 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Usługi cięcia stali wyjaśnione: Metody, koszty i tajemnice jakości

Zrozumienie usług cięcia stali i ich wpływu na produkcję
Gdy musisz przekształcić surową stal na precyzyjne komponenty do swojego projektu, profesjonalne usługi cięcia stali stają się Twoim niezbędnym partnerem. Te specjalistyczne usługi obejmują wszystko – od prostych cięć liniowych po skomplikowane kształty na zamówienie – dostarczając dokładnie określone wymiary, jakie wymaga Twój projekt produkcyjny, budowlany lub inżynierski.
Ale co dokładnie otrzymujesz, współpracując z dostawcą usług cięcia metalu? W swej istocie proces ten polega na dzieleniu przedmiotów ze stali na wiele części przy użyciu zaawansowanych technologii, które zapewniają dokładność, czyste krawędzie i minimalne straty materiału. Niezależnie od tego, czy przygotowujesz belki konstrukcyjne do inwestycji budowlanej, czy też wytwarzasz komponenty maszynowe albo tworzysz niestandardowe rozwiązania cięcia metali dla specjalistycznego sprzętu, te usługi stanowią most między surowcem a funkcjonalnymi częściami.
Co naprawdę oferują usługi cięcia stali
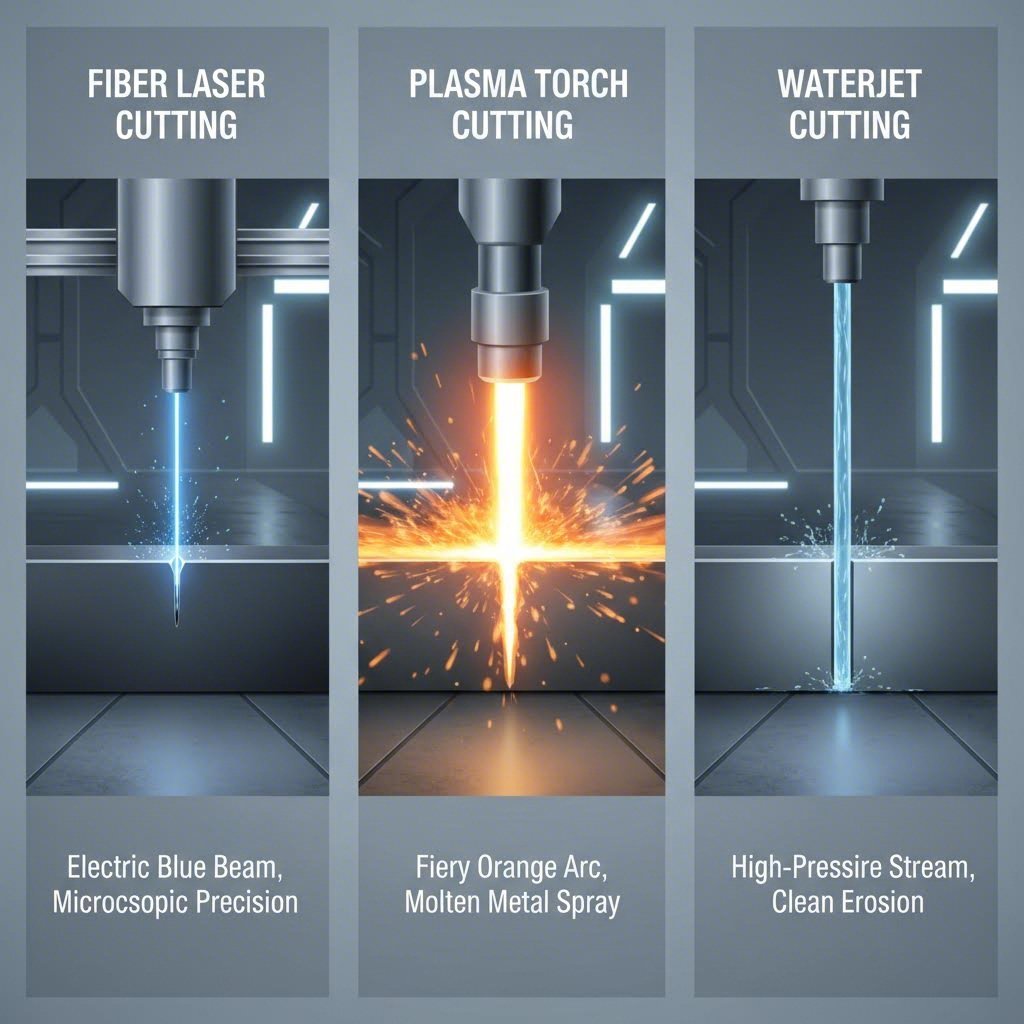
Wyobraź sobie otrzymywanie płyt stalowych lub blach, które idealnie pasują do siebie podczas montażu, z krawędziami na tyle gładkimi, że można je natychmiast spawać. Taka wartość wynika z profesjonalnego cięcia w Twoim projekcie. Nowoczesne operacje cięcia wykorzystują zaawansowane maszyny, w tym precyzyjne urządzenia do cięcia plazmą, systemy laserowe, sprzęt do cięcia strumieniem wody oraz palniki tlenowo-paliwowe, aby uzyskać cięcia zgodne z dokładnymi specyfikacjami.
Usługi dostępne na rynku można podzielić na trzy główne kategorie, z którymi będziesz się mierzyć podczas poszukiwań:
- Cięcie termiczne: Metody takie jak cięcie laserowe, plazmowe i tlenowo-paliwowe, które wykorzystują ciepło do stapiania stali
- Cięcie mechaniczne: Techniki obejmujące piłowanie, tnienie nożycowe i tłoczenie, wykorzystujące siłę fizyczną
- Cięcie ściernym tarciem: Procesy takie jak cięcie strumieniem wody, które usuwają materiał poprzez tarcie i ciśnienie
Każda z tych kategorii oferuje wyraźne zalety w zależności od grubości materiału, wymaganych tolerancji oraz harmonogramu projektu.
Dlaczego precyzyjne cięcie ma znaczenie dla Twojego projektu
Nawet niewielkie błędy pomiarowe podczas fazy cięcia mogą prowadzić do poważnych problemów. Źle dopasowane elementy, naruszona integralność konstrukcyjna oraz kosztowna praca dodatkowa często wynikają z niedokładnych cięć. Profesjonalne usługi eliminują te ryzyka, zapewniając dokładność wykonania na poziomie +/- 0,001 cala przy zastosowaniu metod takich jak wycinanie wodne , co gwarantuje łatwe montowanie spawanych lub śrubowanych elementów.
W trakcie lektury tego przewodnika odkryjesz, jak różne metody cięcia porównują się między sobą, które techniki nadają się do konkretnych branż i materiałów oraz jakie czynniki wpływają na cenę. Dowiesz się również, jak przygotować specyfikacje projektu, aby uzyskać dokładne wyceny, oraz jak skutecznie ocenić dostawców usług. Na końcu będziesz dysponował wiedzą niezbędną do podjęcia świadomych decyzji dotyczących potrzeb cięcia stali.
Kompletny przewodnik po metodach i technologiach cięcia stali
Wybór odpowiedniej metody cięcia może zadecydować o sukcesie Twojego projektu. Każda technologia oferuje unikalne zalety, a zrozumienie tych różnic pomaga dopasować konkretne wymagania do idealnego rozwiązania. Przeanalizujmy każdą z głównych metod cięcia, z którymi możesz się spotkać podczas eksplorowania usług cięcia stali .
Wyjaśnienie technologii cięcia termicznego
Metody cięcia termicznego wykorzystują skoncentrowane ciepło do stopienia, odparowania lub utlenienia stali wzdłuż precyzyjnej ścieżki. Te procesy dominują w zastosowaniach przemysłowych, ponieważ skutecznie radzą sobie z grubymi materiałami, zachowując jednocześnie wysoką dokładność.
Cięcie laserowe
Technologia laserów światłowodowych odmieniła precyzyjne cięcie w ciągu ostatniej dekady. Te systemy generują intensywne wiązka laserowe, wzmacniając światło wewnątrz włókien optycznych domieszkowanych pierwiastkami ziem rzadkich, takimi jak iterb. Efekt? Nadzwyczaj skoncentrowana energia, która topi stal z niezwykłą dokładnością.
To, co czyni lasery światłowodowe szczególnie imponującymi, to ich skalowalność. Systemy o niskiej mocy do 500 W obsługują materiały o grubości do 3 mm, idealne dla komponentów urządzeń elektronicznych i medycznych. Lasery średniej mocy między 500 W a 2 kW cięgną stal nierdzewną do 8 mm i stal węglową do 18 mm. Systemy wysokiej mocy od 2 kW do 10 kW radzą sobie z materiałami o grubości do 40 mm, podczas gdy lasery ultra-wysokiej mocy przekraczające 10 kW przetwarzają stal węglową o grubości powyżej 80 mm.
W przypadku projektów wymagających cięcia laserowego w Minneapolis lub cięcia laserowego w Minnesocie można stwierdzić, że ta technologia zapewnia wyjątkowo dokładne tolerancje przy minimalnych strefach wpływu cieplnego. Cyfrowo kontrolowana droga wiązki eliminuje błędy ludzkie, gwarantując, że każdy cięcie spełnia precyzyjne specyfikacje.
Cięcie plazmowe
Usługi cięcia plazmowego stali oferują doskonałą równowagę między szybkością a opłacalnością. Ta metoda tłoczy elektrycznie zjonizowany gaz przez zwężone otwarcie z dużą prędkością, tworząc temperatury przekraczające 20 000 °F, które szybko topią stal.
Plazma doskonale sprawdza się podczas cięcia grubszych materiałów, gdzie laser staje się mniej opłacalny. Zwykle systemy plazmowe stosuje się do cięcia stali o grubości od 1/4" do kilku cali, co czyni je uniwersalnym rozwiązaniem w produkcji konstrukcji i zastosowaniach przemysłowych. Jakość krawędzi, choć dobra, wymaga zazwyczaj większej liczby operacji końcowych niż przy cięciu laserowym w zastosowaniach precyzyjnych.
Cięcie tlenowe
Ta tradycyjna metoda wykorzystuje tlen połączony z gazami palnymi, takimi jak acetylen lub propan, aby wytworzyć intensywne ciepło, które utlenia stal wzdłuż linii cięcia. Mimo że jest mniej dokładna niż metody plazmowa lub laserowa, cięcie tlenowe pozostaje niezastąpione przy obróbce bardzo grubyh płyt ze stali węglowej, czasem o grubości przekraczającej 12 cali. Jest szczególnie opłacalna przy prostych cięciach ciężkich materiałów konstrukcyjnych, gdzie dokładność krawędzi nie ma kluczowego znaczenia.
Mechaniczne i ścierniowe metody alternatywne
Nie każdy projekt wymaga metod termicznych. Technologie mechaniczne i ściernie oferują wyraźne zalety, szczególnie wtedy, gdy należy unikać stref wpływu ciepła lub pracować ze specjalistycznymi materiałami.
Wycinanie wodne
Wyobraź sobie cięcie stali strumieniem wody poruszającym się z prędkością trzy razy przekraczającą prędkość dźwięku. Systemy waterjet mieszają wodę pod wysokim ciśnieniem z cząstkami ściernymi, tworząc siłę cięcia, która erozyjnie przecina niemal każdy materiał bez generowania ciepła. Ten proces zimnego cięcia zachowuje właściwości materiału w pobliżu krawędzi cięcia, co czyni go idealnym dla zastosowań wrażliwych na ciepło.
Waterjet radzi sobie z grubościami stali od cienkich blach po słupki o grubości ponad 8 cali. Brak odkształceń termicznych sprawia, że jest on popularny w przypadku komponentów lotniczych i części precyzyjnych, gdzie liczy się integralność metalurgiczna.
Obcięcie
Gdy potrzebujesz szybkich, spójnych cięć na blachach gieniowanie zapewnia wyjątkowa wydajność. Ten proces wywiera nacisk między dwoma metalowymi ostrzami, powodując odkształcenie i oddzielenie materiału wzdłuż linii cięcia. Cięcie nożycowe działa w szerokim zakresie grubości i pozwala szybko wytwarzać elementy, choć jakość krawędzi może być gorsza niż przy innych metodach.
Piłowanie
Piły taśmowe i piły tarczowe pozostają niezbędne do cięcia prętów, rur oraz kształtowników. Cięcie laserowe rur w Minneapolis i podobne specjalistyczne usługi obsługują materiały cylindryczne, jednak tradycyjne piłowanie oferuje opłacalne rozwiązania do prostych cięć na pełnych przekrojach, gdzie nie wymaga się ścisłych tolerancji.
Porównanie metod cięcia stali
| Metoda cięcia | Dokładność tolerancji | Zakres grubości | Zastosowanie materiału | Jakość krawędzi | Typowe zastosowania |
|---|---|---|---|---|---|
| Laser Włókienkowy | +/- 0,001" do 0,005" | 0,03" do 3"+ (zależne od mocy) | Stal węglowa, stal nierdzewna, aluminium, mosiądz, miedź | Doskonała, minimalne załamanie | Elementy precyzyjne, elektronika, motoryzacja, lotnictwo |
| Węgiel | +/- 0,015" do 0,030" | 0,25" do 6"+ | Wszystkie metale przewodzące | Dobre, może wymagać szlifowania | Stal konstrukcyjna, ciężka obróbka, budownictwo okrętowe |
| Oksydo-paliwo | +/- 0,030" do 0,060" | 0,5" do 12"+ | Stal węglowa, niektóre stopy | Umiarkowane, utlenione krawędzie | Cięcie grubej płyty, burzenie, przetwarzanie złomu |
| Wodny strumień | +/- 0,001" do 0,005" | 0,030" do 8"+ | Dowolny materiał, w tym stal hartowana | Doskonałe, bez strefy ciepła | Przemysł lotniczy i kosmiczny, precyzyjne oprzyrządowanie, elementy wrażliwe na ciepło |
| Obcięcie | +/- 0,010" do 0,030" | Do 0,5 cala (średnio) | Blachy, stal konstrukcyjna | Umiarkowana, może występować zadzior | Masowa produkcja blach, klimatyzacja, ogólna obróbka |
| Piłowanie | +/- 0,030" do 0,060" | Ograniczone przez ostrze/maszynę | Wszystkie typy stali, pręty, rury | Umiarkowana, wymaga usunięcia zadziory | Przygotowanie prętów, kształtowników, cięcie rur |
Zrozumienie tych różnic pozwala na prowadzenie rzeczowych rozmów z dostawcami usług. Grubość materiału w projekcie, wymagana dokładność, potrzeby dotyczące wykończenia krawędzi oraz ograniczenia budżetowe wskażą Ci optymalną metodę cięcia. Następnie dokładniej przyjrzymy się możliwościom dotyczącym grubości oraz tolerancjom, które pomogą dopasować wymagania projektu do odpowiedniej technologii.
Możliwości dotyczące grubości i dokładności – wyjaśnienie
Widziałeś, na co każdy sposób cięcia jest zdolny, ale teraz nadszedł moment prawdy: czy wybrana technologia rzeczywiście poradzi sobie z Twoim konkretnym materiałem w wymaganej grubości? A gdy już to zrobi, jak dokładnie te cięcia będą odpowiadać Twoim specyfikacjom? To właśnie te pytania decydują o tym, czy Twój projekt cięcia metalu się powiedzie, czy też będzie wymagał kosztownej poprawki.
Zakresy grubości według technologii cięcia
Każda metoda cięcia ma swój optymalny zakres działania. Przekroczenie tych granic wiąże się z wolniejszymi prędkościami, gorszą jakością krawędzi lub całkowitą niemożnością wykonania cięcia. Poniższa tabela przedstawia realistyczne zakresy grubości, jakie można oczekiwać od profesjonalnych usług cięcia blach .
| Metoda cięcia | Minimalna grubość | Optymalny zasięg | Maksymalna grubość | Najlepsze dopasowanie materiału |
|---|---|---|---|---|
| Laser Włókienkowy | 0.03" | 0,125" - 0,75" | 1,25" (stal łagodna) | Stal Konstrukcyjna, Nierdzysta Stal, Aluminium |
| Plazma (X-Definition) | 0.125" | 0,25" - 1,5" | 6"+ | Wszystkie metale przewodzące |
| Oksydo-paliwo | 0.25" | 1" - 6" | 36" - 48" | Tylko stal konstrukcyjna |
| Wodny strumień | 0.03" | 0,5" - 4" | 8"+ | Dowolny materiał, w tym stal hartowana |
| Obcięcie | drutnik 24 | 16 gauge - 0,25" | 0,5" (typowe) | Blachy, stal konstrukcyjna |
Zauważ, jak każda technologia obejmuje określony zakres zastosowań? Cięcie tlenowe dominuje w przypadku grubych blach powyżej 1 cala, a niektóre operacje radzą sobie ze stalem o grubości do 48 cali. Tymczasem cięcie laserowe ma swoje naturalne miejsce w materiałach do około 1,25 cala, gdzie zapewnia wyjątkową jakość krawędzi i precyzję, której metody przeznaczone do grubszych materiałów po prostu nie mogą dorównać.
Oceniając dostawców usług cięcia blach na zamówienie, pytaj konkretnie o moc używanego sprzętu. System laserowy włóknowy o mocy 6 kW radzi sobie z innymi limitami grubości niż system 15 kW. Ta sama zasada dotyczy wszystkich metod termicznych — wyższa moc oznacza możliwość cięcia grubszych materiałów.
Zrozumienie dokładności tolerancji
Tutaj rodzaj materiału znacząco wpływa na wyniki. Cięcie stali węglowej, stali nierdzewnej i aluminium o identycznych grubościach daje różne rezultaty pod względem tolerancji, ponieważ każdy materiał inaczej reaguje na ciepło, ścieranie i siłę mechaniczną.
Tolerancje stali węglowej
Stal węglowa charakteryzuje się najbardziej przewidywalnym zachowaniem podczas cięcia. Systemy laserowe zazwyczaj utrzymują tolerancje poniżej 0,01" (0,25 mm) na płytach ze stali węglowej, podczas gdy Systemy plazmowe X-Definition osiągają około 0,02" (0,5 mm) . Spójny skład materiału oraz jego właściwości termiczne sprawiają, że stal węglowa jest punktem odniesienia, do którego porównuje się inne materiały.
Uwagi dotyczące stali nierdzewnej
Wyższa zawartość chromu w stali nierdzewnej powoduje trudności. Materiał ten odbija więcej energii laserowej i inaczej przewodzi ciepło niż stal węglowa, co często wymaga mniejszych prędkości cięcia w celu zachowania tej samej tolerancji. Oczekuj nieco szerszych tolerancji podczas cięcia stali nierdzewnej w porównaniu ze stalą węglową przy równoważnych grubościach.
Zachowanie aluminium
Wysoka przewodność cieplna i odbicie aluminium czynią je szczególnie wymagającym podczas cięcia termicznego. Ciepło rozprasza się szybko, co wymaga wyższych ustawień mocy. Lasery światłowodowe dobrze radzą sobie z aluminium, ale dopuszczalne odchyłki są zazwyczaj większe niż przy stali węglowej. Cięcie strumieniowe wodą świetnie sprawdza się w tym przypadku, ponieważ całkowicie eliminuje zmienne termiczne.
Kiedy dokładne tolerancje rzeczywiście mają znaczenie
Brzmi to drogo, prawda? Oszczędniejsze dopuszczalne odchyłki rzeczywiście są droższe — ale nie każdy projekt ich wymaga. Rozważ ten praktyczny schemat:
- Wąskie dopuszczalne odchyłki (+/- 0,005 cala lub mniej): Precyzyjne zespoły, elementy lotnicze, części nie wymagające dodatkowego obrabiania, powierzchnie stykające się z dokładnym pasowaniem
- Standardowe dopuszczalne odchyłki (+/- 0,015 do 0,030 cala): Zespoły spawane, elementy konstrukcyjne, części podlegające dalszemu obrabianiu, ogólna produkcja
- Szerokie dopuszczalne odchyłki (+/- 0,060 cala lub więcej): Szorstkie półfabrykaty przeznaczone do intensywnego obrabiania, przetwarzanie złomu, elementy konstrukcyjne niemające znaczenia krytycznego
Różnica w dopuszczalnych odchyłkach między cięciem laserowym a plazmowym — około grubości wizytówki — może nie uzasadniać różnicy w kosztach dla Twojego zastosowania. Jeśli Twoje elementy przechodzą bezpośrednio z stołu tnącego na spawanie, gdzie dopuszczalne odchyłki spawania są znacznie większe niż cięcia, płacisz za precyzję, która ginie przy kolejnej operacji.
Inteligentne planowanie projektu dostosowuje wymagania dotyczące tolerancji do rzeczywistych potrzeb funkcjonalnych. Nadmiernie restrykcyjne specyfikowanie tolerancji generuje niepotrzebne koszty poprzez wyższe inwestycje w sprzęt, częstsze kontrole, większy odsetek braku oraz zmniejszoną wydajność. Zanim zażądasz jakości laserowej dla każdego elementu, zastanów się, czy jego kształt, dopasowanie lub funkcja rzeczywiście wymagają takiej precyzji.
Gdy podstawy dotyczące grubości i tolerancji zostały wyjaśnione, możesz przejść do analizy sposobu, w jaki różne branże wykorzystują te możliwości do rozwiązywania konkretnych wyzwań produkcyjnych.
Zastosowania branżowe i zalecane metody
Czy kiedyś zastanawiałeś się, dlaczego producent samochodów wybiera cięcie laserowe, podczas gdy stocznia polega na plazmie? Różne branże stoją przed unikalnymi wyzwaniami, które wymagają konkretnych rozwiązań cięcia. Zrozumienie tych różnic pozwala skuteczniej komunikować się ze swoją warsztatem cięcia metalu i zapewnia, że Twój projekt od początku będzie wykonywany przy użyciu odpowiedniej technologii.
Zastosowania w motoryzacji i transporcie
Sektor motoryzacyjny wymaga precyzyjnej równowagi między lekką konstrukcją a integralnością strukturalną. Nowoczesne pojazdy opierają się na blachach wyrobionych z blach dla wszystkiego – od paneli karoseryjnych po elementy szkieletu krytyczne dla bezpieczeństwa. Ta branża stawia na ścisłe tolerancje, zdolność do produkcji seryjnej oraz rygorystyczne certyfikaty materiałów.
Według Analiza produkcji samochodowej przez Prototek , tłocznictwo blach jest niezbędne do wytwarzania wytrzymałych, lekkich elementów pojazdów, które przyczyniają się do bezpieczeństwa, wyglądu i osiągów. Zewnętrzne części pojazdów — drzwi, maski, dachy i nadkola — wymagają metod cięcia zapewniających zarówno precyzję, jak i szybkość produkcji.
Typowe zastosowania cięcia w motoryzacji to:
- Elementy podwozia i ramy: Stal o wysokiej wytrzymałości wymagająca cięcia laserowego lub plazmowego z tolerancjami poniżej 0,015 cala
- Zawiasy i mocowania zawieszenia: Często wymagają niestandardowych cięć metalu o doskonałej jakości krawędzi do kolejnych procesów spawania
- Płaty karoserii i wzmocnienia konstrukcyjne: Elementy z blachy potrzebujące czystych krawędzi bez odkształceń termicznych
- Komponenty komory silnika: Precyzyjne części, w tym uchwyty, osłony i pokrywy, wymagające ścisłej kontroli wymiarów
- Elementy konstrukcyjne wnętrza: Uchwyty deski rozdzielczej, ramy foteli i podpórki poduszki powietrznej, gdzie liczy się spójność
Zalecane metody cięcia w przemyśle motoryzacyjnym:
- Laser światłowodowy: Idealne do masowej produkcji paneli karoseryjnych oraz precyzyjnych uchwytów (grubość od 0,03 do 0,75 cala)
- Cięcie plazmowe: Opłacalne dla grubszych elementów ramy i komponentów konstrukcyjnych
- Waterjet: Preferowane w przypadkach, gdy strefy wpływu ciepła muszą być unikane w elementach krytycznych dla bezpieczeństwa
Producenci samochodów coraz bardziej koncentrują się na materiałach lekkich, aby zmniejszyć emisję i poprawić efektywność zużycia paliwa. Ten przesunięcie w kierunku aluminium i stalowych stopów o wysokiej wytrzymałości wymaga technologii cięcia, które potrafią radzić sobie z tymi materiałami bez naruszania ich właściwości konstrukcyjnych.
Potrzeby przemysłu lotniczego i przemysłowego
Gdy od integralności komponentów zależy życie, zastosowania lotnicze wymagają najwyższej dostępnej precyzji. Produkcja blach w przemyśle lotniczym obejmuje cięcie, gięcie i montaż konstrukcji metalowych dla samolotów, satelitów i statków kosmicznych, gdzie awaria po prostu nie wchodzi w rachubę.
Ta branża stawia precyzję na pierwszym miejscu, a tuż po niej ważność ma śledzenie materiałów i certyfikacja. Czas realizacji ma znaczenie, ale nigdy kosztem jakości. Producenci z branży lotniczej pracują zazwyczaj z stopami tytanu, stopami aluminium takimi jak 6061 i 7075 oraz ze specjalnymi stalami nierdzewnymi wymagającymi konkretnych parametrów cięcia.
Kluczowe zastosowania cięcia w przemyśle lotniczym:
- Płaski materiał kadłuba: Duże wygięte panele wymagające formowania rozciąganiem po precyzyjnym cięciu
- Elementy konstrukcyjne skrzydeł: Wysokowytrzymałe części z aluminium i tytanu z wąskimi tolerancjami
- Uchwyty silnika: Stopy odpornożarowe wymagające metod cięcia na zimno
- Elementy powierzchni sterowych: Precyzyjne części, w których oszczędność masy bezpośrednio wpływa na efektywność zużycia paliwa
- Konstrukcje satelitów i statków kosmicznych: Indywidualna obróbka miedzi oraz prace ze stopami specjalnymi do zarządzania temperaturą
Zalecane metody cięcia w przemyśle lotniczym:
- Cięcie laserowe: Osiąga dokładność wymiarów w granicach ±0,05 mm dla elementów wysokiej precyzji
- Cięcie strumieniem wody: Obsługuje materiały o grubości do 300 mm bez stref wpływu ciepła — idealne dla tytanu i stopów wrażliwych na ciepło
- Cięcie plazmowe: Odpowiednie dla grubszych elementów konstrukcyjnych, gdzie dopuszczalne są większe tolerancje
Wymagania przemysłu morskiego i budowlanego
Produkcja okrętowa wiąże się z unikalnymi wyzwaniami: duże komponenty, materiały odporne na korozję oraz warunki cięcia na otwartym powietrzu. Stocznia typowo przetwarza grube płyty stalowe na kadłuby, pokłady i elementy nośne, gdzie objętość produkcji i możliwości manipulacji materiałami są ważniejsze niż ekstremalnie ścisłe tolerancje.
Priorytety przemysłu morskiego:
- Obsługa dużych wymiarów płyt (często 10' x 40' lub większe)
- Efektywne cięcie grubych materiałów (grubość 1" do 4" jest typowa)
- Przetwarzanie stopów odpornych na korozję oraz aluminium żeglarskiego
- Uzyskanie odpowiednich tolerancji dla spawanych zespołów
Zastosowania w budownictwie i konstrukcjach stalowych:
- Przygotowanie belek i słupów: Proste cięcia ciężkich kształtowników za pomocą palnika tlenowego lub plazmy
- Płyty łącznikowe i wzmocnienia: Cięcie plazmą zapewnia wystarczającą dokładność przy niższym koszcie
- Elementy dekoracyjne w architekturze: Cięcie laserowe dla skomplikowanych wzorów w cienkich materiałach
- Elementy mostowe: Plazma wysokiej definicji dla grubszych elementów konstrukcyjnych z certyfikowanych materiałów
Zalecane metody cięcia dla przemysłu morskiego i budowlanego:
- Tlenowo-paliwowe: Najbardziej ekonomiczny dla prostych cięć na grubszych płytach ze stali węglowej
- Plazma: Odpowiedni balans szybkości, kosztu i jakości w produkcji konstrukcji
- Laser: Zarezerwowany do precyzyjnych prac architektonicznych i cieńszych elementów dekoracyjnych
Ogólne kwestie produkcji przemysłowej
Poza specjalistycznymi sektorami, ogólne zastosowania przemysłowe obejmują produkcję urządzeń, maszyn rolniczych, systemów transportu materiałów oraz liczne inne zastosowania. Te projekty zazwyczaj balansują między efektywnością kosztową a wymaganiami funkcjonalnymi, nie posuwając się do granic dokładności.
Sposób, w jaki branże priorytetyzują czynniki cięcia:
| Branża | Główny priorytet | Drugorzędny priorytet | Typowy zakres tolerancji | Oczekiwana objętość |
|---|---|---|---|---|
| Motoryzacyjny | Objętość i spójność | Precyzja | ±0,010 do ±0,020 cala | Wielkoseryjna produkcja |
| Aeronautyka i kosmonautyka | Precyzja i certyfikacja | Całkowitość materiału | ±0,005" lub węższe | Niska do średniej objętości |
| Marynarka | Zdolność obsługi grubych materiałów | Efektywność kosztowa | ±0,030" do ±0,060" | Projektowy |
| Konstrukcja | Szybkość i koszt | Obsługa materiałów | ±0,76 mm do ±3,18 mm | Zmienna, często wysoka |
| Przemysł ogólny | Optymalizacja kosztów | Czas realizacji | ±0,015" do ±0,030" | Prototyp do produkcji |
Zrozumienie, jak projekt wpisuje się w ten ramowy kontekst, ułatwia jasne formułowanie wymagań oraz unikanie nadmiernej precyzji tolerancji, która niepotrzebnie zwiększa koszty. Warsztat cięcia metali z doświadczeniem w Twojej branży zna już te priorytety i może wesprzeć Cię w wyborze najbardziej odpowiedniego rozwiązania.
Teraz, gdy rozumiesz, jak różne branże podejmują decyzje dotyczące wymagań związanych z cięciem, przejdźmy do przygotowania konkretnego projektu z uwzględnieniem jasnych specyfikacji, które pozwolą uzyskać dokładne oferty cenowe.
Jak przygotować swój projekt cięcia stali do sukcesu
Wybrałeś odpowiednią metodę cięcia i rozumiesz wymagania swojej branży. Następuje teraz krytyczny etap, który decyduje o płynnym przebiegu projektów lub frustrujących opóźnieniach: jasne przekazanie swoich potrzeb dostawcom usług. Niezależnie od tego, czy zastanawiasz się, gdzie przyciąć metal na prototyp, czy szukasz usługi cięcia metali w pobliżu dla serii produkcyjnych, odpowiednie przygotowanie zapewnia dokładne wyceny i rezultaty zgodne z oczekiwaniami.
Przygotowanie specyfikacji projektu cięcia
Traktuj specyfikację swojego projektu jako plan sukcesu. Niekompletne informacje prowadzą do ciągłej wymiany e-maili, opóźnień w wycenie oraz czasem kosztownych nieporozumień po rozpoczęciu cięcia. Eksperci od obróbki metali podkreślają że precyzja odgrywa kluczową rolę w jakości — nawet niewielkie błędy pomiarowe mogą prowadzić do opóźnień, marnowania materiału lub niewłaściwego dopasowania elementów.
Zanim skontaktujesz się z jakimkolwiek dostawcą, zgromadź następujące niezbędne informacje:
- Specyfikacje materiału: Podaj dokładny stop lub gatunek (np. stal nierdzewna 304, stal węglowa A36 lub aluminium 6061), grubość oraz wszelkie wymagane certyfikaty
- Potrzeby ilościowe: Określ dokładne ilości dla każdej części, w tym czy jest to jednorazowy prototyp, czy powtarzające się zamówienie produkcyjne
- Wymagania dotyczące wymiarów: Podaj pełne pomiary wszystkich cięć, w tym krytyczne tolerancje tam, gdzie najważniejsza jest precyzja
- Oczekiwany wykończenie: Wskaż, czy potrzebujesz surowego wykończenia z fabryki, zaokrąglonych krawędzi, konkretnych powłok powierzchniowych lub przygotowania do późniejszego spawania
- Format rysunku: Pliki CAD (formaty DXF, DWG lub STEP) zapewniają najbardziej przejrzystą komunikację, choć szczegółowe szkice ręczne z naniesionymi wymiarami mogą wystarczyć w przypadku prostszych zadań
- Termin realizacji: Dołącz zarówno swój idealny harmonogram, jak i wszelkie ustalone terminy, których nie można przekroczyć
Podczas współpracy z usługą cięcia dostarczenie szczegółowych rysunków technicznych oraz utrzymywanie otwartej komunikacji na każdym etapie produkcji pomaga utrzymać projekt w toku i zgodnym z dokładnymi specyfikacjami. Większość lokalnych warsztatów wykorzystuje zaawansowane technologie cięcia, takie jak systemy laserowe lub plazmowe, które wymagają precyzyjnych danych wejściowych, aby zagwarantować dokładność.
Niezbędne informacje do uzyskania dokładnych ofert
Zastanawiasz się, gdzie mogę przetnąć metal bez kłopotu z wielokrotną poprawką ofert? Odpowiedź leży w jasności od samego początku. Badania branżowe wskazują że brakujące informacje mogą prowadzić do nieoczekiwanych kosztów lub opóźnień projektu, jeśli wykonawcy będą musieli prosić o wyjaśnienia.
Twoja lista kontrolna specyfikacji projektu powinna zawierać:
- Szczegóły geometrii elementu: Wszystkie wymiary, linie gięcia (jeśli dotyczy), położenie otworów oraz kluczowe cechy wyraźnie oznaczone
- Gatunek i grubość materiału: Konkretne oznaczenia stopów, nie tylko „stal” lub „aluminium”
- Wywołania tolerancji: Wskaż, które wymiary wymagają ścisłej kontroli, a które mogą przyjmować standardowe dopuszczalne odchyłki warsztatowe
- Wymagania dotyczące jakości powierzchni: Określ potrzebne powłoki, obróbki lub przygotowanie krawędzi
- Podział ilości: Rozróżnij między ilościami próbek, wadarem i produkcją seryjną, jeśli ma to zastosowanie
- Miejsce dostawy i harmonogram: Dołącz adres wysyłki oraz wszelkie ograniczenia związane z harmonogramem
- Operacje wtórne: Zaznacz, czy wymagane są gięcie, spawanie, montaż lub inne procesy wtórne po cięciu
Rozwiązywanie typowych problemów związanych z specyfikacją
Nawet doświadczeni zakupowcy napotykają trudności przy przygotowywaniu projektów cięcia. Oto sposób rozwiązania najczęstszych utrudnień:
Niejasne rysunki: Jeśli nie posiadasz plików CAD, szczegółowe ręczne szkice z czytelnymi wymiarami mogą wystarczyć — jednak zawsze dąż do maksymalnej przejrzystości. Dołącz wszystkie istotne informacje, takie jak materiał, wymiary, tolerancje oraz wszelkie szczególne cechy lub wykończenia. Niekompletny rysunek może prowadzić do wahania cen lub opóźnień.
Pytania dotyczące doboru materiału: Nie wiesz, która gatunek stali najlepiej nadaje się do Twojego zastosowania? Porozmawiaj o celach projektu z wykonawcą. Doświadczeni dostawcy mogą polecić materiały, które zapewniają odpowiedni balans między efektywnością kosztową a długoterminową niezawodnością. Typ metalu bezpośrednio wpływa na wydajność, trwałość i koszt.
Niepewność co do tolerancji: Gdy nie wiesz, jak ciasne tolerancje należy określić, rozważ funkcję elementu. Czy będzie on pasował bezpośrednio do innych precyzyjnych komponentów? Czy wymaga obróbki skrawaniem po cięciu? Elementy przeznaczone bezpośrednio do spawania rzadko wymagają dokładności na poziomie lasera, natomiast zespoły o ścisłym pasowaniu wymagają większej kontroli.
Rozważania dotyczące prototypu i produkcji
Twoje podejście powinno się różnić w zależności od skali projektu. W przypadku prototypów i małych partii należy spodziewać się wyższych kosztów jednostkowych ze względu na nakłady związane z przygotowaniem i programowaniem, które są rozłożone na mniejszą liczbę sztuk. Koszt pojedynczego prototypu może być znacznie wyższy niż cena pojedynczej części w seriach produkcyjnych składających się z 1000 sztuk.
Przygotowując zamówienia na prototypy:
- Wyraźnie oznacz zamówienie jako prototyp lub serię próbną
- Zapytaj o informacje zwrotne dotyczące projektu przed przystąpieniem do produkcji narzędzi
- Rozważ nieco luźniejsze tolerancje, jeśli celem jest weryfikacja kształtu i pasowania
- Poproś o certyfikaty materiałów, jeśli weryfikujesz właściwości użytkowe
W projektach produkcyjnych:
- Podaj rzetelne prognozy objętości, aby uzyskać korzyści z cen zależnych od ilości
- Ustal harmonogram dostaw i umowy ramowe, jeśli to stosowane
- Omów protokoły kontroli jakości oraz wymagania dotyczące dokumentacji
- Zablokuj ceny materiałów, o ile to możliwe, aby uniknąć wahania kosztów
Jasna komunikacja pozostaje podstawą udanych projektów w każdej skali. Przygotowanie szczegółowych specyfikacji na wstępie pozwala zminimalizować korekty ofert, ograniczyć niespodzianki produkcyjne oraz zbudować produktywną relację z dostawcą usług cięcia. Gdy projekt jest odpowiednio udokumentowany, kolejnym krokiem staje się zapewnienie, że wybrany dostawca spełnia odpowiednie standardy jakości i posiada wymagane certyfikaty.

Standardy jakości i istotne certyfikaty
Przygotowałeś szczegółowe specyfikacje i zidentyfikowałeś potencjalnych dostawców — ale skąd wiedzieć, czy będą one dostarczać spójnych wyników? Certyfikaty stanowią gwarancję, że dostawca usług cięcia stosuje sprawdzone procesy, utrzymuje udokumentowane systemy zarządzania jakością oraz podlega regularnym audytom przeprowadzanym przez niezależne strony trzecie. Zrozumienie znaczenia tych uprawnień pozwala odróżnić firmy, które obiecują jakość, od tych, które ją rzeczywiście udowadniają.
Zrozumienie norm ISO i certyfikatów branżowych
Podczas oceny usług cięcia stali certyfikaty stanowią obiektywne dowody zaangażowania dostawcy w zarządzanie jakością. Nie są to tylko tablice na ścianie — reprezentują one systematyczne podejście do kontroli procesów, ciągłej poprawy i zadowolenia klientów.
Kluczowe certyfikaty i ich znaczenie:
- ISO 9001:2015: Ta powszechnie uznawana norma zapewnia, że system zarządzania jakością organizacji konsekwentnie spełnia wymagania klientów oraz wspiera ciągłą poprawę. Zgodnie z Dokumentacją certyfikacyjną Ameritex , certyfikat ISO 9001:2015 świadczy o zaangażowaniu w dostarczanie niezawodnych, wysokiej jakości produktów wytwarzanych dzięki efektywności, innowacyjnym technologiom i pełnemu poświęceniu.
- IATF 16949: Budując na wymaganiach ISO 9001, ten certyfikat specyficzny dla branży motoryzacyjnej idzie dalej, zapewniając zgodność z zasadami produkowania lekkiego, zapobiegania wadom, redukcji odchyleń oraz eliminacji marnotrawstwa. OGS Industries wyjaśnia, że certyfikat IATF 16949 podkreśla silny nacisk na klienta, priorytetowe uzgodnienie działań kierownictwa najwyższego szczebla oraz optymalizację procedur w celu ciągłej dostawy usług.
- AS9100: Norma jakości przemysłu lotniczego obejmuje unikalne wymagania dotyczące elementów krytycznych dla lotu, w tym możliwością śledzenia, zarządzaniem ryzykiem oraz kontrolą konfiguracją.
- AWS D1.1/D1.6: Certyfikaty spawalnicze mające znaczenie, gdy projekt cięcia obejmuje złożenia spawane, gwarantujące odpowiednie procedury i kwalifikacje spawaczy.
- NADCAP: Certyfikat National Aerospace and Defense Contractors Accreditation Program dla procesów specjalnych, takich jak obróbka cieplna lub badania nieniszczące.
Co oznacza certyfikacja w odniesieniu do Twojego projektu? Certyfikowani dostawcy prowadzą udokumentowane procedury dla każdego etapu — od otrzymania zamówienia po końcową inspekcję. Śledzą kalibrację sprzętu pomiarowego, szkolą personel w zakresie standardów jakości oraz prowadzą dokumentację potwierdzającą, że każda część spełnia określone wymagania. Gdy wystąpią problemy, ich systemy działań korygujących zapobiegają ich ponownemu wystąpieniu.
Inspekcja jakości i dokumentacja
Poza certyfikacjami, zrozumienie możliwości inspekcyjnych dostawcy pokazuje, czy może zweryfikować precyzję wymaganą przez Twój projekt. Różne technologie cięcia oferują różne poziomy dokładności podstawowej, a systemy jakości gwarantują spójność każdej poszczególnej części.
Oczekiwania dotyczące precyzji według metody cięcia:
- Cięcie laserem światłowodowym: Dopuszczalne odchyłki od ±0,001" do ±0,005" osiągalne przy odpowiedniej kalibracji sprzętu i kontroli jakości
- Plazma wysokiej definicji: Oczekuj odchyłek ±0,015" do ±0,020" przy zastosowaniu procesów certyfikowanych i regularnej konserwacji sprzętu
- Cięcie strumieniem wody: Zapewnia dokładność ±0,001 cala do ±0,005 cala, gdy operatorzy przestrzegają udokumentowanych procedur
- Cięcie tlenowo-paliwowe: Standardowe tolerancje od ±0,030 do ±0,060 cala w zastosowaniach dla grubych płyt
Certyfikowane zakłady wykorzystują maszyny pomiarowe współrzędnościowe (CMM), komparatory optyczne oraz kalibrowane przyrządy pomiarowe do weryfikacji wymiarów. Udostępniają raporty kontrolne dokumentujące rzeczywiste pomiary w porównaniu z Twoimi specyfikacjami — dowód na to, że Twoje części spełniają wymagania przed wysyłką.
Czasy realizacji i oczekiwane harmonogramy produkcji
Certyfikaty jakości obejmują również niezawodność dostaw. Certyfikowany system jakości obejmuje planowanie produkcji, zarządzanie pojemnością oraz śledzenie terminowości dostaw. Jakie jednak realistyczne terminy należy się spodziewać?
Typowe czasy realizacji w zależności od metody cięcia i wielkości zamówienia:
- Cięcie laserowe (małe serie, poniżej 50 sztuk): 3-7 dni roboczych w zależności od dostępności materiału i obciążenia zakładu
- Cięcie laserowe (serie produkcyjne): 1-3 tygodnie, przy ustalonych zamówieniach ramowych możliwe skrócenie czasu realizacji
- Cięcie plazmowe (elementy konstrukcyjne): 5–10 dni roboczych dla zamówień standardowych; usługa priorytetowa często dostępna
- Cięcie strumieniem wody (części precyzyjne): 5–10 dni roboczych z powodu wolniejszych prędkości cięcia przy grubszych materiałach
- Cięcie tlenowe (grube płyty): 1–2 tygodnie w zależności od dostępności płyt i stopnia skomplikowania
Na rzeczywisty czas dostawy wpływają liczne czynniki poza samą operacją cięcia:
- Zakup materiałów: Standardowe stopy są szybko wysyłane; specjalne gatunki mogą wydłużyć czas o 1–3 tygodnie
- Efektywność rozmieszczenia elementów: Złożone geometrie części wymagają więcej czasu na programowanie
- Operacje wtórne: Usuwania zadziorów, gięcie lub obróbka powierzchniowa wydłużają czas realizacji
- Wymagania dotyczące inspekcji: Inspekcja i dokumentacja pierwszego artykułu wydłużają czas realizacji
- Aktualna dostępność maszyn: W sezonach szczytowych standardowe terminy realizacji mogą zostać wydłużone o 25–50%
Gdy termin realizacji jest najważniejszy, zapytaj potencjalnych dostawców o ich aktualne obciążenie oraz opcje przyspieszenia realizacji. Firmy certyfikowane zgodnie z IATF 16949 posiadają systemy planowania produkcji zaprojektowane tak, aby spełniać wymagające normy just-in-time branży motoryzacyjnej. Dyscyplina ta często przekłada się na bardziej przewidywalne terminy realizacji we wszystkich projektach klientów.
Mając wiedzę na temat standardów jakości oraz realistycznych oczekiwań co do harmonogramu, jesteś teraz lepiej przygotowany do oceny ostatniego elementu układanki: zrozumienia czynników wpływających na obniżanie kosztów oraz sposobów optymalizacji budżetu projektu.
Czynniki cenowe i strategie optymalizacji kosztów
Ile rzeczywiście będzie kosztować Twój projekt cięcia stali? To pytanie pozostaje bez odpowiedzi dla wielu kupujących, ponieważ ceny znacznie różnią się w zależności od czynników, które nie zawsze są od razu widoczne. Niezależnie od tego, czy szukasz firmy zajmującej się cięciem stali w pobliżu, czy porównujesz oferty od kilku dostawców, zrozumienie tych czynników wpływających na koszty pomoże Ci dokładniej zaplanować budżet i znaleźć sposoby na oszczędności bez utraty jakości.
Główne czynniki wpływające na koszty cięcia
Każda otrzymana przez Ciebie oferta odzwierciedla skomplikowane obliczenia obejmujące materiał, czas pracy maszyny, pracę ręczną i koszty ogólne. Zgodnie z badaniami rynkowymi dotyczącymi cen same koszty cięcia laserowego mogą wynosić od 0,10 do 1,00 USD za cal, w zależności od typu i grubości materiału. Przeanalizujmy każdy czynnik, abyś mógł przewidzieć koszty przed zgłoszeniem wniosku o ofertę.
Typ i koszt materiału:
- Stal konstrukcyjna: Najbardziej opłacalna opcja w granicach około 0,50–1,00 zł/kg (0,23–0,45 USD/lb), stanowiąca podstawę porównań cenowych
- Z stali nierdzewnej: Spodziewaj się ceny 1,50–3,00 zł/kg (0,68–1,36 USD/lb) ze względu na trwałość i odporność na korozję
- Aluminium: Kosztuje 2,00–4,00 USD/kg (0,91–1,81 USD/funt) i wymaga określonych parametrów cięcia, które mogą wpływać na czas pracy maszyny
- Stopy specjalne: Ceny niestandardowe w zależności od dostępności materiału i trudności cięcia
Wpływ grubości na cenę:
Grubsze materiały wymagają większej mocy, wolniejszych prędkości cięcia oraz powodują większy zużycie elementów eksploatacyjnych. Blacha ze stali konstrukcyjnej o grubości 2 mm jest cięta znacznie szybciej niż płyta o grubości 10 mm, co bezpośrednio wpływa na koszty czasu pracy maszyny. Systemy CNC plazmowe potrafią ciąć stal konstrukcyjną o grubości 1/2 cala z prędkością przekraczającą 100 cali na minutę, podczas gdy systemy waterjet działają zazwyczaj z prędkością 5–20 cali na minutę — różnica ta bezpośrednio przekłada się na koszt pojedynczej części.
Złożoność projektu:
- Proste kształty: Około 1 godzina czasu projektowania/programowania w cenie 20–100 USD
- Złożone geometrie: czas przygotowania 2–4 godziny, koszt 40–400 USD
- Prototypy niestandardowe: 5+ godzin po 100–500 USD lub więcej za skomplikowane projekty
Uwagi dotyczące ilości:
Koszty przygotowania i programowania są rozłożone na ilość zamówienia. Jeden prototyp może kosztować 50–100 USD tylko za przygotowanie, podczas gdy ten sam koszt przygotowania rozłożony na 500 sztuk staje się pomijalny na jednostkę. Zamówienia dużej serii często uprawniają do zniżek na materiał oraz efektywności przetwarzania partii, co obniża ogólne koszty o 15–30%.
Wymagania dotyczące tolerancji:
Węższe tolerancje wymagają wolniejszych prędkości cięcia, częstszych kontroli jakości oraz potencjalnie innych metod cięcia. Wymaganie dokładności ±0,005 cala, gdy wystarczyłoby ±0,030 cala, zwiększa koszty bez dodatkowej wartości funkcjonalnej. Dostosuj specyfikację tolerancji do rzeczywistych potrzeb.
Czas realizacji:
- Standardowy czas realizacji (5–10 dni): Ceny bazowe bez dopłat
- Pilne zamówienia (2–3 dni): Spodziewaj się dopłat w wysokości 25–50% za priorytetowe harmonogramowanie
- Tego samego dnia lub następnego dnia: Wyższe ceny o 50–100% powyżej standardowych stawek
Operacje pogięciające
Zabiegи takie jak przycinanie, polerowanie, gięcie lub malowanie znacznie zwiększają koszty. Element o powierzchni 1 m² wykrojony laserowo może wymagać dodatkowych 5–15 USD za przycięcie i 10–30 USD za pomalowanie, co potencjalnie podwaja podstawowy koszt cięcia dla gotowych elementów.
Optymalizacja projektu pod kątem efektywności kosztowej
Sprytni nabywcy nie tylko akceptują oferty – optymalizują projekty przed ich złożeniem. Eksperci od obróbki metali zalecają kilka strategii, które obniżają koszty bez kompromitowania wyników.
Uprość swój projekt:
Unikaj nadmiernie skomplikowanych cięć, niepotrzebnych spoin spawanych oraz szczegółowych detali, które wymagają dużego nakładu pracy i czasu. Wykorzystywanie standardowych wymiarów materiałów zmniejsza odpady i eliminuje dodatkowe opłaty za niestandardowe rozmiary blach. Czasem niewielka modyfikacja projektu pozwala zaoszczędzić 20–30% kosztów cięcia.
Wykorzystaj efektywność rozmieszczenia (nestingu):
Zaawansowane oprogramowanie układa części na blachach, aby maksymalizować wykorzystanie materiału. Współpraca z blacharnią w pobliżu, która stosuje technologię nestingową, zmniejsza odpady i obniża koszty materiału. Zapytaj potencjalnych dostawców o ich możliwości związanych z zagęszczaniem – ten pojedynczy czynnik może znacząco wpłynąć na cenę za sztukę.
Planuj produkcję partiami:
Produkcja komponentów seryjnie, a nie jako jednorazowe elementy na specyfikację, znacząco obniża koszty. Produkcja partiami redukuje czas przygotowania, koszty pracy oraz ogólne wydatki, zapewniając jednocześnie spójność jakości. Jeśli to możliwe, konsoliduj wiele zamówień lub planuj z wyprzedzeniem, by skorzystać z rabatów za dużą ilość.
Wybierz odpowiednią metodę cięcia:
Nie płacisz za precyzję laserową, jeśli plazma zapewnia wystarczającą jakość dla Twojego zastosowania. Stoły CNC z cięciem plazmowym oferują najniższy koszt cięcia na cal, z kosztami zużywanych części na poziomie 0,10–0,50 USD na cal, w porównaniu do systemów laserowych, które wynoszą 0,15–0,75 USD na cal. Dostosuj technologię do rzeczywistych wymagań.
Rozważ alternatywy materiałowe:
Chociaż stal nierdzewna oferuje wytrzymałość i odporność na korozję, aluminium może być bardziej opłacalne w zastosowaniach wymagających lekkiej konstrukcji. Omów cele swojego projektu z dostawcami, którzy będą potrafili polecić materiały łączące opłacalność z długoterminową niezawodnością.
Korzyści lokalnych i internetowych usług
Gdy wyszukujesz cięcia stali w pobliżu, ważysz wygodę przeciwko potencjalnie niższym cenom od dostawców z daleka. Obie opcje mają swoje zalety w zależności od konkretnej sytuacji.
Zalety usług lokalnych:
- Komunikacja twarzą w twarz w przypadku złożonych projektów zmniejsza ryzyko nieporozumień
- Niższe lub całkowicie wyeliminowane koszty przesyłki dla ciężkich materiałów
- Szybsze wykonanie bez czasu transportu
- Możliwość inspekcji pierwszych sztuk przed rozpoczęciem pełnej produkcji
- Łatwiejsze rozwiązywanie problemów lub wprowadzanie zmian w trakcie realizacji projektu
Kiedy usługi online/zdalne są sensowne:
- Specjalistyczne możliwości niedostępne lokalnie
- Znacznie niższe ceny, które rekompensują koszty wysyłki
- Proste, dobrze zdefiniowane projekty z jasnymi specyfikacjami
- Terminy realizacji niepilne, pozwalające na czas dostawy
W przypadku grubszych płyt stalowych koszty przesyłki mogą szybko przewyższyć oszczędności wynikające z współpracy z daleko położonymi dostawcami. Pojedyncza blacha ze stali miękkiej o wymiarach 4×8 stóp i grubości 2 mm kosztuje około 60–120 USD samych materiałów — wysyłka tej samej blachy przez całe państwo może dodać od 50 do 150 USD w zależności od odległości i przewoźnika.
Oblicz całkowity koszt dostawy przed podjęciem decyzji. Lokalny warsztat naliczający o 15% więcej za cięcie może nadal zapewnić niższy całkowity koszt projektu, jeśli uwzględni się koszty wysyłki i czas transportu. Mając zrozumienie podstaw cenowania, jesteś gotowy do oceny dostawców i wyboru odpowiedniego partnera dla swojego projektu.

Wybór odpowiedniego dostawcy usług cięcia stali
Opanowałeś szczegółowe informacje techniczne i znasz koszty swojego projektu — teraz nadszedł moment decyzji, która wszystko łączy. Znalezienie warsztatu do cięcia metalu w pobliżu mnie, który spełni Twoje konkretne wymagania, wymaga więcej niż szybkie wyszukiwanie w internecie. Odpowiedni dostawca staje się strategicznym partnerem, który zapewnia stałą jakość, dotrzymuje terminów i proaktywnie komunikuje się w przypadku pojawienia się problemów.
Ocenianie możliwości dostawcy usług
Zanim zdecydujesz się na wybranego dostawcę, dokładnie przeanalizuj jego możliwości pod kątem potrzeb Twojego projektu. Zgodnie z wytycznymi branżowymi firmy TMCO, doświadczenie producenta jest jednym z najsilniejszych wskaźników jego kompetencji — liczba lat działalności często przekłada się na głębszą wiedzę o materiałach, doskonalone procesy oraz umiejętność przewidywania problemów zanim staną się one kosztowne.
Lista kontrolna oceny dostawcy:
- Możliwości urządzeń: Sprawdź, czy dysponują konkretną technologią cięcia (laserową, plazmową, wodną strugą) odpowiednią do Twoich wymagań dotyczących materiału i jego grubości
- Ekspertyza materiałowa: Potwierdź doświadczenie w zakresie konkretnych gatunków stali, czy to stali węglowej, nierdzewnej czy stopów specjalnych
- Certyfikaty: Poszukaj co najmniej certyfikatu ISO 9001; IATF 16949 dla zastosowań motoryzacyjnych; AS9100 dla prac związanych z lotnictwem
- Możliwości własne: Zakłady oferujące pełen zakres usług – cięcie, gięcie, spawanie i wykańczanie – w jednym miejscu minimalizują przekazywanie prac i różnice jakościowe
- Zdolność produkcyjna: Upewnij się, że mogą skalować produkcję od prototypów do dużych serii bez utraty jakości
- Wsparcie inżynieryjne: Dostawcy udzielający wskazówek dotyczących projektowania pod kątem technologii (DFM) pomagają zoptymalizować projekty przed rozpoczęciem cięcia
- Sprzęt kontrolny: Maszyny CMM, porównacze optyczne oraz udokumentowane procesy jakościowe zapewniają dokładność wymiarową
- Szybkość reakcji w komunikacji: Zwróć uwagę, jak szybko odpowiadają na pierwsze zapytania — to pozwala przewidzieć jakość komunikacji w trakcie projektu
Nie wszystkie warsztaty produkcyjne oferują ten sam poziom możliwości. Niektóre z nich jedynie tną metal, podczas gdy inne zlecają na zewnątrz obróbkę, wykańczanie lub montaż – co może prowadzić do opóźnień, luk w komunikacji oraz niejednolitości jakości. Eksperci branżowi podkreślają, że nowoczesne wyposażenie i technologie odgrywają istotną rolę w niestandardowej produkcji elementów z blachy, ponieważ zaawansowane maszyny umożliwiają dokładne cięcie, gięcie i montaż, niezbędne do osiągnięcia precyzyjnych projektów.
Przy poszukiwaniu warsztatów tnących blachę lub tnących stal w pobliżu swojej lokalizacji należy priorytetowo wybrać te, które przejawiają przejrzystość w zakresie swojego wyposażenia, procesów oraz systemów zapewnienia jakości. Dostawca pewny swoich możliwości chętnie udostępni takie informacje.
Pytania, które warto zadać przed podjęciem decyzji
Pytania zadawane podczas wstępnych rozmów ujawniają, czy dany dostawca odpowiada na Twoje potrzeby. Potwierdza badania branżowe że wiarygodność dostawcy jest równie ważna jak jakość jego produktów — rzetelni dostawcy zapewniają terminową dostawę i stałą dostępność produktów, co jest kluczowe dla utrzymania harmonogramu projektów.
Istotne pytania do potencjalnych dostawców:
- Jak długo wykonujesz skomplikowane detale metalowe i czy posiadasz doświadczenie w podobnych zastosowaniach?
- Jakie technologie cięcia stosujesz i jakie są ich możliwości pod względem grubości materiału i dokładności wymiarowej?
- Czy możesz przedstawić referencje lub studia przypadków z projektów podobnych do mojego?
- Jakie certyfikaty posiada Pan/Pani firma i czy można zapewnić dokumentację?
- Jaki jest Twój typowy czas realizacji projektów o mojej wielkości i złożoności?
- Czy oferujesz usługi priorytetowe i jakie są z nimi związane koszty?
- Jak radzisz sobie ze zmianami konstrukcyjnymi lub problemami wykrytymi w trakcie produkcji?
- Jakie procesy kontroli gwarantują zgodność części z wymaganiami przed wysyłką?
- Czy dostarczasz certyfikaty materiałów i raporty z inspekcji wraz z dostawami?
- Jaki jest czas realizacji oferty i jak szczegółowe są szacunki?
Zwróć uwagę, jak dostawcy odpowiadają na te pytania. Doświadczeni producenci niestandardowych wyrobów metalowych rozumieją różnice w materiałach metalowych i wiedzą, jak każdy z nich zachowuje się podczas cięcia, kształtowania i spawania. Powinni bez wahania potrafić wyjaśnić swoje procedury zapewniania jakości.
Kiedy lokalne usługi są najważniejsze
Bliskość geograficzna oferuje namacalne korzyści dla niektórych typów projektów. Jeśli szukasz odpowiedzi na pytanie, gdzie można przyciąć metal w mojej okolicy, rozważ poniższe scenariusze, w których lokalni dostawcy przynoszą wyraźne korzyści:
- Projekty złożone lub dynamicznie rozwijające się: Komunikacja twarzą w twarz pozwala szybciej rozwiązać niejasności niż wymiana e-maili
- Ciężkie materiały: Wysyłka grubszych płyt stalowych wiąże się ze znacznymi kosztami; odbiór lokalny eliminuje opłaty za przesyłkę
- Napięte terminy realizacji: Wyeliminowanie czasu transportu daje dodatkowe dni robocze na produkcję
- Inspekcja pierwszego artykułu: Odwiedzenie zakładu w celu zatwierdzenia wstępnych próbek przed rozpoczęciem pełnej produkcji pozwala uniknąć kosztownych błędów
- Iteracyjne prototypowanie: Szybkie cykle projektowania, testowania i modyfikacji korzystają z bliskości geograficznej
- Trwające relacje: Regularne zamówienia budują zaufanie i często zapewniają preferencyjne traktowanie w okresach ograniczonej dostępności
Lokalne zakłady obróbki metali znają również lokalne warunki rynkowe, przepisy budowlane i normy branżowe, które mogą wpływać na realizację projektu. Ta wiedza kontekstowa jest cenna w zastosowaniach związanych z budownictwem, architekturą i infrastrukturą.
Kiedy dobrze sprawdzają się usługi zdalne lub online
Odległość staje się mniej istotna, gdy projekty spełniają określone kryteria:
- Dokładnie określone specyfikacje: Wyraźne rysunki i wymagania minimalizują potrzebę komunikacji
- Specjalistyczne możliwości: Unikalne technologie cięcia mogą nie występować lokalnie
- Produkcja wielkoseryjna: Znaczne oszczędności na jednostkę mogą zrekompensować koszty przewozu
- Lekkie części: Cienkie blachy metalowe są ekonomicznie przewożone
- Elastyczne harmonogramy: Projekty nieobsługiwane w trybie pilnym pozwalają na uwzględnienie czasu transportu morskiego lub drogowego bez nacisku
- Ustalone relacje: Gdy raz zweryfikujesz jakość dostawcy zewnętrznego, kolejne zamówienia stają się rutynowe
W przypadku zastosowań motocyklowych oraz precyzyjnego tłoczenia metali obliczenia skupiają się na znalezieniu dostawców posiadających określone certyfikaty i zintegrowane kompetencje, niezależnie od ich lokalizacji. Producentów takich jak Shaoyi (Ningbo) Metal Technology przykładają się do tego podejścia, oferując jakość certyfikowaną zgodnie z normą IATF 16949 dla elementów nadwozia, zawieszenia oraz komponentów konstrukcyjnych, z możliwością szybkiego prototypowania w ciągu 5 dni oraz uzyskania oferty w ciągu 12 godzin. Ich kompleksowa obsługa DFM (Design for Manufacturability) usprawnia cały proces produkcyjny — od cięcia po gotowe zespoły — co może być niedostępne na lokalnym rynku.
Podczas oceny odległych dostawców dla zastosowań motoryzacyjnych należy kierować się tymi, którzy wykazują:
- Certyfikat IATF 16949 gwarantujący systemy jakości na poziomie motoryzacyjnym
- Możliwość szybkiego prototypowania umożliwiającego szybką weryfikację projektu
- Zaawansowaną automatyzację produkcji masowej umożliwiającą skalowanie wolumenów
- Kompleksowe wsparcie inżynierskie zmniejszające liczbę iteracji projektowych
- Szybką odpowiedź na zapytania ofertowe świadczącą o efektywności operacyjnej
Budowanie długoterminowych relacji z dostawcami
Najlepsze relacje z usługodawcami w zakresie cięcia wykraczają poza jednorazowe zamówienia. Zaufani dostawcy stają się przedłużeniem Twojego zespołu inżynieryjnego, oferując spostrzeżenia, które poprawiają projekty i obniżają koszty z biegiem czasu. Priorytetowo traktują Twoje zamówienia w okresach ograniczonej dostępności, ponieważ cenią sobie trwałą współpracę.
Rozpocznij od projektu pilotażowego, aby zweryfikować możliwości dostawcy przed złożeniem większych zamówień. Oceń nie tylko gotowe elementy, ale całe doświadczenie — dokładność ofert, jakość komunikacji, terminowość dostaw oraz sposób rozwiązywania problemów. Przejrzysta komunikacja zapobiega kosztownym niespodziankom i zapewnia spójność realizacji projektu od początku do końca.
Nieodzowny wykonawca zapewnia jasne harmonogramy, regularne aktualizacje postępu projektu oraz realistyczne oczekiwania. Dobrze rozwinięte umiejętności komunikacyjne świadczą o dostawcy, który ceni partnerstwo bardziej niż krótkoterminową zyskowność. Takie relacje generują narastającą wartość, ponieważ dostawcy poznają Wasze preferencje, przewidują potrzeby oraz proaktywnie proponują ulepszenia.
Gdy kryteria wyboru dostawcy zostały ustalone, jesteś gotowy/a do podsumowania zdobytej wiedzy i podjęcia zdecydowanych działań w zakresie projektu cięcia stali.
Podejmowanie uzasadzonych decyzji dotyczących cięcia stali
Przebrnąłeś przez pełen zakres usług cięcia stali — od zrozumienia technologii termicznych i mechanicznych, przez ocenę dostawców, po optymalizację kosztów. Teraz nadszedł czas, by skondensować tę wiedzę w konkretne decyzje, które pchną Twój projekt naprzód z pewnością siebie.
Dopasowanie projektu do odpowiedniej metody cięcia
Wybór optymalnej technologii cięcia nie wymaga bycia ekspertem metalurgicznym. Zamiast tego skup się na trzech podstawowych pytaniach, które kierują każdym powodzeniem się projektem:
Prawidłową metodę cięcia dobiera się, uwzględniając grubość materiału, wymaganą dokładność oraz ograniczenia budżetowe. Nadmiernie wysokie tolerancje powodują marnowanie pieniędzy; zbyt luźne mogą wiązać się z kosztowną przeróbką.
Najpierw rozważ rodzaj materiału. Stal węglowa oferuje największą różnorodność opcji cięcia, podczas gdy stal nierdzewna i aluminium wymagają konkretnych parametrów. Następnie oszacuj grubość — laser sprawdza się doskonale do 32 mm, plazma skutecznie radzi sobie z płytami średniej grubości, a palnik tlenowo-acetylenowy przeznaczony jest do najgrubszych przekrojów. Na końcu dopasuj wymagane tolerancje do rzeczywistych potrzeb funkcjonalnych, a nie dążeń do maksymalnej precyzji.
Profesjonalne rozwiązania do cięcia stali odnoszą sukces, gdy specyfikacje są zgodne z rzeczywistością. A zaufany partner produkcyjny może pomóc Ci wybrać metodę cięcia, która zapewni największy sukces projektu, jednocześnie szanując ograniczenia budżetowe.
Główne czynniki decyzyjne w skrócie:
- Dla precyzji przy grubości poniżej 19 mm: Laser włóknowy zapewnia doskonałą jakość krawędzi i wąskie tolerancje
- Dla elementów konstrukcyjnych o grubości powyżej 25 mm: Plazma lub cięcie tlenowe zapewniają opłacalne wyniki
- Dla materiałów wrażliwych na ciepło: Waterjet eliminuje obawy związane z odkształceniem termicznym
- Dla dużych partii blach: Cięcie nożycowe zapewnia szybki przebieg przy niższym koszcie
Kolejny krok z pewnością
Gotowi do działania? Ten przemysłowy przewodnik cięcia metalu wyposażył Cię w wiedzę niezbędną do skutecznej komunikacji z dostawcami oraz inteligentnej oceny ich odpowiedzi. Jasna komunikacja pozostaje podstawą sukcesu projektów — niekompletne specyfikacje prowadzą do modyfikacji ofert, opóźnień w produkcji i wyników niezgodnych z oczekiwaniami.
Pamiętaj, że najlepsze praktyki zarządzania projektami podkreślają konieczność ustalania konkretnych celów, jasnego definiowania zakresu oraz utrzymywania otwartych kanałów komunikacji. Zasady te bezpośrednio dotyczą Twojego projektu cięcia, niezależnie od jego wielkości czy złożoności.
Plan działania dotyczące metod cięcia w obróbce stali:
- Dokumentuj całkowicie swoje wymagania: Zbierz specyfikacje materiałów, ilości, tolerancje oraz ograniczenia czasowe przed kontaktowaniem się z dostawcami
- Przygotuj profesjonalne rysunki: Pliki CAD w formatach DXF, DWG lub STEP najskuteczniej przekazują specyfikacje — szczegółowe szkice nadają się do prostszych zadań
- Zażądaj ofert od wielu dostawców: Porównaj co najmniej trzy zakłady, aby zrozumieć różnice cen rynkowych i możliwości technicznych
- Sprawdź certyfikaty: Potwierdź posiadanie certyfikatu ISO 9001 jako minimum; wymagaj certyfikatu IATF 16949 w przypadku zastosowań motoryzacyjnych lub AS9100 dla branży lotniczej i kosmicznej
- Zapytaj o terminy realizacji i możliwości produkcyjne: Zanim podjrzysz decyzję, poznaj aktualne obciążenie produkcji oraz opcje przyspieszenia realizacji
- Rozpocznij od zamówienia próbnego: Przetestuj możliwości dostawcy na mniejszym projekcie przed przejściem na seryjną produkcję
- Oceń całe doświadczenie: Oceniaj dokładność ofert, jakość komunikacji i terminowość dostaw — a nie tylko jakość gotowych elementów
Wiedza, którą zdobyłeś, zmienia Cię z biernego kupującego w świadomego partnera. Rozumiesz metody cięcia w obróbce stali wystarczająco dobrze, by zadawać właściwe pytania, rozpoznawać istotne certyfikaty jakości oraz optymalizować projekty pod kątem efektywności kosztowej bez utraty jakości wyników.
Niezależnie od tego, czy potrzebujesz usługi cięcia drewna laserem do zastosowań specjalistycznych, czy przetwarzania grubej blachy do konstrukcji stalowych, podstawy pozostają niezmienne: jasne specyfikacje, odpowiedni wybór technologii oraz zweryfikowane możliwości dostawcy prowadzą do sukcesu. Zrób pierwszy krok — udokumentuj wymagania projektowe; droga od surowej stali do precyzyjnych komponentów zaczyna się od jasności co chcesz osiągnąć.
Często zadawane pytania dotyczące usług cięcia stali
1. Ile kosztuje cięcie metalu?
Koszty cięcia metalu zależą od typu materiału, grubości, złożoności i metody cięcia. Cięcie laserowe zwykle wynosi od 0,10 do 1,00 USD za cal, podczas gdy cięcie plazmowe jest tańsze i wynosi 0,10–0,50 USD za cal. Stal konstrukcyjna kosztuje około 0,50–1,00 USD/kg, stal nierdzewna 1,50–3,00 USD/kg, a aluminium 2,00–4,00 USD/kg. Opłaty za przygotowanie prostych kształtów wynoszą 20–100 USD, natomiast skomplikowane projekty mogą osiągnąć 100–500 USD. Zamówienia pilne powodują dopłatę w wysokości 25–100%, a operacje wtórne, takie jak wygładzanie czy malowanie, mogą podwoić podstawowe koszty cięcia.
2. Czy można ciąć stal w domu?
Tak, można ciąć stal konstrukcyjną o grubości do około 3/8 cala w domu, używając tarcz tnących do metali żelaznych z piłami tarczowymi lub szlifierkami kątowymi. Tarcze z zębatkami węglikowymi są bardziej trwałe niż opcje ze stali. Nożyce blacharskie sprawdzają się przy cienkim blachowaniu, a zwykłe nożyczki radzą sobie z bardzo cienkimi materiałami. Jednak dla precyzyjnych cięć, skomplikowanych kształtów lub grubszych materiałów profesjonalne usługi cięcia stali z zastosowaniem technologii laserowych, plazmowych lub strumienia wody zapewniają lepszą dokładność, czystsze krawędzie i tolerancje nawet do +/- 0,001 cala.
3. Jaka jest najlepsza metoda cięcia grubych płyt stalowych?
Dla grubych płyt stalowych cięcie tlenowe obsługuje materiały o grubości od 0,5 cala do ponad 36 cali, co czyni je idealnym rozwiązaniem do ciężkich prac strukturalnych. Cięcie plazmowe skutecznie przetwarza stal od 0,25 cala do ponad 6 cali, zapewniając lepszą jakość krawędzi niż cięcie tlenowe. Cięcie wodą może obsłużyć grubość do 8+ cali bez stref wpływu cieplnego, zachowując właściwości materiału. Wybierz cięcie tlenowe do prostych cięć na ciężkiej stali węglowej, plazmowe dla zrównoważonej prędkości i jakości na elementach konstrukcyjnych oraz cięcie wodą, gdy należy uniknąć odkształceń cieplnych w precyzyjnych częściach.
4. Jakie certyfikaty powinienem szukać u dostawcy usług cięcia stali?
Do najważniejszych certyfikatów należą ISO 9001:2015 dla systemów zarządzania jakością, IATF 16949 dla zastosowań motoryzacyjnych wymagających produkcji ustrojonej i zapobiegania wadom oraz AS9100 dla komponentów lotniczych wymagających śledzenia i kontroli konfiguracji. Certyfikaty AWS D1.1/D1.6 są istotne, gdy projekt obejmuje spawanie. Akredytacja NADCAP dotyczy procesów specjalnych, takich jak obróbka cieplna. Te certyfikaty gwarantują udokumentowane procedury, sprawdzone urządzenia, wykwalifikowany personel oraz stabilną jakość dzięki audytom przeprowadzanym przez niezależne podmioty.
5. Jak przygotować specyfikacje dla projektu cięcia stali?
Przygotuj kompletną specyfikację, w tym dokładny gatunek i stop materiału (np. stal nierdzewna 304 lub stal węglowa A36), grubość, ilości oraz wymagania dotyczące wymiarów z oznaczonymi krytycznymi tolerancjami. Dostarcz pliki CAD w formatach DXF, DWG lub STEP w celu najjaśniejszej komunikacji. Dołącz oczekiwania dotyczące wykończenia, terminy realizacji oraz wszelkie potrzebne operacje wtórne. Określ, które wymiary wymagają ścisłej kontroli, a które mogą mieć standardowe tolerancje. Jasna specyfikacja zapobiega korektom w ofertach, zmniejsza opóźnienia w produkcji i zapewnia zgodność wyników z oczekiwaniami.