 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Opcje obróbki powierzchniowej dla wyciskanych profili aluminiowych w motoryzacji: Najlepsze dopasowanie
Wprowadzenie do wyboru wykończenia wyprawek aluminiowych w motoryzacji
Kiedy dobierasz lub projektujesz wyprawy aluminiowe do zastosowań motoryzacyjnych, wybór wykończenia to więcej niż tylko decyzja estetyczna. Jest to kluczowy czynnik wpływający na to, jak Twoja część będzie się sprawować, jak długo wytrzyma oraz jak dobrze będzie współgrać z nowoczesnymi liniami montażowymi pojazdów. Brzmi skomplikowanie? Tak właśnie jest, zwłaszcza gdy trzeba pogodzić trwałość, wygląd i efektywność produkcji w 2025 roku i kolejnych.
- Odporność na korozję w trudnych warunkach i długą żywotność
- Ochronę przed zużyciem i ścieraniem dla ruchomych lub narażonych elementów
- Klasy wyglądów spełniające potrzeby widocznych detalów i identyfikacji markowej
- Zgodność z metodami łączenia – spawanie, klejenie lub łączenie mechaniczne
- Zgodność środowiskową z ewoluującymi przepisami
- Kosztami przypadającymi na pojazd oraz wydajnością produkcji seryjnej
Dlaczego jakość wykończenia ma znaczenie przy aluminiowych wyciskach samochodowych
Wyobraź sobie rynienkę dachową, obudowę baterii lub detal wykończeniowy wnętrza – każdy z nich napotyka na swój zestaw wyzwań środowiskowych i mechanicznych. Odpowiednie wykończenie powierzchni aluminiowej może być decydujące między częścią, która wygląda estetycznie i przez lata opiera się korozji, a tą, która ulega przedwczesnemu uszkodzeniu z powodu powstawania ubytków, łuszczenia się lub zmiany koloru. Dla inżynierów samochodowych oznacza to, że wykończenia to nie tylko kwestia wyglądu – to kwestia zapewnienia niezawodnej wydajności i zmniejszenia ryzyka gwarancyjnego.
Co stanowi obróbkę powierzchniową i gdzie każda z nich się sprawdza
W świecie aluminiowych wycisków, obróbka powierzchniowa oznacza każdy proces modyfikujący powierzchnię w celu osiągnięcia określonych celów funkcjonalnych lub estetycznych. Obejmują one:
- Pretreatment (Przygotowanie powierzchni): Czyszczenie, dezoksydowanie i nanoszenie powłok konwersyjnych w celu przygotowania do dalszego wykończenia
- Anodyzowanie: Elektrochemicznie pogrubione warstwy tlenkowe zapewniające odporność na korozję i zużycie, dostępne w wersji dekoracyjnej lub twardej (typ III)
- Systemy powłokowe (powłoka proszkowa i powłoka e-chemiczna): Powłoki organiczne stosowane w celu nadania koloru, odporności chemicznej i równomiernej powłoki
- Wykończenie fabryczne plus procesy malarskie: Wykorzystanie powierzchni po ekstruzji jako podstawy pod grunt i farbę, zapewniające równowagę między kosztem a elastycznością
Każda z tych powierzchni aluminiowych oferuje unikalne zalety i kompromisy. Na przykład anodyzacja zapewnia doskonałą ochronę przed korozją i szeroki wybór kolorów, natomiast powłoka proszkowa charakteryzuje się trwałą i intensywną powierzchnią o szerokim wachlarzu kolorów i faktur. Wykończenia mechaniczne i chemiczne, takie jak piaskowanie czy błyszczące wytrawianie, mogą dodatkowo poprawić wygląd lub przygotować powierzchnię pod kolejne powłoki. Wybór zależy od konkretnych wymagań aplikacyjnych – czy to odporności na promieniowanie UV dla elementów zewnętrznych, czy też ekonomicznego wykończenia dla niewidocznych części konstrukcyjnych.
Jak wykorzystać tę listę uporządkowaną do specyfikacji i pozyskiwania
Ten przewodnik ma na celu pomóc Ci z pewności porównać i wybrać odpowiednie opcje obróbki powierzchniowej dla wyciskanych elementów aluminiowych w motoryzacji. W kolejnych sekcjach zauważysz, że każda powierzchnia jest oceniana na podstawie:
- Wyraźnych nagłówków H3 ułatwiających szybkie przeglądanie
- Zalet i wad przedstawionych w punktach
- Przykładów zastosowania w praktyce oraz wskazówek dotyczących specyfikacji
Gdzie to jest istotne, będziemy również odnosić się do kluczowych norm (takich jak ASTM, SAE, ISO czy MIL-A-8625), aby móc wyrównać Twoje wymagania z najlepszymi praktykami branżowymi.
Dobór odpowiedniego stopu, stanu materiału i geometrii części w połączeniu z właściwą obróbką powierzchni aluminiowej jest krytyczny. Niewłaściwa kombinacja może prowadzić do problemów takich jak korozja nitkowata, prześwity na krawędziach lub słabe przyczepienie – co może skutkować kosztownymi awariami w przyszłości.
Gotowy, by zacząć? W poniższych sekcjach szczegółowo omówione są poszczególne typy wykończenia, pomagając dopasować Twoje cele pod względem wydajności, wyglądu i kosztów do odpowiedniego rozwiązania dla kolejnego projektu motoryzacyjnego.
Metodyka i kryteria oceny służące do klasyfikowania obróbek powierzchniowych
Gdy stajesz przed koniecznością wyboru jednej z kilkudziesięciu metod wykańczania profili aluminiowych do zastosowań motoryzacyjnych, skąd wiedzieć, który proces zapewni najlepsze rezultaty? Odpowiedź tkwi w jasnym i możliwym do przesledzenia ramach oceny. W tej sekcji przedstawiono kryteria, etapy i punkty kontrolne, które pomagają inżynierom, zakupowym i menedżerom jakości w podejmowaniu świadomych decyzji dotyczących obróbki powierzchni aluminium – gwarantując zarówno jakość działania, jak i zgodność z wymogami w wymagających projektach motoryzacyjnych.
Kryteria oceny zgodne ze standardami motoryzacyjnymi
Wyobraź sobie, że dobierasz obróbkę powierzchniową, a potem po montażu okazuje się, że nie spełnia ona wymagań producenta pod względem odporności na korozję lub przyczepności. Aby uniknąć takiej sytuacji, każda powierzchnia jest oceniana pod kątem zgodności z normami branżowymi i realiami produkcji rzeczywistej. Główne kryteria to:
- Odporność na korozję: Wyniki w testach odporności na mgłę solną i korozję cykliczną (protokoły ASTM, ISO, SAE)
- Przyczepność i trwałość: Potwierdzone testami kratownicy, taśmy oraz uderzeniowymi
- Wygląd: Spójność połysku, koloru i faktury, mierzona za pomocą kolorymetrii i standardów wizualnych
- Zgodność z procesem pieczenia lakieru: Możliwość wytrzymywania cykli dojrzewania w dalszych etapach procesu bez utraty integralności
- Zgodność z wymogami środowiskowymi: Stosowanie powłok konwersyjnych bez chromianów i wykończeń bez związków lotnych (VOC) tam, gdzie to możliwe
- Wydajność produkcji: Czas cyklu, poziom przeróbek i przygotowanie do automatyzacji
- Koszt i ciągłość dostaw: Wpływ na koszt przypadający na pojazd oraz możliwość obsługi harmonogramów produkcyjnych o dużych wolumenach
Te kryteria zapewniają, że każda metoda wykańczania powierzchni aluminium jest nie tylko technicznie poprawna, ale także praktyczna w liniach produkcyjnych samochodów.
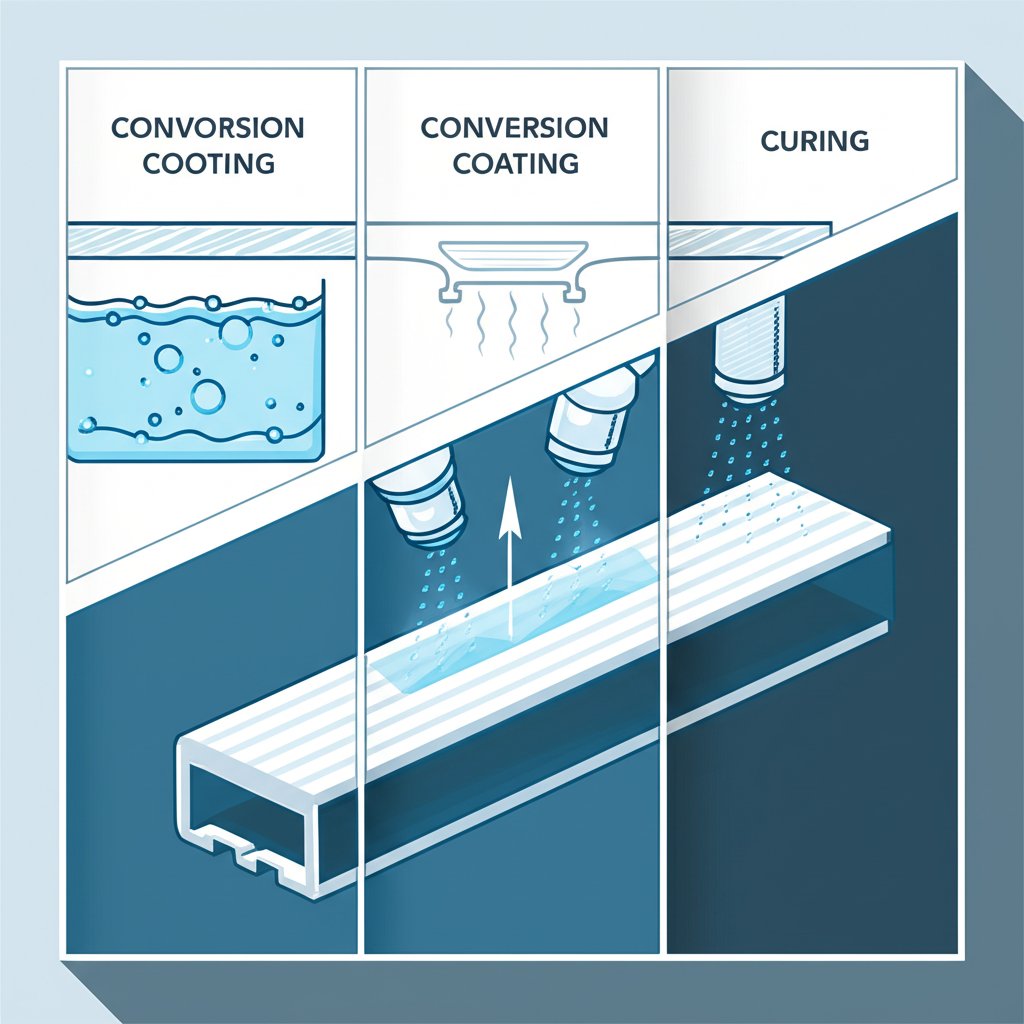
Przebieg procesu: Przygotowanie do warstwy wykończeniowej
Droga do wysokiej jakości wykończenia części aluminiowej przebiega zgodnie z ustalonym procesem. Oto typowy ciąg czynności z punktami kontrolnymi dla możliwych trybów uszkodzeń:
-
Czyszczenie i dezoksydacja
- Tryby uszkodzeń: Resztki olejów lub tlenków powodują utratę przyczepności; nierównomierne czyszczenie prowadzi do plamistego wykończenia
-
Pomalowanie konwersyjne (najlepiej bezchromianowe)
- Tryby uszkodzeń: Zła aplikacja powoduje niewystarczającą odporność na korozję; nieprawidłowe płukanie powoduje pęcherzowanie
-
Wybrany rodzaj wykończenia (anodyzacja, malowanie proszkowe, E-coat, farba ciekła)
- Tryby uszkodzeń: Efekt cienia Faradaya na złożonych profilach; nierównomierne grubości warstwy; niezgodność koloru na widocznych powierzchniach
-
Wypalanie/uszczelnienie
- Tryby uszkodzeń: Niedostateczne uszczelnienie podczas anodyzacji; przepieczenie lub niedowypalenie w powłokach organicznych; utrata połysku lub przyczepności
-
Inspekcja
- Tryb niepowodzenia: Niezauważone prześwity, nierozpoznane wady powierzchniowe lub zła pokrycie w zagłębieniach
Każdy krok jest weryfikowany przy użyciu metod testowych odniesionych w standardach ASTM i ISO dotyczących przyczepności, grubości powłoki oraz korozyjności cyklicznej. Dla anodowania powszechnym punktem odniesienia jest norma MIL-A-8625, natomiast kompatybilność malowania i montażu sprawdza się zgodnie z protokołami OEM ( źródło ).
Punkty kontroli i akceptacji
Zapewnienie jakości nie kończy się na linii produkcyjnej. Inspekcja wizualna, pomiar chropowatości powierzchni oraz nieniszczące metody kontroli (NDT) pomagają potwierdzić, że gotowa część aluminiowa spełnia specyfikację. Typowe punkty kontrolne obejmują:
- Inspekcja wizualna pod kątem pęknięć, wgłębień lub zmian kolorystycznych
- Pomiar grubości powłoki (metodą profilometru lub ultradźwiękową)
- Testy przyczepności (krzyżak, odklejenie taśmą)
- Pomiar chropowatości powierzchni krytycznych do współpracy
- Ocena koloru i połysku, szczególnie dla części estetycznych
Te kroki są kluczowe, aby zapewnić, że powłoki na prasowanych profilach aluminiowych zapewniały zarówno jakość działania, jak i estetykę.
Szablony sformułowań ułatwiające pozyskiwanie
Wykończenie powinno odpowiadać [obowiązującemu standardowi] oraz spełniać wymagania dotyczące przylegania i odporności na korozję cykliczną zgodnie z protokołem producenta. Powłoka konwersyjna nie powinna zawierać chromianów, chyba że określono inaczej. Należy maskować kluczowe wymiary i elementy gwintowane. Wpisać plan mapowania grubości powłoki.
Jasne, oparte na standardach sformułowania w dokumentach pozyskawczych pomagają dostawcom dostarczać za każdym razem odpowiednie wykończenie powierzchni aluminium.
Uwagi dotyczące projektowania pod kątem wytwarzalności i montażu (DFM/DFA)
Zanim ostatecznie zatwierdzisz rysunki, rozważ poniższe praktyczne wskazówki, aby uniknąć późniejszych niespodzianek:
- Zidentyfikować obszary wymagające zabezpieczenia lub zatkania (gwinty, otwory, styki elektryczne)
- Zaprojektować promienie narożne, aby zapobiec zbyt cienkim lub ostrym krawędziom, które mogą być nierówno pokryte powłoką
- Zapewnić odpowiednie spływy i odpowietrzenie dla wydrążonych profili, aby uniknąć zatrzymywania się cieczy lub niepełnego pokrycia
- Uwzględniaj zmiany wymiarów wynikające z grubości powłoki – istotne przy układach o wąskich tolerancjach
Dzięki przestrzeganiu tych wytycznych możesz określić i wykończyć wyciski aluminiowe, które spełniają zarówno wymagania techniczne, jak i produkcyjne. W dalszej części dowiemy się, jak te kryteria znajdują zastosowanie w rzeczywistych rozwiązaniach wykańczających, zaczynając od przeglądu kompleksowych ofert obróbki powierzchniowej.
Kompleksowe rozwiązania do obróbki powierzchniowej Shaoyi dla wycisków aluminiowych w motoryzacji
Gdy poszukujesz części ekstruzji aluminiowej w programach motoryzacyjnych pojawia się potrzeba niezawodnego i zintegrowanego partnera ds. wykańczania. Wyobraź sobie dostęp do wszystkich głównych procesów wykańczania – anodowania (zarówno dekoracyjnego, jak i twardego), malowania proszkowego, katodowego osadzania farby (e-coat) oraz nowoczesnych systemów lakierowania – dostępnych w jednym miejscu, wspieranych solidnym zapewnieniem jakości i pełną śledzalnością. Dokładnie takie rozwiązanie dla wycisków aluminiowych wykorzystywanych w motoryzacji oferuje firma Shaoyi, wiodący dostawca usług wykańczania aluminium.
Czym jest Shaoyi dla wycisków aluminiowych w motoryzacji
Shaoyi wyróżnia się kompleksową ofertą opcji obróbki powierzchniowej dla wyciskanych profili aluminiowych stosowanych w motoryzacji. Ich możliwości obejmują:
- Anodyzowanie: Wykończenia dekoracyjne dla widocznych listew lub hartowania anodowego dla obszarów narażonych na intensywny zużycie
- Powłoka proszkowa: Szeroki wachlarz kolorów i faktur, idealny do zastosowań w elementach zewnętrznych lub pod maską
- E-Coat (malowanie elektroforetyczne): Niezwykle równomierne pokrycie gruntownikiem, szczególnie w przypadku złożonych lub zamkniętych profili
- Systemy farb: Procesy natryskowe farb i gruntów, w tym powłoka aluminiowa z dodatkowym malowaniem w zastosowaniach wrażliwych cenowo
- Przygotowanie i maskowanie: Dokładne czyszczenie, powłoki konwersyjne (w tym bezchromianowe) oraz niestandardowe maskowanie\/zatkanie gwintów, otworów i innych krytycznych elementów
Wszystkie procesy wspierane są dokumentacją oraz dopasowaniem do norm ASTM, SAE, ISO i MIL-A-8625, zapewniając płynne dopasowanie do specyfikacji Klienta i wymagań globalnych producentów OEM źródło ).
Gdzie doskonale się sprawdza i kiedy go wybierać
Dlaczego warto ufać jednej firmie zajmującej się wykończeniem aluminium dla wszystkich potrzeb związanych z wyciskaniem? Oto, gdzie podejście Shaoyi przewyższa:
- Zintegrowany przepływ procesów: Każdy etap, od przygotowania po ostateczną kontrolę, jest zarządzany w jednym miejscu, co skraca czas realizacji i minimalizuje błędy przekazywania
- Zarządzanie jakością na poziomie motoryzacyjnym: Wsparcie APQP/PPAP, zaawansowana kontrola procesów oraz certyfikacja IATF 16949
- Mapowanie grubości powłoki: Dokumentacja szczegółowa dla złożonych geometrii i powierzchni krytycznych
- Wsparcie w doborze stopów i stanów odkształcenia: Eksperckie porady, aby zapewnić kompatybilność z cyklami pieczenia lakieru lub późniejszą montażem
- Ciągłość dostaw: Zaangażowanie w realizację dużych partii produkcji OEM
Jeśli zarządzasz programem, w którym na wyglądzie, odporności na korozję i przepustowości zależy, model kompleksowych usług Shaoyi upraszcza Twój proces pracy i zmniejsza ryzyko.
Zalety i wady
Zalety
- Jedno-stopniowa usługa dla wszystkich głównych powłok i obróbek powierzchniowych z aluminium
- Zintegrowany dział QA oraz zgodność ze standardami (ASTM, SAE, ISO, MIL-A-8625)
- Eksperckość w zakresie wykończenia dekoracyjnego i funkcjonalnego dla części aluminiowych
- Minimalizacja przekazywania zadań między dostawcami, zmniejszając ryzyko nieporozumień i błędów komunikacyjnych
- Wsparcie dla skomplikowanych wymagań związanych z maskowaniem/zatykaniem i wieloprocesowością
Wady
- Może wymagać minimalnych ilości zamówień (MOQ) dla niektórych wykończeń
- Harmonogramy produkcji mogą być dostosowane do okienek partii motoryzacyjnych, co wpływa na elastyczność przy bardzo małych partiach
Przypadki użycia i kompatybilne stopy
- Wykończenie zewnętrzne wymagające klas wyglądu: Stosuj anodowanie dekoracyjne lub malowanie proszkowe w celu uzyskania spójnego koloru i połysku na widocznych powierzchniach
- Elementy konstrukcyjne wymagające kompatybilności z malowaniem w piecu: Dobierz odpowiednią stop/twardość i system powłokowy, aby wytrzymać procesy montażowe na etapie końcowym
- Elementy obudowy akumulatora wymagające podkładu e-coat pod warstwę wykońcową: Osiągnij skuteczną odporność na korozję nawet w przypadku złożonych, zamkniętych geometrii
Kontrola jakości i wsparcie standardów
Rozwiązania Shaoyi dotyczące obróbki powierzchniowej opierają się na rygorystycznej kontroli jakości. Każda partia aluminium z powłoką lub gotowego wytłocznika jest sprawdzana pod kątem:
- Grubości i jednolitości powłoki (z zastosowaniem metod nieniszczących)
- Odporność na przyleganie i korozję (zgodnie z odpowiednimi normami ASTM/ISO/MIL)
- Wygląd i połysk powłok dekoracyjnych
- Właściwe maskowanie i ochrona istotnych elementów
Wsparcie techniczne obejmuje szczegółowe plany mapowania, dokumentację podlegającą śledzeniu oraz wskazówki dotyczące doboru odpowiedniego wykończenia dla wybranej stopowej i geometrii części.
Twoje wyciski zyskują dzięki ujednoliceniu procesu wykańczania i śledzeniu jakości w ramach jednego źródła obejmującego różne technologie powłok – pomaga to uniknąć problemów związanych z koordynacją wielu dostawców i zapewnia, że każda część spełnia normy branży motoryzacyjnej.
Wybierając zaufanego producenta wykończeń aluminiowych, takiego jak Shaoyi, zyskujesz partnera, który może dostarczyć zarówno aluminiowe powłoki, jak i kompletnie wykończone zespoły, wszystko w ramach jednolitego systemu jakości. W dalszej części dowiemy się, jak poszczególne typy wykończeń – zaczynając od anodowania typu II – wpasowują się w realia przemysłu motoryzacyjnego.
Anodowanie typu II
Omówienie anodowania typu II oraz dostępne opcje wykończenia wizualnego
Gdy wyobrażasz sobie gładki, spójny wygląd wysokiej klasy elementów samochodowych, najprawdopodobniej widzisz efekt anodyzacji typu II. Ale co czyni ten proces tak skutecznym pod względem zarówno wydajności, jak i estetyki? Anodyzacja typu II, często nazywana anodyzacja kwasem siarkowym, tworzy kontrolowaną warstwę tlenkową na aluminium, zwiększając jednocześnie ochronę przed korozją i uatrakcyjnieniem wizualnym.
Wykończenie to cenione jest szczególnie za możliwość osiągnięcia różnych efektów wizualnych. Zauważysz opcje takie jak:
- Aluminium anodyzowane satynowe: Delikatny, matowy połysk, odporny na odciski palców, dobrze komponujący się z innymi materiałami
- Wykończenie aluminiowe matowe: Osiągnięte poprzez piaskowanie lub trawienie przed anodyzowaniem, oferujące miękką, nierefleksyjną powierzchnię
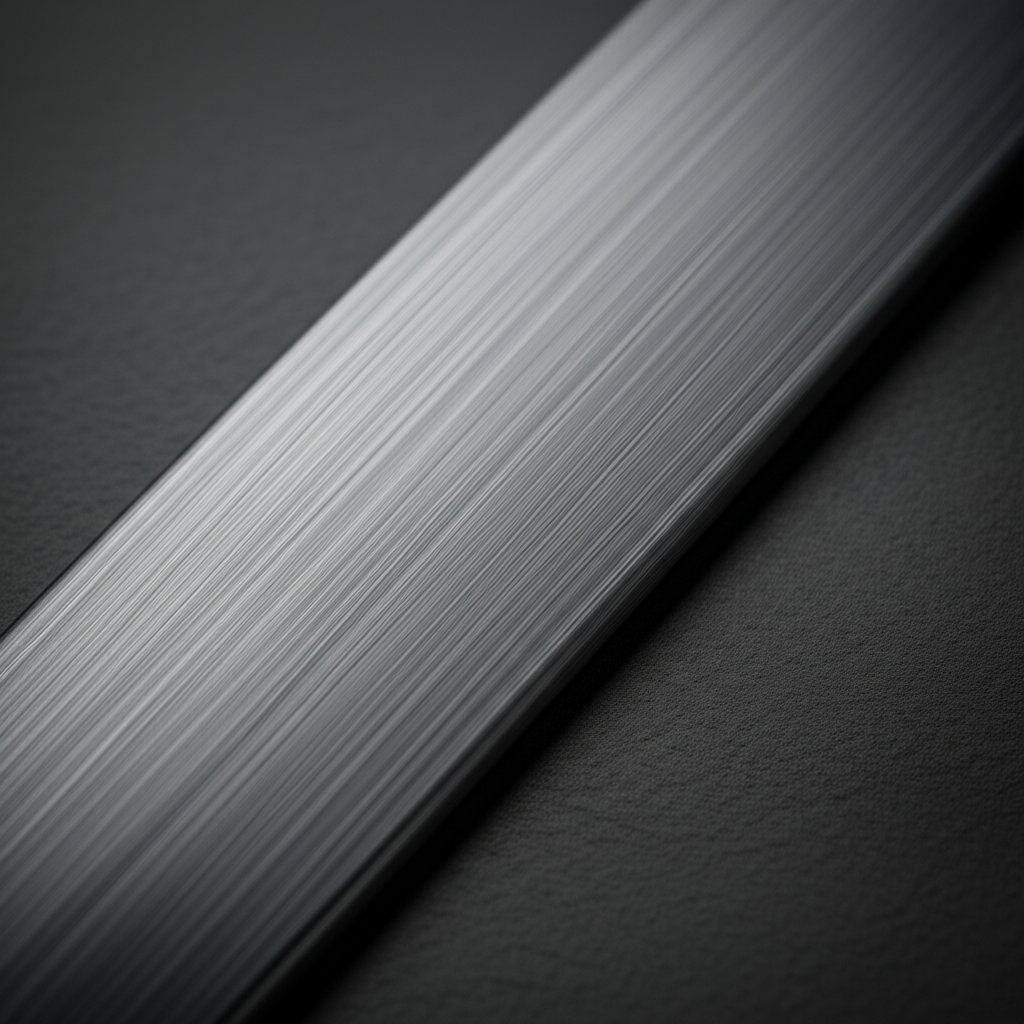
- Wykończenie aluminiowe szczotkowane: Stworzone mechanicznym szczotkowaniem przed anodyzowaniem, dające liniowy, fakturalny efekt
- Barwienie kolorowe: Warstwa tlenkowa łatwo przyjmuje barwniki, umożliwiając szeroką paletę – od naturalnego srebra po głębokie czernie, brązy lub kolory indywidualne
Główną zaletą anodowania typu II jest możliwość uzyskania jednolitego, matowego wykończenia aluminiowego, które nie będące podatne na łuszczenie się, odpadanie lub wypłowienie z upływem czasu. Wykończenie to stanowi integralną część powierzchni, a nie oddzielna warstwę, dzięki czemu zachowuje swoją integralność nawet przy regularnym użytkowaniu.
Dopasowanie do wydajności samochodowej
Dlaczego anodowanie typu II jest tak popularnym wyborem dla ekstruzji aluminiowych w motoryzacji? To kwestia równowagi pomiędzy trwałością, wyglądem i niezawodnością procesu. Warstwa tlenkowa powstająca podczas anodowania stanowi solidną barierę przeciwko korozji, co czyni ją idealną do zastosowań w nadwoziach i detalach wewnętrznych, listwach dachowych oraz elementach dekoracyjnych narażonych na zmienne warunki środowiskowe.
Dodatkowo, aluminiowa powierzchnia matowa jest bardzo kompatybilna z procesami montażu i obróbki wtórnej. Powierzchnia anodowana może pozostać w formie naturalnej, zapewniając premium metaliczny wygląd, lub zostać pokryta farbami, tuszami lub oznaczona laserowo, jeśli wymagane jest oznaczenie marki lub części. Uszczelnienie warstwy anodowej jest standardową praktyką, która utrwala kolor i zwiększa odporność na plamy oraz działanie czynników zewnętrznych. Dzięki temu anodyzacja typu II jest wyborem dla części, które muszą dobrze wyglądać i być trwałe – bez ryzyka pojawienia się kurzawki, wypłowienia lub utraty połysku.
Zalety i wady
Zalety
- Doskonała odporność na korozję w większości środowisk samochodowych
- Jednolity, powtarzalny wygląd – szczególnie ważny dla widocznych listew dekoracyjnych
- Szeroki wybór wykończenia: matowe, satynowe i szczotkowane, z lub bez koloru
- Całkowita, nierozdzielająca się powierzchnia – brak ryzyka łuszczenia się jak w przypadku farby
- Przyjazna środowisku; brak związków organicznych (VOC) i minimalna konieczność utrzymania
- Możliwość naprawy drobnych zarysowań przy użyciu zestawów naprawczych
Wady
- Mniejsza odporność na zużycie niż w przypadku anodyzacji twardej (Typ III) w zastosowaniach do części o dużym tarcie
- Wymaga precyzyjnej kontroli procesu, aby zachować jednolitość koloru i połysku w całej partii
- Efekty termiczne podczas montażu (np. spawania) mogą spowodować zmatowienie powłoki
- Nieodpowiedni do intensywnej abrazji lub powierzchni obciążonych
Zastosowanie i punkty kontroli jakości
- Ozdobnictwo zewnętrzne: Uchwyty drzwi, obramowania okien i akcenty chłodnicy, gdzie pożądany jest matowy wykończenie aluminiowy
- Elementy dekoracyjne wnętrza: Wstawki w desce rozdzielczej, obręcze kierownicy i wykończenie siedzeń, korzystające z dotykowego wrażenia i wizualnej spójności matowego wykończenia aluminiowego
- Pokrywy listew dachowych: Tam, gdzie dopasowanie koloru i stabilność UV są kluczowe dla długotrwałej estetyki
Zapewnienie jakości dla anodowania typu II zazwyczaj obejmuje:
- Kontrolę jakości uszczelnienia w celu zapewnienia maksymalnej odporności na korozję
- Próbkowanie klasy wyglądu pod kątem jednolitości koloru i połysku
- Badanie przyczepności, jeśli są nanoszone dodatkowe farby lub tusze
- Odniesienie do norm MIL-A-8625 Typ II oraz specyficznych dla producenta standardów w celu walidacji
Sugestia: Zawsze określ żądany sposób przygotowania powierzchni – taki jak szczotkowanie, polerowanie lub piaskowanie – przed anodowaniem. Zapewni to spójny matowy wygląd anodyzowanego aluminium lub aluminiowego wykończenia matowego we wszystkich elementach Twojego projektu.
Dzięki połączeniu trwałości, elastyczności i wyrafinowanej estetyki, anodowanie typu II nadal stanowi standard dla widocznych i dekoracyjnych wyprasek aluminiowych w przemyśle motoryzacyjnym. W kolejnym odcinku omówimy, jak anodowanie twarde typu III podnosi poprzeczkę pod względem odporności na zużycie i ścieranie w bardziej wymagających zastosowaniach.
Anodowanie twarde typu III
Podstawy anodowania twardego dla trwałości
Gdy potrzebujesz powłoki odporną na najcięższe warunki eksploatacji i działanie wysokiej temperatury, to właśnie anodowanie twarde – znane również jako anodowanie typu III – ustanawia standard. W przeciwieństwie do anodowania dekoracyjnego, anodowanie twarde tworzy znacznie grubszy i gęstszy warstwę tlenku glinu, powstającą w wyniku procesu anodowania przy niższych temperaturach i wyższych gęstościach prądu. Skutkuje to wytrzymałym, ochronnym pokryciem aluminiowym, które idealnie sprawdza się w zastosowaniach takich jak powierzchnie ślizgowe, elementy narażone na intensywny zużycia, oraz komponenty wystawione na tarcie lub ścieranie odniesienie ).
Pomalowanie anodowe twarde ma zazwyczaj grubość od 0,0005 do 0,0030 cala, przy czym około połowy grubości warstwa przenika w podłoże, a druga połowa tworzy się na powierzchni. Gęstszy tlenek zapewnia doskonałą odporność na ścieranie oraz umiarkowaną odporność na ciepło, co czyni go najlepszym wyborem dla ruchomych części i mechanizmów. Należy jednak zauważyć, że warstwy anodowania twardego mają ciemniejszy wygląd – często głęboki szary, brązowy lub czarny – w zależności od stopu i grubości, a także są mniej dekoracyjne niż wykończenia typu II. Jeżeli wymagana jest barwa, to czarna jest najbardziej wiarygodnym wyborem, ze względu na naturę warstwy tlenkowej.
Dopasowanie i ograniczenia projektowe w motoryzacji
W jaki sposób utwardzony anodowanie wpływa na inżynierię powierzchni aluminium w motoryzacji? Zauważysz to wszędzie tam, gdzie na pierwszym miejscu są trwałość i niski współczynnik tarcia – np. w prowadnicach fotela, szynach dachówka, ramionach zawiasów czy szynach prowadzących. Dzięki drobnej, kolumnowej mikrostrukturze warstwy anodowej możliwe jest osiągnięcie gładkiego, matowego wykończenia aluminiowego, co zmniejsza tarcie i wydłuża czas eksploatacji w zastosowaniach ślizgowych ( odniesienie ).
Jednak ten typ powłoki tlenkowej aluminium wiąże się z pewnymi aspektami projektowymi. Zwiększona grubość powłoki może wpływać na niewielkie tolerancje i musi zostać uwzględniona w modelach CAD oraz rysunkach technicznych. W przypadku krytycznych pasowań określenie maskowania otworów, gwintów czy powierzchni uziemiających jest konieczne. Dodatkowo, mimo że anodowanie twarde zapewnia doskonałą odporność na zużycie, może powodować powstawanie mikropęknięć przechodzących przez całą grubość pod wpływem dużych obciążeń lub wysokiego naprężenia, co może obniżyć wytrzymałość zmęczeniową w zastosowaniach dynamicznych. Dlatego staranne dobranie stopu, geometrii oraz procesu wykańczania jest cechą najlepszych praktyk w inżynierii powierzchni aluminium.
Zalety i wady
Zalety
- Wyjątkowa odporność na zużycie i ścieranie dla elementów o wysokiej tarcie
- Dobra wydajność przy umiarkowanym cieple i warunkach ślizgowych
- Właściwości izolacyjne elektryczne – przydatne do izolowania komponentów
- Może być polerowane w celu zmniejszenia tarcia (matowa powierzchnia aluminiowa)
- Odpowiada normom MIL-A-8625 Typ III oraz motoryzacyjnym standardom QA
Wady
- Ciemniejszy, mniej dekoracyjny wygląd – ograniczone opcje kolorystyczne
- Warstwa ochronna może wpływać na niewielkie tolerancje; wymagana kompensacja projektowa
- Potencjalne powstawanie mikropęknięć w powłokach pod wpływem dużych obciążeń zmiennych
- Nieodpowiednie do ciężko obciążanych elementów, gdzie odporność na zmęczenie jest kluczowa
- Wymaga precyzyjnej kontroli procesu i maskowania przy skomplikowanych geometriach
Zastosowanie i punkty kontroli jakości
- Elementy szyn ślizgowych fotela: Tam, gdzie tarcie ślizgowe i powtarzalne ruchy wymagają wytrzymałej, niskotarciowej powierzchni
- Mechanizmy dachów wysuwanych: Narażone zarówno na zanieczyszczenia środowiskowe, jak i na ścieranie mechaniczne
- Konstrukcje zawiasów i prowadnic: Umożliwiają ruch i prowadzenie przy przeciążeniach umiarkowanych
- Elementy obudowy baterii: Wymagające izolacji elektrycznej i odporności na zużycie
Zapewnienie jakości utwardzonego anodowania obejmuje:
- Pomiar grubości metodami nieniszczącymi (prądami wirowymi, ultradźwiękami)
- Weryfikacja odporności na zużycie poprzez testy ścieralności i tarcia
- Inspekcja krawędzi, otworów i obszarów zabezpieczonych pod kątem pokrycia i dokładności wymiarowej
- Odniesienie do norm MIL-A-8625 Typ III oraz protokołów specyficznych dla producenta oryginalnego (OEM) w celu walidacji
Sugestia: Zawsze dobieraj grubość warstwy uwzględniając krytyczne wymiary przy określaniu utwardzonego anodowania. Wymień wymagania dotyczące zabezpieczania otworów, gwintów lub styków elektrycznych – jest to kluczowym krokiem w profesjonalnym inżynierstwie powierzchni aluminium dla wyrotnic samochodowych.
Rozumienie zalet i ograniczeń utwardzonego anodowania jako powłoki ochronnej aluminium pozwala podejmować świadome decyzje dotyczące zastosowań w warunkach dużego zużycia. Następnie dowiemy się, jak powłoki proszkowe zwiększają trwałość i elastyczność kolorystyczną dla aluminiowych wyrotni zewnętrznych i podmaskowych.
Malowanie proszkowe
Wybór żywic proszkowych i przygotowanie powierzchni
Gdy potrzebujesz powłoki, która wytrzyma trudy drogi i jednocześnie zapewni intensywne kolory, to pokrywanie proszkowe staje się pierwszym wyborem w przypadku ekstruzji aluminiowych do motoryzacji. Ale co czyni tę metodę tak skuteczną? Zaczyna się od samej żywicy proszkowej – zazwyczaj jest to poliester, epoksyd lub mieszanki hybrydowe. Spośród nich, proszki poliestrowe są najlepszym wyborem do zastosowań zewnętrznych i narażonych na działanie promieni UV dzięki doskonałej odporności na warunki atmosferyczne i utrzymaniu koloru. Proszki epoksydowe zapewniają znakomitą odporność chemiczną, jednak zazwyczaj są stosowane do części wewnętrznych lub znajdujących się pod maską z powodu ograniczonej stabilności pod wpływem promieni UV. Proszki hybrydowe łączą właściwości obu rodzajów, dostarczając zbalansowanej wydajności dopasowanej do konkretnych potrzeb.
Droga do trwałe powłoki aluminiowej zaczyna się od starannego przygotowania powierzchni. Wyobraź sobie przygotowanie elementu do malowania: każde nieusunięte tłuszcze, brud czy tlenek mogą podważyć jakość wykończenia. Proces rozpoczyna się od gruntownego czyszczenia – stosując metody takie jak płukanie zasadą, kąpiele rozpuszczalnikowe, a nawet czyszczenie ultradźwiękowe w przypadku skomplikowanych kształtów ( źródło )). Następnie nakłada się powłokę konwersyjną (często wolną od chromatu dla zapewnienia zgodności ze środowiskiem) w celu zwiększenia przyczepności i odporności na korozję, tworząc jednolitą, obojętną powierzchnię, która pomaga proszkowi przylegać i działa Kroki płukania są kluczowe Wszelkie pozostałości mogą prowadzić do pęcherzyków lub wczesnej awarii.
Wydajność samochodowa i kompatybilność zespołu
Powłoka powłoka jest ceniona ze względu na trwałość, odporność na szczątki i zdolność do dostarczania grubej warstwy ochronnej, która chroni aluminium zarówno przed korozją, jak i uderzeniem. W przypadku samochodów oznacza to, że wykończenie zewnętrzne, szyny dachowe i ramy z akumulatorami mogą zachować swój wygląd i integralność nawet po latach ekspozycji na słońce, sól i chemikalia.
Zauważysz jednak pewne unikalne wyzwania podczas powlekania ekstruzji aluminiowych o złożonych przekrojach. Efekt klatki Faradaya może powodować cienką lub nierównomierną powłokę w głębokich zagłębieniach czy zaakcentowanych narożnikach. Dlatego prawidłowe mocowanie, uziemienie oraz technika natrysku są tak istotne – pozwalają upewnić się, że proszek pokryje każdą powierzchnię. Dla elementów, które będą poddane kolejnym cyklom malowania i wypału, określenie tolerancji przepalenia w wymaganiach jest kluczowe, ponieważ nadmierny wpływ ciepła może zmienić połysk, kolor, a nawet doprowadzić do utraty przyczepności.
Zalety i wady
Zalety
- Szeroki wybór kolorów i opcji wykończenia (matowe, błyszczące, chropowate)
- Wysoko odporna na uszkodzenia i zarysowania powierzchnia
- Gruba, równomierna powłoka chroni przed korozją i uszkodzeniami mechanicznymi
- Brak związków organicznych (VOC) – przyjazna dla środowiska aplikacja
- Nadmiar proszku może zostać odzyskany, co zmniejsza ilość odpadów
- Krótki czas utwardzania wspiera masową produkcję
Wady
- Trudności z pokryciem skomplikowanych lub zapadniętych kształtów (efekt Faradaya)
- Grubość powłoki może wpływać na niewielkie tolerancje – konieczne mogą być korekty projektowe
- Przeróbka jest możliwa, ale wymaga usunięcia powłoki i ponownego natryskiwania
- Ograniczone opcje retuszu w porównaniu do farby ciekłej
- Wymaga solidnego przygotowania powierzchni dla maksymalnego przyczepienia i trwałości
Zastosowanie i punkty kontroli jakości
- Ozdobnictwo zewnętrzne: Powłoki elektrostatyczne zapewniają trwałe barwy i ochronę przed korozją dla klamk drzwiowych, obramowań okien i detalach chłodnicy.
- Naszywne i poprzeczne belki dachowe: Wysokie narażenie na promieniowanie UV i warunki atmosferyczne wymaga odpornego pokrycia aluminiowego z trwałym połyskiem i odcieniem.
- Ramy pakietów baterii: Odporność chemiczna jest kluczowa dla części znajdujących się pod maską lub w obudowach baterii, narażonych na ciecze i wahania temperatury.
- Pokrywy serwisowe i uchwyty: Tam, gdzie znaczenie mają zarówno odporność na uderzenia i ścieranie, jak i wygląd.
Kontrola jakości powłok na częściach aluminiowych obejmuje:
- Sprawdzanie przyczepności (test krzyżakowy lub taśmowy)
- Weryfikacja utwardzenia (zdeżenie rozpuszczalnikiem, twardość ołówka)
- Kontrola jednolitości połysku i koloru
- Pomiar grubości powłoki (metody magnetyczne lub wirowe)
Sugestia: Określ tolerancję przepieczenia dla części pokrytych proszkowo, które będą poddane dodatkowym cyklom pieczenia lakieru w trakcie finalnej produkcji. Ten krok pomaga zachować integralność koloru, połysku i przyczepności przez cały proces produkcyjny.
Powłoki proszkowe wyróżniają się jako uniwersalna, trwała i ekologiczna metoda pokrywania wycisków aluminiowych w motoryzacji. Kiedy potrzebujesz wykończenia, które łączy estetykę, ochronę i efektywność produkcyjną, dobrze dobrana powłoka aluminiowa często jest najlepszym wyborem. W kolejnym kroku przyjrzymy się systemom e-pomalowania – idealnym do uzyskania ekstremalnie równomiernej powłoki na złożonych profilach oraz jako podkład odporny na korozję pod warstwami wykończeniowymi.
E-grunt
Omówienie systemu e-pomalowania i jego warianty
Gdy szukasz powłoki ochronnej dla wycisków aluminiowych o skomplikowanych kształtach lub głębokich wcięciach, e-malowanie (malowanie elektroforetyczne) wyróżnia się jako jedna z najlepszych opcji. Jak to działa? Wyobraź sobie zanurzenie elementu aluminiowego w kąpieli, w której naładowane elektrycznie cząsteczki farby są przyciągane do każdej odsłoniętej powierzchni – nawet do wnętrznych narożników i ciasnych przestrzeni. Ten proces, znany również jako elektromalowanie, wykorzystuje żywice epoksydowe kationowe lub akrylowe, tworząc cienką, jednolitą warstwę, która jest zarówno trwała, jak i spójna.
E-malowanie epoksydowe kationowe cenione jest za odporność na korozję i szeroko stosowane jako podkład w aplikacjach samochodowych. E-malowanie na bazie akrylanów oferuje natomiast lepszą stabilność UV i bywa wybierane dla elementów, które pozostaną widoczne. Niezależnie od typu żywicy, charakterystyczną cechą e-malowania jest zdolność do tworzenia równomiernej warstwy – zazwyczaj o grubości 15 do 25 mikronów – na całym elemencie, co daje lepsze rezultaty niż wiele tradycyjnych powłok na skomplikowanych geometriach.
Właściwości samochodowe i kompatybilność powłoki wykończeniowej
Dlaczego inżynierowie motoryzacyjni określają e-mail jako podstawę dla obróbki powierzchniowej aluminium? Odpowiedź tkwi w niezrównanej kombinacji ochrony przed korozją i przetwarzania o dużej wydajności. Powłoka elektroforetyczna tworzy ciągły barierę, która chroni aluminium przed wilgocią, solą i innymi czynnikami powodującymi korozję, stanowiąc idealne podłoże dla kolejnych powłok lub jako samodzielne wykończenie dla części ukrytych lub półwidocznych. Często można zauważyć, że powłoka elektroforetyczna jest używana jako grunt pod powłoką proszkową lub ciekłą powłokę wykończeniową, zapewniając silne przyczepienie i długotrwałą trwałość elementów zewnętrznych i podwozia.
Kolejną zaletą jest: jednolitość powłoki e-coat oznacza mniej słabych punktów lub cienkich krawędzi, w których mogłaby zacząć się korozja. Dzięki temu jest szczególnie wartościowa przy ekstruzji aluminiowej w motoryzacji, posiadającej przekroje zamknięte, wsporniki z złożonymi wycięciami lub zespoły z nałożonymi na siebie połączeniami. Dodatkowo, proces ten jest bardzo skalowalny – idealny do wykańczania produktów w dużych seriach w nowoczesnych zakładach samochodowych.
Zalety i wady
Zalety
- Doskonała odporność na korozję – tworzy solidny fundament ochronny
- Bardzo jednolita grubość powłoki, nawet na złożonych lub zapadniętych profilach
- Obsługuje produkcję o wysokiej wydajności i w pełni automatyzowaną
- Zmniejsza ilość odpadów materiałowych w porównaniu do powłok natryskowych
- Zgodna z powłokami proszkowymi lub ciekłymi wierzchnimi warstwami do dodatkowej ochrony lub uzyskania koloru
Wady
- Wymaga precyzyjnego i gruntownego przygotowania powierzchni dla zapewnienia optymalnej przyczepności
- Wysokie nakłady inwestycyjne na sprzęt i uruchomienie procesu
- Ograniczone możliwości kolorystyczne i wygląd powierzchni jako samodzielna powłoka
- Nieprzydatna do podłoży nieprzewodzących (aluminium musi być czyste i przewodzące)
Zastosowanie i punkty kontroli jakości
- Elementy aluminiowe przylegające do karoserii nośnej: Grunt elektroforetyczny zapewnia odporność na korozję dla części integrowanych ze stalowymi konstrukcjami.
- Wnętrze obudowy akumulatora: Jednolite pokrycie w złożonych obudowach gwarantuje trwałość i bezpieczeństwo.
- Zawiasy i elementy mocujące: Grunt elektroforetyczny działa jako ochronna podstawa pod powłokami nawierzchniowymi, zwłaszcza w miejscach narażonych na działanie warunków zewnętrznych.
Kontrola jakości powłok elektroforetycznych na aluminium obejmuje zazwyczaj:
- Kontrolę kąpieli do monitorowania składu chemicznego i przewodnictwa farby
- Badania przyczepności (metodą kratowniczą lub testem taśmy)
- Kontrolę utwardzenia, aby zapewnić właściwe utwardzenie powłoki
- Pomiar grubości w celu potwierdzenia jednolitego pokrycia
Zawsze należy określić zgodność chemicznej powłoki elektroforetycznej (e-coat) z uszczelnieniami lub klejami stosowanymi na etapie końcowym. Niespójne materiały mogą prowadzić do zanieczyszczeń lub niepowodzeń adhezyjnych, co podważa skuteczność obróbki powierzchniowej aluminium.
Unikalna zdolność powłoki elektroforetycznej (e-coat) do zapewniania wysokiej jakości i ekstremalnie jednolitych powłok na wyroty aluminiowe czyni ją podstawą współczesnego wykańczania produktów motoryzacyjnych. W dalszej części omówimy, jak powierzchnia fabryczna połączona z podkładem i farbą oferuje elastyczną i ekonomiczną alternatywę dla niektórych zastosowań.
Powierzchnia fabryczna z podkładem i farbą
Definicja powierzchni fabrycznej i kiedy ją stosować
Czy kiedykolwiek zastanawiałeś się, czym jest powierzchnia fabryczna (mill finish) w przypadku wycisków aluminiowych? Mówiąc prościej, termin ten odnosi się do powierzchni aluminiowej bezpośrednio po wycisku, bez dodatkowej obróbki – czyli z fabryki, bez polerowania, bez stosowania dodatkowych środków chemicznych czy powłok. Ten surowy stan charakteryzuje się matową powierzchnią, widocznymi śladami matrycy oraz okazjonalnymi zarysowaniami lub innymi drobnymi znakami pochodzącymi z procesu produkcji. Wyciski aluminiowe z powierzchnią fabryczną są cenione ze względu na przystępną cenę i często stanowią punkt wyjścia do dalszej obróbki powierzchniowej lub nanoszenia powłok.
W zastosowaniach motoryzacyjnych aluminiowe elementy z powierzchnią fabryczną mogą być praktycznym wyborem, jeśli dany komponent zostanie w przyszłości pomalowany lub będzie używany w miejscach niewidocznych, zabezpieczonych. Jest to szczególnie istotne przy wewnętrznych listwach wykończeniowych, ukrytych elementach konstrukcyjnych lub częściach serwisowych, gdzie ważniejsza jest efektywność kosztowa i elastyczność kolorystyczna niż dekoracyjny metaliczny połysk.
Przygotowanie powierzchni i proces malowania dla wycisków
Rozważasz malowanie aluminium o wykończeniu fabrycznym? Kluczem do długotrwałego efektu jest odpowiednia przygotowanie powierzchni. Ponieważ powierzchnia po ekstruzji może zawierać oleje, tlenki lub drobne wady, przygotowanie aluminium o wykończeniu fabrycznym przed malowaniem jest kluczowe dla uzyskania dobrej przyczepności i odporności na korozję. Oto typowy schemat działania:
- Czyszczenie powierzchni: Usuń oleje, kurz i zanieczyszczenia za pomocą rozpuszczalników lub detergentów zasadowych.
- Wyrównanie mechaniczne: Delikatne szczotkowanie lub szlifowanie w celu wyrównania chropowatości i zminimalizowania widocznych śladów matrycy – ten krok pomaga zmniejszyć wady powłoki wynikające z przebicia się wykończenia fabrycznego przez farbę.
- Pretreatment chemiczny: Zastosuj roztwór trawiący lub środek chemiczny do zwiększenia przyczepności podkładu oraz dodatkowej ochrony przed korozją.
- Nanoszenie podkładu aluminiowego: Użyj wysokiej jakości podkładu przeznaczonego do aluminium, aby stworzyć solidne podłoże pod powłokę wykończeniową.
- Nanoszenie powłoki malarskiej: Zastosuj żądany kolor i wykończenie, które można dopasować do wymagań dotyczących wnętrz lub elewacji.
Każdy z tych kroków ma na celu maksymalne wydłużenie trwałości i zachowanie wyglądu systemów podkładowych i lakierowych na aluminium, zapewniając trwałość wykończenia nawet w warunkach eksploatacji samochodowej.
Zalety i wady
Zalety
- Najniższy początkowy koszt wykończenia – aluminium z wykańczaniem fabrycznym jest niedrogie i łatwo dostępne
- Maksymalna elastyczność w wyborze koloru i połysku dzięki doborowi farby
- Łatwe dokonywanie napraw lub dotknięć powierzchni pomalowanych w terenie
- Działa dobrze w przypadku elementów, gdzie wygląd nie jest kluczowy lub jest niewidoczny dla obserwatora
- Brak ograniczeń związanych z geometrią części – farbę można nanosić na złożone wyciski
Wady
- Wymaga starannego przygotowania powierzchni – zła jakość przygotowania może prowadzić do łuszczenia się, odprawiania lub korozji
- Wyższe ryzyko przebłyskiwania wad przez farbę, jeśli powierzchnia wykańczania fabrycznego jest chropowata lub nierówna
- Mniej trwałe niż anodowane lub malowane proszkowo powierzchnie w przypadku zastosowań zewnętrznych, narażonych na intensywny użytek lub korozję
- Wykończenia malowane mogą wymagać okresowej konserwacji lub dotknięć
Zastosowanie i punkty kontroli jakości
- Wewnętrzne listwy ozdobne w kolorze lakierowanym: Aluminium z pierwszym pokryciem i pomalowane w kolorystyce wnętrza, tam gdzie ważna jest trwałość i możliwość dokonania naprawy powierzchni.
- Ukryte elementy konstrukcyjne: Komponenty niewidoczne po złożeniu, które mimo to wymagają ochrony przed korozją oraz ekonomicznej obróbki wykończeniowej.
- Części serwisowe wymagające możliwości naprawy w terenie: Lakierowane elementy z aluminium można łatwo szlifować i ponownie malować w przypadku uszkodzeń powstałych podczas konserwacji.
Kontrola jakości dla tego systemu odgrywa kluczową rolę w zapewnieniu właściwej funkcjonalności i wyglądu. Typowe punkty kontroli obejmują:
- Badanie przyczepności (krzyżak lub test taśmą) po nałożeniu gruntu i farby
- Pomiar grubości powłoki w celu weryfikacji pokrycia i trwałości
- Weryfikację koloru i połysku zgodnie z próbkami wzorcowymi
- Testy cyklicznego korozyjności dla części narażonych na trudne warunki środowiskowe
Sugestia: Zawsze należy określić kroki wygładzania powierzchni, takie jak lekkie szczotkowanie lub szlifowanie, przed zastosowaniem podkładu na aluminium o wykończeniu hutniczym. Ta praktyka minimalizuje ryzyko wystąpienia wad wykończenia hutniczego przebijających się przez końcowy lakier, co daje gładki i profesjonalny wygląd.
Mimo że wykończenie hutnicze z podkładem i farbą może nie oferować tak wysokiej trwałości ani efektu wizualnego jak wersje anodowane czy pokryte proszkowo, nadal pozostaje ekonomicznym i uniwersalnym rozwiązaniem dla wielu zastosowań w ekstruzji aluminiowej w motoryzacji. W dalszej części dokonamy porównania wszystkich typów wykończeń obok siebie, aby pomóc Ci podjąć najlepszą decyzję dostosowaną do wymagań Twojego projektu.
Porównanie obok siebie oraz macierz decyzyjna dla wykończeń ekstruzji aluminiowej w motoryzacji
Wybierając między różnymi opcjami obróbki powierzchniowej dla aluminium stosowanego w przemyśle motoryzacyjnym, liczba zmiennych może być przytłaczająca. Który wykończenie zapewnia właściwą równowagę ochrony, wyglądu, wydajności i kosztów dla Twojego konkretnego zastosowania? Aby ułatwić podjęcie decyzji, przygotowaliśmy przejrzyste porównanie obok siebie najważniejszych opcji wykończenia. Ta tabela oraz przewodnik szybkiej decyzji pomogą dopasować wymagania Twojego projektu do najlepszego wykończenia powierzchni aluminium – bez niepewności co do specyfikacji.
Porównanie obok siebie według kryteriów motoryzacyjnych
| Opcja wykończenia | Dopasowanie do zastosowań motoryzacyjnych | Odporność na korozję | Odporność na zużycie | Zakres wyglądu | Kompatybilność z malowaniem i wypalaniem | Koszt względny | Czas Oczekiwania | Możliwość recyklingu | Normy odniesienia |
|---|---|---|---|---|---|---|---|---|---|
| Rozwiązania do obróbki powierzchni Shaoyi | Kompleksowe rozwiązanie do części zewnętrznych, konstrukcyjnych i specjalnych | Wysoki | Wysoki | Szeroki (dekoracyjny, funkcjonalny, kolory/tekstury na zamówienie) | Wysoki | Średni | Średni | Wysoki | ASTM, SAE, ISO, MIL-A-8625 |
| Anodyzacja typu II | Widoczne obramowanie, dekoracyjne wewnętrzne/zewnętrzne | Średni-Wysoki | Średni | Matowe, satynowe, barwione kolory | Średni | Średni | Średni | Wysoki | MIL-A-8625 typ II, OEM |
| Twarda anodyzacja (typ III) | Wysokowytrzymałe, ślizgowe, konstrukcyjne | Wysoki | Bardzo wysoki | Ciemne, ograniczone kolory | Średni | Średni-Wysoki | Średni | Wysoki | MIL-A-8625 typ III, OEM |
| Malowanie proszkowe | Obramowanie zewnętrzne, komora silnika, ramy akumulatorów | Wysoki | Wysoki | Szeroki wybór (matowy, połysk, strukturalny, niestandardowy) | Wysoki | Średni | Niski-średni | Wysoki | ASTM, ISO, OEM |
| E-grunt | Złożone profile, podkład pod zespoły | Bardzo wysoki | Średni | Ograniczony (głównie czarny/szary, półpołysk) | Wysoki | Średni | Średni-Wysoki | Wysoki | ASTM, ISO, OEM |
| Powierzchnia fabryczna z podkładem i farbą | Ukryte, serwisowe lub malowane elementy wnętrza | Średni | Niski-średni | Nieograniczony (w zależności od systemu lakierowania) | Średni | Niski | Niski | Wysoki | ASTM, ISO, OEM |
Widok obok siebie ułatwia porównanie wykończeń powierzchni dla części metalowych, pokazując, gdzie każde z nich przewyższa oraz kompromisy, które należy wziąć pod uwagę przy Twoim programie motoryzacyjnym.
Kwestie związane z kosztami i czasem realizacji
- Zintegrowane rozwiązania (takie jak Shaoyi) mogą uprościć łańcuch dostaw i skrócić całkowity czas realizacji, szczególnie gdy wymagane są wiele różnych wykończeń lub złożone QA.
- Anodyzacja typu II i malowanie proszkowe zapewnia umiarkowaną równowagę między kosztem, wydajnością a wyglądem dla większości elementów wykończeniowych i widocznych.
- Twarda anodyzacja i e-grunt zazwyczaj wiążą się z wyższymi kosztami kontroli procesu i zapewniania jakości, ale oferują wyjątkową wydajność dla elementów krytycznych pod względem zużycia lub korozji.
- Powierzchnia po obróbce z gruntownikiem/farbą jest najbardziej ekonomiczną opcją, często z najkrótszym czasem realizacji – jednak wymaga starannej przygotówki i najlepiej sprawdza się w przypadku elementów niewidocznych lub łatwo dostępnych serwisowo.
Dla projektów wymagających wielu wykończeń lub ciasnych terminów produkcji, współpraca z jednym źródłem takim jak Dostawca Części Metalowych Shaoyi —wiodącym zintegrowanym dostawcą precyzyjnych metalowych części samochodowych w Chinach—oznacza, że Twoje części z wyrobu przez ekstruzję aluminium mogą zostać wykończone i zakwalifikowane w ramach jednego planu PPAP i dostaw, co zmniejsza ryzyko i upraszcza komunikację.
Macierz decyzyjna i szybkie wybory
- Wygląd zewnętrzny klasy A: Wybierz malowanie proszkowe lub anodyzację typu II dla szerokiej gamy opcji kolorystycznych i jednolitego wyglądu.
- Podstawa ochrony przed korozją podłoża: Powłoka elektroforetyczna lub zintegrowane rozwiązania Shaoyi dla trwałe i jednolitej ochrony – szczególnie na złożonych profilach.
- Wysokowydajne mechanizmy lub zastosowania ślizgowe: Twarda anodyzacja (Typ III) lub specjalistyczne powłoki Shaoyi skupione na odporności na zużycie.
- Części wrażliwe na koszty, niewidoczne z zewnątrz: Powierzchnia po obróbce z podkładem i farbą dla elastyczności i łatwej naprawy w terenie.
- Wieloprocesowe lub niestandardowe wymagania: Zintegrowane wykończenia powierzchni Shaoyi dla metalu, z jednopunktową kontrolą jakości i dokumentacją.
Główna wskazówka: Zawsze w notatkach na rysunku należy określić wymagania dotyczące przygotowania powierzchni i maskowania. Ten krok jest kluczowy, aby uniknąć uszkodzeń w późniejszych etapach, konieczności przekształceń lub roszczeń gwarancyjnych – niezależnie od wybranego wykończenia powierzchni aluminium.
Kończąc opracowywanie specyfikacji, pamiętaj, że najlepszy wybór nie sprowadza się tylko do samego wykończenia, ale do tego, jak dobrze odpowiada ono Twoim celom produkcyjnym, kosztowym i jakościowym. Następnie podsumujemy kilkoma praktycznymi poradami dotyczącymi tworzenia specyfikacji i przekazywania ich dostawcom – aby zagwarantować, że wybrane wykończenie aluminiowe będzie długotrwale przynosić korzyści w praktycznym zastosowaniu.
Ostateczna rekomendacja i porady dotyczące tworzenia specyfikacji dla aluminiowych profili wyciskanych w motoryzacji
Które wykończenie wybrać dla swojego projektu
Gdy dochodzisz do momentu podjęcia decyzji końcowej, łatwo poczuć się przytłoczonym przez szeroki wybór dostępnych metod wykańczania powierzchni aluminiowych. Jak więc znaleźć najlepsze dopasowanie do swojego projektu? Wyobraź sobie, że projektujesz nową obudowę akumulatora pojazdu elektrycznego lub odświeżasz wykończenie zewnętrzne nadwozia kolejnej generacji SUV-a – wybór wykończenia powierzchni aluminiowej bezpośrednio wpłynie na takie aspekty jak trwałość, koszt, a nawet postrzeganie marki. Oto szybki przewodnik, który pomoże dopasować Twoje potrzeby do odpowiedniego rodzaju wykończenia:
- Anodyzacja: Wybierz w celu dekoracyjnej odporności na korozję oraz premium, trwały metaliczny wygląd.
- Twardy anodowanie: Wybierz do miejsc narażonych na intensywny użytek lub do elementów ślizgowych – np. szyny fotelików czy dachy panoramiczne.
- Powłoka proszkowa: Najlepszy wybór dla trwałych kolorów, odporności chemicznej oraz szerokiego zakresu opcji wyglądu na detalach zewnętrznych lub pod maską.
- E-Lakier (E-Coat): Wybierz jako podkład odporny na korozję, szczególnie dla złożonych profili lub części wymagających solidnej bazy pod dodatkowe powłoki.
- Wykończenie fabryczne plus podkład/lakier: Wybierz w przypadku elementów malowanych o czułym budżecie lub niewidocznych częściach konstrukcyjnych, gdzie najważniejsze są elastyczność i łatwa możliwość naprawy.
Każda z tych opcji wykończenia powierzchni aluminiowej odgrywa unikalną rolę, dlatego przed ustaleniem specyfikacji należy wziąć pod uwagę wymagania aplikacji dotyczące narażenia, zużycia, wyglądu i budżetu.
Język specyfikacji i notatki na rysunkach
Jasne specyfikacje oparte na normach to najlepsza obrona przed nieporozumieniami lub przeróbkami. Oto szablon, który można dostosować do większości projektów związanych z wytłaczaniem aluminium:
Wykończenie: [proces]. Przygotowanie powierzchni: [konwersyjne, bezchromianowe - preferowane]. Normy: [ASTM/ISO/MIL w zależności od zastosowania]. Badania: przyczepność, grubość, klasa wyglądu, korozja cykliczna zgodnie z protokołem producenta. Maskowanie: [elementy]. Kompatybilność z pieczeniem farby: [tak/nie].
Przygotowując aluminium do malowania lub innego rodzaju powłoki, zawsze bezpośrednio na rysunkach należy wyraźnie określić etapy wyrównywania powierzchni, czyszczenia i maskowania. Dzięki temu wszyscy uczestnicy procesu – od projektantów po produkcję – będą mieli jasne wyobrażenie o oczekiwaniach związanych z każdą obróbką powierzchniową z aluminium.
Lista kontrolna przekazania dostawcy
Wyobraź sobie, że projekt jest gotowy do przekazania. Oto lista kontrolna, która zapewni sprawną współpracę z dostawcą i utrzymanie planu jakości na właściwym poziomie:
- Dla każdego wytłoczenia należy określić stop i stan materiału
- Dołączyć szczegółowe rysunki geometryczne oraz mapy maskowania (gwinty, otwory, styki elektryczne)
- Zidentyfikuj punkty mocowania zapewniające optymalne pokrycie powłoką
- Wyróżnij krytyczne wymiary i dopuszczalne tolerancje (weź pod uwagę grubość powłoki)
- Zdefiniuj kryteria akceptacji oraz odniesienia standardowe dla zapewnienia jakości
- Udostępnij plan próbkowania i inspekcji (pierwszy egzemplarz, partia lub kontrole bieżące)
- Wyjaśnij z góry swoją politykę dotyczącą przeróbek i napraw terenowych
Postępując zgodnie z tymi krokami, zminimalizujesz niespodzianki i zagwarantujesz, że wybrana przez Ciebie obróbka powierzchniowa aluminium dostarczy spójnych i wysokiej jakości wyników.
Gotowy do skonsolidowania wykańczania i kontroli jakości pod jednym dachem? Dostawca Części Metalowych Shaoyi —czołowy zintegrowany dostawca precyzyjnych metalowych części samochodowych w Chinach—może pomóc Ci zoptymalizować każdy etap, od projektowania po produkcję seryjną, dla wszystkich Twoich profili aluminiowych. Ich doświadczenie w zakresie opcji obróbki powierzchniowej dla aluminiowych profili w przemyśle motoryzacyjnym gwarantuje uzyskanie właściwego wykończenia za każdym razem.
Często zadawane pytania
1. Jakie są najpowszechniejsze metody obróbki powierzchniowej aluminiowych profili samochodowych?
Najczęściej stosowane metody obróbki powierzchniowej dla wyciskanych profili aluminiowych w motoryzacji obejmują anodowanie (typ II dla wyglądu i odporności na korozję, typ III dla odporności na zużycenie), malowanie proszkowe w celu uzyskania trwałego koloru i ochrony chemicznej, lakierowanie elektroforetyczne (e-coat) dla jednolitej ochrony przed korozją na złożonych kształtach oraz powierzchnia surowa (mill finish) z gruntowaniem i farbą dla ekonomicznej elastyczności. Każda z tych metod oferuje konkretne korzyści pod względem trwałości, wyglądu i zgodności z normami produkcji samochodów.
2. Jak wybrać odpowiedni wykończenie dla projektu z wykorzystaniem wyciskanych profili aluminiowych w motoryzacji?
Wybór najlepszego wykończenia zależy od wymagań projektu dotyczących odporności na korozję, wyglądu, odporności na zużycenie i budżetu. Anodowanie dekoracyjne jest idealne na widoczne listwy, anodowanie twarde nadaje się do części narażonych na intensywne zużycie, powłoki elektrostatyczne oferują żywe i trwałe kolory, natomiast powłoka e-coat jest najlepsza do skomplikowanych profili wymagających jednolitej ochrony, a powierzchnia surowa z farbą jest rozwiązaniem ekonomicznym dla części niewidocznych lub wymiennych. Weź pod uwagę ekspozycję części, potrzeby montażowe oraz standardy jakości, aby dokonać właściwego wyboru.
3. Jaka jest różnica między anodowaniem a malowaniem proszkowym w przypadku wycisków aluminiowych?
Anodowanie tworzy integralną warstwę tlenkową na powierzchni aluminium, zwiększając odporność na korozję i umożliwiając uzyskanie różnych wykończeń metalicznych. Anodowanie typu II cenione jest za wygląd dekoracyjny, podczas gdy typ III (twarda anodyzacja) zapewnia większą odporność na zużycie. Natomiast malowanie proszkowe to organiczne powłoki nanoszone w postaci proszku i utwardzane w celu utworzenia ochronnej, kolorowej i trwałej warstwy. Malowanie proszkowe umożliwia większy wybór kolorów i faktur, jednak wymaga skutecznego przygotowania powierzchni dla osiągnięcia optymalnej przyczepności.
4. Dlaczego przygotowanie powierzchni jest ważne przed nałożeniem jakiegokolwiek wykończenia powierzchniowego na wyciski aluminiowe?
Pretreatment jest kluczowe, ponieważ usuwa zanieczyszczenia, poprawia przyczepność oraz zwiększa odporność na korozję. Odpowiednie czyszczenie i naniesienie powłoki konwersyjnej (często bezchromianowej) zapewniają, że wybrana powierzchnia wykończeniowa – niezależnie od tego, czy jest to anodyzowanie, natrysk proszkowy, powłoka elektroforetyczna czy farba – trwale się połączy i będzie działać zgodnie z założeniami. Pominięcie lub niewłaściwe wykonanie etapu przygotowania może prowadzić do przedwczesnych uszkodzeń, takich jak łuszczenie się, pęcherzowanie lub korozja.
5. Jakie są zalety korzystania z zintegrowanego dostawcy, takiego jak Shaoyi, w przypadku obróbki powierzchniowej wycisków aluminiowych?
Współpraca z zintegrowanym dostawcą, takim jak Shaoyi, upraszcza proces wykończenia, oferując wszystkie główne rodzaje obróbki powierzchniowej, kontrolę jakości oraz zarządzanie łańcuchem dostaw w jednym miejscu. Takie podejście skraca czas realizacji, minimalizuje ryzyko błędów wynikających z zaangażowania wielu dostawców, gwarantuje zgodność ze standardami motoryzacyjnymi oraz zapewnia ekspertów, którzy doradzą w wyborze optymalnej kombinacji stopu, geometrii i wykończenia dla danego zastosowania.