 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

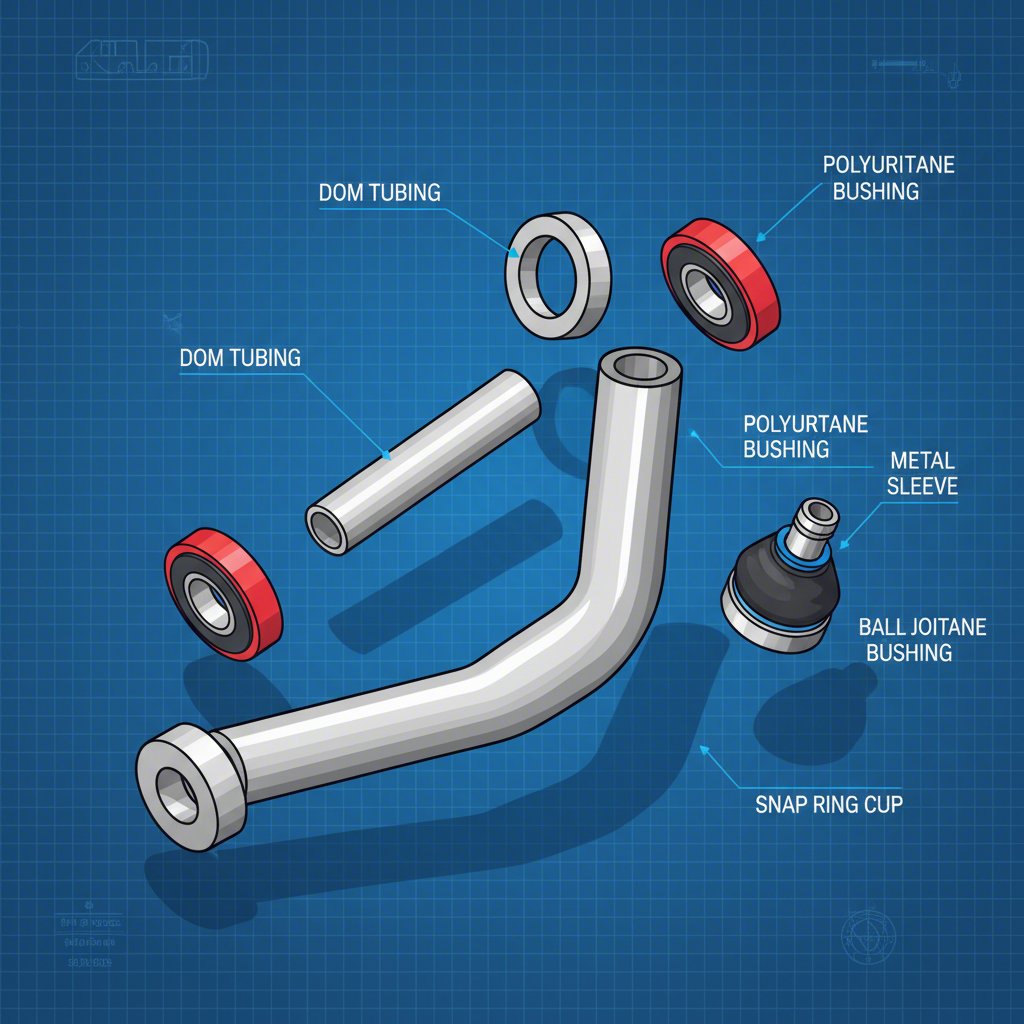
Niezbędne elementy do produkcji ramion sterujących rurowych
STRESZCZENIE
Wykonywanie niestandardowych ramion kierowniczych z rur wymaga określonego zestawu części i precyzyjnego procesu. Niezbędne komponenty to wysokowytrzymałe rury DOM lub Chromoly, gwintowane wpawy do spawania na końcówki drążków, wysokiej jakości tuleje (Delrin lub poliuretan) oraz toczone miski na kulowe głowy łożyskowe. Proces produkcji opiera się na dokładnym projekcie, precyzyjnym cięciu i fazowaniu rur, montażu w sztywnym szablonie w celu zachowania geometrii oraz starannym spawaniu TIG w celu uzyskania maksymalnej wytrzymałości i bezpieczeństwa.
Niezbędne komponenty do produkcji ramion kierowniczych
Zbudowanie zestawu ramion kierowniczych rurowych od podstaw to satysfakcjonujący projekt, który daje pełną kontrolę nad geometrią zawieszenia Twojego pojazdu. Jednak sukces zależy od rozpoczęcia pracy z odpowiednimi materiałami. To nie są części, które można znaleźć w lokalnym sklepie z artykułami budowlanymi; są to specjalistyczne komponenty zaprojektowane tak, aby wytrzymać ogromne obciążenia. Zaopatrzenie się w wysokiej jakości części to pierwszy i najważniejszy krok w procesie produkcji.
Podstawą każdego ramienia kierowniczego rurowego jest sam profil rury. Większość wytwórców wybiera między stalą DOM (Drawn Over Mandrel) a stalą chromowo-molibdenową 4130. Jak wspomniano w produktach producentów takich jak Porterbuilt , rury DOM o grubej ściance są popularnym wyborem ze względu na dużą wytrzymałość, doskonałą jednolitość i korzystny stosunek jakości do ceny, co czyni je idealnym rozwiązaniem w zastosowaniach ulicznych i sportowych. Chromoly oferuje wyższy stosunek wytrzymałości do masy, co czyni go preferowanym materiałem w zastosowaniach wyścigowych, gdzie każdy uncja ma znaczenie – wybór ten jest szczegółowo opisany w wysokoprezycyjnych konstrukcjach na zamówienie. Ostateczny wybór zależy od budżetu projektu oraz celów związanych z osiągami.
Oprócz rur, do stworzenia funkcjonalnych i regulowanych ramion potrzebne są kilka kluczowych komponentów. Dostawcy online tacy jak JOES Racing Products i CB Chassis Products ofertują kompleksowy asortyment tych części. Typowa lista zakupów obejmuje:
- Warczochy do spawania (Bungs): Te gwintowane wkładki są spawane na końcach rur DOM, aby mogły przyjmować końcówki kuliste (heim joints) lub elementy regulacyjne z gwintem, umożliwiając precyzyjne zmiany ustawienia geometrii kół.
- Oprawy i sleewy: Te elementy są wciskane w punkty obrotowe ramy wahaczy. Wersje wysokowydajne obejmują Delrin, zapewniający minimalne odkształcenia i długą trwałość, lub poliuretan, oferujący optymalny balans wydajności i tłumienia drgań.
- Talerze lub płytki piasty kulistej: Są one odpowiedzialne za mocowanie piasty kulistej po stronie koła wahacza. Mogą to być płytki do piast kulistych z gwintem lub toczone talerze do wersji wciskanych, które muszą być dokładnie rozmieszczone i przyspawane.
- Zaczepy i wsporniki montażowe: Są one spawane do ramy pojazdu, aby zapewnić punkty mocowania dla osi obrotowych wahaczy.
W przypadku projektów wymagających niestandardowych specyfikacji, produkcji seryjnej lub najwyższej precyzji elementów, takich jak płyty cięte CNC czy talerze piast kulistych, współpraca ze specjalistycznym producentem może przynieść korzyści. Firmy takie jak Shaoyi (Ningbo) Metal Technology Co., Ltd. zapewniają niestandardowe wytwarzanie samochodowe i metalowe części, oferując precyzję, która jest kluczowa dla części zawieszenia. Dzięki temu zapewnia się doskonałe dopasowanie i spójność metalową, co jest niezbędne zarówno dla bezpieczeństwa, jak i dla osiągów.
Porównanie materiałów: stal DOM vs. 4130 chromoly
| Cechy | Stal DOM | 4130 Chromol |
|---|---|---|
| Wytrzymałość | Bardzo mocny i trwały dla większości zastosowań. | Większa wytrzymałość na rozciąganie, co pozwala na cieńsze ściany i lżejszą wagę przy tej samej wytrzymałości. |
| Waga | Cięższy niż Chromoly, dla równoważnej siły. | Lżejszy, idealny do wyścigów i utraty wagi. |
| Koszt | Tańsze i powszechnie dostępne. | Znacznie droższe. |
| Spawalność | Łatwiejsze do spawania metodą MIG lub TIG; mniej wrażliwe na ciepło. | Wymaga spawania metodą TIG. Podgrzanie wstępnego i końcowego jest zazwyczaj wymagane tylko dla grubości ścianek większych niż 0,120 cala. |
| Idealne zastosowanie | Wykonanie uliczne, samochody niestandardowe (C10, S10) oraz ogólna konstrukcja. | Zawody motoryzacyjne profesjonalne, rajdy terenowe i zastosowania, w których masa ma kluczowe znaczenie. |
Proces Konstrukcji: Od Projektu do Ostatecznego Spawu
Gdy komponenty są już dostarczone, rozpoczyna się proces konstrukcji. To właśnie tutaj kluczowe znaczenie mają precyzja, cierpliwość oraz odpowiednie narzędzia. Budowanie ramion kierowniczych to nie tylko spawanie rur – to zadanie inżynieryjne, które bezpośrednio wpływa na sterowanie i bezpieczeństwo pojazdu. Cały proces musi być metodyczny, aby końcowy produkt był zarówno wytrzymały, jak i idealny pod względem geometrii.
Podróż od surowca do gotowego produktu odbywa się według jasnej kolejności etapów. Jak szczegółowo opisano w kompleksowym dzienniku budowy przez Wilhelm Raceworks , nawet pozornie niewielkie szczegóły, takie jak zapewnienie dużych promieni zamiast ostrych narożników, mogą znacząco wpłynąć na odporność elementu na naprężenia i zmęczenie materiału. Profesjonalne podejście wymaga starannego planowania i wykonania na każdym etapie.
Poniżej przedstawiamy szczegółowy podział procesu produkcji:
- Projektowanie i pomiar: Pierwszym krokiem jest ustalenie projektu, przy użyciu oprogramowania CAD do analizy naprężeń lub dokładnego zmierzenia punktów mocowania zawieszenia w pojeździe. Należy określić docelową długość, kąt trzpienia kulowego oraz położenie osi obrotu, aby osiągnąć zamierzony kąt pochylenia koła (camber), wyprzedzenie osi zwrotnicy (caster) oraz środek przechyłu (roll center).
- Cięcie i fazowanie końców rur: Wytnij rury DOM lub Chromoly na dokładne długości określone w projekcie. Końce rur, które będą łączone z innymi rurami, należy 'fazować' lub 'wykonać wycięcie', aby idealnie pasowały do siebie, tworząc silne połączenie do spawania. Najlepszym narzędziem do tego zadania jest fazownik rur.
- Obróbka i przygotowanie: Każde niestandardowe elementy, takie jak złączki mocujące trzpień kulowy, mogą wymagać obróbki na tokarce lub frezarce. Przed spawaniem dokładnie oczyść wszystkie komponenty, aby usunąć wszelkie oleje, smary czy calenie, które mogłyby skażyć spoinę.
- Budowa szablonu: To najprawdopodobniej najważniejszy krok. Szablon technologiczny to uchwyt, który utrzymuje wszystkie poszczególne komponenty wahacza w dokładnych końcowych pozycjach. Zbudowanie precyzyjnego i sztywnego szablonu jest niezbędne, aby zagwarantować, że wahacz nie ulegnie odkształceniom przez ciepło spawania oraz że jego ostateczna geometria będzie poprawna.
- Spawanie docelowe i weryfikacja: Umieść wszystkie komponenty w szablonie i wykonaj niewielkie spoiny 'docelowe', aby je ustabilizować. Po zatoczeniu usuń wahacz ze szblonu i sprawdź go na pojeździe, by potwierdzić wymiary i luzowania przed ostatecznym spawaniem.
- Ostateczne spawanie: W przypadku elementów zawieszenia preferowaną metodą jest spawanie metodą Tungsten Inert Gas (TIG) ze względu na jej precyzję oraz silne i czyste złącza, które tworzy. Spawaj szwy w sekwencji przesuniętej, aby równomiernie rozprowadzić ciepło i zminimalizować odkształcenia. W przypadku stali 4130 Chromoly konieczne jest powolne schładzanie (na przykład przez owinięcie elementu koce spawalniczym), aby zapobiec kruchości materiału; jednak podgrzanie jest zazwyczaj wymagane tylko dla rur o grubości ścianki przekraczającej 0,120 cala.
- Wykończenie: Po spawaniu i schłodzeniu ramię sterownicze można powleczyć proszkowo lub pomalować w celu zapewnienia odporności na korozję. Na koniec należy wcisnąć tuleje i zamontować zawias kulowy, aby ukończyć montaż.
Ramiona rurowe vs. płytowe: Krytyczny wybór konstrukcyjny
Podczas projektowania niestandardowych wahaczy jednym z podstawowych wyborów, przed jakimi staje producent, jest decyzja o zastosowaniu konstrukcji rurowej lub płytowej. Choć obie mogą być niezwykle wytrzymałe, ich budowa nada im różne cechy, które czynią je odpowiednimi do różnych zastosowań. Zrozumienie tych różnic ma kluczowe znaczenie przy budowaniu układu zawieszenia dostosowanego do zamierzonego zastosowania pojazdu.
Wahacz rurowy, jak sama nazwa wskazuje, jest wykonany głównie z rur okrągłych lub czasem kwadratowych. Taka konstrukcja doskonale odpiera siły działające w wielu kierunkach, takie jak obciążenia skręcające (moment skręcający) czy siły rozciągania i ściskania występujące podczas jazdy po drogach. Okrągły kształt równomiernie rozkłada naprężenia, co czyni go efektywnym i lekkim rozwiązaniem w większości zastosowań – od samochodów ulicznych po wyścigi torowe.
Ramę talerzową, często spotykaną w ekstremalnych wyścigach terenowych, wykonuje się z wielu elementów płaskiej stali talerzowej, które są cięte i spawane razem, tworząc konstrukcję przypominającą skrzynkę. Ta metoda budowy tworzy ramię wyjątkowo wytrzymałe i sztywne, szczególnie wobec bezpośrednich pionowych uderzeń, takich jak lądowanie po dużym skoku. Choć często jest cięższa niż rama rurowa, jej wytrzymałość może być zaletą w surowych warunkach. Jak zauważył jeden z użytkowników forum: 'Ramiona talerzowe będą silniejsze. Rury są lepsze np. w klatce przeciwwywróceniowej, gdzie siły (uderzenia) mogą pochodzić z dowolnego kierunku'. To podkreśla kluczowy kompromis między tymi dwoma konstrukcjami.
Porównanie: ramiona sterujące rurowe vs. talerzowe
| Cechy | Rurkowe ramiona sterujące | Ramiona sterujące talerzowe |
|---|---|---|
| Profil wytrzymałości | Doskonała sztywność skrętna oraz wytrzymałość na rozciąganie/ściskanie. Skuteczne w przenoszeniu obciążeń z wielu kierunków. | Wyjątkowo wysoka wytrzymałość na bezpośrednie obciążenia pionowe i boczne. Może być silniejsza, ale mniej efektywna przy danej masie. |
| Waga | Zazwyczaj lżejszy przy danym poziomie wytrzymałości dzięki efektywności okrągłych rur. | Zwykle cięższy i bardziej gabarytowy, ponieważ wymaga więcej materiału do stworzenia konstrukcji zamkniętej. |
| Złożoność wykonania | Wymaga precyzyjnego cięcia rur i solidnego szablonu. Spawanie może być skomplikowane wokół zakrzywionych złączy. | Wymaga cięcia płyt za pomocą CNC lub plazmy oraz intensywnego spawania. Często potrzebne są wewnętrzne przegrody. |
| Koszt | Koszt materiału dla rur DOM jest umiarkowany. Chromoly znacząco zwiększa koszt. | Koszty materiału dla stalowych płyt mogą być wysokie, a koszty pracy/cięcia często większe. |
| Idealne zastosowanie | Samochody sportowe uliczne, wyścigi drogowe, wyścigi na dragach, customowe ciężarówki i większość pojazdów jeżdżących po drogach. | Trophy trucks, pojazdy do pokonywania skał i ekstremalne pojazdy terenowe przeznaczone do użytkowania w warunkach silnych uderzeń. |