 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Tłoczenie obudów katalizatorów: przewodnik technologiczny i antykradzieżowy

STRESZCZENIE
Stamping katalizatorów powłoki odnosi się przede wszystkim do przemysłowego procesu formowania metalu, w którym blachy ze stali nierdzewnej są wciskane w półki obudowy ochronnej, znane jako "młuszcz-powłoki", które pokrywają podłoża ceramiczne. W tym etapie produkcji wykorzystuje się prasy hydrauliczne, matryce do wycierania sztuczek i automatyczne spawanie szwów w celu stworzenia hermetycznej uszczelnienia. Po drugie, termin ten określa praktykę po produkcji wyrywania numerów identyfikacyjnychtakich jak VIN lub kody CARB Executive Orderna gotowej powłokę w celu zgodności z przepisami i zapobiegania kradzieży.
Proces produkcji: od cewki do muszli
Produkcja powłoki katalizatora jest precyzyjnym procesem inżynieryjnym, który przekształca surową cewkę ze stali nierdzewnej w gotowy komponent samochodowy zdolny do wytrzymania ekstremalnych cykli termicznych. Proces zaczyna się od przetwarzanie cewek i tłoczenie . Cewki ze stali nierdzewnej są podawane do zautomatyzowanych systemów tłoczenia, które tną metal na precyzyjne płaskie arkusze, zwane „blachami”, zoptymalizowane w celu minimalizacji odpadów. Blachy te stanowią materiał wyjściowy dla kolejnych etapów kształtowania.
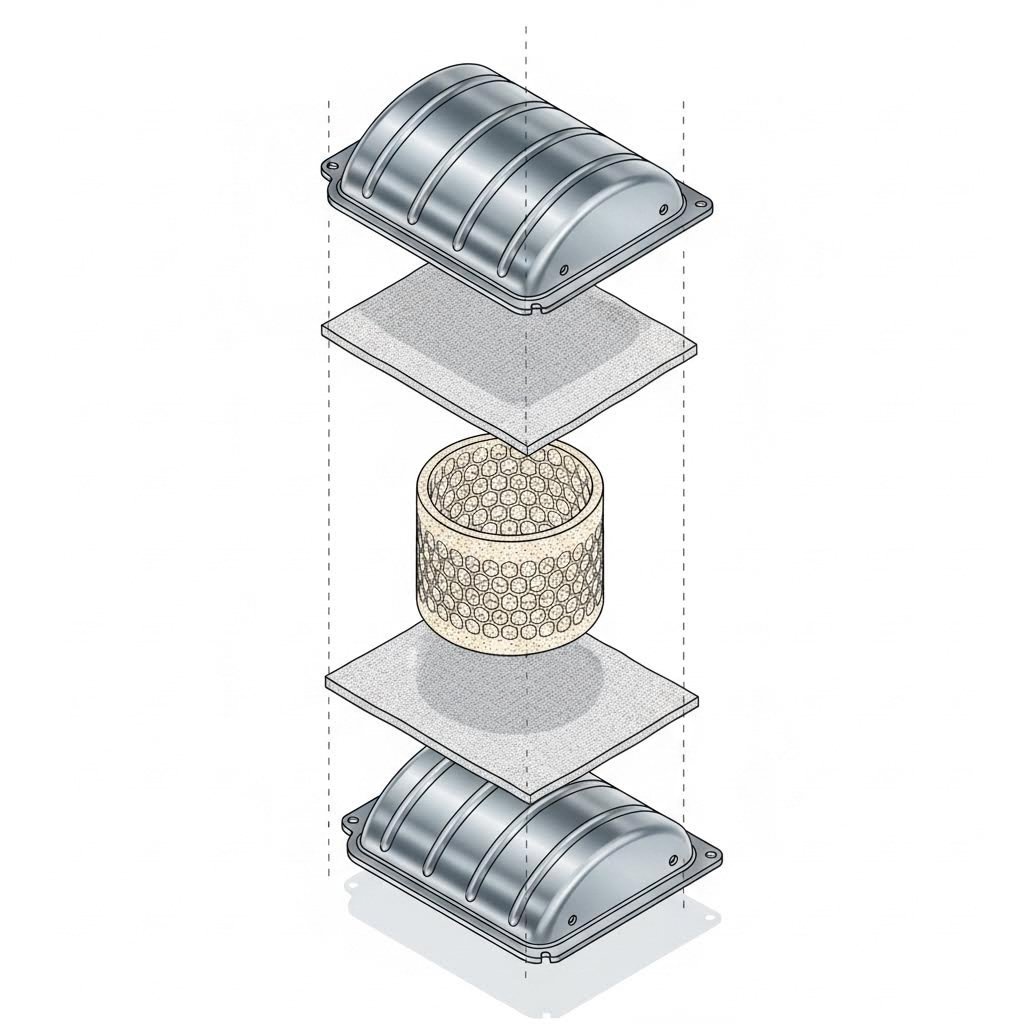
W tłoczenie głębokie w tej fazie blachy metalowe są podawane do hydraulicznych lub mechanicznych pras o dużej sile. Za pomocą specjalnych zestawów narzędzi i matryc prasa formuje płaski arkusz w wnęce, tworząc kształt „muszli” — zazwyczaj połowy pełnego korpusu katalizatora. Ta metoda pozwala uzyskać skomplikowane geometrie, które mogą być montowane w ciasnych przestrzeniach podwozia pojazdu, co stanowi istotną przewagę w porównaniu z cylindrycznymi katalizatorami typu "spun". Proces tłoczenia musi zachować ścisłe tolerancje grubości ścianek, aby zapewnić osłonę dla kruchego ceramycznego nośnika wewnątrz, nie dodając przy tym niepotrzebnego ciężaru.
Dla producentów OEM i dostawców z pierwszego szczebla w branży motoryzacyjnej skalowalność i precyzja są warunkami bezkompromisowymi. Producenci często wymagają partnerów, którzy potrafią obsłużyć cały cykl życia produktu — od szybkiego prototypowania po produkcję seryjną. Firmy takie jak Shaoyi Metal Technology specjalizują się w kompleksowych rozwiązaniach tłoczarskich, wykorzystując prasy o nośności do 600 ton oraz certyfikowane systemy jakości zgodnie z IATF 16949, aby dostarczać kluczowe komponenty, takie jak obudowy konwerterów, z dokładnością na poziomie mikronów.
Ostatnim etapem jest spawanie szwowe . Gdy podłoże i maty izolacyjne zostaną umieszczone pomiędzy dwiema tłoczonymi połówkami obudowy, robotyzowane stanowiska spawalnicze zamykają krawędzie. Racing Industries mówi, że spawanie szczelinowe (łączenie górnej i dolnej obudowy) tworzy hermetyczne, opłacalne połączenie, które jest lepsze niż starsze metody ręczne. To uszczelnienie jest kluczowe dla zapobiegania wyciekom spalin i zapewnienia prawidłowego ciśnienia wewnętrznego konwertera.
Materiały i specyfikacje inżynieryjne
Wybór odpowiedniej gatunki stali nierdzewnej na tłoczone obudowy to kompromis między kosztem, trwałością a zarządzaniem ciepłem. Standardem branżowym jest 409 Stainless Steel (SS409) . Ta stal ferrytyczna oferuje wystarczającą odporność na korozję wywołaną solami drogowymi i wilgocią, zachowując przy tym dobrą spawalność oraz odporność na zmęczenie termiczne. To materiał wyboru dla większości konwerterów rynku wtórnego i standardowych producentów OEM, ponieważ jej współczynnik rozszerzalności cieplnej jest zgodny z wewnętrznymi podłożami ceramicznymi, co zmniejsza ryzyko uszkodzenia rdzenia podczas cykli grzewczych.
W przypadku zastosowań wysokowydajnych lub ciężkich, producenci mogą przejść na stal 304 Stainless Steel (SS304) . Ta stal austenityczna zawiera wyższą ilość niklu, zapewniając lepszą odporność na rdzę oraz utlenianie w wysokiej temperaturze. E&E Manufacturing podkreśla znaczenie stosowania tych specjalistycznych materiałów do tłoczenia komponentów, które wytrzymają surowe warunki panujące w systemie wydechowym, gdzie temperatury często przekraczają 800°C (1472°F).
Inżynierowie muszą również uwzględnić oddziaływania "warstwy powłoki" oraz odprowadzanie ciepła. Tłoczona obudowa działa jako osłona termiczna; jeśli materiał będzie zbyt cienki, może ulec wygięciu lub przepaleniu. Jeśli będzie zbyt gruby, doda zbędnej masy pojazdowi. Optymalna tłoczona obudowa równoważy te czynniki, zapewniając sztywną i trwałą egzoszkielet dla katalizatora.
Zgodność i oznakowanie antykradzieżowe
Poza procesem formowania, "tłoczenie" jest standardową metodą nanoszenia trwałych oznaczeń na obudowę katalizatora. Służy to dwóm różnym celom: zgodności z przepisami i zapobieganiu kradzieży. Na regulowanych rynkach, takich jak Kalifornia, California Air Resources Board (CARB) nakazuje, aby wszystkie konwertery z rynku wtórnego miały określone dane wybite lub wytłoczone na obudowie. Obejmuje to "Numer EO" (Rozporządzenie Wykonawcze), numer części oraz datę produkcji. Te oznaczenia potwierdzają, że część spełnia normy emisji i pozwalają inspektorom odróżnić legalne części od niezgodnych z przepisami.
W celu zapobiegania kradzieży Znakowanie Dot Peen okazało się technologią lepszą. W przeciwieństwie do powierzchniowego trawienia kwasem lub naklejek, maszyny Dot Peen używają gryfela z węglika spiekanego, który fizycznie wgłębia metal serią głębokich kropek. Rocklin Manufacturing wyjaśnia, że ta metoda tworzy trwałe, odporno na manipulacje oznaczenie — często numer identyfikacyjny pojazdu (VIN) — które pozostaje czytelne nawet po latach narażenia na drogowe odpryski i rdzę. Ta śledzalność utrudnia sprzedaż skradzionych konwerterów do punktów złomu, które coraz częściej muszą rejestrować numery identyfikacyjne zakupionych jednostek.
Kontrola jakości i identyfikacja
Weryfikacja jakości tłoczonej obudowy wiąże się z rygorystycznymi testami, zanim trafi ona do pojazdu. Testowanie szczelności podstawowym pomiarem kontroli jakości jest test szczelności, w którym spawana obudowa jest poddawana ciśnieniu, aby upewnić się, że spoiny nie posiadają dziurek. Każda nieszczelność w obudowie pozwoliłaby na ucieczkę nieoczyszczonego spalinowego gazu, co skutkowałoby niezdanym testem emisji. Dokładność wymiarowa jest również weryfikowana za pomocą maszyn pomiarowych współrzędnościowych (CMM), aby zapewnić idealne dopasowanie tłoczonych punktów mocujących do kolektora wydechowego pojazdu.
Dla recyklerów i kupujących odczytanie wygrawerowanych numerów to klucz do oszacowania wartości. BR Metals mówi, że numery seryjne wygrawerowane na obudowie to najbardziej wiarygodny sposób identyfikacji zawartości metali szlachetnych wewnątrz. Katalizatory producentów oryginalnego wyposażenia (OEM) zazwyczaj posiadają logo producenta samochodu (np. Ford, Toyota) oraz konkretny kod alfanumeryczny, podczas gdy jednostki aftermarketowe często rozpoczynają się od numeru serii "N". Rozpoznawanie tych wygrawerowanych kodów pozwala odróżnić wysoko cenione złomowe katalizatory OEM od mniej wartościowych zamienników aftermarketowych.

Zabezpieczanie i identyfikowanie Twojego konwertera
Niezależnie od tego, czy jesteś inżynierem zakupującym tłoczone obudowy do produkcji, czy właścicielem pojazdu martwiącym się o kradzież, zrozumienie podwójnego znaczenia słowa „tłoczenie” jest niezbędne. Dla producentów kluczowe znaczenie ma precyzyjne formowanie i wybór materiału zapewniający trwałość. Dla użytkowników końcowych priorytetem jest upewnienie się, że obudowa posiada wymagane znaki zgodności oraz dodanie oznaczeń antykradzieżowych w celu ochrony inwestycji. W miarę jak przepisy stają się bardziej rygorystyczne, a ryzyko kradzieży pozostaje aktualne, oznaczenia na obudowie stają się równie cenne co sam metal.
Często zadawane pytania
1. Czy mogę samodzielnie oznaczyć swój katalizator w celu zapobiegania kradzieży?
Tak, właściciele pojazdów mogą nanosić oznaczenia na własne konwertery, ale kluczowe jest użycie odpowiedniego narzędzia. Dostępne są ręczne grawerki lub zestawy do trawienia chemicznego, ale mogą one nie być wystarczająco głębokie, by wytrzymać długo. Zaleca się profesjonalne oznaczanie metodą Dot Peen, ponieważ wgłębia metal znacznie głębiej, co utrudnia złodziejom usunięcie oznaczenia przez szlifowanie bez uszkodzenia samej obudowy konwertera.
2. Jakie informacje powinny być oznaczone na zamiennym konwerterze?
Legalny katalizator z rynku wtórnego musi być oznaczony kodem producenta, numerem części oraz datą produkcji. W Kalifornii musi również wyświetlać numer rozporządzenia wykonawczego CARB (EO) (np. D-123-45), aby przejść badanie dymu. Jeśli te oznaczenia brakują lub są nieczytelne, pojazd może nie przejść kontroli technicznej.
3. Czy oznaczanie numerem VIN rzeczywiście zapobiega kradzieży?
Wytłoczenie numeru VIN nie uniemożliwia fizycznego jego usunięcia, ale stanowi silny czynnik odstraszający. Reputacyjni dealerzy złomu są szkoleni, aby odrzucać konwertery z widocznymi oznaczeniami VIN, które nie pasują do identyfikacji sprzedawcy. Tworzy to również łańcuch dowodów ułatwiający organom ścigania śledzenie skradzionych części z powrotem do działalności przestępczych.