 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Хранение штамповых матриц в автомобильной промышленности: прочные стеллажи и системы AS/RS

Краткое содержание
Хранение штампов для автомобильной промышленности представляет собой уникальную инженерную задачу из-за экстремального веса (от 20 000 до более чем 100 000 фунтов) и высокой стоимости штампов класса А. Стандартные складские стеллажи конструктивно не подходят и опасны для этого применения. Три основных промышленных решения — это Конструкционные стеллажи с двутавровыми балками (для плотного вертикального хранения штампов массой до 80 000 фунтов), Автоматизированные Системы Хранения и Выдачи (AS/RS) (для максимального использования вертикального пространства и сокращения времени извлечения), и стандартизированное Напольное штабелирование с использованием сертифицированных защитных блоков для сверхтяжелых инструментов. Менеджеры объектов должны отдавать приоритет системам, устойчивым к повреждениям от точечных нагрузок, и соответствующим требованиям OSHA по блокировке/маркировке, чтобы предотвратить катастрофические повреждения оборудования или травмы.
Конструкционные стеллажи с двутавровыми балками: отраслевой стандарт
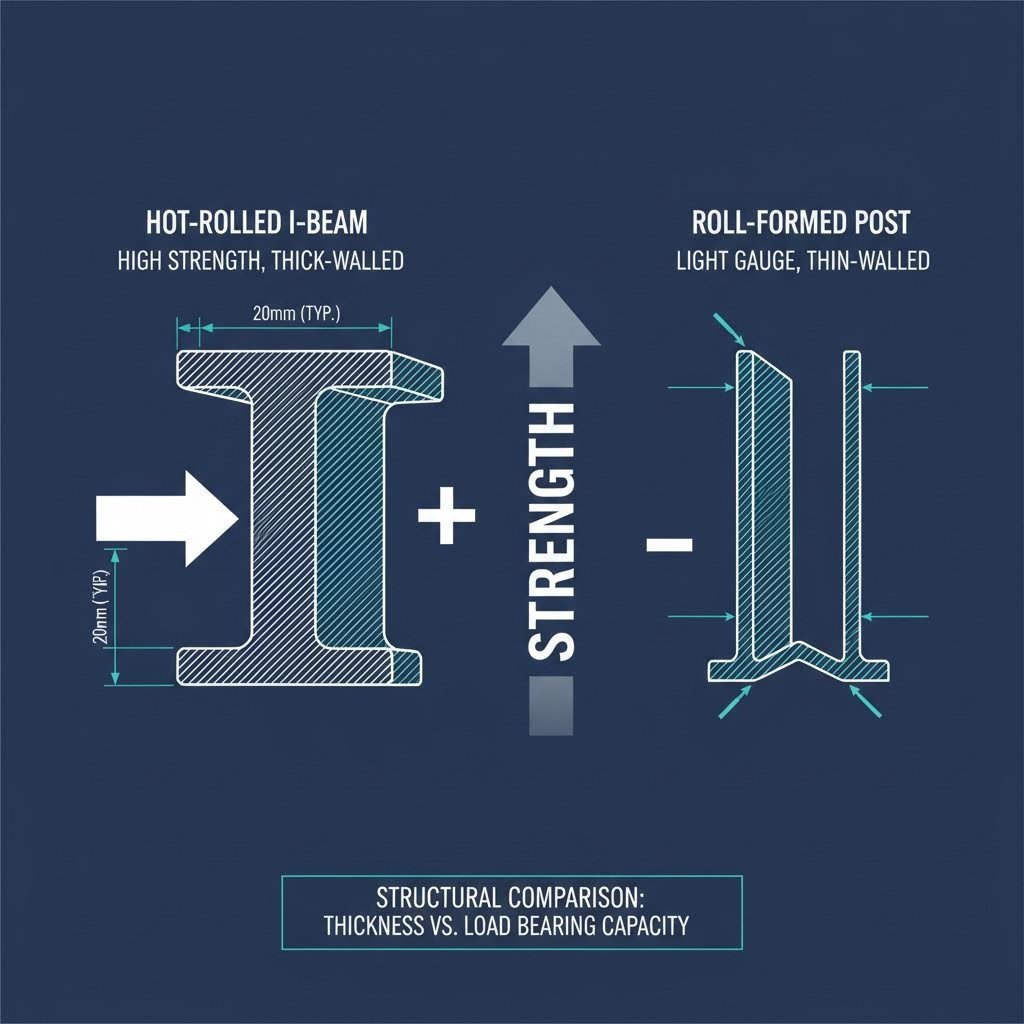
Для подавляющего большинства автомобильных штамповочных производств стеллажи из конструкционных двутавровых балок представляют оптимальный баланс между плотностью хранения, доступностью и капитальными затратами. В отличие от гнутого стального профиля, commonly используемого в складах лёгкого типа, конструкционные стеллажи изготавливаются из горячекатаного стального швеллера, что обеспечивает превосходную устойчивость к ударам и высоким точечным нагрузкам.
Почему рулонные стеллажи выходят из строя
Критическая ошибка при планировании объекта — попытка использовать стандартные паллетные стеллажи для хранения тяжелых штампов. Колонны из гнутого профиля склонны к продольному изгибу под воздействием специфических видов напряжений от штампов, которые зачастую создают интенсивные «точечные нагрузки», а не равномерно распределённые нагрузки, на которые рассчитаны паллетные стеллажи. Кроме того, неизбежные удары погрузчиков в быстром темпе работы прессового цеха могут нарушить целостность конструкции из гнутого стального профиля, что приведёт к катастрофическому обрушению.
Системы из конструкционных двутавровых балок, такие как разработанные компанией Dexco , используются прочные болтовые соединения и конструкция с направляющими каналами. Эти системы могут выдерживать нагрузку на полки более 80 000 фунтов на уровень. При выборе таких стеллажей инженерам следует обращать внимание на такие особенности, как сплошные стальные настилы (чтобы предотвратить соскальзывание матриц между балками) и брусья для въезда погрузчика, которые приподнимают матрицу, позволяя вилам заехать снизу, не повреждая балки стеллажа.
Системы автоматизированного хранения и извлечения матриц (AS/RS)
По мере роста стоимости земли и требований производства «точно в срок» к более жесткому графику многие производители переходят к автоматизации. Системы автоматизированного хранения и извлечения матриц (AS/RS) заменяют хаотичное движение погрузчиков в прессовом цеху точными кранами или вертикальными модулями подъема (VLM).
Максимизация использования объема
Традиционное напольное хранение может приводить к потере до 70% доступного вертикального пространства. Решения AS/RS используют всю высоту помещения — зачастую до 40 или 50 футов — размещая матрицы в компактных вертикальных блоках. Поставщики, такие как Southwest Solutions Group отметим, что VLM могут восстанавливать до 85% площади пола по сравнению со статическими стеллажами. Освобождённая площадь позволяет производителям расширять производственные линии без приобретения новой недвижимости.
Операционная эффективность и безопасность
Помимо экономии места, системы AS/RS напрямую интегрируются с системами управления складом (WMS) для мгновенного отслеживания местоположения штампов. Время извлечения сокращается с более чем 20 минут поиска с помощью погрузчика до менее чем 5 минут автоматизированной доставки. Решения от Macrodyne нередко включают встроенные транспортные тележки, которые перемещают штамп непосредственно со стеллажа хранения на плиту пресса, устраняя опасные манёвры крана, обычно требующиеся для переворачивания и установки тяжёлого инструмента.
Для производителей, расширяющих свои операции, сохранение качества этих штампов имеет первостепенное значение. Независимо от того, переходите ли вы от быстрого прототипирования к массовому производству, обеспечение безупречного состояния оснастки критически важно для партнёров, предоставляющих комплексные решения по штамповке автоматизированные системы значительно снижают риск случайного повреждения при столкновении во время транспортировки, защищая инвестиции в высокоточную оснастку.
Блоки безопасности для штампов и соответствие требованиям хранения на полу
Для штампов массой более 50 тонн или на объектах, где вертикальные стеллажи неприменимы, хранение на полу остаётся распространённой практикой. Однако этот метод часто сопряжён с риском «промышленной игры Джэнга», когда неорганизованная укладка создаёт серьёзные угрозы безопасности.
Роль блоков безопасности для штампов
Простое размещение штампа на бетонном полу допустимо, но при укладке в штабель необходимо строго соблюдать правила безопасности. Ключевым элементом в этой системе является использование блоков безопасности для штампов. В отличие от самодельных деревянных опор, которые могут расколоться или сжаться, инженерные блоки предназначены для механического предотвращения высвобождения кинетической энергии при хранении или техническом обслуживании.
Согласно Dynamic Die Supply , использование правильных статических блоков для хранения поднимает матрицу, защищая критически важные компоненты от влаги и коррозии с пола, а также обеспечивая доступ погрузчика. Положения OSHA (см. 29 CFR 1910.147) подчеркивают необходимость контроля накопленной энергии; блокировка и взаимная блокировка матриц предотвращают их скольжение или падение под действием силы тяжести.
Рекомендации по планировке пола
Для обеспечения соответствия требованиям зоны хранения на полу должны быть четко обозначены краской высокой видимости. Проходы должны быть достаточно широкими, чтобы вместить радиус поворота погрузчика с наибольшей грузоподъемностью или путь движения мостового крана. Никогда не складывайте матрицы с разными размерами основания непосредственно друг на друга без промежуточной несущей пластины или рамы, так как это создает нестабильный центр тяжести.
Сравнение: стеллажное хранение, автоматизированная система хранения (AS/RS) и напольное хранение
Выбор подходящего метода хранения зависит от веса матриц, частоты оборачиваемости и бюджета. В следующей таблице сравниваются три основных стратегии.
| Особенность | Конструкционные стеллажи с двутавровыми балками | Автоматизированная (AS/RS) | Напольное хранение (с блоками) |
|---|---|---|---|
| Основная польза | Высокая прочность и плотность | Максимальная эффективность пространства и скорость | Без ограничения по вместимости |
| Типовой предел нагрузки | До 80 000 фунтов / уровень | До 50 тонн / место | Неограниченно (в зависимости от нагрузки на пол) |
| Эффективное использование пространства | Высокая (вертикальное хранение) | Максимальная (вертикальное + компактное) | Низкий (горизонтальное расширение) |
| Начальные затраты | Умеренный | Высокий (значительные капитальные затраты) | В низком |
| Скорость извлечения | Средняя (зависит от погрузчика) | Быстро (<5 минут) | Медленно (маневрирование крана/погрузчика) |
| Профиль риска | Низкий (при условии контроля ударов) | Самый низкий (человек исключён из процесса) | Умеренный (опасность споткнуться, коррозия) |
Хотя системы AS/RS обеспечивают наивысшую производительность, высокие первоначальные капитальные затраты делают их наиболее подходящими для крупных поставщиков первого уровня. Стеллажные конструкции остаются основным решением для большинства средних штамповочных цехов, обеспечивая безопасное вертикальное хранение без сложностей автоматизации.
Заключение: Инженерная уверенность
Решение о том, как хранить штампы для автомобильной промышленности, — это не просто логистическая задача; это фундаментальный вопрос безопасности и финансовых расчётов. Падение одного единственного штампа может обойтись в сотни тысяч долларов ущерба и неделя простоя. Переход от хаотичного складирования на полу к инженерным решениям — будь то стеллажи из металлических двутавровых балок или сложные системы автоматизированного хранения и извлечения (AS/RS) — позволяет руководителям объектов взять под контроль свои запасы. Цель — создать среду «готовности к прессованию», в которой оснастка защищена, легко доступна и соответствует нормативным требованиям, обеспечивая бесперебойный производственный цикл без сбоев, вызванных предотвратимыми ошибками хранения.
Часто задаваемые вопросы
1. В чём разница между стоечными и гибочными стеллажами?
Конструкционные стеллажи изготавливаются из горячекатаных стальных профилей (например, двутавров) и используют болтовые соединения, что позволяет им выдерживать значительные нагрузки и удары погрузчиков. Стеллажи из гнутого профиля изготавливаются из более тонкой стальной полосы, согнутой под нужную форму; они, как правило, непригодны для хранения тяжелых штампов, поскольку могут деформироваться под сосредоточенными нагрузками и не обладают устойчивостью к ударам.
2. Действительно ли нам нужны предохранительные блоки для штампов при хранении?
Да. Хотя такие блоки или прокладки часто используются при настройке и обслуживании штампов (чтобы предотвратить закрытие пресса), при хранении они защищают внутренние компоненты штампа от повреждений и обеспечивают безопасный доступ погрузчика. Они также гарантируют устойчивость при складировании штампов, предотвращая опасное сползание.
3. Какие нормы OSHA существуют для складирования штампов?
У OSHA нет единого стандарта под названием «die stacking», однако применяются общие стандарты обращения с материалами. Материалы, хранящиеся ярусами, должны укладываться в штабеля, иметь упоры, быть перевязанными и ограничены по высоте таким образом, чтобы обеспечивать устойчивость и надежность от сползания или обрушения. Кроме того, проходы и коридоры должны оставаться свободными, а предельные нагрузки на пол не должны превышаться.