 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Podstawowa analiza formowalności blach dla zapobiegania wadom
STRESZCZENIE
Analiza formowalności blach jest kluczowym procesem inżynieryjnym służącym do oceny zdolności metalu do przyjęcia kształtu danego elementu bez występowania wad takich jak przewężenie czy pęknięcia. Łączy ona testy fizyczne z zaawansowanymi symulacjami komputerowymi w celu przewidzenia zachowania materiału podczas procesu tłoczenia. Te przewidywalne informacje są niezbędne do optymalizacji projektowania narzędzi, redukcji kosztów produkcji oraz zapewnienia, że gotowy element spełnia rygorystyczne standardy jakości.
Zrozumienie formowalności blach: podstawowe koncepcje i znaczenie
W branży produkcyjnej kształtowalność oznacza zdolność blachy metalowej do ulegania plastycznemu odkształceniu i formowaniu z niej żądanego elementu bez uszkodzenia. Proces oceny tej właściwości nazywany jest analizą kształtuwalności blach metalowych. Stanowi ona podstawę współczesnego tłoczenia metali, dostarczając inżynierom danych potrzebnych do pokonania luki między cyfrowym projektem a pomyślnie wyprodukowaną częścią fizyczną. Głównym celem jest przewidywanie i zapobieganie typowym wadom kształtowania jeszcze zanim wystąpią, co pozwala zaoszczędzić znaczne ilości czasu i zasobów.
Nie można przecenić znaczenia tej analizy. Bez niej producenci narażeni są na metodę prób i błędów, która prowadzi do wysokich wskaźników odpadów, kosztownych modyfikacji narzędzi oraz opóźnień w produkcji. Kluczowe wady, których zapobieganie umożliwia analiza formowalności, to zacięcie, czyli lokalne cienienie materiału poprzedzające uszkodzenie, oraz pęknięcia, gdy materiał ulega całkowitemu pęknięciu. Poprzez zrozumienie granic materiału inżynierowie mogą projektować bardziej efektywne procesy i dobierać odpowiedni stop do danego zadania, uzyskując równowagę między wymaganiami dotyczącymi wytrzymałości a możliwościami produkcyjnymi.
Szczegółowa analiza zapewnia liczne korzyści, które bezpośrednio wpływają na wynik finansowy firmy i jakość produktu. Przewidując przepływ materiału oraz koncentracje naprężeń, analiza gwarantuje solidny i powtarzalny proces produkcyjny. Jest to szczególnie ważne ze względu na rosnące zastosowanie zaawansowanych stalii o wysokiej wytrzymałości (AHSS) oraz stopów aluminium, które oferują znaczącą oszczędność masy, lecz charakteryzują się bardziej złożonym zachowaniem podczas formowania.
Główne korzyści obejmują:
- Redukcja kosztów: Minimalizuje potrzebę kosztownej i czasochłonnej poprawki tłoczników oraz zmniejsza odpady materiałowe spowodowane wadliwymi częściami.
- Poprawa jakości: Zapewnia spójną produkcję komponentów zgodnych ze wszystkimi wymaganiami geometrycznymi i konstrukcyjnymi.
- Skrócony czas wprowadzenia produktu na rynek: Skraca fazę próbnej eksploatacji narzędzi poprzez rozwiązywanie potencjalnych problemów już na etapie wirtualnego projektowania.
- Optymalizacja materiału: Umożliwia pewne dobieranie i stosowanie lekkich, wysokowydajnych materiałów bez utraty możliwości produkcji.
- Zwiększona swoboda projektowania: Umożliwia tworzenie bardziej złożonych i ambitnych kształtów komponentów poprzez zapewnienie jasnego zrozumienia ograniczeń materiału.
Kluczowe metody i testy oceny formowalności
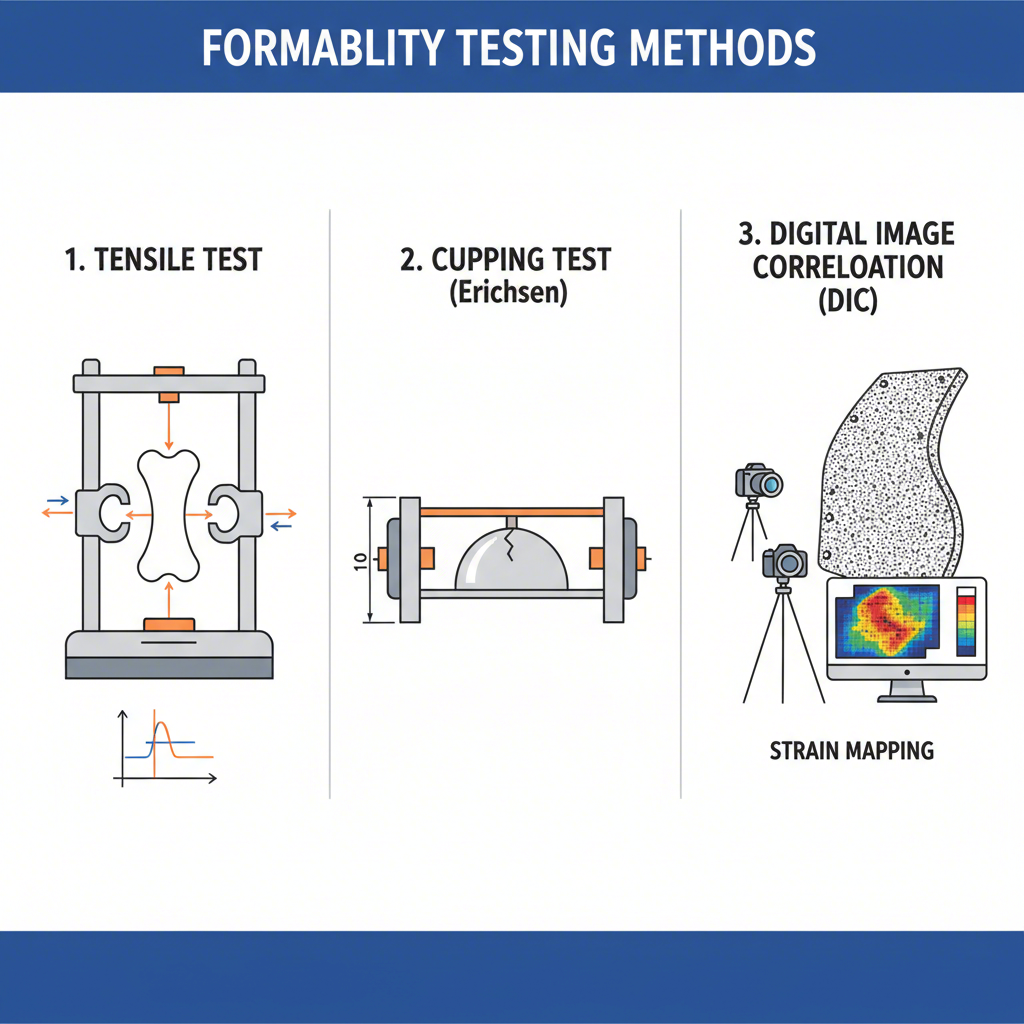
Ocena formowalności blach stalowych obejmuje szereg testów, od tradycyjnych metod mechanicznych po zaawansowane, bezkontaktowe systemy optyczne. Każda metoda dostarcza innych informacji na temat zachowania się materiału pod wpływem naprężeń występujących w trakcie operacji kształtowania. Wybór testu zależy często od rodzaju materiału, stopnia skomplikowania elementu oraz wymaganego poziomu dokładności.
Metody tradycyjne często zaczynają się od jednoosiowego testu rozciągania. Ten podstawowy test polega na rozciąganiu próbki materiału aż do jej pęknięcia, mierząc właściwości takie jak całkowite wydłużenie i współczynnik umocnienia od odkształcenia (wartość n). Choć jest prosty i tani, jego głównym ograniczeniem jest pomiar naprężeń tylko w jednym kierunku, podczas gdy większość rzeczywistych operacji tłoczenia wiąże się ze złożonymi naprężeniami dwuosiowymi (w dwóch kierunkach). Aby lepiej zasymulować te warunki, inżynierowie stosują testy takie jak test wykroju Erichsena lub test Nakajimy. W tych procedurach tłok odkształca zamocowany arkusz w kształt kopuły, co pozwala na bardziej realistyczną ocenę możliwości kształtowania przy dwuosiowym rozciąganiu.
Ostatnio zaawansowane optyczne systemy pomiarowe 3D zrewolucjonizowały analizę formowalności. Techniki takie jak korelacja cyfrowych obrazów (DIC) zapewniają kompletny obraz odkształceń na całej powierzchni. W tej metodzie siatkę lub wzór kropek nanosi się na półfabrykat metalowy przed procesem formowania. Podczas tłoczenia kamery o wysokiej rozdzielczości rejestrują obrazy z wielu kątów. Specjalistyczne oprogramowanie analizuje następnie sposób deformacji wzoru, obliczając dokładne wartości odkształceń głównych i wtórnych na całej powierzchni elementu. To bezkontaktowe podejście dostarcza znacznie więcej danych niż tradycyjne testy, umożliwiając precyzyjne zidentyfikowanie obszarów krytycznych pod względem odkształceń.
Poniższa tabela porównuje te typowe metody:
| Metoda testu | Co mierzy | Zalety | Ograniczenia |
|---|---|---|---|
| Test wytrzymałości na rozciąganie | Wydłużenie, wytrzymałość, wartość n | Prosta, tania, ustandaryzowana | Stan naprężenia jednoosiowego nie jest reprezentatywny dla większości operacji formowania |
| Test wgłębienia / napęcznienia | Wysokość kopuły w momencie pęknięcia, granice odkształceń dwuosiowych | Symuluje warunki rozciągania dwuosiowego | Żmudne, zapewnia ograniczoną liczbę punktów danych, może być wpływowane przez tarcie |
| Optyczna analiza 3D (DIC) | Pełnopowierzchniowe odkształcenia i deformacje 3D | Bardzo dokładne, kompleksowe dane, bezkontaktowe | Wymaga specjalistycznego sprzętu i oprogramowania |
Zaawansowana analiza: modelowanie, symulacja i przewidywanie uszkodzeń
Poza testowaniem fizycznym, najpotężniejszymi narzędziami współczesnej analizy formowalności są modelowanie obliczeniowe i symulacja. Korzystając z oprogramowania do analizy metodą elementów skończonych (FEA), inżynierowie mogą stworzyć wirtualną reprezentację całego procesu tłoczenia. Obejmuje to geometrię narzędzi, właściwości blachy metalowej oraz parametry procesu, takie jak tarcie i siła docisku matrycy. Symulacja przewiduje wówczas, jak blacha będzie się przemieszczać, rozciągać i cienić podczas formowania na końcowy kształt detalu.
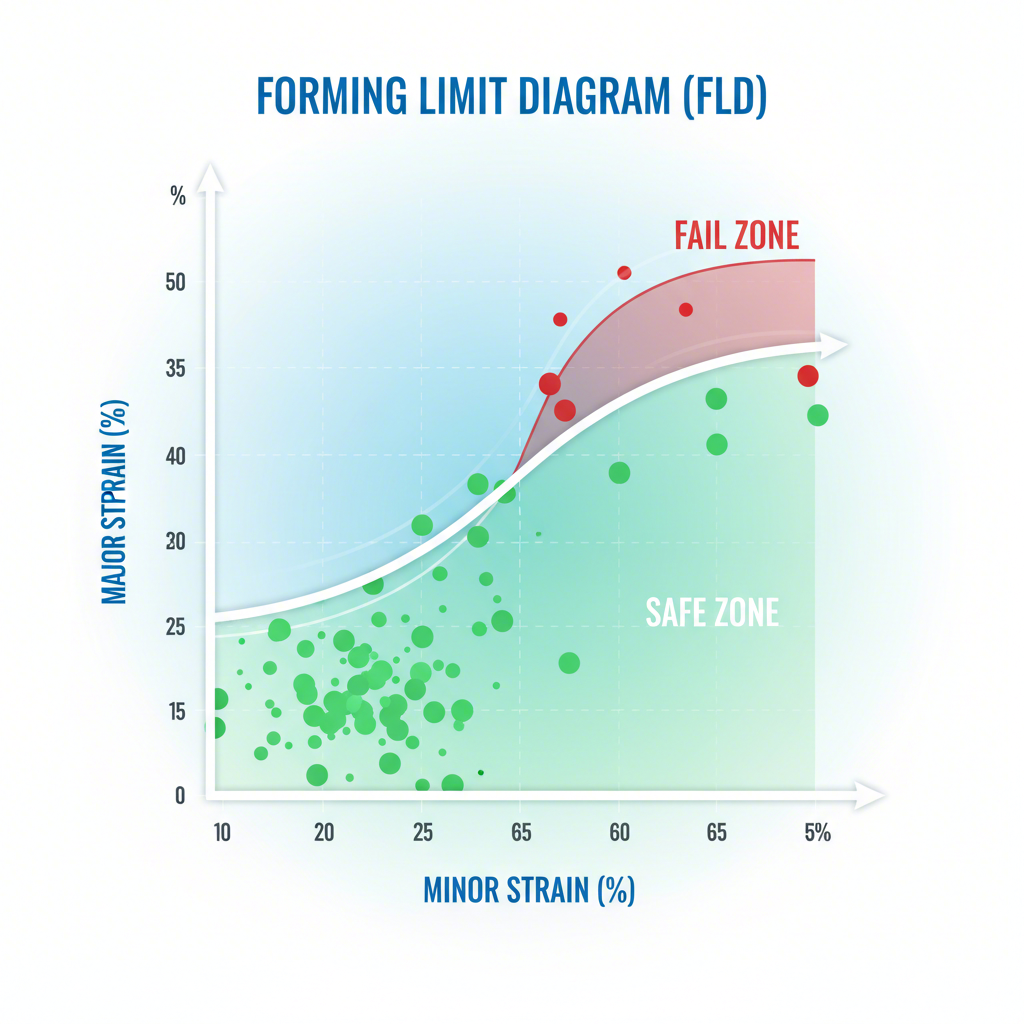
Głównym elementem tej symulacji jest wykres granicy formowania (FLD). FLD to wykres określający bezpieczne okno produkcyjne dla danego materiału. Przedstawia odkształcenie główne w funkcji odkształcenia wtórnego, przy czym linią graniczną, zwaną krzywą granicy formowania (FLC), oddziela dopuszczalną deformację od początku wydrążenia i uszkodzenia. Podczas symulacji oprogramowanie oblicza stan odkształcenia dla tysięcy punktów na elemencie i nanosi je na FLD. Jeśli punkty znajdują się powyżej FLC, oznacza to wysokie ryzyko uszkodzenia w tym obszarze, co wymaga zmiany projektu.
Jednak tradycyjna krzywa granicy wykrawania (FLD) ma ograniczenia, szczególnie w przypadku wieloetapowych procesów kształtowania lub przy pracy z materiałami zaawansowanymi. Jak wyjaśniają eksperci branżowi, czynniki takie jak obciążenie niestacjonarne (gdy ścieżka odkształcenia zmienia się w trakcie procesu) oraz efekty stabilizujące gięcia na małych promieniach mogą wpływać na rzeczywistą granicę formowalności materiału. Nowoczesne ramy analizy formowalności uwzględniają teraz te efekty, zapewniając dokładniejsze prognozowanie uszkodzeń dla skomplikowanych elementów. Wiodący producenci skomplikowanych komponentów, tacy jak eksperci z Shaoyi (Ningbo) Metal Technology Co., Ltd. , wykorzystują zaawansowane symulacje CAE, aby zagwarantować precyzję matryc do tłoczenia karoserii samochodowych, znacząco skracając czas wdrożenia i poprawiając wyniki dla OEM-ów i dostawców pierwszego rzędu.
Korzyści wynikające z wprowadzenia symulacji do procesu projektowego są znaczne:
- Wirtualne prototypowanie: Zmniejsza potrzebę kosztownych i czasochłonnych fizycznych prób narzędzi poprzez rozwiązywanie problemów najpierw na komputerze.
- Optymalizacja Projektu: Pozwala inżynierom szybko testować różne geometrie części, projekty narzędzi lub wybór materiałów, aby znaleźć najbardziej niezawodne rozwiązanie.
- Prognozowanie wad: Dokładnie przewiduje nie tylko pęknięcia i przewężenia, ale także problemy takie jak marszczenie, odbijanie się sprężyste i zniekształcenia powierzchni.
- Efektywność procesu: Pomaga w optymalizacji parametrów, takich jak kształt wykroju czy nośność prasy, w celu minimalizacji zużycia materiału i energii.
Interpretacja wyników i stosowanie najlepszych praktyk projektowych
Rzeczywista wartość analizy formowalności blach polega na jej zdolności do generowania praktycznych informacji kierujących decyzjami inżynierskimi. Dane wyjściowe z symulacji to zazwyczaj kodowana kolorem mapa części, na której różne kolory reprezentują różny poziom odkształceń lub cieniowania. Obszary zielone są zazwyczaj bezpieczne, żółte wskazują na stan graniczny bliski limitowi formowania, a czerwone podkreślają strefy krytyczne o wysokim prawdopodobieństwie uszkodzenia. Te wspomagania wizualne pozwalają inżynierom natychmiastowo zlokalizować problematyczne obszary.
Gdy symulacja wykryje potencjalny problem, analiza dostarcza danych potrzebnych do jego rozwiązania. Na przykład, jeśli w pobliżu ostrego narożnika przewidziano wysokie skupienie odkształcenia, zalecenie projektowe będzie polegało na zwiększeniu promienia tego elementu. To rozłoży odkształcenie na większym obszarze, przenosząc je z powrotem do strefy bezpiecznej. Podobnie, jeśli przewidziano pofałdowanie płaskiej blachy, rozwiązaniem może być dostosowanie siły docisku matrycy lub dodanie listew tłocznych w celu lepszego kontrolowania przepływu materiału.
To podejście oparte na danych jest podstawowym założeniem projektowania pod kątem łatwości produkcji (DFM). Poprzez uwzględnianie zasad kształtowalności na wczesnym etapie projektowania inżynierowie mogą tworzyć części, które nie tylko spełniają swoje funkcje, ale są również efektywne w produkcji. Takie proaktywne podejście pozwala uniknąć późnych zmian konstrukcyjnych, które mogą zakłócić harmonogram i budżet projektu.
Oto kilka kluczowych najlepszych praktyk projektowych wynikających z analizy kształtowalności:
- Używaj dużych promieni zaokrąglenia: Unikaj ostrych wewnętrznych i zewnętrznych narożników, jeśli to możliwe. Większe promienie to jedna z najskuteczniejszych metod zapobiegania lokalnemu cienieniu i pękaniu.
- Umieszczaj elementy z dala od gięć: Jako ogólną zasadę, otwory powinny znajdować się w odległości co najmniej 2,5 grubości materiału plus promień gięcia od linii gięcia. To pomaga zapobiegać odkształceniom elementów podczas procesu gięcia.
- Zastosuj kąty wyjęcia: W przypadku części tłoczonych głęboko, niewielkie kąty ścian pionowych zmniejszają tarcie i siłę potrzebną do formowania, zmniejszając ryzyko pęknięć.
- Określ odpowiednie tolerancje: Używaj geometrycznych wymiarów i tolerancji (GD&T), aby określić dopuszczalne granice płaskości, prostoliniowości i innych cech, zdając sobie sprawę, że proces formowania spowoduje pewne odchylenia.
- Zasięgnij danych materiałowych: Zawsze opracowuj projekty i symulacje na podstawie dokładnych danych dotyczących właściwości materiału, ponieważ kutek może się znacznie różnić nawet między różnymi gatunkami tego samego metalu.
Często zadawane pytania
1. Co to jest kutek metalu?
Kształtowalność to zdolność blachy do odkształcenia plastycznego i uformowania w element bez powstawania wad, takich jak pęknięcia czy przewężenia. W głównej mierze zależy ona od ciągliwości metalu (jego zdolności do rozciągania) oraz właściwości umacniania odkształceniowego, które wpływają na jednolitość cienienia się materiału podczas kształtowania.
2. Jakie są typowe testy kształtowalności blach?
Typowymi testami są próba rozciągania jednoosiowego, która mierzy podstawowe wydłużenie i wytrzymałość; próby zagłębiania (np. Erichsen, Olsen) oraz próby wydużania, symulujące rozciąganie dwuosiowe; a także nowoczesne bezkontaktowe optyczne systemy analizy 3D (DIC), dostarczające pełnopowierzchniowej mapy odkształceń powierzchni.
3. Co to jest zasada 4T w projektowaniu z blach?
Typowa wytyczna projektowa stanowi, że aby zapobiec odkształceniom, element taki jak otwór powinien znajdować się w odległości co najmniej 2,5-krotnej grubości materiału plus promień gięcia od linii gięcia. Dla wycięć czasem stosuje się wartość „4T”, jednak pełna wytyczna to zazwyczaj 4-krotna grubość materiału plus promień gięcia.
4. Co to jest GD&T w odniesieniu do blachy?
Geometryczne Tolerancje i Wymiary (GD&T) to symboliczny język używany na rysunkach technicznych do określania dopuszczalnych odchyleń geometrii części. W przypadku blachy, GD&T określa krytyczne tolerancje dla cech kształtu, takich jak płaskość, prostoliniowość i profil, aby zapewnić poprawne działanie finalnej, wygiętej części oraz jej prawidłowe pasowanie w złożeniu.