изготовленных на станках с ЧПУ, заданным техническим требованиям.
- Производственная обработка: Ваши обработанные детали приобретают окончательную форму в процессе выполнения программных операций на станках с ЧПУ. В зависимости от сложности одной детали может потребоваться несколько установок или использование различных типов станков для изготовления всех её элементов.
- Контроль качества: Готовые детали проходят контроль размеров в соответствии с вашими техническими требованиями. Контроль может включать измерения на КИМ (координатно-измерительной машине), проверку шероховатости поверхности и визуальный осмотр. Детали, не прошедшие контроль, бракуются и изготавливаются повторно.
- Операции отделки: Если вы указали дополнительные виды отделки — например, анодирование, гальваническое покрытие или порошковое напыление — детали после утверждения результатов механической обработки направляются на финишную обработку. Эти процессы увеличивают общее время изготовления, но обеспечивают улучшенный внешний вид или повышенную коррозионную стойкость.
- Упаковка и перевозка: Одобренные детали упаковываются в защитную тару, соответствующую их материалу и геометрии. Вам предоставляется информация для отслеживания заказа и ориентировочная дата доставки.
- Доставка и документация: Ваш заказ на изготовление прототипов или серийных деталей методом ЧПУ поставляется вместе с запрошенной документацией, включая отчёты о контроле качества, сертификаты материалов или сертификаты соответствия.
Что следует ожидать новым пользователям
Если вы впервые заказываете механические детали онлайн, несколько практических советов помогут сделать процесс проще:
- Начните с простой детали: Ваш первый заказ не должен быть самым сложным по конструкции. Простой компонент поможет вам освоить рабочий процесс платформы без лишнего стресса.
- Активно взаимодействуйте: Если инженеры задают уточняющие вопросы в ходе анализа технологичности конструкции (DFM), отвечайте оперативно. Задержки в коммуникации увеличивают срок выполнения заказа.
- Ознакомьтесь с вариантами контроля: Уточните, какие документы, подтверждающие качество продукции, вам потребуются до размещения заказа. Добавление требований к контролю после завершения производства приводит к задержкам.
- Отслеживайте свой заказ: Большинство платформ предоставляют обновления статуса в режиме реального времени. Регулярная проверка хода выполнения заказа помогает спрогнозировать срок поставки и спланировать последующие операции.
Весь процесс — от загрузки файлов до доставки — обычно занимает от 3 до 15 рабочих дней в зависимости от сложности детали, наличия материалов и выбранного срока изготовления. Срочные услуги позволяют сократить этот срок до одного дня для простых компонентов из алюминия.
Получив чёткое представление о рабочем процессе оформления заказа, следующим важным шагом становится определение соответствующих допусков, обеспечивающих баланс между требованиями к точности и затратами на производство.
Понимание допусков и уровней точности при фрезерной обработке на станках с ЧПУ
Вы загрузили свой дизайн, выбрали материалы и ознакомились с расчётом стоимости. Однако одно техническое требование может кардинально повлиять как на цену, так и на функциональность: допуски. Если указать слишком широкие допуски, детали могут не состыковаться друг с другом. Если же задать чрезмерно жёсткие допуски, вы можете необоснованно удвоить или утроить производственные затраты.
Какой именно уровень допусков вам действительно необходим? Ответ полностью зависит от того, какие функции должна выполнять ваша деталь в реальных условиях эксплуатации.
Стандартные и повышенные требования к допускам
Согласно отраслевым стандартам, стандартные допуски при фрезерной и токарной обработке на станках с ЧПУ составляют примерно ±0,005 дюйма (±0,127 мм). Для сравнения: это примерно в 2,5 раза превышает толщину человеческого волоса. Большинство применений работают безупречно в пределах этого диапазона.
Задайте себе следующий практический вопрос: что произойдёт, если данное размерное значение изменится на ±0,1 мм? Если ваш ответ — «ничего критичного», то стандартных допусков вам будет более чем достаточно. Более жёсткие допуски следует применять только для тех элементов, где это действительно необходимо.
При необходимости услуги высокоточной механической обработки на станках с ЧПУ позволяют достичь значительно более строгих допусков:
- Стандартные допуски (±0,005 дюйма / ±0,127 мм): Подходит для общих механических деталей, кронштейнов и корпусов
- Точность допусков (±0,002 дюйма / ±0,05 мм): Обязательна для сопрягаемых поверхностей и сборочных соединений
- Жёсткие допуски (±0,001 дюйма / ±0,025 мм): Необходимы для посадочных мест подшипников, уплотнительных поверхностей и скользящих механизмов
- Сверхжёсткие допуски (±0,0001 дюйма / ±0,0025 мм): Предназначены для оптических компонентов и критически важных аэрокосмических применений
Каков допуск для резьбовых отверстий? Спецификации резьбы соответствуют стандартизированным классам (2B — для большинства применений, 3B — для прецизионных посадок), а не линейным допускам. Ваша платформа должна автоматически применять соответствующие резьбовые допуски в зависимости от указанного вами класса резьбы.
Когда точность действительно имеет значение
Жёсткие допуски становятся обязательными в определённых ситуациях. Согласно анализу производственных затрат, указывать повышенную точность следует только для:
- Деталей, требующих точного взаимного расположения (валы в посадочных гнёздах, интерфейсы разъёмов)
- Уплотнительные поверхности, на которых невозможны утечки (пазы под прокладки, канавки для уплотнительных колец O-образного сечения)
- Подвижные компоненты, требующие плавной работы (посадочные места подшипников, скользящие механизмы)
- Критические несущие интерфейсы в конструкционных сборках
Экономические последствия значительны. Стоимость прецизионной обработки деталей с допусками ±0,001 дюйма, как правило, в 3–4 раза выше стоимости обработки с обычными допусками. Ультраточные спецификации с допусками ±0,0001 дюйма могут увеличить стоимость в 10–24 раза. Такие коэффициенты обусловлены снижением скорости резания, необходимостью использования специализированного оборудования, требованиями к климат-контролируемым помещениям и трудоёмкими процедурами контроля на координатно-измерительных машинах (КИМ).
Сроки изготовления увеличиваются пропорционально. Стандартные детали отгружаются в течение 5–7 дней, тогда как детали с жёсткими допусками могут потребовать 10–14 дней для тщательной обработки и проверки.
Классы допусков и их области применения
Понимание классов допусков помогает корректно задавать требуемую точность без избыточного проектирования. В этой сравнительной таблице указано, какие характеристики обеспечивает каждый уровень и в каких случаях его следует применять:
| Допустимый уровень | Типичный диапазон | Области применения | Влияние на стоимость |
|---|---|---|---|
| Стандартной | ±0,005" (±0,127 мм) | Общего назначения механические детали, кронштейны, некритичные элементы | Базовая линия |
| Прецизионный | ±0,002" (±0,05 мм) | Сопрягаемые поверхности, сборочные интерфейсы, функциональные посадки | увеличение в 1,5–2 раза |
| Прочный | ±0,001" (±0,025 мм) | Посадочные места подшипников, уплотнительные поверхности, скользящие компоненты | увеличение в 3–4 раза |
| Сверхжёсткие | ±0,0001″ (±0,0025 мм) | Оптические компоненты, критически важные для аэрокосмической отрасли интерфейсы, измерительное оборудование | в 10–24 раза выше |
Свойства материалов также влияют на достижимые допуски. Согласно исследованиям в области прецизионной обработки , алюминиевые сплавы обрабатываются предсказуемо и обеспечивают высокую точность, тогда как для обработки титана требуются специализированные режущие инструменты и снижение скоростей резания. Колебания температуры влияют на все материалы, а коэффициенты теплового расширения определяют, насколько изменяются размеры деталей во время и после обработки.
Услуги прецизионной обработки на станках с ЧПУ учитывают эти переменные за счёт контроля окружающей среды, применения специализированных шпинделей и передовых систем крепления заготовок. Однако такие возможности связаны с повышенной стоимостью.
На этапе прототипирования начинайте с типовых допусков. Ужесточайте только те размеры, критичность которых для функционирования или сборки подтверждена испытаниями. Такой подход снижает затраты на 40–60 % при сохранении эксплуатационных характеристик изделия.
Практическая стратегия? Применяйте жёсткие допуски к 10–20 % размеров детали там, где функциональные требования предъявляют повышенные требования к точности. Во всех остальных местах используйте стандартные допуски. Такой целенаправленный подход обеспечивает высокоточную механическую обработку именно там, где это необходимо, и одновременно позволяет удерживать бюджет проекта под контролем.
Даже при корректно указанных допусках отдельные решения в конструкции могут неожиданно увеличить стоимость механической обработки. Понимание этих типичных ошибок поможет избежать дорогостоящих сюрпризов.

Конструкторские ошибки, повышающие стоимость фрезерной обработки на станках с ЧПУ
Вы указали корректные допуски и выбрали подходящий материал. Смета выглядит разумной. Затем вы получаете обратную связь по анализу технологичности конструкции (DFM), в которой отмечено несколько конструкторских проблем, которые увеличат срок изготовления на несколько дней и добавят к стоимости проекта сотни долларов.
Знакомо? Эти раздражающие сюрпризы возникают из-за типичных ошибок в CAD-моделях, которых опытные инженеры стараются избегать. Согласно экспертам по производству компании Geomiq дизайн напрямую влияет на время обработки, стоимость и трудозатраты. Понимание причин, по которым определённые элементы вызывают проблемы, помогает проектировать детали, которые можно эффективно обрабатывать с самого начала.
Ошибки проектирования, приводящие к росту затрат
При загрузке проекта в онлайн-сервисы ЧПУ-обработки автоматизированные системы анализируют геометрию изделия на предмет технологичности. Некоторые конструктивные элементы регулярно вызывают повышение стоимости или предупреждения о сложностях производства. Ниже перечислены ошибки, наиболее сильно ударяющие по вашему бюджету:
- Недостаточная толщина стенок: Тонкие стенки вибрируют во время обработки, что снижает точность и повышает риск их разрушения. Режущий инструмент или заготовка могут изгибаться или деформироваться, ухудшая достижимые допуски. Рекомендация: минимальная толщина стенок должна составлять не менее 0,8 мм для металлов и 1,5 мм — для пластиков. Для высоких неподдерживаемых стенок рекомендуемое соотношение ширины к высоте — не менее 3:1, чтобы обеспечить стабильность при ЧПУ-изготовлении.
- Острые внутренние углы: Цилиндрические режущие инструменты физически не способны формировать острые внутренние углы 90 градусов. Радиус инструмента всегда оставляет скругление на внутренних кромках. Конструирование острых внутренних углов вынуждает производителей использовать всё более мелкие инструменты, что резко увеличивает время механической обработки. Решение: добавьте внутренние радиусы как минимум на 30 % больше радиуса вашего режущего инструмента. Если диаметр вашего фрезы составляет 10 мм, проектируйте внутренние углы с минимальным радиусом 6,5 мм.
- Чрезмерно жёсткие допуски на некритичные элементы: Указание допуска ±0,001 дюйма по всему изделию, когда только сопрягаемые поверхности требуют высокой точности, многократно увеличивает время механической обработки и затраты на контроль. Стандартные операции ЧПУ по умолчанию обеспечивают точность ±0,13 мм (±0,005 дюйма). Жёсткие допуски следует применять исключительно к размерам, которые действительно влияют на функционирование изделия.
- Нестандартные размеры отверстий: Стандартные сверла быстро и точно создают отверстия. Для получения отверстий нестандартного диаметра требуются фрезы-торцевые, которые последовательно обрабатывают заданный размер, что значительно увеличивает цикловое время. При проектировании сквозного отверстия под болт длиной 4 м или аналогичный крепёжный элемент используйте стандартные размеры отверстий для зазора, соответствующие широко доступным инструментам.
- Избыточная глубина резьбы: Прочность резьбы сосредоточена в первых нескольких витках резьбового зацепления. Углубление резьбы сверх необходимого приводит к потере времени на механическую обработку без заметного повышения силы удержания. Ограничьте глубину резьбы максимум утроенным диаметром отверстия. Для глухих отверстий оставьте ненарезанную часть длиной, равной половине диаметра отверстия, в нижней части.
- Глубокие полости с труднодоступными участками: Режущие инструменты имеют ограниченную вылетную длину — как правило, не более 3–4 диаметров инструмента, после чего начинается значительное прогибание. Обработка глубоких карманов требует длинных и тонких инструментов, склонных к вибрации и быстрому износу. При проектировании полостей соблюдайте соотношение глубины к ширине не более 4:1 для обеспечения эффективности механической обработки.
Предотвращение ошибок, снижающих технологичность изготовления
Помимо проблем, связанных с геометрией, ошибки в технических требованиях вызывают дорогостоящую путаницу на этапе производства. Указания резьбы представляют особую сложность при выполнении операций фрезерования или гравировки текста.
Рассмотрим спецификации резьбы для труб. Для отверстия с резьбой 1/4 NPT требуются определённые комбинации свёрл и метчиков, отличающиеся от стандартных машинных резьб. Аналогично, резьба 3/8 дюйма для труб соответствует стандарту NPT и имеет коническую форму, предназначенную для герметизации, а не для механического крепления. Согласно справочному руководству MISUMI по резьбе NPT, такие конические резьбы обеспечивают механическое уплотнение за счёт взаимного вклинивания, часто усиливаемое применением уплотнительных составов для резьбы.
Неправильное указание размеров резьбы 3/8 NPT приводит к поломке метчика, недостаточной герметичности или необходимости полного переделывания детали. Всегда сверяйтесь со стандартными таблицами резьб и явно указывайте класс резьбы (обычно NPT — для трубных соединений, UNC/UNF — для машинных винтов), а не полагайтесь на то, что производитель самостоятельно угадает вашу задумку.
Поверхностные отделки также приводят к неожиданным затратам. Машины с ЧПУ производят поверхностную шероховатость около 3,2 мкм Ра, подходящую для большинства механических применений. Для более гладкой отделки (1,6 мкм или более тонкой) требуются дополнительные проходы, специализированные инструменты или вторичные операции полировки. Указывайте только высококачественные поверхности для функциональных поверхностей, таких как уплотнительные поверхности или журналы подшипников, где шероховатость действительно влияет на производительность.
Быстрые решения распространенных ошибок CAD
Прежде чем загрузить свой следующий дизайн, просмотрите этот контрольный список, чтобы найти проблемы, которые раздувают цитаты:
- Проверьте толщину стенки: Проверьте, что все стены соответствуют минимальным рекомендациям (0,8 мм металла, 1,5 мм пластика). Толстые высокие участки без поддержки.
- Добавьте внутренние радиусы: Все острые внутренние углы заменить филе. Размер радиуса на 30% больше, чем у вашего самого маленького режущего инструмента.
- Проверьте допустимые значения: Применяют строгие допустимые отклонения только на функциональные поверхности спаривания. В остальных случаях используйте стандартные допустимые отклонения (± 0,13 мм).
- Проверьте размеры отверстий: Сопоставьте диаметры отверстий с таблицами стандартных размеров свёрл. При необходимости скорректируйте значения до ближайшего стандартного размера, если точные размеры не являются критичными.
- Ограничьте глубину резьбы: Максимальная длина ввинчивания резьбы — не более чем в 3 раза превышает диаметр отверстия. Выполните фаски на входе резьбы, чтобы предотвратить нарезание резьбы с перекосом при сборке.
- Упростите глубокие элементы: Перепроектируйте глубокие карманы для улучшения доступа инструмента. По возможности замените глухие отверстия сквозными.
- Устраните излишнюю сложность: Удалите чисто декоративные элементы, увеличивающие время механической обработки без функциональной пользы. Декоративные узоры, тиснение и гравировка текста значительно повышают стоимость.
- Укажите стандартные параметры отделки поверхности: По умолчанию используйте шероховатость Ra 3,2 мкм, если функциональные требования не предполагают более гладкой поверхности.
Пятнадцатиминутный анализ вашей конструкции с учётом этих критериев обычно позволяет снизить затраты на механическую обработку на 20–40 % и сократить количество итераций при согласовании конструкторской документации с учётом требований технологичности производства (DFM). Цель состоит не в ограничении вашей конструкторской креативности, а в её направлении на решения, обеспечивающие эффективное производство.
Благодаря конструкции, оптимизированной для производственных целей, понимание факторов, влияющих на сроки поставки, помогает реалистично планировать проекты и выявлять возможности ускорения поставки.
Факторы, влияющие на сроки поставки, и способы ускорения доставки
Вы оптимизировали свою конструкцию, выбрали подходящий материал и задали необходимые допуски. Теперь возникает вопрос, который затрагивает график каждого проекта: через какое время ваши детали фактически поступят? При поиске ближайших к вам цехов ЧПУ или оценке онлайн-платформ понимание факторов, определяющих сроки поставки, помогает реалистично планировать работы и выявлять возможности ускорения доставки.
Разочаровывающая реальность? Многие поставщики рекламируют «быструю реализацию заказа», не поясняя переменные, от которых зависит, будет ли ваш конкретный заказ отправлен через 3 дня или через 3 недели. Согласно отраслевому анализу компании JLCCNC, сроки поставки напрямую влияют на удовлетворённость клиентов и конкурентоспособность на рынке. Давайте разберёмся, что на самом деле определяет срок выполнения вашего заказа и как можно оптимизировать каждый из этих факторов.
Что на самом деле определяет срок выполнения вашего заказа
Когда вы отправляете заказ на услуги фрезерования с ЧПУ онлайн, несколько переменных совместно определяют дату поставки. Понимание каждого из этих факторов позволяет выявить, в каких областях вы можете повлиять на сроки, а где существуют объективные ограничения:
- Доступность материалов: Распространённые материалы в наличии, такие как алюминий 6061 или латунь, отправляются со склада немедленно. Специальные сплавы, нестандартные размеры или экзотические материалы могут потребовать времени на закупку — от нескольких дней до нескольких недель. Выбор легко доступных материалов может значительно сократить общий срок выполнения заказа.
- Сложность детали и её геометрия: Сложные конструкции с жесткими допусками требуют выполнения нескольких операций механической обработки, замены инструмента и тщательной наладки оборудования. Согласно исследованиям в области производства, сложные детали с высокими требованиями к точности напрямую увеличивают продолжительность обработки. Упрощение некритичных элементов конструкции сокращает цикловое время.
- Требования к допускам: Стандартные допуски (±0,005 дюйма) обеспечивают быструю обработку с использованием параметров по умолчанию. Жесткие допуски требуют снижения скорости подачи, дополнительных проходов финишной обработки и увеличения времени на контроль качества. Каждый этап повышения точности добавляет часы к общему сроку изготовления.
- Операции отделки: Дополнительные процессы, такие как анодирование, гальваническое покрытие или порошковое напыление, добавляют 2–5 дней после завершения механической обработки. Термообработка, пассивация или специализированные покрытия еще больше удлиняют сроки. При планировании сроков изготовления необходимо учитывать эти дополнительные этапы.
- Количество заказа: Единичные прототипы зачастую отгружаются быстрее, чем серийные партии, поскольку основную часть времени при малых объемах занимает наладка оборудования. Для крупных партий требуется длительная работа станков, однако после запуска производственного процесса достигается оптимизация рабочих операций.
- Производственные мощности поставщика: Загрузка мастерских варьируется еженедельно и в зависимости от сезона. В периоды высокой загрузки сроки выполнения всех заказов увеличиваются.
Стратегии сокращения сроков выполнения
Вы не можете контролировать все переменные, однако стратегические решения на каждом этапе накапливаются и приводят к ощутимой экономии времени. Ниже приведены рекомендации по структурированию проектов для ускорения их реализации:
- Выбирайте распространённые материалы: Алюминий 6061, нержавеющая сталь 304 и дельрин имеются в наличии у большинства поставщиков. Указание этих материалов вместо специальных марок позволяет избежать задержек при закупке. Если ваше применение действительно требует экзотических материалов, закажите их заблаговременно или рассмотрите возможность обращения в местные механические мастерские, где могут быть доступны остатки таких материалов.
- Упростите некритичные элементы: Проверьте вашу конструкцию на наличие избыточной сложности, не влияющей на функциональность. Удаление декоративных элементов, уменьшение глубины карманов или ослабление допусков на поверхностях, не участвующих в сопряжении, значительно ускоряет механическую обработку.
- Используйте стандартные размеры отверстий: Для нестандартных диаметров требуется фрезерование торцов вместо сверления, что увеличивает цикловое время в несколько раз. Сверяйтесь со стандартными таблицами свёрл и корректируйте диаметры отверстий под зазор в соответствии с имеющимися инструментами.
- Разделите финишную обработку и механическую обработку: Если вторичные отделочные операции вызывают задержки, рассмотрите возможность первоначального заказа заготовок, прошедших только механическую обработку. Анодирование или гальваническое покрытие можно выполнить локально, в то время как производство последующих партий продолжается.
- Активно взаимодействуйте: Немедленно отвечайте на вопросы по DFM. Каждый день задержки в коммуникации напрямую увеличивает срок поставки. Предоставьте полные технические требования с самого начала, чтобы исключить многократные уточнения.
- Рассмотрите параллельные закупки: Для проектов с жёсткими сроками одновременно направьте запросы на расчёт стоимости нескольким ближайшим CNC-сервисам и онлайн-платформам. Сравнение реальных сроков поставки, а не заявленных скоростей, позволяет определить, какой поставщик действительно способен обеспечить самую быструю доставку.
Сбалансированность скорости, качества и стоимости
Более быстрая доставка, как правило, обходится дороже. Услуги срочной обработки, ускоренной доставки и приоритетного планирования всегда предполагают дополнительную плату. Однако грамотные компромиссы позволяют ускорить процесс без превышения бюджета.
Начните с определения реального срока выполнения заказа. Если у вас есть гибкость по срокам, стандартные сроки изготовления обеспечивают тот же уровень качества при меньшей стоимости. Когда сроки действительно критичны, инвестируйте в ускоренное производство, но ищите возможности для экономии в других областях. Смягчение допусков для некритичных параметров, выбор более легко обрабатываемых материалов или снижение сложности отделки компенсируют расходы на срочное исполнение.
Согласно исследованию Hubs по оптимизации конструкций, даже незначительные решения, принятые на стадии проектирования, существенно влияют на продолжительность механической обработки. Глубина резьбы, требования к шероховатости поверхности и выбор материала напрямую определяют, насколько быстро производственные предприятия смогут изготовить ваши детали.
Самый быстрый путь к получению готовых деталей — это сочетание легко доступных материалов, технологичных конструкций и чёткой коммуникации. Эти факторы важнее, чем простая оплата срочной услуги.
Независимо от того, работаете ли вы с местными механическими цехами или альтернативами токарно-фрезерных мастерских поблизости от вас, либо используете глобальные онлайн-платформы, применяются одни и те же принципы. Прозрачная коммуникация относительно приоритетов, реалистичные ожидания по срокам и стратегические решения в проектировании в совокупности обеспечивают надёжную и оперативную поставку.
Понимание факторов, влияющих на сроки изготовления, позволяет вам эффективно планировать производство. Однако перед тем как принять решение о применении фрезерной обработки с ЧПУ, стоит рассмотреть, не подойдут ли для ваших конкретных проектных требований альтернативные методы производства.
Фрезерная обработка с ЧПУ против альтернативных методов производства
Вот честный вопрос, который большинство производственных поставщиков вам не зададут: действительно ли фрезерная обработка с ЧПУ является оптимальным выбором для вашего проекта? Прежде чем тратить время на получение коммерческих предложений и оптимизацию конструкции, понимание ситуаций, когда альтернативные методы превосходят обработку с ЧПУ, позволит сэкономить деньги, время и избежать разочарований.
Правда ли это? Фрезерная обработка с ЧПУ превосходна в определённых ситуациях, но уступает в других. Согласно исследованию сравнения производственных методов от Protolabs, каждый из этих процессов обладает собственными преимуществами и ограничениями. Рассмотрим, когда стоит предпочесть аддитивное производство (3D-печать), литьё под давлением или изготовление изделий из листового металла вместо заказа услуг фрезерной обработки с ЧПУ онлайн.
Критерии выбора между ЧПУ и 3D-печатью
Когда следует выбирать аддитивное производство (3D-печать) вместо фрезерной обработки с ЧПУ? Ответ зависит от сложности геометрии детали, требований к материалу и объёма производства.
аддитивное производство (3D-печать) особенно эффективно при быстром создании прототипов в качестве альтернативы фрезерной обработке с ЧПУ, если ваша конструкция включает:
- Сложные внутренние геометрии: Решётчатые структуры, внутренние каналы и органические формы, для изготовления которых потребовалась бы трудоёмкая многокоординатная фрезерная обработка или которые вообще невозможно изготовить традиционными методами механической обработки
- Быстрые циклы доработки: Когда необходимо протестировать несколько вариантов конструкции в течение нескольких дней, а не недель
- Легкие конструкции: Детали, оптимизированные по массе с помощью топологической оптимизации, создающей внутренние структуры, невозможные для изготовления механической обработкой
- Единичные прототипы: Единичные детали, для которых затраты на настройку станка с ЧПУ будут доминировать в вашем бюджете
Однако фрезерная обработка на станках с ЧПУ превосходит 3D-печать, когда вам требуются:
- Превосходные механические свойства: Обработанные металлы и инженерные пластмассы обеспечивают стабильную прочность, которую невозможно достичь при послойной печати
- Более строгие допуски: Станки с ЧПУ регулярно обеспечивают точность ±0,001 дюйма, тогда как большинство технологий 3D-печати испытывают трудности при достижении точности ниже ±0,005 дюйма
- Конкретные требования к материалам: Если для вашего применения требуются алюминий 7075, титан или акрил для обработки на станке с ЧПУ, аддитивные процессы предлагают крайне ограниченные альтернативы
- Серийные объемы: При количестве деталей свыше 10–20 штук стоимость прототипной обработки на станке с ЧПУ за единицу часто оказывается ниже, чем у 3D-печати
В частности, для применений, связанных с обработкой акрила на станке с ЧПУ, механическая обработка даёт оптически превосходящие результаты по сравнению с печатными аналогами. Полированные поверхности и размерная точность, достижимые при обработке на станке с ЧПУ, значительно превосходят возможности аддитивных процессов при изготовлении прозрачных компонентов.
Когда литьё под давлением предпочтительнее ЧПУ
Литьё под давлением — это технология массового производства. Но при каком объёме целесообразно перейти от обработки на станке с ЧПУ к литью под давлением?
Точка пересечения обычно находится в диапазоне от 500 до 1000 штук в зависимости от сложности детали и используемого материала. Ниже этого порога фрезерная обработка на станках с ЧПУ позволяет избежать дорогостоящих инвестиций в оснастку. При превышении этого порога более низкая стоимость одной детали при литье под давлением быстро окупает затраты на оснастку.
Рассмотрите литьё под давлением, когда:
- Объёмы производства превышают 1000 единиц: Затраты на оснастку распределяются на большее количество изделий, что значительно снижает цену за единицу продукции
- Геометрия детали подходит для литья: Равномерная толщина стенок, углы выталкивания и простые формы сердечников соответствуют ограничениям процесса литья
- Важна однородность материала: Литьё обеспечивает исключительную повторяемость при изготовлении тысяч идентичных деталей
- Планируется длительное серийное производство: Многолетний выпуск продукции оправдывает первоначальные инвестиции в оснастку
Оставайтесь на фрезерной обработке на станках с ЧПУ, когда:
- Дизайн всё ещё находится в стадии развития: Изменение CAD-файла не требует затрат, тогда как изменение литейных форм обходится в тысячи долларов
- Объёмы остаются ниже 500 единиц: Инвестиции в оснастку никогда не окупаются при низких объёмах производства
- Требуются металлические детали: Литьё под давлением применимо только к пластмассам и ограниченному кругу применений литья металлов методом MIM (Metal Injection Molding)
- Фрезеровка прототипов подтверждает работоспособность конструкций: Прототипы, изготовленные на станках с ЧПУ из материалов, используемых в серийном производстве, подтверждают функциональность до начала изготовления оснастки
Интересно, что многие успешные продукты стратегически используют оба метода. Фрезеровка прототипов подтверждает работоспособность конструкций с использованием фактических материалов серийного производства, а литьё под давлением обеспечивает масштабирование после окончательного утверждения конструкции. Согласно Исследованиям случаев применения компании Protolabs компании, такие как Polarcool, использовали прототипы, изготовленные методом 3D-печати, перед переходом к литью под давлением для серийного производства медицинских устройств.
Листовой металл и специальные соображения
Для корпусов, кронштейнов и конструкционных компонентов изготовление из листового металла зачастую превосходит фрезерную обработку по стоимости и срокам изготовления. Лазерная резка, гибка и сварка позволяют эффективно получать функциональные детали из плоского проката по сравнению с обработкой из цельных заготовок.
Выбирайте листовой металл, если в вашем дизайне присутствуют:
- Преимущественно плоские поверхности с изгибами
- Крупногабаритные корпуса, при изготовлении которых обработка из цельной заготовки приводит к неоправданным потерям материала
- Сварные сборки из нескольких гнутых деталей
Для работы со специальными материалами, такими как фрезерование бронзы или прототипирование из углеродного волокна, ЧПУ-обработка остаётся незаменимой. Бронзовые детали для втулок и подшипников прекрасно обрабатываются на фрезерных станках с ЧПУ, а механическая обработка композитов на основе углеродного волокна требует специализированного инструмента и систем удаления пыли, которые обеспечиваются станками с ЧПУ.
Сравнение методов производства
Это сравнение помогает оценить, какой подход действительно соответствует требованиям вашего проекта до запроса коммерческих предложений:
| Метод | Оптимальный диапазон объёмов | Типичное время выполнения | Варианты материалов | Идеальные применения |
|---|---|---|---|---|
| Обработка CNC | 1–500 деталей | 3-15 дней | Металлы, инженерные пластмассы, композиты | Точные детали, функциональные прототипы, мелкосерийное производство |
| 3D-печать (FDM/SLA) | 1–50 шт. | 1-7 дней | Ограниченный выбор пластмасс, некоторые металлы — методом прямого лазерного спекания (DMLS) | Сложные геометрические формы, быстрая итерация, концептуальные модели |
| Литье под давлением | 500–1 000 000+ деталей | 4–8 недель (включая изготовление оснастки) | Термопласты, эластомеры | Крупносерийное производство, товары для потребителей |
| Изготовлении листового металла | 1–10 000 деталей | 5–14 дней | Сталь, алюминий, нержавеющая сталь, медь | Корпуса, кронштейны, конструкционные компоненты |
Выбор правильного метода производства
Прежде чем выбирать тот или иной технологический процесс, задайте себе следующие вопросы:
- Каков общий объём производства? Для изготовления единичных прототипов предпочтительна 3D-печать; для десятков или сотен — фрезерная обработка на станках с ЧПУ; для тысяч — литьё под давлением.
- Какие эксплуатационные свойства материала являются обязательными? Если требуются специальные металлические сплавы или материалы инженерного класса по показателям прочности и надёжности, то фрезерная обработка на станках с ЧПУ обеспечит то, что невозможно достичь с помощью 3D-печати.
- Насколько стабильна моя конструкция? Эволюционирующие конструкции выигрывают от гибкости ЧПУ-обработки. Зафиксированные конструкции оправдывают инвестиции в оснастку.
- Какие допуски требуются для моего применения? Точные посадки и критические размеры указывают на необходимость использования ЧПУ-обработки или последующей механической обработки литьевых деталей.
Согласно анализу производственных затрат, проведённому компанией Modus Advanced, примерно 70 % производственных затрат определяются ещё на этапе проектирования. Выбор правильного технологического процесса на начальном этапе предотвращает дорогостоящие изменения в дальнейшем.
Честный ответ? Онлайн-услуги ЧПУ-обработки превосходно подходят для изготовления прецизионных компонентов в умеренных количествах из металлов или инженерных пластиков. Если ваш проект действительно соответствует этому профилю, онлайн-ЧПУ обеспечивает беспрецедентную ценность. Если же нет — рассмотрение альтернативных решений позволит сэкономить средства и добиться лучших результатов.
Для применений в регулируемых отраслях выбор метода производства должен также учитывать требования к сертификации и соответствию, которые ограничивают ваши возможности.
Отраслевые сертификаты для аэрокосмической, медицинской и автомобильной промышленности
Когда ваши детали предназначены для сборки летательных аппаратов, хирургических инструментов или автомобильных шасси, качество производства — это не просто предпочтение. Это регуляторное требование. При выборе услуг фрезерной обработки с ЧПУ онлайн для таких применений необходимо понимать, какие сертификаты имеют значение, что они фактически гарантируют и как проверить соответствие поставщика требованиям до размещения заказа.
Почему это важно для вас? Согласно экспертам в области авиастроения, соблюдение строгих стандартов в отраслях, критичных с точки зрения безопасности, — это не просто желательно, а обязательно. Детали, не соответствующие требованиям сертификации, отклоняются, проекты застаются, а затраты резко возрастают. Понимание требований к сертификации на раннем этапе позволяет избежать подобных дорогостоящих сюрпризов.
Требования к соответствию при механической обработке в аэрокосмической отрасли
Фрезерная обработка с ЧПУ в аэрокосмической промышленности осуществляется в соответствии с одними из самых жёстких требований к качеству в производстве. Когда компоненты эксплуатируются на высоте 30 000 футов, допускается нулевая погрешность в отношении дефектов материалов, размерных отклонений или нестабильности технологических процессов.
Основной сертификат для обработки деталей в аэрокосмической отрасли — это AS9100. Этот стандарт базируется на принципах системы менеджмента качества ISO 9001, но дополняет их специфическими для аэрокосмической отрасли требованиями к прослеживаемости, управлению рисками и контролю конфигурации. Согласно отраслевым данным, сертификация по AS9100 предоставляет документацию, подтверждающую соответствие продукции пороговым значениям безопасности, обязательным для крупных аэрокосмических OEM-производителей при рассмотрении любого поставщика.
Ключевые сертификаты для станков с ЧПУ, применяемых в аэрокосмической отрасли, включают:
- AS9100: Основная система менеджмента качества для аэрокосмической отрасли. Охватывает контроль документации, прослеживаемость партий, приверженность руководства и непрерывное совершенствование. Независимые органы по сертификации проводят регулярные аудиты для подтверждения соответствия.
- NADCAP: Обязателен для предприятий, выполняющих специальные процессы, такие как термообработка, неразрушающий контроль и поверхностные обработки. Обеспечивает гарантию того, что сложные операции соответствуют стандартам аэрокосмической отрасли посредством строгих контрольных списков и периодических оценок.
- Соответствие ITAR: Обязателен для компонентов, связанных с обороной. Регулирует контроль доступа к конфиденциальным данным и требует регистрации в Управлении по контролю за торговлей вооружениями (DDTC — Directorate of Defense Trade Controls). На международные поставки распространяются требования к экспортному лицензированию и протоколам обращения с ограниченными данными.
- Утверждения, установленные заказчиком: Крупные производители оригинального оборудования (OEM), такие как Boeing и Airbus, поддерживают собственные программы для поставщиков (например, D1-4426 компании Boeing) с дополнительными протоколами аудита и требованиями к представлению документации PPAP.
Для инженеров, закупающих услуги механической обработки в аэрокосмической отрасли, проверка наличия этих сертификатов до загрузки проектных данных позволяет избежать задержек в реализации проекта. Запросите действующую документацию по сертификации и даты последних аудитов. Просроченные или находящиеся на рассмотрении сертификаты могут свидетельствовать о пробелах в обеспечении соответствия, что повлияет на сроки поставки вашей продукции.
Стандарты производства медицинских устройств
Медицинская обработка требует высокой точности, напрямую влияющей на безопасность пациентов. Согласно специалистам по производству медицинского оборудования компании Pinnacle Precision, даже незначительное отклонение в параметрах медицинского компонента может нарушить функциональность, безопасность или соответствие требованиям устройства. Риски слишком велики, чтобы прибегать к упрощённым решениям.
Основной сертификацией для обработки медицинских изделий является стандарт ISO 13485. Этот стандарт устанавливает требования к системе менеджмента качества, специфичные для производства медицинских изделий, и охватывает управление проектированием, производственные процессы, а также надзор за изделиями на этапе их эксплуатации на рынке. В США регуляторные требования Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) накладывают дополнительные обязательства сверх требований соответствия стандарту ISO 13485.
Почему услуги прецизионной обработки критически важны для медицинских применений?
- Требования биосовместимости: Материалы должны быть сертифицированы для контакта с человеческими тканями. Титан, нержавеющая сталь медицинского класса и специализированные полимеры требуют подтверждённых документально сертификатов на материалы.
- Документация по прослеживаемости: Каждый компонент должен быть прослеживаем до номеров партий исходных материалов, параметров обработки и результатов контроля. Полная прослеживаемость материалов обеспечивает бесперебойное формирование отчетов при необходимости.
- Совместимость с процессами стерилизации: Детали должны выдерживать многократные циклы стерилизации без изменения размеров или деградации поверхности. Выбор материала напрямую влияет на доступные методы стерилизации.
- Требования к отделке поверхности: Хирургические инструменты и имплантаты требуют гладких, заусенцевых поверхностей для минимизации рисков загрязнения и повышения эффективности стерилизации.
Области применения прецизионной обработки медицинских изделий включают хирургические инструменты, корпуса диагностического оборудования, компоненты имплантатов и специальные кронштейны для устройств, разработанных с учетом индивидуальных особенностей пациента. Каждая из этих категорий применений предъявляет конкретные регуляторные требования, которые выбранная вами служба прецизионной обработки должна понимать и документировать.
При оценке поставщиков для проектов механической обработки медицинского оборудования уточняйте информацию об их системе менеджмента качества, возможностях контроля и опыте работы с продукцией, регулируемой Управлением по санитарному надзору за качеством пищевых продуктов и лекарственных средств (FDA). Поставщики, не знакомые с требованиями соответствия в медицинской сфере, зачастую недооценивают объём необходимой документации, что приводит к дорогостоящим задержкам реализации проектов.
Объяснение сертификатов качества для автомобильной промышленности
Автомобильная промышленность основана на стандартизированных системах качества, гарантирующих надёжную работу компонентов в миллионах автомобилей и в течение десятилетий эксплуатации. Согласно анализу качества в автомобильной промышленности от Rochester Electronics , сертификация по стандарту IATF 16949 демонстрирует приверженность качеству, что способствует привлечению и удержанию клиентов, а также повышению уровня совершенства продукции.
Стандарт IATF 16949 представляет собой ведущий мировой стандарт менеджмента качества для поставщиков автокомпонентов. Этот сертификат обязателен для ведущих автопроизводителей и компаний-оригинальных производителей оборудования (OEM), обеспечивая конкурентное преимущество и гарантируя соответствие компонентов жёстким требованиям, предъявляемым к производству транспортных средств.
Что гарантирует сертификация по стандарту IATF 16949?
- Фокус на непрерывное совершенствование: Сертифицированные поставщики делают акцент на постоянном совершенствовании, предотвращении ошибок и профилактике дефектов, а не просто на выполнении минимальных требований.
- Культура нулевых дефектов: Производственные процессы разработаны таким образом, чтобы устранить вариации и предотвратить выход брака до того, как он достигнет сборочных линий.
- Внедрение основных инструментов: Обязательные автомобильные инструменты, включая APQP (расширенное планирование обеспечения качества продукции), PPAP (процесс одобрения производственных деталей), FMEA (анализ видов и последствий отказов), MSA (анализ систем измерений) и SPC (статистический контроль процессов).
- Поддержка на протяжении длительного жизненного цикла: Производители автомобилей требуют поддержки запасных частей для вторичного рынка в течение 15 и более лет после завершения производства. Сертифицированные поставщики сохраняют возможности, соответствующие этим расширенным требованиям.
Для услуг по прецизионной обработке на станках с ЧПУ, применяемых в автомобильной промышленности, возможности статистического управления процессами (SPC) являются обязательными. SPC обеспечивает мониторинг производственных параметров в режиме реального времени, выявляя отклонения до того, как они приведут к изготовлению деталей, не соответствующих техническим требованиям. Такой проактивный подход снижает объём отходов, повышает стабильность качества и демонстрирует дисциплину процессов, которую требуют автопроизводители (OEM).
В качестве примера того, как выглядит сертифицированная обработка деталей для автомобильной промышленности на практике, Shaoyi Metal Technology поддерживает сертификацию IATF 16949, подкреплённую строгими возможностями статистического управления процессами (SPC). Их производственные мощности обеспечивают выпуск высокоточных компонентов со сроками выполнения заказов всего один рабочий день, что позволяет удовлетворять потребности в самых сложных узлах шасси и в специальных металлических втулках. Такое сочетание сертификации, контроля процессов и оперативного исполнения заказов иллюстрирует те возможности, которые серьёзные поставщики автомобильной промышленности предлагают своим клиентам.
Чек-лист проверки сертификатов
Прежде чем заключать договор с любым поставщиком для применения в регулируемых отраслях, проверьте следующие ключевые элементы:
- Текущий статус сертификации: Запросите копии сертификатов с датами выдачи и сроками действия.
- История аудитов: Уточните информацию о недавних надзорных аудитах и любых требуемых корректирующих действиях. Чистая история аудитов свидетельствует о зрелой системе менеджмента качества.
- Область действия сертификации: Убедитесь, что сертификаты охватывают конкретные процессы, необходимые для вашего проекта. Предприятие, сертифицированное на фрезерные операции, может не иметь сертификатов на термообработку или отделочные операции.
- Опыт в отрасли: Наличие сертификата само по себе не гарантирует экспертную компетентность. Запросите примеры реализованных проектов или рекомендации от заказчиков с аналогичными задачами в вашей отрасли.
- Возможности подготовки документации: Для регулируемых отраслей требуется обширная документация. Уточните, способен ли поставщик предоставлять сертификаты на материалы, отчёты о контроле и сертификаты соответствия в требуемых форматах.
Первоначально требования к сертификации могут показаться сложными, однако понимание этих стандартов защищает ваши проекты от нарушений соответствия, которые приводят к дорогостоящим задержкам и переделкам. Независимо от того, требуются ли вам обработка деталей для авиационно-космической отрасли для компонентов, критичных для полёта, обработка изделий медицинского назначения для поверхностей, контактирующих с пациентами, или автомобильные детали, соответствующие требованиям стандарта IATF 16949, проверка сертификатов поставщиков до размещения заказа позволяет избежать дорогостоящих сюрпризов на последующих этапах.
После того как требования к сертификации станут понятны, окончательным этапом является оценка потенциальных поставщиков по нескольким критериям для выбора подходящего партнёра в области производства на долгосрочной основе.
Выбор подходящего онлайн-партнера по фрезерованию и токарной обработке на станках с ЧПУ
Вы уже разобрались в процессах механической обработки, выборе материалов, указании допусков и требованиях к сертификации. Теперь наступает этап принятия ключевого решения — выбора онлайн-партнёра по услугам ЧПУ-обработки, который действительно способен выполнить свои обязательства. С десятками платформ и тысячами механических цехов, конкурирующих за ваш бизнес, как отличить реальную компетентность от маркетинговых заявлений?
Решение заключается в систематической оценке, а не в интуитивных ощущениях или выборе по принципу самой низкой цены. Согласно исследованиям в области производства, способ выбора поставщика услуг ЧПУ-обработки напрямую влияет на успех проекта. Давайте создадим практическую методику для принятия этого важнейшего решения.
Оценка онлайн-поставщиков услуг ЧПУ
Когда вы ищете «услуги ЧПУ-обработки рядом со мной» или изучаете глобальные онлайн-платформы, количество вариантов может показаться подавляющим. Разделение оценки на конкретные категории делает сравнение управляемым и выявляет существенные различия между поставщиками.
Начните с этих базовых вопросов перед запросом коммерческих предложений:
- Соответствие технических возможностей: Осуществляет ли поставщик обработку на оборудовании, соответствующем требованиям к вашим деталям? Многоосевые станки, специализированные компетенции в работе с конкретными материалами и достижимые допуски должны соответствовать вашим техническим требованиям. Уточните типы станков, возможности шпинделя и максимальные габариты обрабатываемых заготовок.
- Ассортимент материалов и соответствующие компетенции: Сможет ли поставщик закупить и обработать указанные вами материалы? Помимо базовых сплавов алюминия и стали убедитесь в наличии возможностей обработки специальных сплавов, инженерных пластиков или композитных материалов — если этого требует ваш проект. Согласно мнению специалистов по прецизионной обработке, поставщики, имеющие опыт работы с вашими конкретными материалами, знают типичные трудности и нормативные требования, что позволяет сэкономить ваше время и избежать осложнений.
- Сертификация и соответствие требованиям: Для регулируемых отраслей убедитесь, что действующие сертификаты соответствуют вашим требованиям: AS9100 — для авиакосмической отрасли, ISO 13485 — для медицинской техники, IATF 16949 — для автомобильной промышленности. Запросите подтверждающие документы и уточните даты последних аудитов.
- Прозрачность коммерческого предложения: Четко ли в цене указаны стоимость механической обработки, материалов, отделки и доставки? Скрытые расходы могут сигнализировать о потенциальных проблемах на протяжении всего сотрудничества. Надежные поставщики перечисляют этапы обработки и детализацию сборов, чтобы избежать неожиданных начислений.
- Оперативность коммуникации: Насколько оперативно они отвечают на технические вопросы? Задержки на этапе подготовки коммерческого предложения предвещают задержки и в ходе производства. Протестируйте их оперативность до размещения крупных заказов.
Эти базовые критерии позволяют отсеять поставщиков, неспособных удовлетворить ваши основные требования. Однако поиск токарных услуг поблизости от меня или индивидуальных услуг фрезерной обработки с ЧПУ, которые действительно соответствуют вашим потребностям, требует более глубокой оценки.
Показатели качества, имеющие значение
Обещания высокого качества мало что значат без систем, обеспечивающих стабильное их выполнение. При оценке потенциальных партнеров обращайте внимание на конкретные доказательства приверженности качеству, а не на маркетинговые формулировки.
- Контрольно-измерительное оборудование и его возможности: Какие измерительные инструменты использует поставщик? Контрольно-измерительные машины (КИМ), оптические компараторы и приборы для измерения шероховатости поверхности позволяют проверить соответствие деталей заданным техническим требованиям. Уточните, какие протоколы контроля применяются и прилагаются ли отчёты о контроле к поставкам.
- Системы управления качеством: Сертификат ISO 9001 обеспечивает базовую гарантию качества. Отраслевые сертификаты добавляют дополнительные уровни соответствия, необходимые для вашей конкретной области применения. Запросите резюме руководства по качеству, если ваш проект требует строгого документального сопровождения.
- Методы управления процессами: Статистическое управление процессами (СУП) свидетельствует о зрелости производственной дисциплины. Поставщики, осуществляющие мониторинг производственных параметров в режиме реального времени, выявляют отклонения до того, как они приведут к выпуску бракованных деталей. Такой проактивный подход снижает объём отходов и повышает стабильность характеристик продукции в рамках каждой партии.
- История сотрудничества и рекомендации: Запросите примеры реализованных проектов или рекомендации клиентов в аналогичных областях применения. Поставщики, уверенные в своих возможностях, охотно делятся историями успеха. Колебания или невозможность предоставить рекомендации указывают на ограниченный опыт в данной сфере.
- Подход к решению проблем: Как они поступают с деталями, не прошедшими контроль? Надёжные поставщики изготавливают дефектные компоненты повторно без дополнительной оплаты и проводят анализ коренных причин, чтобы предотвратить их повторное возникновение.
Показатели качества особенно важны, когда вы не можете лично посетить производственное предприятие. Онлайн-платформы, обслуживающие глобальных клиентов, должны демонстрировать системы обеспечения качества, компенсирующие отсутствие личного взаимодействия и построения доверительных отношений.
Масштабирование от прототипа до производства
Вот стратегический аспект, который многие покупатели упускают из виду: способен ли ваш партнёр по прототипированию масштабировать производство до промышленных объёмов, если ваш дизайн окажется успешным? Согласно исследованию производственных рабочих процессов , использование поставщика, который будет осуществлять и прототипирование, и серийное производство, обеспечивает бесперебойный переход к полномасштабному выпуску продукции и снижает необходимость дорогостоящих корректировок или переоснащения.
Почему это имеет значение? Смена поставщика между этапами прототипирования и серийного производства влечёт за собой следующие риски:
- Вариации технологических процессов: Разные станки, оснастка и настройки дают разные результаты. Детали, которые идеально работали у поставщика прототипов, могут потребовать доработки для производства на серийном оборудовании.
- Потеря знаний: Уроки, извлечённые в ходе изготовления прототипов, остаются у вашего первоначального поставщика. Новые поставщики начинают с нуля и потенциально повторяют уже решённые проблемы.
- Задержки с квалификацией: В регулируемых отраслях при смене поставщика может потребоваться повторная квалификация, что добавляет к вашему графику недели или даже месяцы.
- Восстановление отношений: Стиль коммуникации, техническое понимание и доверие требуют времени для формирования с каждым новым поставщиком.
Решение? Отдавайте предпочтение партнёрам, способным обеспечить весь объём ваших заказов с первого дня. Ищите поставщиков, предлагающих как быстрое прототипирование, так и массовое производство с едиными системами обеспечения качества на всех уровнях объёмов.
Например, в качестве демонстрации возможностей бесперебойного масштабирования, Shaoyi Metal Technology демонстрирует, как выглядит на практике комплексная услуга от разработки прототипа до серийного производства. Их производственное предприятие, сертифицированное по стандарту IATF 16949, выпускает компоненты с высокой точностью и допусками, сроки изготовления которых составляют всего один рабочий день; это позволяет поддерживать весь цикл — от первых прототипов до серийного выпуска автомобильных шасси и специализированных металлических втулок. Такое сочетание сертификации, оперативности выполнения заказов и масштабируемости иллюстрирует те характеристики, которым следует отдавать приоритет при выборе партнёра по производству.
Контрольный список оценки партнёра
Прежде чем принимать решение о сотрудничестве с любой ближайшей к вам компанией по фрезерной обработке на станках с ЧПУ или онлайн-платформой, пройдите этот всесторонний процесс оценки:
- Техническое соответствие: Возможности оборудования соответствуют требованиям к вашим деталям по габаритам, сложности и точности
- Экспертиза материалов: Подтверждённый опыт работы с указанными вами материалами и соответствующие знания в области обработки
- Соответствие сертификатов: Действующие сертификаты, соответствующие отраслевым и эксплуатационным требованиям вашего проекта
- Прозрачное ценообразование: Чёткие, детализированные коммерческие предложения без скрытых сборов и неоднозначных структур ценообразования
- Оперативное взаимодействие: Быстрые и полезные ответы на технические вопросы на этапе оценки
- Системы качества: Документированные процессы инспекции, соответствующее измерительное оборудование и сертификаты качества
- Управление процессом: Статистический контроль процессов (SPC) или эквивалентный метод мониторинга для обеспечения стабильного качества продукции
- Масштабируемость: Способность масштабироваться — от изготовления прототипов до серийного производства — без смены поставщиков
- Надежность сроков поставки: Проверенная репутация в соблюдении оговорённых сроков поставки и чёткая коммуникация при любых изменениях графика
- Послепродажная поддержка: Условия гарантии, доступность технической поддержки и процедуры устранения неисправностей
Систематическое прохождение этого чек-листа позволяет избежать распространённой ошибки выбора поставщиков исходя лишь из одного критерия — например, самой низкой цены или самого короткого заявленного срока поставки. Самое дешёвое предложение зачастую свидетельствует о компромиссах в качестве, которые в итоге обходятся дороже из-за переделок и задержек. Самое быстрое обещание может исходить от производственного участка, который берёт на себя чрезмерные обязательства и не выполняет их.
Правильный фрезеровщик рядом со мной или онлайн-партнер должен обеспечивать баланс между компетентностью, качеством, коммуникацией и стоимостью. Инвестируйте время в тщательную оценку на начальном этапе, чтобы выстроить производственные отношения, которые будут поддерживать ваши проекты в течение многих лет.
Независимо от того, сотрудничаете ли вы с местными цехами по ЧПУ рядом со мной для непосредственного взаимодействия или используете глобальные онлайн-платформы для получения конкурентоспособных цен и производственных мощностей, эти критерии оценки применимы повсеместно. Цель состоит в том, чтобы найти партнёра, чьи возможности действительно соответствуют вашим требованиям, чьи системы обеспечения качества защищают ваши проекты и чья бизнес-модель поддерживает масштабирование по мере изменения ваших потребностей.
Выбор вашего производственного партнёра влияет на каждый совместный проект. Осуществляйте выбор осознанно, тщательно проверяйте заявленные характеристики и выстраивайте отношения с поставщиками, которые демонстрируют приверженность вашему успеху за счёт стабильной, а не только маркетингово привлекательной деятельности.
Часто задаваемые вопросы об услугах фрезерования на станках с ЧПУ в интернете
1. Как работают онлайн-услуги фрезерования на станках с ЧПУ?
Онлайн-услуги фрезерования на станках с ЧПУ работают через цифровые платформы, где вы загружаете CAD-файлы в форматах STEP или IGES, получаете мгновенные расчёты стоимости на основе автоматизированного анализа геометрии, выбираете материалы и отделку, а затем отслеживаете ход производства до доставки. Платформа координирует производство с сертифицированными операторами станков с ЧПУ, которые изготавливают детали строго по вашим техническим требованиям. Большинство услуг обеспечивают поставку прецизионных компонентов в течение 3–15 рабочих дней; также доступны ускоренные варианты для сокращения сроков выполнения.
2. Какие форматы файлов принимают онлайн-услуги фрезерования на станках с ЧПУ?
Большинство платформ принимают STEP (.stp, .step) как отраслевой стандарт для объёмных моделей, а также IGES (.igs, .iges) — для поверхностной геометрии. Некоторые сервисы также принимают STL-файлы для простых геометрий и родные CAD-форматы из SolidWorks или Inventor. Файлы STEP предпочтительны, поскольку они сохраняют полную геометрию и данные о конструктивных элементах при обмене между различными CAD-системами, что обеспечивает точность расчётов стоимости и изготовления.
3. Сколько стоит онлайн-обработка на станках с ЧПУ?
Стоимость обработки на станках с ЧПУ зависит от выбора материала, сложности детали, требуемых допусков, требований к отделке и количества заказанных деталей. Детали из алюминия со стандартными допусками стоят дешевле, чем компоненты из титана, требующие высокой точности. Системы мгновенного расчёта стоимости определяют цену на основе объёма материала, времени механической обработки и сложности подготовки оборудования. При увеличении объёма заказа стоимость одной детали снижается существенно, а выбор распространённых материалов, таких как алюминиевый сплав 6061 или дельрин, позволяет поддерживать конкурентоспособные цены.
4. Какие допуски обеспечивает онлайн-обработка на станках с ЧПУ?
Стандартная обработка на станках с ЧПУ обеспечивает допуски ±0,005 дюйма (±0,127 мм) по умолчанию — этого достаточно для большинства механических применений. Для прецизионной обработки достигаются допуски ±0,002 дюйма (±0,05 мм), например, для сопрягаемых поверхностей, а сверхточные допуски ±0,001 дюйма (±0,025 мм) применяются для посадочных мест под подшипники и уплотнительных поверхностей. Ультраточные допуски ±0,0001 дюйма доступны для аэрокосмических и оптических компонентов, однако они значительно повышают стоимость и сроки изготовления.
5. Как выбрать между обработкой на станках с ЧПУ и 3D-печатью?
Выберите фрезерную обработку на станках с ЧПУ, когда требуются превосходные механические свойства, высокая точность размеров (допуски менее ±0,005 дюйма), специальные сплавы металлов или инженерные пластмассы, а также при необходимости изготовления более чем 10–20 деталей. Выберите 3D-печать для сложных внутренних геометрий, быстрой доработки конструкции, лёгких решётчатых структур или единичных прототипов, когда затраты на подготовку станка с ЧПУ становятся доминирующими. Обработка на станках с ЧПУ обеспечивает стабильные механические характеристики материала, которых невозможно достичь при послойной печати для функциональных деталей.