 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Czym jest spawarka z rdzeniem topnikowym? Zacznij spawać bez zgadywania

Czym jest spawarka z drutem rdzeniowym?
Spawarka z drutem rdzeniowym to maszyna do spawania z podawaniem drutu, która wykorzystuje tubularny drut wypełniony rdzeniem topnikowym. W wielu konfiguracjach ten rdzeń tworzy osłonę podczas spawania, dzięki czemu urządzenie często może działać bez osobnego butla z gazem ochronnym. Jeśli wyszukiwałeś czym jest spawarka z drutem rdzeniowym , to jest to odpowiedź w prostym języku angielskim.
Spawarka z drutem rdzeniowym to spawarka z podawaniem drutu, która pracuje na pustym, rdzeniowym drucie z topnikiem zamiast na drucie stałym, co często umożliwia spawanie bez gazu przy użyciu drutu samosłonecznego.
- Typ maszyny: Maszyna do spawania z podawaniem drutu
- Rodzaj drutu: Pusty, tubularny drut z rdzeniem topnikowym
- Najbardziej znana zaleta: Często dobrze działa bez zewnętrznego butla z gazem ochronnym
Czym jest spawarka z rdzeniem fluksowym – w prosty sposób
Wyobraź sobie urządzenie, które automatycznie podaje drut spawalniczy przez pistolet podczas wykonywania spawania. Kluczową różnicą jest sam drut. Zamiast stałego drutu, jak w standardowym spawaniu MIG, w spawaniu z rdzeniem fluksowym stosuje się pusty w środku drut wypełniony fluksami. W potocznej rozmowie, czym jest spawarka z rdzeniem fluksowym zazwyczaj ma się na myśli właśnie ten typ układu z podawaniem drutu. Jeśli zastanawiasz się również nad tym, czym jest rdzeń fluksowy , odnosi się on do tego tubularnego, wypełnionego fluksami drutu oraz metody spawania opartej na nim.
Jak urządzenie zapewnia ochronę łuku bez butli z gazem
Gdy łuk nagrzewa drut, fluks znajdujący się w jego wnętrzu reaguje i pomaga chronić stopioną kąpiel spawalniczą przed zanieczyszczeniem powietrzem. Dlatego spawanie z rdzeniem fluksowym samochronnym jest popularne przy pracach na zewnątrz i w warunkach mobilnych. Odwołania techniczne z ZMD i AWS obu źródeł opisują FCAW jako metodę spawania łukowego z podawaniem drutu, w której do ochrony stosuje się drut wypełniony fluksami. Dlatego gdy ludzie pytają, czym jest spawanie z rdzeniem fluksowym , zazwyczaj pytają o tę czynność ekranowania oraz o proces, który za nią stoi.
Dlaczego ludzie mylą spawarkę z FCAW
Tu właśnie początkujący popełniają błąd. spawarka to maszyna. FCAW , czyli spawanie łukowe w osłonie rdzenia topiącego się (FCAW), to proces wykonywany przez maszynę. To nakładanie się nazw jest powodem, dla którego wyszukiwania takie jak czym jest spawanie rdzeniem topiącym się i czym jest spawarka rdzeniem topiącym się często prowadzą do tej samej dyskusji. Nazwy brzmią wymiennie, ale nie są one dokładnie tym samym. Ta różnica nabiera jeszcze większego znaczenia, gdy zaczynamy porównywać dedykowane urządzenia do spawania rdzeniem topiącym się z maszynami MIG, które mogą również pracować przewodem rdzeniem topiącym się.

Spawarka rdzeniem topiącym się vs FCAW – wyjaśnienie
Pomyłka zaczyna się od tego, że te terminy brzmią tak, jakby oznaczały to samo, ale tak nie jest. Jedna nazwa odnosi się do sprzętu, druga – do metody spawania. Ta różnica ma znaczenie, gdy próbujemy określić, czy potrzebujemy nowej maszyny, innego przewodu, czy po prostu zmiany konfiguracji.
Spawarka z rdzeniem fluksowym vs proces FCAW
Jeśli zadajesz pytanie czym jest spawanie FCAW , krótką odpowiedź można podać w prosty sposób. Znaczenie skrótu FCAW is spawanie Łukowe z Rdzeniem Fluxowym , który jest nazwą procesu. spawarka z drutem rdzeniowym to urządzenie służące do wykonywania tego procesu. W terminologii technicznej AWS definiuje FCAW jako półautomatyczny lub automatyczny proces spawania łukowego, w którym stosuje się zużywalną elektrodę podawaną ciągle i wypełnioną fluksami.
Dlatego w podręcznikach, na kursach oraz na wykresach spawalniczych często pojawia się skrót FCAW, podczas gdy w ogłoszeniach internetowych można znaleźć po prostu określenie „spawarka z rdzeniem fluksowym”. W potocznej rozmowie te dwa pojęcia są często mylone. W praktyce warto je rozróżnić: spawarka to narzędzie, a spawanie rdzeniem fluksowym to zadanie wykonywane przez to narzędzie.
Spawarka MIG z drutem rdzeniowym fluksowym vs jednostki wyłącznie z rdzeniem fluksowym
Oto pytanie kupującego, które stoi za większością nieporozumień. Niektóre urządzenia są zaprojektowane głównie do pracy z drutem rdzeniowym, często z samochronnym drutem rdzeniowym. Inne to maszyny do spawania metodą MIG z podajnikiem drutu, które mogą również pracować z drutem rdzeniowym, o ile obsługują odpowiednią polaryzację i części do podawania drutu. Wskazówki z WeldGuru zauważają, że wiele spawarek MIG może używać drutu rdzeniowego po dokonaniu odpowiednich zmian, takich jak polaryzacja czy konfiguracja kółek napędowych podajnika. Dlatego też użytkownicy wyszukują frazy mig rdzeń lub używają wyrażenia spawarka mig z rdzeniem fluksującym .
Dedykowana jednostka wyłącznie do spawania drutem rdzeniowym jest zwykle prostsza w obsłudze. Kompatybilna spawarka MIG oferuje większą elastyczność, ponieważ może przełączać się między drutem stałym z gazem ochronnym a drutem rdzeniowym bez konieczności posiadania drugiej spawarki. W obu przypadkach drut nadal jest podawany przez pistolet. Zmienia się natomiast typ drutu, sposób ochrony przed atmosferą oraz konfiguracja urządzenia.
| Typ maszyny | Podejście do ochrony gazem osłonowym | Typ przewodu | Elastyczność | Typowe zastosowanie |
|---|---|---|---|---|
| Jednostka wyłącznie do spawania drutem rdzeniowym | Zwykle samochronna dzięki rdzeniowi drutu | Tubularny drut rdzeniowy | Niżej | Naprawy na zewnątrz i prace mobilne |
| Spawarka MIG w trybie MIG | Zewnętrzny gaz osłonowy | Przewód stały | Średni | Wewnątrzbudowlowa produkcja i czystsze spoiny |
| Zgodny spawarka MIG w trybie rdzeniowym | Zależy od drutu, często samosłoneczny | Tubularny drut rdzeniowy | Wyższy | Użytkownicy poszukujący jednej maszyny z podajnikiem drutu do wielu konfiguracji |
| Maszyna wieloprocesowa | Zależy od wybranego procesu | Zależy od trybu | Najwyższą | Warsztaty lub użytkownicy amatorscy potrzebujący kilku opcji spawania |
Zastosowanie maszyn wieloprocesowych
Maszyny wieloprocesowe dodają kolejną warstwę funkcjonalności. Nie tworzą one nowego procesu, lecz umożliwiają jednemu źródłu zasilania przełączanie się między spawaniem z podajnikiem drutu a innymi metodami, najczęściej spawaniem elektrodą otwartą (MMA), a czasem także spawaniem TIG. Jeśli więc już taką maszynę posiadasz, prawdziwym pytaniem nie jest to, co wyświetla się na panelu przednim, lecz czy urządzenie obsługuje spawanie rdzeniem fluksowym z prawidłową polaryzacją, trasą przewodu i materiałami eksploatacyjnymi.
Te szczegóły mają większe znaczenie niż etykiety marketingowe. Maszyna może być teoretycznie zgodna, ale w praktyce uciążliwa w użytkowaniu, jeśli układ napędowy lub zaciski nie są odpowiednio skonfigurowane. To właśnie w tym momencie zaczynają mieć znaczenie rzeczywiste części maszyny, zwłaszcza te, które kierują, chwytają i zasilają przewód.
Części spawarki do spawania rdzeniem topiącym oraz podstawy dotyczące przewodu
Części, które kierują, chwytają i zasilają przewód, zasługują na największą uwagę. W przypadku maszyna do spawania rdzeniem fluksowym właściwie skonfigurowanej maszyny czysta konfiguracja zwykle zależy od współpracy kilku kluczowych komponentów zamiast ich wzajemnego przeszkadzania sobie.
Główne części spawarki do spawania rdzeniem topiącym
Ogólna układanka jest bardzo podobna do każdej innej spawarki z podawaniem przewodu. Podstawowy przewodnik po częściach firmy Arccaptain podkreśla ten sam podstawowy układ występujący w wielu maszynach z podawaniem przewodu: źródło zasilania, podajnik przewodu, pistolet spawalniczy oraz zacisk uziemiający.
- Źródło zasilania: Generuje prąd spawalniczy.
- Pistolet spawalniczy i spust: Pistolet kieruje drutem, a spust uruchamia podawanie drutu i wyjście spawalnicze.
- Kabel i wkładka: Kabel przesyła energię elektryczną, podczas gdy wkładka kieruje drutem od podajnika do pistoletu.
- Zacisk uziemiający: Łączy przedmiot spawany i zamyka obwód elektryczny.
- Szpulka z drutem i podajnik: Szpulka przechowuje elektrodę, a role napędowe przesuwają ją do przodu.
- Dysza kontaktowa: Kieruje drutem na końcu pistoletu i przekazuje do niego prąd.
- Zaciski polaryzacji: Pozwalają podłączyć urządzenie zgodnie z rodzajem używanego drutu.
- Dysza lub dyfuzor: Może występować w niektórych konfiguracjach, zwłaszcza tam, gdzie stosuje się gaz osłonowy.
Wybór odpowiedniego drutu z rdzeniem topnikowym i końcówki kontaktowej
Jeśli zadajesz pytanie czym jest drut z rdzeniem topnikowym , jest to pusty, rurkowaty elektroda wypełniona topnikiem. Niektóre drut spawalniczy z rdzeniem topnikowym są samosłonowe, czyli generują własny gaz ochronny. Inne typy wymagają zewnętrznego gazu osłonowego. Kupujący napotykają również nieuporządkowane frazy wyszukiwania, takie jak drut z rdzeniem topnikowym , drut MIG z rdzeniem topnikowym , czy drut spawalniczy z rdzeniem topnikowym , ale decyzja zakupowa zależy przede wszystkim od rodzaju osłony, średnicy drutu oraz kompatybilności z urządzeniem.
Wskazówka kontaktowa ma większe znaczenie, niż wiele początkujących użytkowników sobie wyobraża. Wykonawca wyjaśnia, że wskazówka pełni dwie funkcje: kieruje drutem i przekazuje prąd spawalniczy. Ten sam źródło zauważa, że druty rurowe zazwyczaj najlepiej są podawane przy użyciu standardowych lub nieco większych wskazówek, ponieważ zbyt ciasna wskazówka może zwiększyć siłę podawania, powodować wyginanie drutu oraz spowodować zapłon wsteczny. Zbyt luźna wskazówka może doprowadzić do odchylenia się drutu i zmniejszenia stabilności łuku.
Zgodność szpuli również ma znaczenie. Używaj szpuli o typie, który jest zaprojektowany do stosowania i bezproblemowego podawania przez Twoją maszynę. Mniejsze szpule zazwyczaj nadają drutowi większą krzywiznę niż opakowania zbiorcze, co może wpływać na łatwość przesuwania się drutu przez wskazówkę i wkładkę.
Wałki napędowe, polaryzacja i podstawy systemu podawania
Miller zauważa, że samoschronione przewód rdzeniowy z materiałem fluksowym jest miększy niż drut stały, dlatego najczęściej zaleca się zastosowanie rolek napędowych z walcowaną powierzchnią. Takie rolki zapewniają odpowiednie uchwyt drutu bez jego uciskania i odkształcania, co łatwiej może się zdarzyć przy użyciu standardowych rolek. Ta sama wskazówka podkreśla, że w przypadku samochronionej spawania rdzeniowego często stosuje się prąd stały z ujemnym biegunem elektrody, przy czym połączenia polaryzacji znajdują się zwykle w pobliżu rolek napędowych wewnątrz urządzenia. Należy jednak zawsze sprawdzać polaryzację na etykiecie drutu lub schemacie urządzenia, szczególnie przy przełączaniu się między spawaniem samochronionym a spawaniem z osłoną gazową drut spawalniczy z rdzeniem topnikowym .
Gdy szpulka, rolki, wkładka, końcówka i polaryzacja są ze sobą zgodne, urządzenie zaczyna działać w sposób przewidywalny. To właśnie wtedy łuk staje się łatwiejszy do zrozumienia, ponieważ każde naciśnięcie spustu uruchamia ten sam ciąg zdarzeń.
Jak działa spawanie rdzeniowe
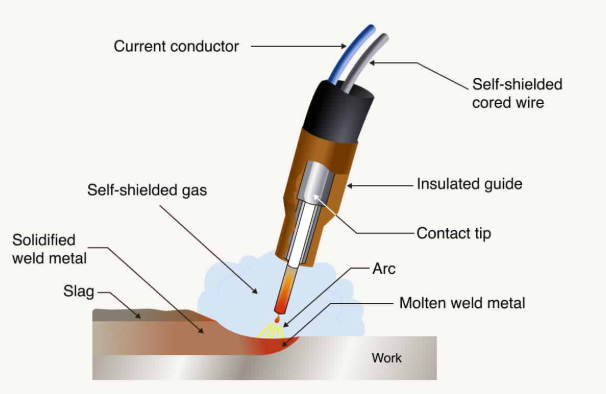
Wciśnięcie spustu na prawidłowo załadowanej maszynie do podawania drutu powoduje szybkie przebiegnięcie całego cyklu. Drut przesuwa się przez pistolet, prąd go naładowuje, a łuk powstaje pomiędzy drutem a przedmiotem roboczym. Ten łuk stopi tubularny drut oraz metal podstawowy jednocześnie, tworząc kąpiel spawalniczą. W spawaniu rdzeniowym , materiał topnikowy umieszczony wewnątrz drutu reaguje pod wpływem ciepła i pomaga chronić tę stopioną kąpiel przed otaczającym ją powietrzem. To właśnie podstawowa przyczyna, dla której spawanie rdzeniowe można często wykonywać bez osobnego butla z gazem.
Co dzieje się po zapłonie łuku
Prosty definicja spawania fcaw to spawanie łukowe z podawaniem drutu przy użyciu tubularnego elektrody wypełnionej materiałem topnikowym. Wyrażenie rdzeniowe spawanie łukowe wskazuje na łuk powstający w trakcie ciągłego zużywania się tego drutu. Wskazówki od Earlbeck dzieli proces na dwie główne wersje, ale podstawowa czynność pozostaje taka sama w obu: podawanie drutu, tworzenie łuku, topienie metalu, osłona spoiny i pozostawienie jej do ostygnięcia pod żużlem.
Wspawanie rdzeniowe z samoosłoną vs. wspawanie rdzeniowe z osłoną gazową
Największą różnicą jest źródło osłony. Wspawanie rdzeniowe z samoosłoną (FCAW-S) wykorzystuje rdzeń w drucie, który generuje niezbędną osłonę strefy spawania, dlatego też bezgazowe druty rdzeniowe są popularne w warunkach zewnętrznych oraz przy wietrznej pogodzie. Wspawanie rdzeniowe z osłoną gazową (FCAW-G), często nazywane wspawaniem dwukrotnie osłoniętym, nadal wykorzystuje drut rdzeniowy, lecz dodatkowo stosuje zewnętrzny gaz osłonowy, zapewniający gładki łuk, mniejsze rozpryskiwanie i czystszy wygląd spoiny w kontrolowanych środowiskach. Oba procesy należą do tej samej rodziny rdzeniowych wspawania FCAW ponieważ w obu przypadkach stosuje się drut rdzeniowy oraz ten sam podstawowy proces wspawania łukowego z podawaniem drutu.
| Typ | Metoda osłony | Przydatność do pracy na zewnątrz | Potrzeba oczyszczania | Typowa głębokość przetopu |
|---|---|---|---|---|
| Samoschroniona metoda FCAW-S | Fluks w drucie tworzy osłonę | Wysoce odpowiednia do pracy na zewnątrz | Wiбольsza ilość iskier i konieczność usuwania żużlu | Dobra penetracja |
| Metoda FCAW-G z osłoną gazową | Fluks w drucie oraz dodatkowy gaz osłonowy | Mniej odpowiednia przy wietrznej pogodzie | Mniejsza ilość iskier, ale żużel nadal wymaga oczyszczenia | Dobra penetracja przy lepszej kontroli kałuży spawalniczej |
Dlaczego powstaje żużel i co to oznacza
Żużel to nie tylko pozostałe odpadki. Unimig opisuje go jako niemetaliczny produkt uboczny, który powstaje, gdy stopiony topnik wypływa na powierzchnię i zastyga nad spoiną. Ta warstwa pomaga chronić szwu podczas jego chłodzenia oraz wspiera utrzymanie kształtu spoiny w trakcie krzepnięcia. Wadą jest konieczność jej usuwania. Jeśli żużel nie zostanie usunięty – zwłaszcza między przejściami – może zostać uwięziony w spoinie i spowodować wady.
Spawacz to maszyna. FCAW to proces, który ona wykonuje.
Ten ciąg zdarzeń wyjaśnia, dlaczego szczegóły przygotowania są tak istotne. Rodzaj drutu, biegunowość oraz rozmiar końcówki stykowej nie wpływają jedynie na jego podawanie. Zmieniają one także charakter łuku, wygląd kąpieliska stopionego metalu oraz łatwość oceny pierwszej spoiny, którą nakładamy.
Jak wykonać pierwszą spoinę metodą spawania rdzeniowego
Części mają znaczenie jedynie wtedy, gdy są prawidłowo skonfigurowane. Dla osób nowych w zakresie spawania rdzeniowego powtarzalna procedura pierwszego użycia pozwala zaoszczędzić czas, drut oraz uniknąć rozfrustrowania. Jeśli trafiłeś tutaj w poszukiwaniu spawania rdzeniowego dla początkujących , albo nawet wyszukiwałeś spawanie rdzeniowe dla początkujących , zachowaj prostotę: upewnij się, że urządzenie obsługuje drut rdzeniowy, prawidłowo załaduj drut, skorzystaj z wykresu lub instrukcji obsługi jako punktu wyjścia oraz przeprowadź próbne spawanie na odpadach przed rozpoczęciem właściwej pracy. To najbezpieczniejszy sposób postępowania spawanie za pomocą spawarki z podawaniem drutu .
- Pracuj w suchym i dobrze wentylowanym miejscu, a materiały łatwopalne trzymaj z dala.
- Noszę hełm spawalniczy, okulary ochronne, rękawice, długie rękawy, spodnie do kostek bez mankietów oraz skórzane buty.
- Trzymaj gaśnicę w pobliżu.
- Nie spawaj metalu malowanego ani ocynkowanego.
- Wyczyść strefę spawania oraz miejsce, w którym zostanie zamocowany uchwyt uziemiający.
Prawidłowe ładowanie drutu rdzeniowego
Konfiguracja urządzenia rozpoczyna się od ścieżki przesuwu drutu. Wskazówki od firmy Miller i Lowe's pokazuje, dlaczego to ma znaczenie: drut rdzeniowy jest miększy niż drut pełny, więc prawidłowe role napędowe i ostrożne doboru napięcia zapewniają gładkie podawanie.
- Przy wyłączonym urządzeniu sprawdź, czy jest ono kompatybilne z drutem rdzeniowym, oraz zapoznaj się z instrukcją obsługi w celu ustalenia odpowiedniego średnicy drutu, końcówki stykowej oraz ewentualnych części dyszy.
- Sprawdź kabel, wkład przewodzący, końcówkę stykową oraz drut. Wymień zużyte elementy eksploatacyjne i nie używaj rdzewiejącego drutu.
- Zainstaluj zalecaną rolę napędową. W przypadku samoschronnego drutu rdzeniowego najczęściej stosuje się rolę napędową z rowkami.
- Zamontuj szpulkę i przeprowadź drut przez podajnik i wkład przewodzący, a następnie przez pistolet spawalniczy.
- Zainstaluj odpowiednią końcówkę stykową i przetnij drut do zalecanej długości wystającej (stickout). W Lowe’s podano typową długość wystającej części drutu rdzeniowego wynoszącą od 3/4 cala do 1 cala.
- Ustaw urządzenie zgodnie z instrukcją obsługi lub z tabelą ustawień spawania drutem rdzeniowym umieszczoną na panelu drzwiowym. Użyj tych ustawień jako punktu wyjścia, a nie jako ostatecznej odpowiedzi.
Sprawdzanie polaryzacji, uziemienia oraz napięcia podawania
To miejsce, gdzie zaczynają się wiele surowych pierwszych spawów. Biegunowość spawania rdzeniowego musi być zgodna z używaną drutem. W przypadku wielu samochronnych drutów ze stali węglowej Miller zaleca stały prąd z ujemnym biegunem elektrody, ale zawsze sprawdź oznaczenie na opakowaniu drutu oraz instrukcję obsługi urządzenia przed rozpoczęciem spawania.
Napięcie podawania wymaga takiego samego podejścia bez zgadywania. Zbyt duże napięcie może spłaszczyć drut. Zbyt małe może powodować jego poślizg i nieregularne podawanie. Praktyczna metoda firmy Hobart Brothers polega na rozpoczęciu od lekkiego napięcia rolek napędowych, wprowadzeniu drutu do wnętrza rękawiczki spawalniczej, a następnie zwiększaniu napięcia aż do momentu ustania poślizgu i dodaniu jeszcze około pół obrotu. Na koniec przyłącz uziemienie do czystego, odsłoniętego metalu jak najbliżej obszaru spawania.
Wykonanie próbnej spoiny i analiza jej wyglądu
Jeśli chcesz dowiedzieć się jak wykonywać spawanie rdzeniowe bez marnowania materiału wykonaj krótki testowy szew na odpadzie, który jak najbardziej przypomina rzeczywiste zadanie. Zarówno Miller, jak i Lowe's zalecają korzystanie z ustawień podanych w tabelach jako orientacyjnych wytycznych oraz dokładne dopasowanie parametrów po wykonaniu testowych spawów. Nasłuchuj stabilnego łuku, obserwuj płynne podawanie drutu oraz sprawdzaj, czy szew przebiega równomiernie, bez widocznych przeżarć, zacinania się drutu ani nadmiernego rozprysku.
Dokonuj tylko jednej zmiany naraz. Niewielkie korekty prędkości podawania drutu, zakresu mocy lub odległości palnika dają znacznie więcej informacji niż przypadkowe kręcenie pokrętłami. Te wczesne porady dotyczące spawania rdzeniowego są istotne, ponieważ urządzenie może być prawidłowo ustawione na papierze, a mimo to źle spawać, jeśli kontakt zacisku, napięcie lub polaryzacja są nieodpowiednie. A gdy już łuk zacznie zachowywać się poprawnie, wyzwanie przechodzi od fazy przygotowania do kontroli ręki – to właśnie technika decyduje o wszystkich widocznych różnicach.

Techniki spawania rdzeniowego zapewniające lepsze szwy
Maszyna może być prawidłowo załadowana i mimo to wytwarzać nieregularne spoiny. W spawaniu rdzeniowym ręczna kontrola wykonuje znaczną część widocznej pracy. Niewielkie zmiany długości wystającego przewodu elektrodowego (stickout), kąta przesuwu oraz tempa przesuwu mogą przekształcić chaotyczne próby w solidne wyniki. Najskuteczniejsze techniki spawania rdzeniowego nie są spektakularne. To proste nawyki powtarzane w ten sam sposób przy każdej przejściu.
Podstawowe techniki spawania rdzeniowego, które mają największe znaczenie
Miller zaleca technikę ciągnięcia (drag) przy spawaniu rdzeniowym, przy standardowych warunkach z typowym kątem przesuwu wynoszącym około 5–15 stopni. Ten sam przewodnik podaje typową długość wystającego przewodu elektrodowego (stickout) na poziomie ok. 3/4 cala dla drutu rdzeniowego. Bernard dodaje, że zbyt duża odległość pistoletu od elementu spawanego oraz zbyt wolne podawanie drutu mogą prowadzić do zjawiska spalania się drutu (burnback), a problemy z podawaniem mogą również powodować wcześniejsze gaszenie łuku.
- Utrzymuj stałą długość wystającego przewodu elektrodowego (stickout), zamiast zmieniać ją – zbliżać się i oddalać od spoiny.
- Ciągnij kroplę metalu, zamiast ją pchać. Zasada warsztatowa jest łatwa do zapamiętania: jeśli powstaje żużel, stosuj technikę ciągnięcia.
- Używaj umiarkowanego kąta pistoletu spawalniczego. Miller zauważa, że nadmierny kąt może zwiększać rozpryski, zmniejszać wnikanie oraz powodować niestabilność łuku.
- Utrzymuj stałą prędkość przesuwu, aby kałuża nie wyprzedziła łuku i nie zapadła w niego żużlu.
- Starannie czyść między przejściami za pomocą młotka do odpadania żużlu, szczotki drucianej lub szlifierki.
Te podstawowe zasady obowiązują niezależnie od tego, jak je nazywasz porady dotyczące spawania metodą MIG z rdzeniem topiącym czy po prostu spawanie drutem z rdzeniem topiącym . Gładki, powtarzalny ruch jest ważniejszy niż próba szybkiego spawania.
Jak poprawić jakość rozprysków, wnikania i kształtu szwu
Kształt szwu zwykle wskazuje, co się zmieniło. Bernard zauważa, że nadmierna napięcie przy danym ustawieniu prędkości podawania drutu może powodować ślad robaka (worm tracking), podczas gdy niskie natężenie ciepła może prowadzić do wtrąceń żużlu. Miller wskazuje również, że lekki ruch boczny oraz krótkie zatrzymanie się po obu stronach mogą pomóc w wypełnieniu szerszego złącza oraz uniknąć podcięcia przy spawaniu wstęgowym.
- Zbyt dużo rozprysków: Sprawdź nadmierny kąt pistoletu spawalniczego i upewnij się, że ustawienia są zgodne z rodzajem drutu i materiału.
- Niedostateczne przetopienie: Sprawdź wartość wprowadzanego ciepła, unikaj przyspieszania nad kałużą spawalniczą oraz utrzymuj łuk na krawędzi tylniej.
- Wygłębienie przy brzegach szwu: Jeśli stosujesz ruch posuwisto-zwrotny (weaving), zatrzymaj się na chwilę po każdej stronie, aby metal spawalniczy wypełnił brzegi.
- Łuk elektryczny ciągle gasnie: Zanim obwinisz urządzenie, sprawdź występowanie zjawiska spalania wstecznego (burnback), zaplątania drutu (birdnesting), uszkodzeń wkładki lub niewłaściwego nacisku rolek napędowych.
Taki oparty na objawach sposób diagnozowania przekształca przypadkowe ćwiczenia w praktyczne techniki spawania drutem topnikowym .
Proste korekty prowadzące do wysokiej jakości spawów wykonywanych drutem topnikowym
- Wprowadzaj zmiany po jednej na raz. Użyj wykresu maszyny jako punktu wyjścia, a następnie dokonuj stopniowej regulacji zamiast przypadkowego obracania pokrętł.
- Jeśli drut spala się w kierunku końcówki, najpierw sprawdź prędkość podawania drutu oraz odległość pistoletu od materiału.
- Jeśli podawanie drutu wydaje się nieregularne, sprawdź wkładkę przewodową, końcówkę kontaktową oraz napięcie rolek napędowych.
- Przy wykonywaniu wieloprzebiegowych spawów pozostaw miejsce na kolejny przebieg i usuń cały żużel przed kontynuowaniem pracy.
Dobre spawy rdzeniowe wynikają zwykle z powtarzalnych nawyków: taka sama długość wystającego drutu, taki sam kąt nachylenia pistoletu, taki sam tempa pracy oraz taka sama czystość po spawaniu. Sprawne posługiwanie się drutem do spawania rdzeniowego sprzyja uzyskiwaniu bardziej przewidywalnego kształtu spoiny, zmniejsza konieczność zgadywania i zapewnia więcej dobrych spawów rdzeniowych . Ta spójność ułatwia również ocenę procesu w rzeczywistych warunkach pracy, ponieważ nie każdy materiał, miejsce wykonania ani wymagania dotyczące wykończenia są korzystne dla tej metody.
Do czego nadaje się spawarka z drutem topnikowym?
Dobór zadania jest równie ważny co konfiguracja. Jeśli zadajesz pytanie do czego nadaje się spawarka z drutem topnikowym lub do czego stosuje się spawanie drutem topnikowym , krótką odpowiedzią jest następująca: spawanie drutem topnikowym wyróżnia się tam, gdzie wymagana jest duża prędkość spawania z użyciem drutu, głęboka penetracja oraz proces, który działa również na zewnątrz pomieszczeń. AWS wskazuje na zastosowanie spawania drutem topnikowym (FCAW) w konstrukcjach stalowych, mostach, budowie statków, rurociągach oraz naprawie ciężkiego sprzętu, podczas gdy firma Miller podkreśla, że spawanie samochronione drutem topnikowym to idealny proces do pracy na zewnątrz, bardziej wyrozumiały wobec lekko zardzewiałych lub zabrudzonych materiałów. Zatem czy spawanie drutem topnikowym daje dobre wyniki ? Tak, o ile zadanie odpowiada charakterowi tego procesu.
Najlepsze zastosowania spawarki z drutem topnikowym
Dla wielu użytkowników największą zaletą jest spawanie rdzeniowe bezgazowe samozabezpieczająca się drut spawalniczy eliminuje konieczność przewożenia butli z gazem, co ułatwia prace naprawcze w warunkach terenowych. Proces ten jest również ceniony ze względu na wysoką wydajność napawania i głębokie wtopienie w grubsze przekroje, a nie tylko szybkie spawanie tacków.
- Spawanie na zewnątrz budynku: Fluks znajdujący się wewnątrz drutu zapewnia ochronę strefy spawania, dlatego wiatr stanowi mniejszy problem niż w przypadku procesów spawania wyłącznie gazem.
- Naprawy i ciężka produkcja wyrobów metalowych: AWS wymienia stal konstrukcyjną, mosty, budowę statków, rurociągi oraz naprawę ciężkiego sprzętu jako typowe zastosowania spawania FCAW.
- Grubsza stal węglowa: Proces ten jest szczególnie odpowiedni do zastosowań, w których korzystne są głębokie wtopienie i szybsze osadzanie metalu.
- Powierzchnie nieidealne: Firma Miller zauważa, że metoda ta jest bardziej odporna na lekko zardzewiałe, zabrudzone lub skażone materiały niż tradycyjne spawanie MIG.
Kiedy rdzeń topnikowy nie jest najlepszym wyborem
Nie jest on automatycznie najlepszym rozwiązaniem dla każdego projektu. Miller zauważa, że spawanie rdzeniem topnikowym pozostawia żużel, który należy usunąć za pomocą młotka, a uzyskane spoiny są często mniej estetyczne niż przy spawaniu metodą MIG – dlatego wielu operatorów wybiera spawanie MIG w pomieszczeniach zamkniętych, gdy ważna jest czystość wykonania i wygląd końcowy. Przy cienkich blachach trudności pojawiają się szybciej, ponieważ rośnie ryzyko przeżarzenia, a technika musi być bardziej precyzyjna.
Ten sam wzór występuje również przy stali nierdzewnej. Według Weldguru spawanie rdzeniem topnikowym stali nierdzewnej z własnym osłoną jest możliwe w przypadku małych spoin konstrukcyjnych, ale nie zapewnia najbardziej estetycznego efektu końcowego i nie nadaje się do zadań wymagających wysokiej jakości wykończenia. Zapytania takie jak spawanie aluminium rdzeniem topnikowym lub czy można spawać aluminium rdzeniem topnikowym często wynikają z tego samego założenia, że jeden typ drutu nadaje się do spawania każdego metalu. Źródła te wyraźnie wskazują na stal węglową oraz niektóre zastosowania ze stali nierdzewnej jako obszar, w którym ta metoda działa najskuteczniej.
Jak dokonać wyboru na podstawie rodzaju materiału, jego lokalizacji oraz wymagań dotyczących wykończenia
- Grubość materiału: Cięższa stal zwykle lepiej nadaje się do spawania metodą FCAW niż delikatne blachy, gdzie kontrola ciepła jest mniej wyrozumiała.
- Środowisko pracy: Na zewnątrz lub w warunkach terenowych samoosłonięty rdzeń topnikowy ma wyraźną przewagę.
- Tolerancja na czyszczenie: Jeśli usuwanie żużlu młotkiem i kontrola iskier wydają się uciążliwe, czystsza metoda spawania w pomieszczeniu może być lepszym wyborem.
- Oczekiwany wykończenie: Jeśli końcowy szew musi wyglądać estetycznie i wymagać minimalnej obróbki po spawaniu, rdzeń topnikowy często nie jest pierwszym wyborem.
- Rodzaj metalu: Dobierz drut do materiału. Do stali nierdzewnej wymagany jest odpowiedni rdzeń topnikowy ze stali nierdzewnej, a nie założenie stosowania drutu ze stali węglowej.
Ten schemat czyni odpowiedź praktyczną zamiast abstrakcyjnej. Spawarka z rdzeniem topnikowym stanowi silny wybór do prac zewnętrznych na stali, napraw oraz ciężkich procesów wykonywania konstrukcji. Jest ona mniej odpowiednia do cienkich projektów, w których kluczowe jest wykończenie estetyczne. W tym ujęciu prawdziwym pytaniem nie jest, czy spawanie rdzeniem topnikowym jest dobre czy złe, lecz która metoda zapewnia najmniejszą liczbę kompromisów dla danego materiału.
Rdzeń topnikowy vs MIG, Stick i TIG
Wybór procesu spawania staje się łatwiejszy, gdy przestajesz zadawać sobie pytanie, który z nich jest najlepszy w ogóle, i zaczynasz pytać, czego właściwie wymaga dana praca. Większość rdzeń topnikowy vs MIG decyzji sprowadza się do czterech kwestii: gdzie będziesz spawać, jak czysty powinien wyglądać końcowy szew, jak gruba jest stal oraz ile wyposażenia montażowego chcesz nosić ze sobą. Ogólna porównawcza analiza z ESAB oraz praktyczny przewodnik terenowy od Arccaptain zgadzają się co do ogólnego obrazu: MIG i rdzeń topnikowy to szybkie metody z użyciem drutu spawalniczego, spawanie elektrodą (SMAW) charakteryzuje się odpornością na warunki zewnętrzne, natomiast spawanie TIG zapewnia największą kontrolę i najlepszy wygląd szwu, ale wymaga najwięcej umiejętności i czasu.
Rdzeń topnikowy vs MIG – decyzje zakupowe w codziennym użytkowaniu
Dla wielu początkujących spawanie MIG czy rdzeniem topnikowym wydaje się wyborem między dwiema wersjami tego samego urządzenia. To wrażenie częściowo jest prawdziwe, a częściowo mylące. Oba procesy wykorzystują drut spawalniczy, a wiele urządzeń typu MIG może pracować również z drutem z rdzeniem topnikowym. Jednak spawanie MIG vs FCAW to nie jest po prostu wymiana drutu. Spawanie MIG wykorzystuje zewnętrzny gaz osłonowy, który sprzyja uzyskiwaniu czystszych szwów z mniejszą ilością żużlu oraz zmniejsza potrzebę czyszczenia po spawaniu. Spawanie metodą łuku otwartego w rdzeniu (FCAW) używa drutu rurowego zawierającego w swoim wnętrzu topnik. W trybie samosłonecznym często pomija się butlę z gazem i lepiej radzi sobie z wiatrem.
Dlatego też wyrażenie rdzeń topnikowy MIG pojawia się tak często w wyszukiwaniach. Zazwyczaj chodzi o urządzenie do podawania drutu typu MIG skonfigurowane do spawania metodą FCAW. Podobnie spawanie MIG drutem z rdzeniem topnikowym jest powszechnie używanym językiem warsztatowym, ale technicznie nadal chodzi o spawanie metodą FCAW, a nie standardowe spawanie MIG z użyciem gazu osłonowego. Wyszukiwania frazy spawanie MIG bezgazowe zwykle odnoszą się do tego samego, samosłonecznego układu.
| Proces | Metoda osłony | Wydajność na zewnątrz | Sprzątanie | Przenośność | Krzywa uczenia się | Sterowanie przy spawaniu cienkich blach | Prędkość | Typowe zastosowanie |
|---|---|---|---|---|---|---|---|---|
| FCAW z rdzeniem topnikowym, samosłoneczne | Strumień w drucie, brak oddzielnego butli z gazem | Bardzo dobre działanie przy wietrze | Więcej dymu, rozprysków i żużlu | Wysoki | Początkujący do średnio zaawansowanego | Średnie wyniki na cienkim metalu, lepsze na średnio grubej i grubej stali | Szybko. | Naprawy na zewnątrz, cięższa stal, prace terenowe |
| MIG, GMAW | Wymagany zewnętrzny gaz osłonowy | Słabe działanie w warunkach wietrznych | Czystsze spoiny, mniej żużlu | Umiarkowany | Przyjazne dla początkujących | Lepsza kontrola przy cienkich materiałach | Szybko. | Wykonywanie połączeń w pomieszczeniach, prace w garażu, czystsze szwy spawalnicze |
| Spawanie metodą ręczną (SMAW) | Elektroda otulona topnikowym płaszczem tworzy osłonę gazową | Bardzo dobre do pracy na zewnątrz | Wiбольsza ilość żużlu i konieczność jego usuwania | Wysoki | Przyjazne dla początkujących do średnio zaawansowanych użytkowników | Mniej odpowiednie do spawania cienkich blach | Umiarkowany | Naprawy, spawanie zabrudzonej lub zardzewiałej stali, prace na farmie i budowie |
| Spawanie metodą TIG (GTAW) | Wymagany zewnętrzny gaz obojętny | Wrażliwy na wiatr | Bardzo Czyste | Umiarkowany do wysokiego | Najtrudniejszy w nauce | Najlepsza kontrola przy spawaniu cienkich metali | Powoli. | Prace precyzyjne, stal nierdzewna, aluminium, spoiny wymagające wysokiej estetyki |
Porównanie spawania rdzeniowego z metodami MMA i TIG
The mMA vs FCAW porównanie to jest szczególnie przydatne przy zewnętrznych pracach stalowych. Oba procesy lepiej radzą sobie w trudnych warunkach niż MIG lub TIG. Różnica dotyczy sposobu podawania materiału dodatkowego. W metodzie MMA stosuje się krótkie zużywalne elektrody, a praca jest przerywana za każdym razem, gdy elektroda się kończy. W metodzie FCAW materiał dodatkowy jest podawany ciągle, dzięki czemu proces ten jest zwykle szybszy i utrzymuje kąpiel stopionego metalu w ruchu przy mniejszej liczbie przerw. Metoda MMA pozostaje solidnym wyborem, gdy powierzchnie są zabrudzone lub najważniejsze jest uproszczenie procesu.
TIG znajduje się po przeciwnej stronie spektrum. ESAB opisuje metodę TIG jako wolniejszą i trudniejszą w opanowaniu, ale zapewniającą najbardziej estetyczne spoiny oraz najwyższą precyzję sterowania. Jeśli ważniejsze są wygląd, czystość lub delikatność przy spawaniu cienkich metali niż szybkość, metoda TIG zwykle stanowi lepsze rozwiązanie. Jeśli jednak zadaniem jest naprawa stalowych konstrukcji na zewnątrz lub spawanie grubszych materiałów, metoda spawania rdzeniowego jest znacznie bardziej praktyczna.
Wybierz drut rdzeniowy z topnikiem do przenośnej pracy na zewnątrz z stalą, MIG do czystszej produkcji w pomieszczeniach, elektrodę otwartą do robót naprawczych w trudnych warunkach oraz TIG do zastosowań wymagających precyzji i wysokiej jakości wykończenia.
Drut rdzeniowy samochronny vs. drut rdzeniowy chroniony gazem – porównanie w pigułce
W ramach rodziny procesów FCAW kolejnym wyborem jest sposób ochrony spoiny. Earlbeck zauważa, że drut rdzeniowy samochronny jest przeznaczony do prac terenowych i działa skutecznie nawet przy wietrznych warunkach, podczas gdy drut rdzeniowy dwukrotnie chroniony łączy drut rdzeniowy z zewnętrznym gazem ochronnym, zapewniając czystsze spoiny, lepszą kontrolę kąpieli ciekłej i mniejszą ilość rozprysków w warunkach wewnętrznych produkcji.
| Typ FCAW | Podejście do ochrony gazem osłonowym | Najlepsze miejsce zastosowania | Czyszczenie i wygląd | Najlepsze dopasowanie |
|---|---|---|---|---|
| Samoschroniona metoda FCAW-S | Ochrona wyłącznie za pomocą topnika | Prace na zewnątrz, prace terenowe, obszary podatne na wiatr | Wiбольsza ilość żużlu i rozprysków, mniej estetyczny wygląd | Przenośne naprawy i prace konstrukcyjne ze stali |
| Metoda FCAW-G z osłoną gazową | Drut rdzeniowy z dodatkowym gazem zewnętrznym | W pomieszczeniach lub kontrolowanych warunkach warsztatowych | Czystszy szew, mniejsze rozpryskiwanie, lepsza kontrola kałuży spawalniczej | Warsztaty produkcyjne oraz cięższe prace w stylu produkcji seryjnej |
To porównanie szybko zawęża wybór, ale samo w sobie nie zapobiega problemom. Dwóch spawaczy może wybrać odpowiednią metodę spawania i mimo to uzyskać bardzo różne wyniki, jeśli polaryzacja, prędkość podawania drutu, prędkość przesuwu lub zużywane części będą nieodpowiednie. Te objawy same opowiadają swoją historię, gdy łuk zacznie się zachowywać nieprawidłowo.

Rozwiązywanie problemów podczas spawania rdzeniowego oraz skalowanie procesu
Najczęstszych sprzęt do spawania rdzeniowego daje sygnały ostrzegawcze przed całkowitą awarią spoiny. Szew staje się nierówny, drut „szczeka”, żużel zaczyna ukrywać się w spoinie lub cienka stal spala się szybciej niż się spodziewano. Jest to przydatne, ponieważ przenośny spawarka rdzeniowa lub mały spawarka do spawania rdzeniowego (FCaW) zazwyczaj nie ulega awarii przypadkowo. Praktyczne wskazówki od firm Bernard i Hobart Brothers wskazują na te same najczęstsze przyczyny: parametry wykraczające poza zalecany zakres, problemy z podawaniem drutu, niewystarczająca oczyszczanie warstw między przebiegami lub technika spawania zmieniająca się w trakcie wykonywania szwu.
Najczęstsze problemy i sposoby ich rozwiązywania przy spawaniu rdzeniowym
| Objawy | Prawdopodobna przyczyna | Pierwsze rozwiązanie |
|---|---|---|
| Zbyt intensywne iskrzenie | Ustawienia lub technika spawania wykraczające poza zalecany przez producenta drutu zakres | Powróć do zalecanych parametrów i ustabilizuj technikę spawania metodą przeciągania |
| Ślady robaka („worm tracking”) | Zbyt wysokie napięcie przy danym ustawieniu prędkości podawania drutu i natężeniu prądu | Obniż napięcie o 0,5 V w każdym kroku, aż do usunięcia zjawiska |
| Słaba penetracja | Niewystarczające doprowadzenie ciepła, zbyt szybkie przesuwanie się palnika lub trudny dostęp do spoiny | Zwiększ doprowadzenie ciepła w zakresie zalecanym przez producenta drutu i popraw przygotowanie spoiny |
| Wtrącenia żużla | Nieprawidłowe umieszczenie warstwy spoiny, nieprawidłowy kąt przesuwania palnika, niskie doprowadzenie ciepła lub niedostateczne czyszczenie między przebiegami | Czyść pomiędzy przebiegami, dostosuj kąt nachylenia palnika oraz pozostaw miejsce na kolejne przebiegi |
| Przepalenie cienkich materiałów | Zbyt duże doprowadzenie ciepła | Zmniejsz zakres napięcia, obniż prędkość podawania drutu oraz zwiększ prędkość przesuwania się palnika |
| Nieregularne podawanie drutu | Zawiązywanie się drutu (birdnesting), niewłaściwe role napędowe, zbyt duże napięcie lub zablokowany lub niewłaściwy wkład linera | Usuń przeszkodę z drutu, zresetuj napięcie, użyj żebrowanych rolek V-żłobkowych oraz sprawdź stan wkładu linera |
| Błąd polaryzacji po wymianie drutu | Konfiguracja maszyny nie odpowiada już używanemu drutowi | Zatrzymaj pracę i potwierdź oznaczenie drutu oraz instrukcję obsługi maszyny przed dokonywaniem dalszych zmian ustawień |
Objawy wskazują na błędy w technice konfiguracji lub zużyte części eksploatacyjne
Wzory mają znaczenie w spawaniu topnikowym . Jeśli problem występuje zaraz po załadowaniu nowej szpuli, wymianie końcówki lub ponownym nawinięciu drutu w palniku, najpierw sprawdź części eksploatacyjne oraz elementy układu podawania. Firmy Bernard i Hobart wskazują na zawiązywanie się drutu (birdnesting) jako skutek stosowania niewłaściwych rolek napędowych, nadmiernego napięcia rolek napędowych, zablokowania linera, nieodpowiedniego obcięcia linera lub użycia linera o niewłaściwym rozmiarze. Spawanie z przepaleniem końcówki (burnback) zwykle wynika z zbyt wolnego podawania drutu lub zbyt bliskiego trzymania palnika do materiału. Obie firmy zalecają utrzymanie odległości od końcówki kontaktowej do materiału na poziomie około 1¼ cala (32 mm) lub mniej.
- Jeśli drut zaplątuje się w układzie podawania, podejrzenia powinny dotyczyć najpierw systemu napędowego, zanim zostanie ona przypisana maszynie.
- Jeśli wady pojawiają się między przejściami, podejrzenie pada na niewłaściwe usuwanie żużlu oraz nieprawidłowe umiejscowienie spoiny.
- Jeśli kształt spoiny zmienia się wzdłuż jednego przejścia, prawdopodobnie zmienia się kąt nachylenia lub prędkość przesuwania.
- Jeśli widoczna jest chropowata spoina wraz z wyraźnymi porami, ponownie oczyść metal podstawowy, usuwając rdzę, olej, farbę, wilgoć i brud.
Kiedy przeprowadzać przejście od spawania warsztatowego do wsparcia produkcji
Ręczna maszyna nadal jest bardzo uzasadniona przy pracach naprawczych, zewnętrznych zadaniach stalowych, prototypowaniu oraz małoseryjnej produkcji. Większe urządzenia spawalnicze montowane w warsztacie spawarki z rdzeniem topnikowym również dobrze sprawdzają się przy pracach konserwacyjnych i budowlanych. Sytuacja zmienia się, gdy każdy element musi być identyczny z poprzednim, każda spoina wymaga śledzoności, a przepustowość ma takie samo znaczenie jak jakość spoiny. JR Automation opisuje proces łączenia w przemyśle motocyklowym jako środowisko kierowane powtarzalnością, w którym systemy zautomatyzowane zapewniają skalowalną jakość opartą na danych.
Tutaj właśnie proces spawania metodą FCAW przestaje być tylko umiejętnością warsztatową i staje się decyzją dotyczącą systemu produkcyjnego. W przypadku powtarzalnych elementów nadwozia lub innych dużoseryjnych zespołów producenci często wykraczają poza spawanie ręczne lub półautomatyczne spawanie rdzeniowe — przykładem jest Shaoyi Metal Technology , który oferuje spawanie niestandardowe dla stali, aluminium oraz innych metali przy użyciu linii spawalniczych z robotami oraz certyfikowanego systemu jakości zgodnego z normą IATF 16949. Do podstawowych napraw wystarczający jest zwykle zestaw do spawania rdzeniowego. W przypadku powtarzalnej produkcji mądrzejszym wyborem jest zwykle rozwiązanie zmniejszające zmienność jeszcze przed jej rozpoczęciem.
Używaj spawarki rdzeniowej do napraw i wykonywania konstrukcji. Korzystaj z automatyzacji lub partnera specjalistycznego, gdy powtarzalność staje się głównym zadaniem.
Najczęściej zadawane pytania dotyczące spawarek rdzeniowych
1. Czy spawarka rdzeniowa to to samo co FCAW?
Nie. Spawarka z drutem rdzeniowym to maszyna lub układ podawania drutu, podczas gdy FCAW (spawanie łukowe drutem rdzeniowym) to sam proces spawania. Różnica ma znaczenie, ponieważ jedna maszyna może być zaprojektowana głównie do pracy z drutem rdzeniowym, podczas gdy inna może być spawarką MIG lub wieloprocesową, która umożliwia wykonywanie spawania FCAW dopiero po zamontowaniu odpowiedniego drutu, ustawieniu właściwej polaryzacji oraz części do podawania drutu.
2. Czy spawarki z drutem rdzeniowym zawsze działają bez gazu?
Nie zawsze. Wiele małych i przenośnych urządzeń używa się z drutem samochroniącym, który tworzy własną osłonę i nie wymaga butli z gazem. Niektóre druty rdzeniowe są jednak chronione gazem, dlatego konieczność stosowania gazu zależy od typu używanego drutu, a nie tylko od nazwy spawarki.
3. Czy spawarka MIG może pracować z drutem rdzeniowym?
Często tak, o ile maszyna jest kompatybilna z drutem rdzeniowym i można ją odpowiednio skonfigurować. Oznacza to zwykle sprawdzenie biegunowości, rolek napędowych, średnicy końcówki stykowej oraz trasy przesuwu drutu przed rozpoczęciem spawania. Gdy maszyna typu MIG wykorzystuje drut rdzeniowy, wykonuje ona spawanie metodą FCAW, a nie standardowe spawanie MIG z osłoną gazową.
4. Do czego najlepiej nadaje się spawarka z drutem rdzeniowym i czy jest przyjazna dla początkujących?
Spawarki z drutem rdzeniowym są szczególnie przydatne przy naprawach i konserwacji na zewnątrz oraz przy spawaniu grubszych blach stalowych, gdzie wiatr utrudnia stosowanie spawania z osłoną gazową. Wiele osób początkujących chętnie z nich korzysta, ponieważ drut podawany jest w sposób ciągły, a konfiguracja może być prosta przy użyciu drutu samosłonecznego. Wadą jest to, że nowi użytkownicy nadal muszą radzić sobie ze szlakami, rozpryskami oraz utrzymywać stabilny ruch ręki, aby uzyskać czyste wyniki.
5. Kiedy spawarka z drutem rdzeniowym wystarcza, a kiedy producent powinien zastosować wspomaganie spawania zautomatyzowanego?
Ręczny lub warsztatowy spawarka z rdzeniem topnikowym zwykle wystarcza do prac naprawczych, prototypów oraz produkcji małoseryjnej. Gdy firma potrzebuje powtarzalnych części, wyższej spójności oraz śledzalnej jakości w ramach większych serii, automatyzacja procesu spawania staje się lepszym rozwiązaniem. W przypadku elementów nadwozi samochodowych producenci mogą zwrócić się do specjalistycznych partnerów, takich jak Shaoyi Metal Technology, oferującej linie spawania robotycznego oraz certyfikowany system jakości zgodny ze standardem IATF 16949 do precyzyjnej produkcji.